Ділянка правки готового прокату фланцевого профілю
Номер патенту: 24483
Опубліковано: 21.07.1998
Автори: Жучков Сергій Михайлович, Кулаков Леонід Васильович, Лохматов Олександр Павлович, Петренко Валентина Іванівна, Сівак Едуард Володимирович

Формула / Реферат
Участок правки готового проката фланцевого профиля, располагаемый за холодильником сортового прокатного стана и содержащий правильную машину с подводящим и отводящим рольгангами, и доправочное устройство, установленное после правильной машины, отличающийся тем, доправочное устройство выполнено в виде неприводной клети с универсальным четырехвалковым калибром, оси валков которого расположены в одной плоскости, и установлено между правильной машиной и отводящим рольгангом соосно с ними в непосредственной близости от правильной машины.
Текст
Изобретение относится к прокатному производству и может быть использовано на участках правки фланцевых профилей двутавровых балок, швеллеров и др уги х профилей в линии сортовых прокатных станов. Фланцевые профили в процессе их прокатки, термической обработки и охлаждения приобретают местную и общую кривизну и изогнутость в различных плоскостях по их длине. Исправление их геометрической формы осуществляют на участках правки готового проката с помощью многороликовых правильных машин или горизонтальных и вертикальных прессов. Известен участок правки готового проката фланцевого профиля, располагаемый за холодильником сортового прокатного стана и содержащий правильную машину с подводящим и отводящим рольгангами [1]. Недостатком известного участка является низкая точность геометрических параметров поперечного сечения готового проката фланцевого сечения, обусловленная неудовлетворительным качеством правки. Это объясняется тем. что на данном участке правки используется правильная машина с горизонтальными правильными роликами, не обеспечивающая правку фланцев фасонного проката. В качестве прототипа принят известный участок правки готового проката фланцевого профиля, располагаемый за холодильником сортового прокатного стана и содержащий правильную машину с подводящим и отводящим рольгангами [2]. Правильная машина известного участка обеспечивает правку фланцевых профилей в двух взаимно перпендикулярных плоскостях и состоит из двух отдельных секций: первая с горизонтальными и вторая - с вертикальными роликами. Правка профилей осуществляется последовательно в двух взаимно перпендикулярных плоскостях: в первой секции в вертикальной плоскости, во второй секции - в горизонтальной плоскости. Недостатком прототипа является низкая точность геометрических параметров поперечного сечения выправленного на нем готового проката фланцевого сечения. Это обусловлено разновременностью деформации правки в горизонтальной и вертикальной плоскостях - по стенке и фланцам профиля. К недостаткам прототипа относится также то, что при правке фланцев, особенно тонкостенных профилей вертикальными правильными роликами возможна либо потеря поперечной устойчивости стенки, либо недостаточная выправленность фланцев готового проката, что также снижает точность геометрических параметров его поперечного сечения. Кроме того, использование двухсекционных правильных машин значительно увеличивает габариты участка правки. Задачей изобретения является разработка участка правки готового проката фланцевого профиля, обеспечивающего одновременность деформации правки в горизонтальной и вертикальний плоскостях по стенке и фланцам профиля, повышение поперечной устойчивости стенки профиля при правке фланцев, особенно в процессе правки тонкостенных профилей вертикальными правильными роликами, с гарантированной требуемой выправленностью фланцев готового проката, в результате чего обеспечивается повышение точности геометрических параметров поперечного сечения фланцевого проката при сокращении габаритов участка правки. Решение поставленной задачи обеспечивается тем, что в участке правки готового проката фланцевого профиля, располагаемом за холодильником сортового прокатного стана и содержащем правильную машину с подводящим и отводящим рольгангами, и доправочное устройство, установленное после правильной машины, доправочное устройство выполнено в виде неприводной клети с универсальным четырехвалковым калибром, оси валков которого расположены в одной плоскости, и установлено между правильной машиной и отводящим рольгангом соосно с ними в непосредственной близости от правильной машины. Сравнение с прототипом, показывает, что заявляемый участок правки готового проката фланцевого профиля отличается тем, что доправочное устройство выполнено в виде неприводной клети с универсальным четырехвалковым калибром, оси валков которого расположены в одной плоскости, и установлено между правильной машиной и отводящим рольгангом соосно с ними в непосредственной близости от правильной машины. Следовательно, заявляемый участок соответствует критерию "новизна". Сравнение с другими техническими решениями в данной области техники показало, что известно использование неприводных клетей в линии непрерывных прокатных станов. Однако, использование этих клетей в линии стана не обеспечивает решения поставленной задачи повышения, точности геометрических параметров поперечного сечения фланцевого проката при сокращении габаритов участка правки. При введений неприводных клетей с универсальным четырехвалковым калибром, оси валков которого расположены в одной плоскости, в состав основного технологического оборудования участка правки, упомянутые клети придают заявляемому участк у правки новые свойства, не присущие известным техническим решениям, что предупреждает потерю поперечной устойчивости стенки профиля при правке фланцев при гарантированном качестве правки фланцев, и способствует, тем самым, повышению точности геометрических параметров поперечного сечения фланцевого проката, исключая уклоны наружных граней полок, кривизну стенки, отклонения от правильной геометрической формы. При этом существенно сокращаются габариты (длина) участка правки. Указанные обстоятельства обеспечивают заявляемому решению изобретательский уровень. Изобретение поясняется чертежом (фиг.), на котором представлена схема расположения оборудования на заявляемом участке правки готового проката (вид в плане). Участок правки готового проката фланцевого профиля, располагаемый за холодильником сортового прокатного стана (холодильник и стан на чертеже не показаны), состоит из подводящего рольганга 1, правильной машины 2 и отводящего рольганга 3. Между правильной машиной 2 и ее отводящим рольгангом 3 установлено доправочное устройство 4 в непосредственной близости от правильной машины 2. Доправочное устройство 4 установлено, соосно с правильной машиной 2 и ее отводящим рольгангом 3. Доправочное устройство 4 выполнено в виде неприводной клети с универсальным четырехвалковым калибром, оси валков которого расположены в одной плоскости. Работа на участке правки осуществляется следующим образом. Прокатанный на сортовом стане и охлажденный на холодильнике готовый фланцевый прокат (швеллер, двутавровый профиль и т.п.), по отводящему рольгангу холодильника (на чертеже не показан) передают к участк у правки готового проката. На участке правки по подводящему рольгангу 1 прокат подают к многороликовой правильной машине 2, где осуществляют его черновую правку путем последовательного знакопеременного изгиба между роликами правильной машины 2. Окончательную чистовую правку профиля осуществляют в доправочном устройстве 4 однократной правки, выполненном в виде неприводной клети с универсальным четырехвалковым калибром, оси валков которого расположены в одной плоскости. Выправленный профиль по отводящему рольгангу 3 убирают с участка правки для последующей порезки на мерные длины, штабелирования, упаковки и отгрузки. Введение профиля в допрэвочное устройство 4 (неприводную универсальную клеть) и правка в нем осуществляется за счет продольных усилий, развиваемых приводными правящими роликами правильной машины - резерва сил трения, образующегося в процессе правки на контакте металла с правильными роликами. Извлечение заднего конца профиля из неприводной универсальной клети по выходу его из правильной машины осуществляется за счет сил инерции профиля и сил трения на контакте полосы с роликами отводящего рольганга. Установка на участке правки доправочного устройства, выполненного в виде неприводной клети с универсальным четырехвалковым калибром, оси валков которого расположены в одной плоскости, и установленного между правильной машиной и отводящим рольгангом соосно с ними в непосредственной близости от правильной машины, обеспечивает совмещение знакопеременной разновременной деформации правки стенки и фланцев профиля в правильной машине с окончательной чистовой правкой одновременно по всему контуру профиля в неприводной универсальной клети, что позволяет устранить возможные искривления стенки профиля, возникающие вследствие потери ею поперечной устойчивости при правке фланцев профиля вертикальными роликами правильной машины, а также обеспечить дополнительную правку фланцев профиля, повышая, тем самым, точность геометрических параметров поперечного сечения готового проката, предупреждая образование уклонов наружных граней полок, кривизны стенки и других отклонений от требуемой геометрической формы поперечного сечения профиля - параметров, допустимые величины которых оговорены соответствующими стандартами, превышение которых снижает качество готовой продукции и его сортность. Заявляемое техническое решение было опробовано на непрерывном среднесортном стане 450 АО Западно-Сибирский металлургический комбинат при производстве швеллеров №12П и 14П по ГОСТ 8240 из стали Бст.3кп. Для реализации предложения было разработано и изготовлено доправочное устройство однократной правки, выполненное в виде неприводной клети с универсальным четырехвалковым калибром, оси валков которого расположены в одной плоскости. Стан 450 оборудован двумя правильными участками, расположенными в потоке стана после холодильника. Каждый правильный участок состоит из четырех горизонтальных сортоправильных машин (две в работе, две на подготовке) типа ЦФР 7 ´ 630 с консольным расположением горизонтальных правильных роликов и сдвоенных подводящего и отводящего рольгангов. Таким образом, стан 450 оборудован четырьмя линиями правки, каждая из которых оборудована двумя правильными машинами; рабочей и запасной. В соответствии с предложением конструкция изготовленной неприводной универсальной клети (доправочного устройства однократной правки), предусматривала ее установку на вы ходной стороне правильной машины соосно с ней и ее отводящим рольгангом. Профили, подвергавшиеся правке на потоке участка правки не оборудованном неприводной универсальной клетью, использовались в качестве контрольных. Результаты опробования показали, что при правке швеллеров №14П по ГОСТ 8240 из стали Бст.3кп с использованием неприводной универсальной клети в соответствии с предложением, обеспечивалось полное устранение кривизны стенки по высоте сечения и уклоны наружных граней полок, в то время как на ряде контрольных полос, правленных на другой линии участка правки была обнаружена значительная кривизна стенки по высоте сечения, достигающая 1,0 - 1,2мм, что в 1,3 - 1,6 раза превышает допускаемые значения, и практически на всех полосах - уклоны наружных граней полок, достигающие 1,3мм, что в 1,5 раза выше допускаемых значений. Результаты опробования показали, что реализация предложения обеспечивает повышение точности геометрических параметров поперечного сечения готового проката за счет устранения уклонов наружных граней полок, кривизны стенки и других отклонений от требуемой геометрической формы поперечного сечения профиля. В условиях стана 450, оборудованного горизонтальными роликоправильными машинами, реализация предложения обеспечивает повышение точности геометрических параметров поперечного сечения готового проката, кроме прочего, за счет организации правки профиля одновременно по всему контуру в неприводной универсальной клети, что исключает необходимость дооборудования линий правки стана вертикальными роликоправильными машинами, что особенно актуально при дефиците свободных площадей в цехе.
ДивитисяДодаткова інформація
Автори англійськоюZhuchkov Serhii Mykhailovych, Kulakov Leonid Vasyliovych, Lokhmatov Oleksandr Pavlovych, Syvak Eduard Volodymyrovych, Petrenko Valentyna Ivanivna
Автори російськоюЖучков Сергей Михайлович, Кулаков Леонид Васильевич, Лохматов Александр Павлович, Сивак Эдуард Владимирович, Петренко Валентина Ивановна
МПК / Мітки
МПК: B21D 3/00
Мітки: профілю, фланцевого, правки, готового, прокату, ділянка
Код посилання
<a href="https://ua.patents.su/3-24483-dilyanka-pravki-gotovogo-prokatu-flancevogo-profilyu.html" target="_blank" rel="follow" title="База патентів України">Ділянка правки готового прокату фланцевого профілю</a>
Спосіб правки кінцевих ділянок прокату
Номер патенту: 22325
Опубліковано: 03.02.1998
Автори: Галушкін Олександр Васильович, Жученко Олександр Миколайович
МПК: B21D 3/00
Мітки: правки, спосіб, ділянок, прокату, кінцевих
Формула / Реферат:
1. Способ правки концевых участков проката, при котором перемещаемую вдоль продольной оси заготовку подвергают знакопеременному изгибу путем приложения поперечных усилий вращающимися роликами с увеличением прогибов заготовки на ее концевых участках, отличающийся тем, что прогибы концевых участков заготовки доводят до 2,4 - 4,6 прогибов ее средней части под с соответствующими роликами.2. Способ по п. 1, отличающийся тем, что доведение...
Спосіб поділу гнутих профілей прокату
Номер патенту: 21171
Опубліковано: 04.11.1997
Автори: Діамантопуло Олексій Костянтинович, Діамантопуло Костянтин Костянтинович, Капланов Василь Ілліч
МПК: B23D 23/00
Мітки: гнутих, прокату, профілей, поділу, спосіб
Формула / Реферат:
1. Способ разделения гнутых профилей проката, включающий предварительный надрез сдвигом на глубину, меньше глубины трещинообразования, перемещение профиля в осевом направлении и окончательное отделение профиля по плоскости предварительного надреза, отличающийся тем, что после надрезки сдвигом неспрофилированной непрерывно движущейся ленты, производят спрямление ее в направлении, противоположном направлению предварительного надреза,...
Пристрій для правки кругів
Номер патенту: 15716
Опубліковано: 30.06.1997
Автор: Копак Мирослав Петрович
МПК: B23D 9/00, B24B 53/12
Мітки: пристрій, кругів, правки
Формула / Реферат:
(57) 1. Устройство для правки кругов, содержащее установленный на оси цилиндрический корпус с винтовой канавкой на его боковой поверхности, расположенный в канавке рабочий элемент, крышки для фиксации корпуса на оси и державку, отличающееся тем, что державка выполнена в виде вилки, упомянутая ось закреплена в ее зубцах, рабочий элемент выполнен в виде отдельных витков пружины, в корпусе и у концов каждого витка выполнены соосные параллельные...
Косовалкова машина для правки труб і прутків
Номер патенту: 16145
Опубліковано: 29.08.1997
Автори: Слоним Олександр Зосімович, Резниченко Анатолій Михайлович, Сонін Анатолій Леонідович, Коровицький Євген Леонович, Саприко Павлина Михайловна, Лєбєдєв Вячеслав Іванович, Вінніков Володимир Іванович
МПК: B21D 3/00
Мітки: правки, машина, косовалкова, прутків, труб
Формула / Реферат:
Косовалковая машина для правки труб и прутков по авт.св. № 848118, отличающаяся тем, что, с целью расширения технологических возможностей и повышения качества правки изделий, она снабжена дополнительной обоймой с гиперболоидными валками, установленной за последней из основной обойм, и механизмами перемещения этих валков в направлении, перпендикулярном к направлению перемещения труб.
Спосіб термічного зміцнення прокату
Номер патенту: 2216
Опубліковано: 26.12.1994
Автори: Нечепоренко Володимир Андрійович, Приходько Євгенія Валер'янівна, Худик Валер'ян Тарасович, Худик Юрій Тарасович, Нечепоренко Анатолій Петрович, Івченко Олександр Васильович, Костирко Сергій Андрійович, Костюченко Михайло Іванович, Гунькін Ігор Олександрович, Рибалка Віктор Федорович
Мітки: зміцнення, термічного, прокату, спосіб
Формула / Реферат:
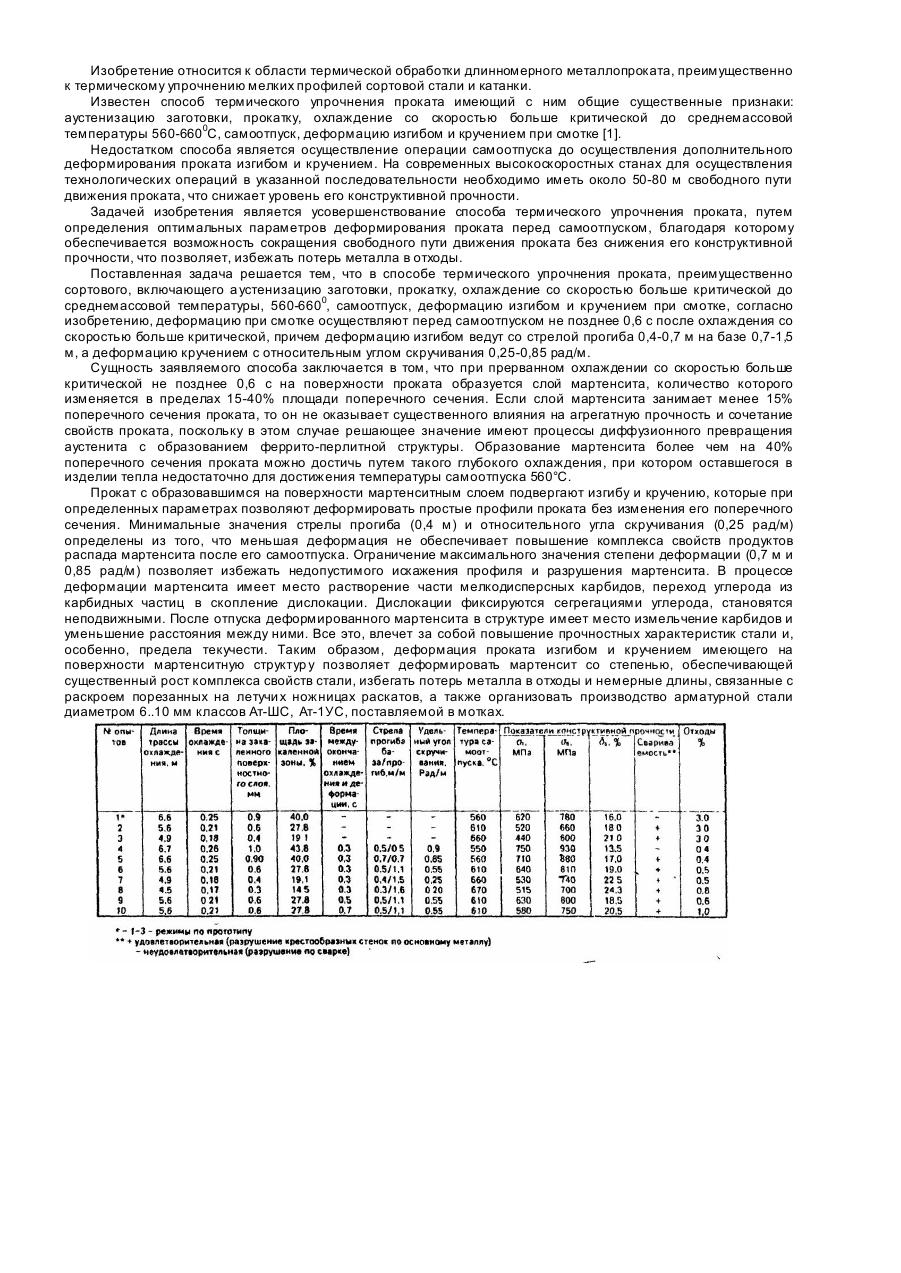
Способ термического упрочнения проката, преимущественно сортового, включающий аустенизацмю заготовки, прокатку, охлаждение со скоростью больше критической до среднемассовой температуры, 560-6600С, самоотпуск, деформацию изгибом и кручением при смотке, отличающийся тем, что деформацию при смотке осуществляют перед самоотпуском не позднее 0,6 с после охлаждения со скоростью больше критической, причем деформацию изгибом ведут со стрелой прогиба...
Попередній патент: Полімерне в’яжуче та листовий матеріал
Наступний патент: Підшипник ковзання
Випадковий патент: Зерносуміш з бммд-1 для м'ясної відгодівлі молодняка свиней