Пристрій для електрохімічної правки шліфувальних кругів на електропровідній металевій зв’язці
Номер патенту: 37908
Опубліковано: 15.05.2001
Автори: Гаращенко Ярослав Миколайович, Доброскок Володимир Ленінмирович, Хорват Матяш, Уварова Юлія Леонідівна, Грабченко Анатолій Іванович

Текст
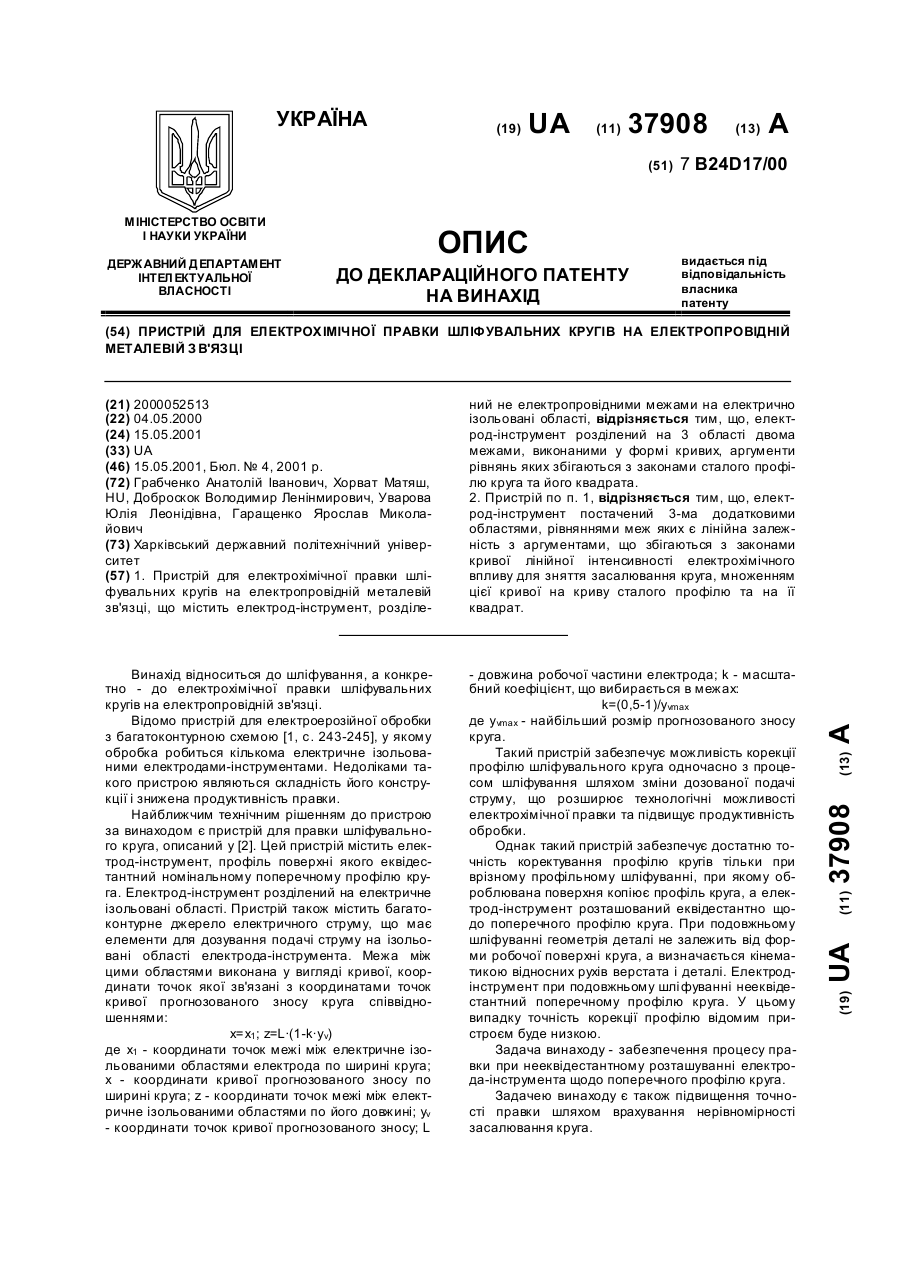
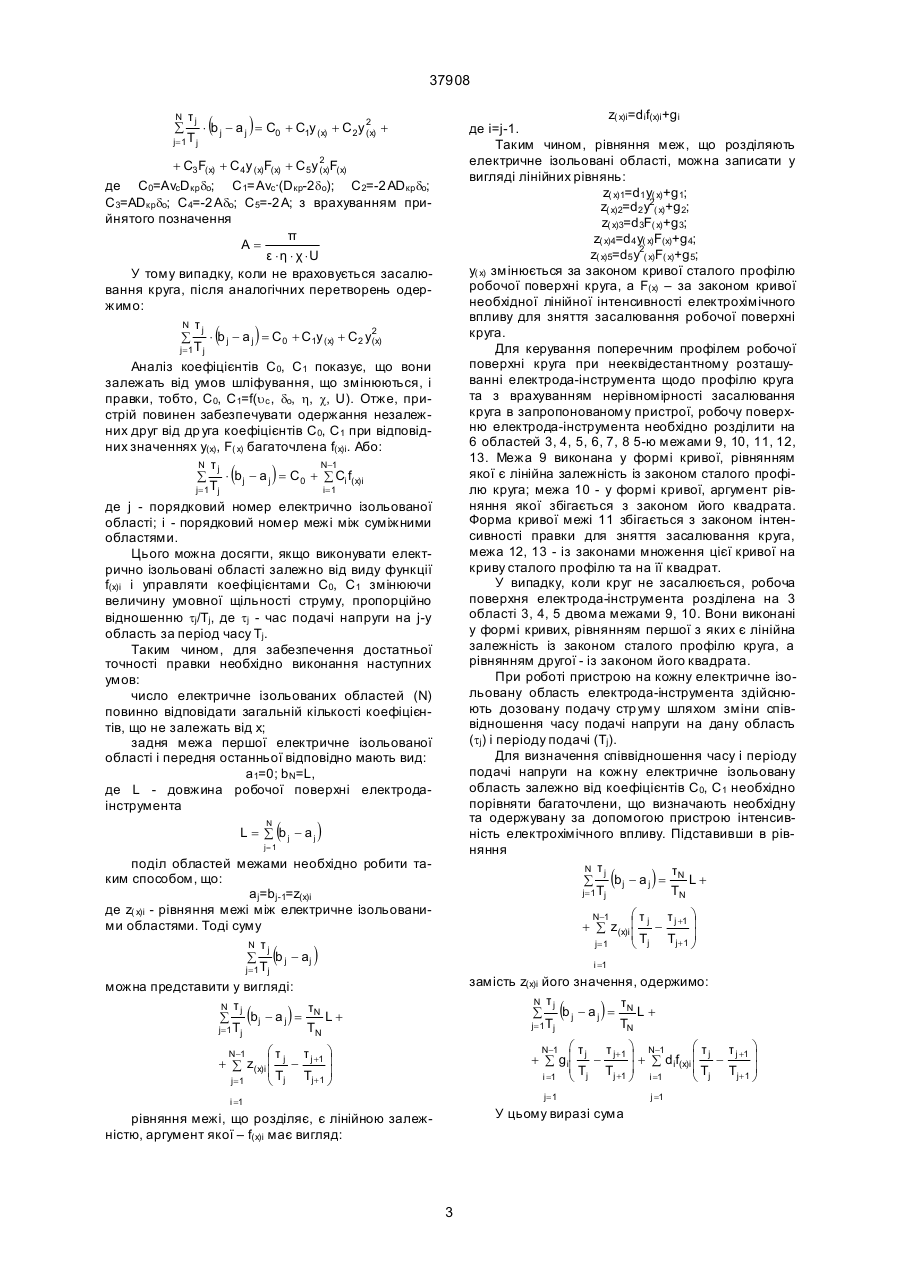
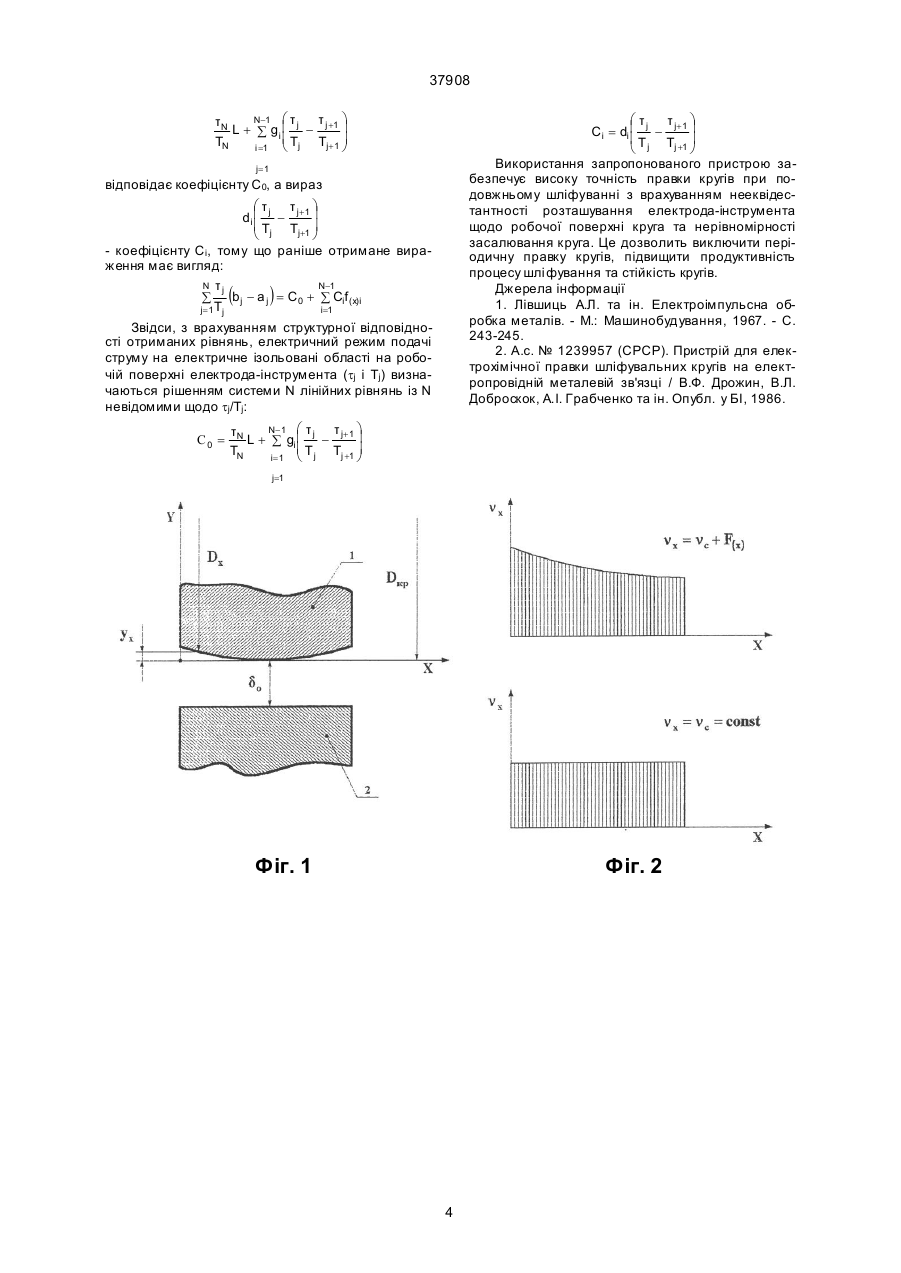
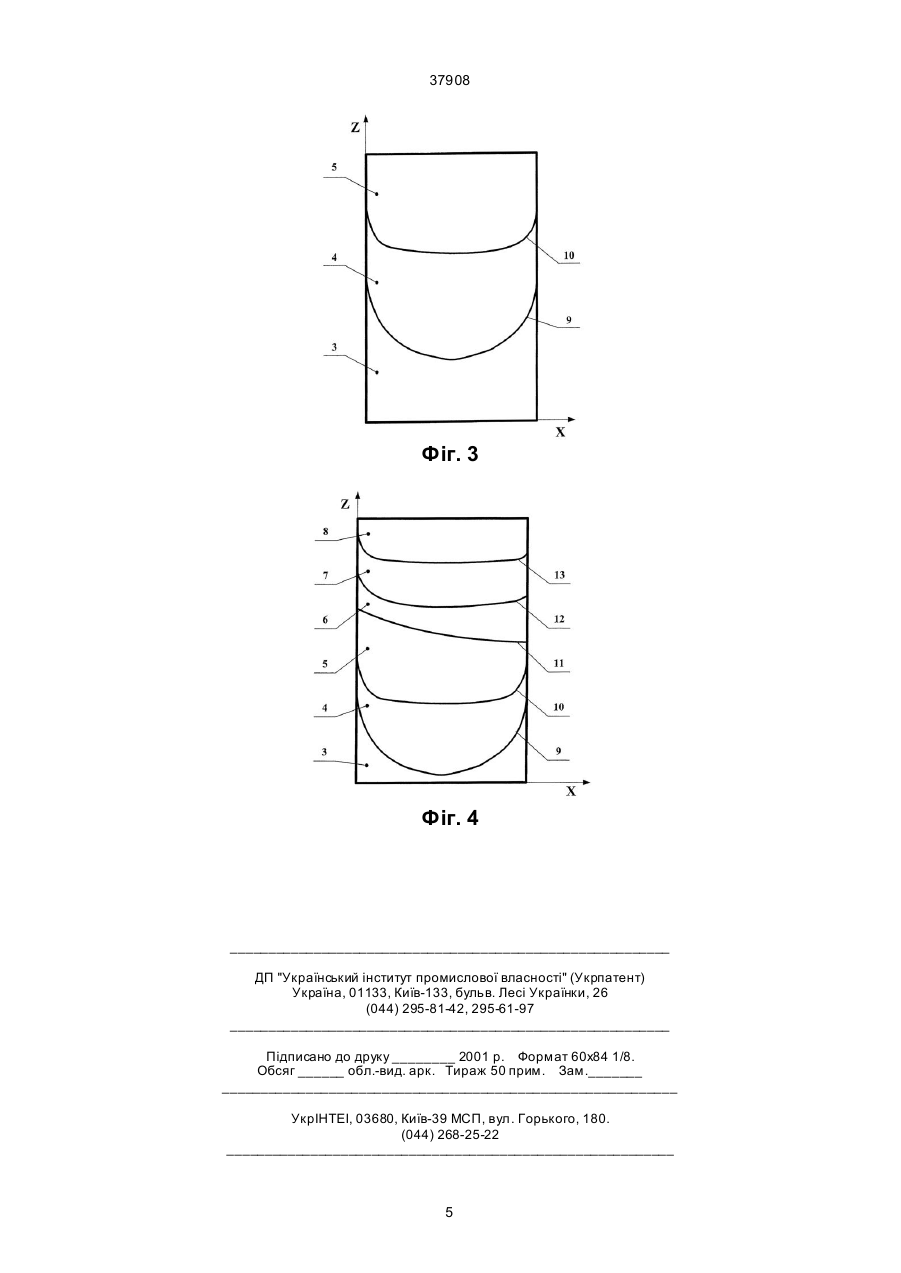
1. Пристрій для електрохімічної правки шліфувальних кругів на електропровідній металевій зв'язці, що містить електрод-інструмент, розділе 37908 d( х)=dо+у(х) де d(х) - величина міжелектродного зазору в перетині х; dо - міжелектродний зазор у перетині, що проходить через максимальний діаметр круга (мінімальний міжелектродний зазор). Наявність на робочій поверхні круга ділянки, що виконує основну роботу зі знімання припуску, припускає велике його засалювання продуктами шліфування в порівнянні з іншими ділянками. Тому, з врахуванням нерівномірності засалювання круга, необхідна лінійна інтенсивність електрохімічного впливу в перетині х (V( x)) складається з лінійної швидкості видалення зв'язки круга, що відповідає лінійній швидкості зміни ріжучого рельєфу (Vc) та перемінної складової лінійної інтенсивності правки для зняття засалювання робочої поверхні круга продуктами шліфування (F(x)): v( x)=v(c)+F( х) У випадку, коли поверхня круга не засалюється, лінійна інтенсивність правки відповідно дорівнює V( х)=V(с). З іншого боку, інтенсивність правки в перетині х електрода-інструмента у випадку поділу його робочої поверхні на електричне ізольовані області визначається залежно від координат початку і кінця цих областей і часу подачі напруги на кожну з них по формулі: ε ×η × χ × U N τj v(x) = å b - aj π × D(x) × δ(x) j =1 T j j Технічний результат досягається тим, що пристрій для електрохімічної правки шліфувального круга на електропровідній металевій зв'язці, містить електрод-інструмент, розділений неелектропровідними межами на електричне ізольовані області. Електрод-інструмент розділений на 3 області двома межами виконаних у формі кривих, аргументи рівнянь яких збігаються з законами кривої сталого профілю круга та її квадрата. Підвищення точності правки шляхом врахування нерівномірності засалювання круга досягається тим, що електрод-інструмент має 3-й додаткових області, рівняннями меж яких є лінійні залежності з аргументами, що збігаються з законом кривої лінійної інтенсивності електрохімічного впливу для зняття засалювання круга, і з законами множення цієї кривої на криву сталого профілю та на її квадрат. Відмітні ознаки заявки - виконання на електроді-інструменті додаткових областей, що дозволяють враховувати його нееквідестантне розташування щодо робочої поверхні круга і нерівномірність засалювання круга, а також форма меж цих областей представляються раніше невідомими істотними ознаками. Це дозволяє зробити висновок про відповідність технічного рішення, що заявляється, критеріям "новизна" та "винахідницький рівень". На фіг. 1 показана схема розташування електрода-інструмента щодо поперечного перерізу робочої поверхні шліфувального круга; на фіг. 2 графіки необхідної інтенсивності правки з врахуванням засалювання; на фіг. 3 - розгортка робочої поверхні електрода-інструмента при його нееквідестантному розташуванні щодо робочої поверхні круга; на фіг. 4 - розгортка робочої поверхні електрода-інструмента з врахуванням нерівномірності засалювання круга. Пристрій для правки шліфувального круга 1 містить електрод-інструмент 2. В умовах подовжнього шліфування електрод-інструмент 2 нееквідестантний профілю круга. Робоча поверхня електрода-інструмента 2 розбита на електрично ізольовані області 3, 4, 5, 6, 7, 8, межі між котрими виконані у формі кривих 9, 10, 11, 12, 13. При обробці хрупких неметалевих матеріалів поверхня круга засалюватися не буде. Тоді робоча поверхня електрода-інструмента 2 буде розбита на три області 3, 4, 5, розділених межами 9, 10. Діаметр круга 1 в перетині х при подовжньому шліфуванні визначається в такий спосіб: D(х)=Dкр-2·у(х) де D(x) - діаметр шліфувального круга в перетині х; Dкр - максимальний діаметр круга; у( х) - висота сталого поперечного профілю шліфувального круга в перетині х. При подовжньому шліфуванні поперечний профіль круга формується в процесі шліфування, і в зв'язку з тим, що різні ділянки робочої поверхні несуть різне навантаження, круг зношується нерівномірно. У результаті вирівнювання швидкості зносу та при сталості умов шлі фування профіль круга стабілізується. Таким чином, формується сталий поперечний профіль шліфувального круга. Через нерівномірність зношування робочої поверхні круга між електродний зазор неоднаковий у різних перетинах і в перетині х дорівнює: ( ) де v(х) - інтенсивність правки в перетині х; e - електрохімічний еквівалент; h - коефіцієнт виходу по току; c - питома електропровідність електроліту; U - напруга, подавана на електродах; tj - час подачі напруги на j-ту електричне ізольовану область за період часу Tj; aj, bj - відповідно рівняння передньої і задньої меж j-ї електричне ізольованої області на робочій поверхні електрода-інструмента; N число електричне ізольованих областей. Звідси вимоги до конструктивних параметрів пристрою, як-от, до кількості і форми меж електричне ізольованих областей, а також до часу подачі напруги на кожну з них у залежності від конкретних умов правки, можна визначити, перенісши вираз: N τj å b j - aj j=1 Tj ( ) у ліву частину рівняння і замінивши у(х), D(x), d( x) їхніми значеннями для даного виду шліфування. Одержимо: N τj π ´ å × bj - a j = Tj ε ×η × χ ×U j= 1 ( ) ´ v (x)D(x)δ(x) = ( ) π × v +F ´ ε × η × χ × U c (x) π × δo + y(x) = ´ ε ×η × χ ×U ( )( ) [ ( ) ´ Dкр - 2y(x) ´ vcDкрδo + Dкр - 2δo y(x) - 2vc y 2 + (x) ] 2 + Dкрδo F(x) - 2δo y (x)F(x) - 2y(x)F(x) Аналіз рівняння показує, що структурно його можна представити у вигляді: 2 37908 N å τj j= 1 T j ( z( x)i=dif(x)i+gi де і=j-1. Таким чином, рівняння меж, що розділяють електричне ізольовані області, можна записати у вигляді лінійних рівнянь: z( x)1=d1 y( x)+g1; z( x)2=d2 y2( x)+g2; z( х)3=d3F( x)+g3; z( x)4=d4 у( x)F(x)+g4; z( x)5=d5 y2( x)F( x)+g5; y( х) змінюється за законом кривої сталого профілю робочої поверхні круга, a F(x) – за законом кривої необхідної лінійної інтенсивності електрохімічного впливу для зняття засалювання робочої поверхні круга. Для керування поперечним профілем робочої поверхні круга при нееквідестантному розташуванні електрода-інструмента щодо профілю круга та з врахуванням нерівномірності засалювання круга в запропонованому пристрої, робочу поверхню електрода-інструмента необхідно розділити на 6 областей 3, 4, 5, 6, 7, 8 5-ю межами 9, 10, 11, 12, 13. Межа 9 виконана у формі кривої, рівнянням якої є лінійна залежність із законом сталого профілю круга; межа 10 - у формі кривої, аргумент рівняння якої збігається з законом його квадрата. Форма кривої межі 11 збігається з законом інтенсивності правки для зняття засалювання круга, межа 12, 13 - із законами множення цієї кривої на криву сталого профілю та на її квадрат. У випадку, коли круг не засалюється, робоча поверхня електрода-інструмента розділена на 3 області 3, 4, 5 двома межами 9, 10. Вони виконані у формі кривих, рівнянням першої з яких є лінійна залежність із законом сталого профілю круга, а рівнянням другої - із законом його квадрата. При роботі пристрою на кожну електричне ізольовану область електрода-інструмента здійснюють дозовану подачу стр уму шляхом зміни співвідношення часу подачі напруги на дану область (tj) і періоду подачі (Тj). Для визначення співвідношення часу і періоду подачі напруги на кожну електричне ізольовану область залежно від коефіцієнтів С 0, С1 необхідно порівняти багаточлени, що визначають необхідну та одержувану за допомогою пристрою інтенсивність електрохімічного впливу. Підставивши в рівняння N τj τ bj - a j = N L + å TN j= 1 Tj ) × b j - a j = C0 + C1y (x) + C2 y 2 + (x) + C3 F(x) + C4 y (x)F(x) + C5 y 2 F(x) (x) де C0=AvcDкр do; C1=Avc·(Dкр-2do); C2=-2 ADкр do; С3=АDкр dо; C4=-2 Adо; C5=-2 A; з врахуванням прийнятого позначення π A= ε ×η × χ ×U У тому випадку, коли не враховується засалювання круга, після аналогічних перетворень одержимо: N τj 2 å × b j - a j = C0 + C1y (x) + C2 y(x) j= 1 T j Аналіз коефіцієнтів С0, С1 показує, що вони залежать від умов шліфування, що змінюються, і правки, тобто, С0, С1=f(uc , dо, h, c, U). Отже, пристрій повинен забезпечувати одержання незалежних друг від др уга коефіцієнтів С0, С1 при відповідних значеннях у(х), F( х) багаточлена f(х)і. Або: N τj N-1 å × bj - a j = C0 + å Ci f(x)i j= 1 Tj i= 1 де j - порядковий номер електрично ізольованої області; і - порядковий номер межі між суміжними областями. Цього можна досягти, якщо виконувати електрично ізольовані області залежно від виду функції f(x)i і управляти коефіцієнтами C0, C1 змінюючи величину умовної щільності струму, пропорційно відношенню tj/Tj, де tj - час подачі напруги на j-у область за період часу Tj. Таким чином, для забезпечення достатньої точності правки необхідно виконання наступних умов: число електричне ізольованих областей (N) повинно відповідати загальній кількості коефіцієнтів, що не залежать від х; задня межа першої електричне ізольованої області і передня останньої відповідно мають вид: а1=0; b N=L, де L - довжина робочої поверхні електродаінструмента ( ) ( ) N ( L = å bj - aj j 1 = ) поділ областей межами необхідно робити таким способом, що: aj=bj-1=z(x)i де z( х)i - рівняння межі між електричне ізольованими областями. Тоді суму N τj å b j - aj j= 1 Tj можна представити у вигляді: N τj τ bj - a j = N L + å Tj TN j=1 ( ( ( ) æτ N-1 τ ö + å z(x)i ç j - j +1 ÷ ç Tj Tj+ 1 ÷ j= 1 è ø ) i =1 замість z(x)i його значення, одержимо: N τj τ å bj - aj = N L + TN j=1 Tj ( ) ) æτ N-1 æ τ τ ö N-1 τ ö + å giç j - j+ 1 ÷ + å dif(x)i ç j - j +1 ÷ ç Tj Tj +1 ÷ ç Tj Tj+ 1 ÷ i =1 è ø i =1 è ø æτ N-1 τ ö + å z(x)i ç j - j +1 ÷ ç Tj Tj+ 1 ÷ j=1 è ø j=1 i =1 У цьому виразісума рівняння межі, що розділяє, є лінійною залежністю, аргумент якої – f(x)i має вигляд: 3 j =1 37908 N-1 æ τ τ ö τN L + å gi ç j - j +1 ÷ ç Tj Tj+ 1 ÷ TN i =1 è ø æτ τ ö Ci = di ç j - j+ 1 ÷ ç T j Tj +1 ÷ è ø Використання запропонованого пристрою забезпечує високу точність правки кругів при подовжньому шліфуванні з врахуванням нееквідестантності розташування електрода-інструмента щодо робочої поверхні круга та нерівномірності засалювання круга. Це дозволить виключити періодичну правку кругів, підвищити продуктивність процесу шлі фування та стійкість кругів. Джерела інформації 1. Лівшиць А.Л. та ін. Електроімпульсна обробка металів. - М.: Машинобудування, 1967. - С. 243-245. 2. А.с. № 1239957 (СРСР). Пристрій для електрохімічної правки шліфувальних кругів на електропровідній металевій зв'язці / В.Ф. Дрожин, В.Л. Доброскок, А.І. Грабченко та ін. Опубл. у БІ, 1986. j= 1 відповідає коефіцієнту C0, а вираз æτ τ ö d i ç j - j+ 1 ÷ ç Tj Tj+1 ÷ è ø - коефіцієнту Сі, тому що раніше отримане вираження має вигляд: N τj N-1 bj - a j = C0 + å Cif (x)i å j= 1 Tj i=1 Звідси, з врахуванням структурної відповідності отриманих рівнянь, електричний режим подачі струму на електричне ізольовані області на робочій поверхні електрода-інструмента (tj і Tj) визначаються рішенням системи N лінійних рівнянь із N невідомими щодо tj/Tj: ( С0 = ) N- 1 æ τ τ ö τN L + å gi ç j - j+ 1 ÷ ç T Tj +1 ÷ TN i=1 è j ø j=1 Фіг. 1 Фіг. 2 4 37908 Фіг. 3 Фіг. 4 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for electrochemical dressing of grinding wheel on electro-conductive metallic bond
Автори англійськоюHrabchenko Anatolii Ivanovych, Khorvat Matiash, Dobroskok Volodymyr Leninmyrovych, Uvarova Yulia Leonidivna, Haraschenko Yaroslav Mykolaiovych
Назва патенту російськоюУстройство для электрохимической правки шлифовального круга на электропроводной металлической связке
Автори російськоюГрабченко Анатолий Иванович, Хорват Матяш, Доброскок Владимир Ленинмирович, Уварова Юлия Леонидовна, Гаращенко Ярослав Николаевич
МПК / Мітки
МПК: B24D 17/00
Мітки: правки, кругів, шліфувальних, металевій, електрохімічної, пристрій, зв'язці, електропровідний
Код посилання
<a href="https://ua.patents.su/5-37908-pristrijj-dlya-elektrokhimichno-pravki-shlifuvalnikh-krugiv-na-elektroprovidnijj-metalevijj-zvyazci.html" target="_blank" rel="follow" title="База патентів України">Пристрій для електрохімічної правки шліфувальних кругів на електропровідній металевій зв’язці</a>
Інструмент для правки шліфувальних кругів
Номер патенту: 14958
Опубліковано: 04.03.1997
Автор: Черенов Олексій Борисович
МПК: B24B 53/12
Мітки: шліфувальних, кругів, інструмент, правки
Формула / Реферат:
Инструмент для правки шлифовальных кругов, содержащий корпус и закрепленные в нем режущие элементы, расположенные соосно друг другу в продольном направлении и смещенные по высоте на величину, превышающую размер режущего элемента в продольном направлении, отличающийся тем, что режущие элементы расположены на окружностях, центры которых находятся на оси инструмента, а их количество и размеры, а также диаметры окружностей, на которых они...
Алмазний інструмент для правки шліфувальних кругів
Номер патенту: 15052
Опубліковано: 30.06.1997
Автори: Лещук Ірина Венедиктівна, Савченко Юрій Якович
МПК: B24B 53/12, B24D 3/06
Мітки: алмазний, шліфувальних, правки, кругів, інструмент
Формула / Реферат:
Алмазный инструмент для правки шлифовальных кругов, содержащий рабочую часть, выполненную из металлической связки с закрепленными в ней алмазными зернами, и нерабочую часть для крепления инструмента, отличающийся тем, что металлическая связка рабочей части имеет твердость 85 ... 110HRB при соотношении твердости связки к прочности алмазных зерен 1,5 ¸ 3,0, а нерабочая часть инструмента выполнена из материала связки.
Пристрій для правки шліфувального круга з переривчастою робочою поверхнею на електропровідній зв’язці
Номер патенту: 37973
Опубліковано: 15.05.2001
Автори: Уварова Юлія Леонідівна, Гаращенко Ярослав Миколайович, Хорват Матяш, Грабченко Анатолій Іванович, Доброскок Володимир Ленінмирович
МПК: B24B 53/04
Мітки: переривчастою, круга, робочою, поверхнею, шліфувального, зв'язці, правки, електропровідний, пристрій
Текст:
...електрохімічна правка поверхні круга. Тому що пристрій забезпечує подачу імпульсів синхронно з поворотом круга на кут, обумовлений кроком западин на поверхні круга, а ділянки робочої поверхні круга мають довжину, також обумовлену кроком цих западин, ділянка поверхні круга, на якому формується западина. послідовно проходить через електропровідні частини ділянок і їхній сумарний вплив визначає розміри і форму западин на робочій поверхні...
Пристрій для правки кругів
Номер патенту: 15716
Опубліковано: 30.06.1997
Автор: Копак Мирослав Петрович
МПК: B24B 53/12, B23D 9/00
Мітки: пристрій, кругів, правки
Формула / Реферат:
(57) 1. Устройство для правки кругов, содержащее установленный на оси цилиндрический корпус с винтовой канавкой на его боковой поверхности, расположенный в канавке рабочий элемент, крышки для фиксации корпуса на оси и державку, отличающееся тем, что державка выполнена в виде вилки, упомянутая ось закреплена в ее зубцах, рабочий элемент выполнен в виде отдельных витков пружины, в корпусе и у концов каждого витка выполнены соосные параллельные...
Пристрій для правки листів
Номер патенту: 31576
Опубліковано: 15.12.2000
Автори: Гринавцев Олег Валерійович, Варлашина Оксана Петрівна, Варлашин Андрій Юрійович
МПК: B21D 1/00
Мітки: листів, правки, пристрій
Текст:
...для правки листа с валками с изменяющейся геометрией выступов. Это достигается тем, что устройство для правки листов содержит верхние и нижние рабочие валки с покрытием снабженные магнитоэлектрической обмоткой, а поверхность их имеет слой ферромагнитной жидкости. Качество правки широкой номенклатуры листового проката обеспечивается изменением геометрией выступов и впадин на поверхности валка в зависимости от величины силы электрического тока...
Попередній патент: Спосіб визначення мітогеніндукованої проліферативної відповіді в-лімфоцитів на вплив активованих т-супресорів
Наступний патент: Спосіб діагностики супутньої інфекції у хворих на сифіліс
Випадковий патент: Поєднання інгібітора струму if синусно-передсердного вузла та бета-адреноблокатора