Спосіб формування газової опори прецизійного пристрою і опора прецизійного пристрою, яка його реалізує
Номер патенту: 4169
Опубліковано: 27.12.1994
Автори: Ярошенко Вячеслав Андрійович, Петренко Сергій Федорович
Формула / Реферат
1. Способ формирования газовой опоры прецизионного прибора, заключающийся в возбуждении ультразвуковых вторичных резонансных колебаний в одном из элементов опоры и формировании газовой пленки повышенного давления между аналогичными по форме сопряженными поверхностями подпятника и цапфы опоры, отличающийся тем, что сопряженные аналогичные по форме поверхности подпятника и цапфы опоры устанавливают под углом одна к другой с получением неоднородной газовой пленки между ними.
2. Опора прецизионного прибора, содержащая цапфу и установленный на пьезоэлементе подпятник из упругого материала, сопряженные аналогичными по форме поверхностями через ультразвуковую газовую пленку, при этом пьезоэлемент выполнен і форме кольца, поляризованного по нормалі к его поверхностям, а вектор первичных ультразвуковых радиальных колебаний направлен по нормали к поверхности сопряжении пьезоэлемента и подпятника, цилиндрическая поверхность которого жестко соединена с цилиндрической поверхностью пьезоэлемента, отличающаяся тем что подпятник выполнен в форме тела с различной по высоте радиальной жесткостью.
3. Опора прецизионного прибора по п. 2 отличающаяся тем, что подпятник выполнен из стекла.
4. Опора прецизионного прибора по п. 2, отличающаяся тем, что сопряженные поверхности цапфы и подпятника выполнены в виде конуса или усеченного конуса, либо в виде сферического пояса или сегмента.
5. Опора прецизионного прибора по п. 3 отличающаяся тем, что по меньшей мере одно из оснований тела подпятника сопряжено через ультразвуковую газовую пленку с аналогичной по форме дополнительной поверхностью цапфы опоры.
6. Опора прецизионного прибора по п. 5, отличающаяся тем, что сопряженные основание тела подпятника и дополнительная поверхность цапфы выполнены а виде плоской поверхности конуса или усеченного конуса, либо сферического пояса или сегмента.
Текст
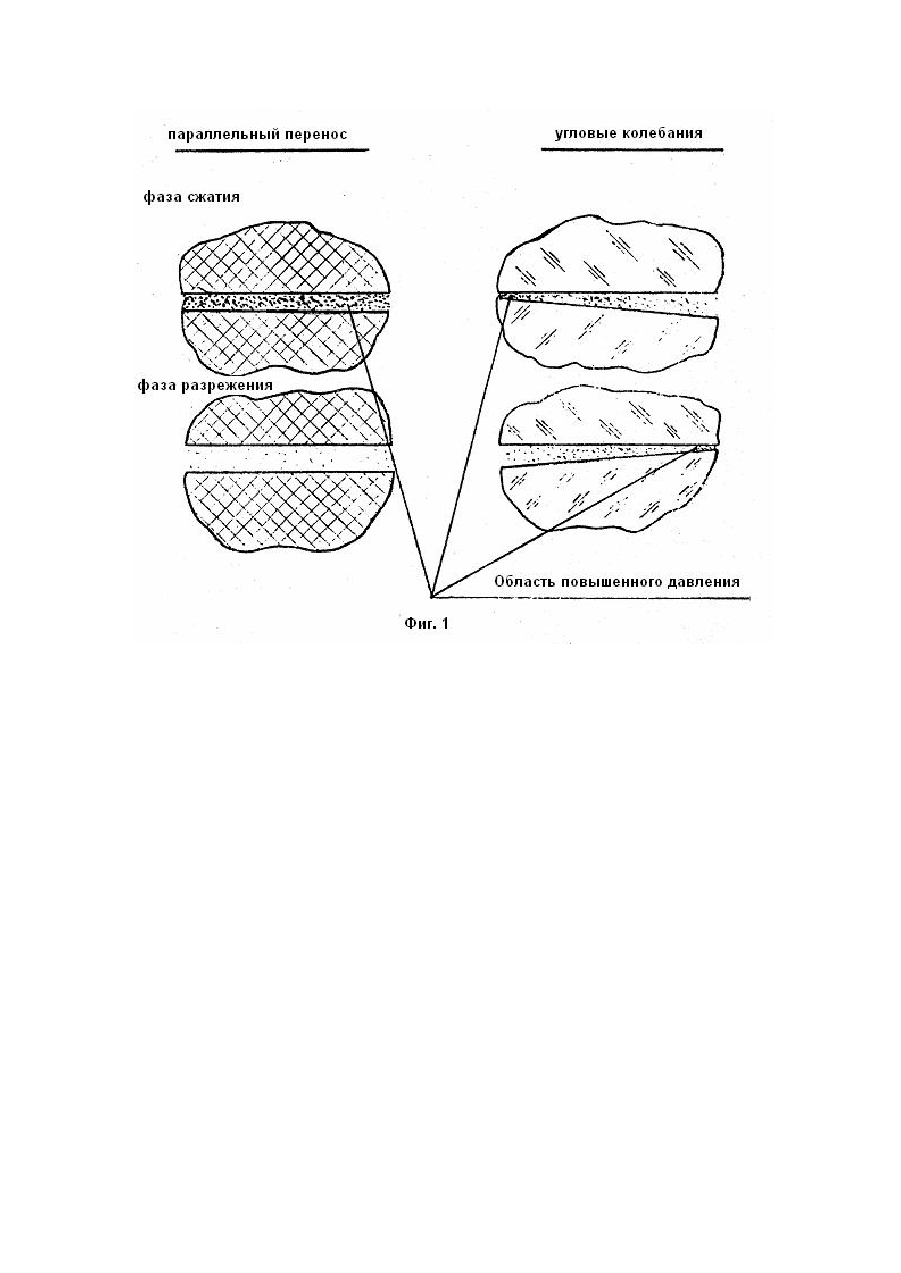
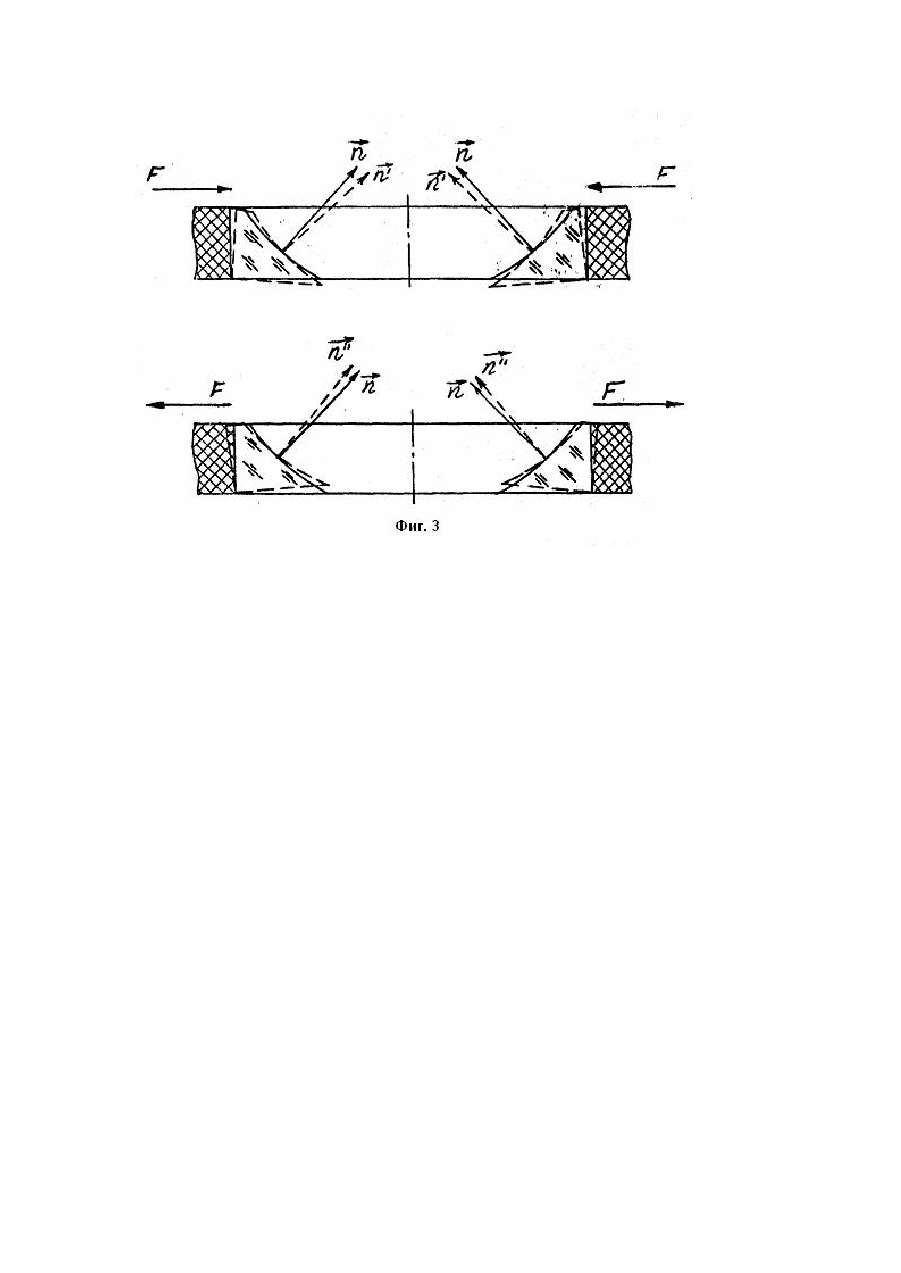
Изобретение относится к приборостроению и может быть использовано для осуществления подвески чувствительных элементов прецизионных приборов, работающих по принципу газовой подушки. В качестве прототипа способа взят способ формирования газовой опоры, реализованный в узле ведущего вала магнитофона [1], основанный на возбуждении вторичных ультразвуковых колебаний при возбуждений от пьезоэлемента в подпятнике (кольце-втулке) и формировании газовой пленки повышенного давления между аналогичной сопряженной поверхностью цапфы (вала). В качестве прототипа устройства взята опора, реализованная в узле ведущего вала магнитофона [1] и содержащая втулку-подпятник из упругого материала и установленную на пьезоэлементе, цилиндрическую цапфу-вал, причем цапфа и подпятник сопряжены аналогичными по форме поверхностями через ультразвуковую газовую пленку. Режим колебаний в способе-прототипе аналогичен параллельному переносу одной из сопрягаемых поверхностей. При этом несущая прослойка повышенного давления существует только в цикле сжатия, что приводит к увеличению момента сопротивления в цикле разрежения, а увеличение удельной несущей способности при этом может быть достигнуто только через увеличение энергопотребления. Недостатком устройства-прототипа является то, что оно основано на возбуждении колебаний по нормали к сопряженным поверхностям. При этом форма зазора в процессе колебаний сохраняется, т.е. величина зазора в каждый фиксированный момент времени по сопрягаемым поверхностям есть величина постоянная. Это в свою очередь также приводит к увеличению момента сопротивления в цикле разрежения, и, как следствие, - к уменьшению результирующей несущей способности, компенсация которого может быть достигнута только через увеличение мощности накачкиэнергопотребления. При создании изобретения решалась задача уменьшения момента сопротивления и энергопотребления опоры. Эта задача решалась за счет того, что в способе формирования газовой опоры прецизионного прибора, заключающемся в возбуждении ультразвуковых вторичных резонансных колебаний в одном из элементов опоры и формировании газовой пленки повышенного давления между аналогичными по форме сопряженными, поверхностями подпятника и цапфы опоры, согласно изобретению, сопряженные аналогичные по форме поверхности подпятника и цапфы опоры устанавливаются под углом одна к другой с получением неоднородной газовой пленки между ними. Поставленная задача в устройстве решается тем, что в опоре прецизионного прибора, содержащей цапфу и установленный на пьезоэлементе подпятник из упругого материала, сопряженные аналогичными по форме поверхностями через ультразвуковую газовую пленку, при этом пьезоэлемент выполнен в форме кольца поляризованного по нормали к его поверхности, а вектор первичных ультразвуковых радиальных колебаний направлен по нормали к поверхности сопряжения пьезоэлемента и подпятника, цилиндрическая поверхность которого жестко соединена с цилиндрической поверхностью пьезоэлемента, согласно изобретению, подпятник выполнен в форме тела с различной по высоте радиальной жесткостью. В вариантах устройства подпятник выполнен из стекла. Сопряженные поверхности цапфы и подпятника выполнены в виде конуса или усеченного конуса, либо в виде сферического пояса или сегмента. По меньшей мере, одно из оснований тела подпятника сопряжено через ультразвуковую газовую пленку с аналогичной по форме дополнительной поверхностью цапфы опоры, а сопряженные основания тела подпятника и дополнительная поверхность цапфы выполнены в виде плоской поверхности, конуса или усеченного конуса, либо сферического пояса или сегмента. Изобретение иллюстрируется чертежом, где: на фиг. 1 показан процесс формирования ультразвуковой газовой пленки: на фиг. 2а-2г схематично представлены варианты газовой опоры; на фиг. 3 - эпюры распределения радиальной силы, действующей' на подпятник опоры в процессе работы. Процесс формирования ультразвуковой газовой пленки повышенного давления близок к адиабатическому процессу и включает фазы сжатия и разрежения. При параллельном ультразвуковом переносе сопрягаемых поверхностей в одном цикле колебаний фазы сжатия и разрежения разнесены во времени, при этом на опору работает только незначительная временная часть фазы сжатия, когда давление в прослойке превышает окружающее, а сама прослойка получается однородной. При угловом колебании одной из сопрягаемых поверхностей прослойка получается неоднородной, при этом постоянно существует область повышенного давления, которая реализует опору и не дает "упасть" ей в цикле разрежения (см. фиг. 1). Решение данной технической задачи позволило более чем в три раза повысить удельную несущую способность опор при фиксированной мощности накачки, более чем на порядок уменьшить момент сопротивления, расширить функциональные возможности опор, находящихся под радиальной и осевой нагрузками и обеспечить технологичность при их изготовлении. На фиг. 2 представлены опоры, реализующие данный способ. Они включают в себя кольцевой пьезоэлемент 1, поляризованный по нормали к плоскости пьезоэлемента, цапфу 2, подпятник 3. Пьезоэлемент закреплен на основании 4. На фиг. 2а подпятник выполнен в виде сплошного цилиндрического упругого тела (например, из стекла), внешняя поверхность которого сопряжена с внутренней цилиндрической поверхностью пьезоэлемента. Изменение радиальной жесткости по высоте тела подпятника реализуется за счет изменения толщины по высоте. На фиг. 2 в приведена аналогичная опора, но охватывающая внешнюю цилиндрическую поверхность пьезоэлемента. Для обеспечения одной угловой степени свободы сопряженные поверхности выполнены в виде конуса или усеченного конуса, для трех степеней свободы - в виде сферического пояса или сегмента. На фиг. 2в представлена опора с повышенной осевой жесткостью и одной угловой степенью свободы. Увеличение осевой жесткости достигается за счет введения дополнительной сопряженной поверхности по основанию тела подпятника и аналогичной по форме дополнительной поверхности цапфы. Введение дополнительной сопряженной поверхности по большему основанию тела подпятника, фиг. 2г, исключает осевую степень свободы и сохраняет только одну угловую. При этом дополнительные сопряженные поверхности могут быть выполнены в виде плоскости, конуса, сферического пояса или сегмента. Работа предлагаемых устройств происходит следующим образом. При подаче на пьезоэлемент 1 напряжения питания с частотой собственных радиальных колебаний он возбуждается и начинает формировать первичные механические радиальные колебания, как это показано стрелками на фиг. 2. по нормали к поверхности сопряжения пьезоэлемента и подпятника. В процессе этих колебаний на подпятник действует периодическая равномерно распределенная по высоте радиальная сила r r r "растяжения-сжатия", фиг. 3 (F - сила "растяжения-сжатия", n, n' , n' ' - нормали в статике, при сжатии и растяжении соответственно). Так как радиальная жесткость подпятника не одинакова по высоте, это приводит к дополнительному изгибу и развороту сопрягаемой поверхности за счет упругих сил, т.е. r происходят колебания, близкие к выворачиванию. При этом нормали n лежащие на радиусе R в радиальных сечениях, совершают синфазные колебания на одинаковый угол. Эти колебания и формируют неоднородную ультразвуковую пленку с постоянно существующей областью повышенного давления по вышеописанному принципу. Аналогичный характер колебаний за счет изгиба возникает и на эквидистантных поверхностях, фиг. 2в, г, что позволяет и на них дополнительно сформировать пленку повышенного давления и осуществить опору, придающую ей новое качество - т.е. повысить радиальную жесткость, либо исключить осевую степень свободы. Эффект полного резонансного согласования опоры, при котором резко уменьшается момент сопротивления и энергопотребления наступает тогда, когда радиальная собственная частота колебаний пьезоэлемента f совпадает с собственной частотой колебаний выворачивания f подпятника. Частота радиальных колебаний кольцевого пьезоэлемента описывается соотношением СI зв 2p R1 где R1 - радиус осевой линии кольца пьезоэлемента; fp = СI - скорость звука в материале пьезоэлемента. зв Частота колебаний выворачивания кольцевого подпятника имеет вид [2] Ix СII зв 2pR2 Ip где R2 - радиус осевой линии подпятника; fp = СII - скорость звука в материале подпятника; зв Iх - момент инерции сечения подпятника относительно оси, лежащей в плоскости кольца; Ip - полярный момент инерции сечения подпятника. Нетрудно показать, что для предлагаемых цилиндрических подпятников Ip » 0,1D4 (1- a4 ) Ix » 0,05 D4 (1- a4 ) d D где D, d - соответственно внешний и внутренний диаметры подпятника. Приравняв fв и fp , получим конструктивное условие резонансного согласования опоры, а именно: a= СI 0,7СII зв зв » R1 R2 или, что то же самое, R1 СI зв » R 2 0,7СII зв Из этого соотношения вытекает возможность построения (с промышленной реализацией) опоры как R R с внутренним подпятником ( 1 > 1 СIзв => 0,7СII ), так и с внешним подпятником ( 1 0,7СII ). зв зв зв R2 R2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for formation of gas support of precision device and support of precision device realizing it
Автори англійськоюPetrenko Serhii Fedorovych, Yaroshenko Viacheslav Andriiovych
Назва патенту російськоюСпособ формирования газовой опоры прецизионного устройства и опора прецизионного устройства, которая его реализует
Автори російськоюПетренко Сергей Федорович, Ярошенко Вячеслав Андреевич
МПК / Мітки
МПК: G01B 17/00, G01D 11/00
Мітки: реалізує, пристрою, прецизійного, опора, спосіб, формування, опори, газової, яка
Код посилання
<a href="https://ua.patents.su/5-4169-sposib-formuvannya-gazovo-opori-precizijjnogo-pristroyu-i-opora-precizijjnogo-pristroyu-yaka-jjogo-realizueh.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування газової опори прецизійного пристрою і опора прецизійного пристрою, яка його реалізує</a>
Опора прецизійного приладу
Номер патенту: 3082
Опубліковано: 26.12.1994
Автори: Голов'яшин Юрій Володимирович, Петренко Сергій Федорович, Солов'йов Сергій Володимирович, Сидоренко Юрій Захарович, Ярошенко Вячеслав Андрійович
МПК: F16M 11/00, G01D 11/00
Мітки: прецизійного, приладу, опора
Формула / Реферат:
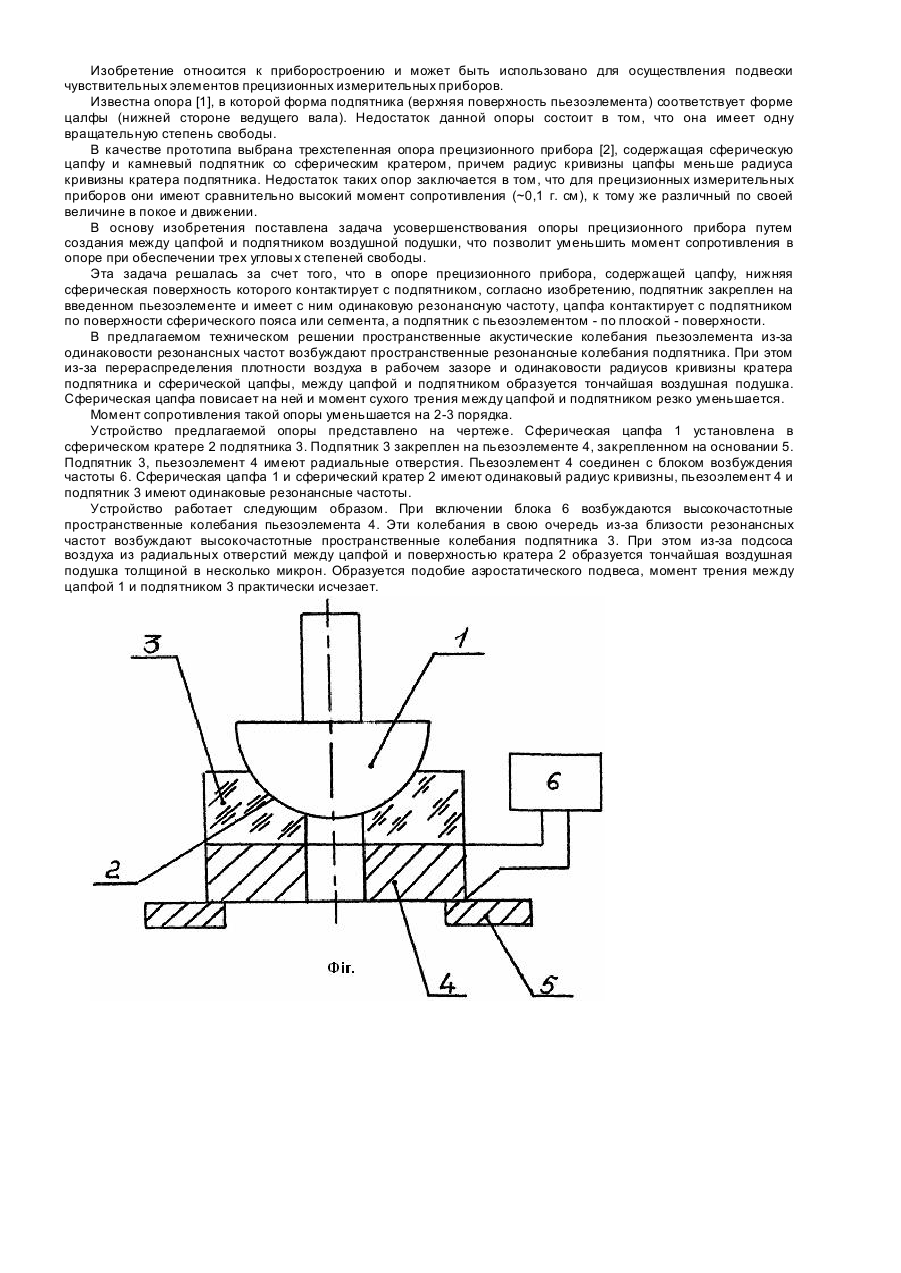
Опора прецизионного прибора, содержащая цапфу, нижняя сферическая поверхность которой контактирует с подпятником, отличающаяся тем, что подпятник закреплен на введенном пьезоэлементе и имеет одинаковую с ним резонансную частоту, цапфа контактирует с подпятником по поверхности сферического пояса или сегмента, а подпятник с пьезоэлементом - по плоской поверхности.
Пружна опора
Номер патенту: 1718
Опубліковано: 25.10.1994
Автор: Рахманов Микола Миколайович
МПК: F16F 7/00
Формула / Реферат:
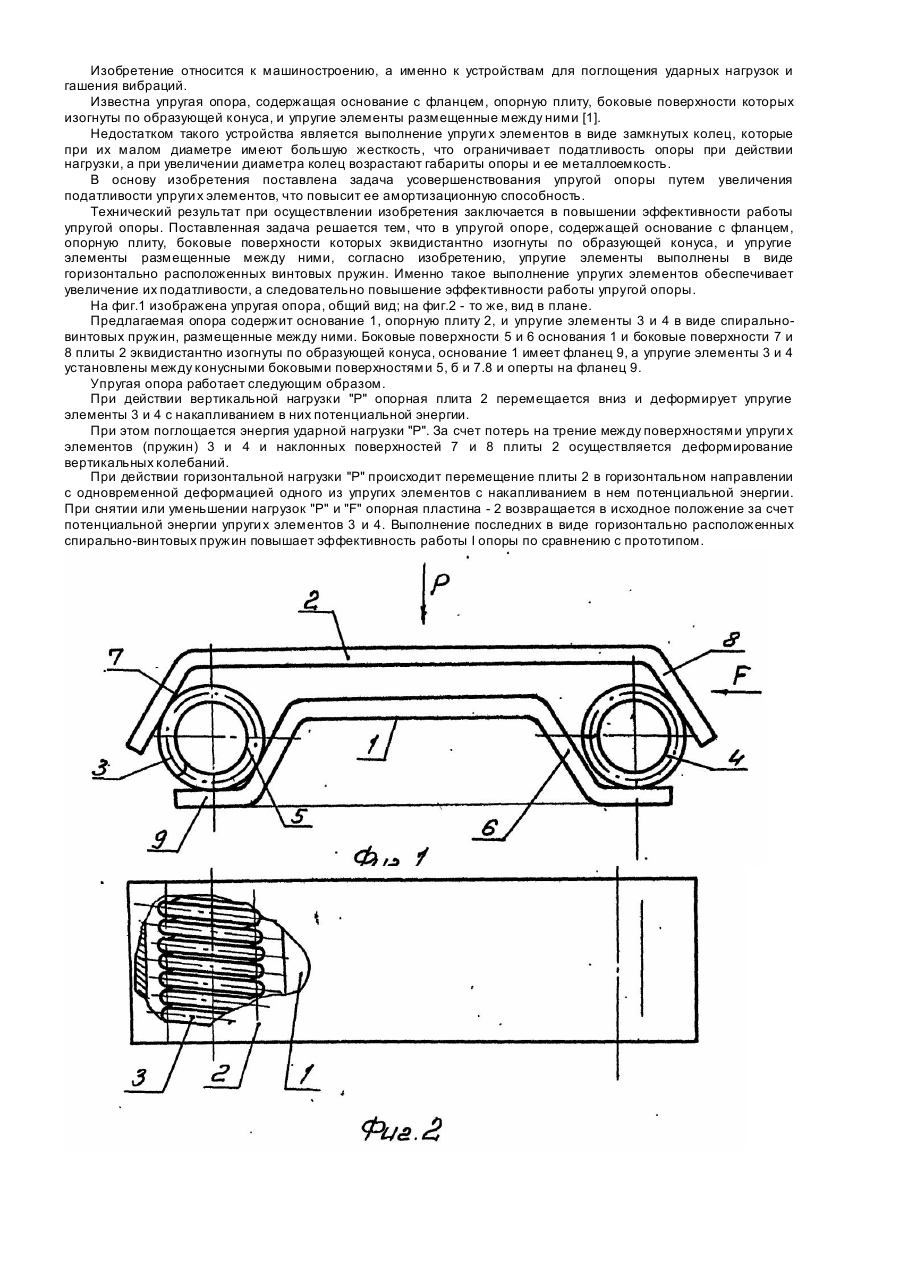
Упругая опора, содержащая основание с фланцем, опорную плиту, боковые поверхности которых эквидистантно изогнуты по образующей конуса, и упругие элементы, размещенные между ними, отличающаяся тем, что упругие элементы выполнены в виде горизонтально расположенных винтовых пружин.
Спосіб гасіння просторово розвиненої пожежі та пристрій, що його реалізує
Номер патенту: 4458
Опубліковано: 27.12.1994
Автори: Тимошенко Олексій Михайлович, Кавецький Віктор Володимирович, Залізняк Сергій Миколайович, Снятков Валерій Аркадійович, Сизиков Олександр Олександрович
МПК: A62C 3/02
Мітки: просторової, пристрій, пожежі, розвиненої, реалізує, гасіння, спосіб
Формула / Реферат:
1. Способ тушения пространственно развитого пожара, заключающийся в подаче огнетушащей порошковой струи из лафетного ствола установки пожаротушения на объект, отличающийся тем, что, с целью повышения эффективности и экономичности пожаротушения, расширения тактических возможностей, предварительно определяют пожароопасные места объекта, по ним находят траекторию перемещения огнетушащей порошковой струи по защищаемой площади объекта путем...
Опора
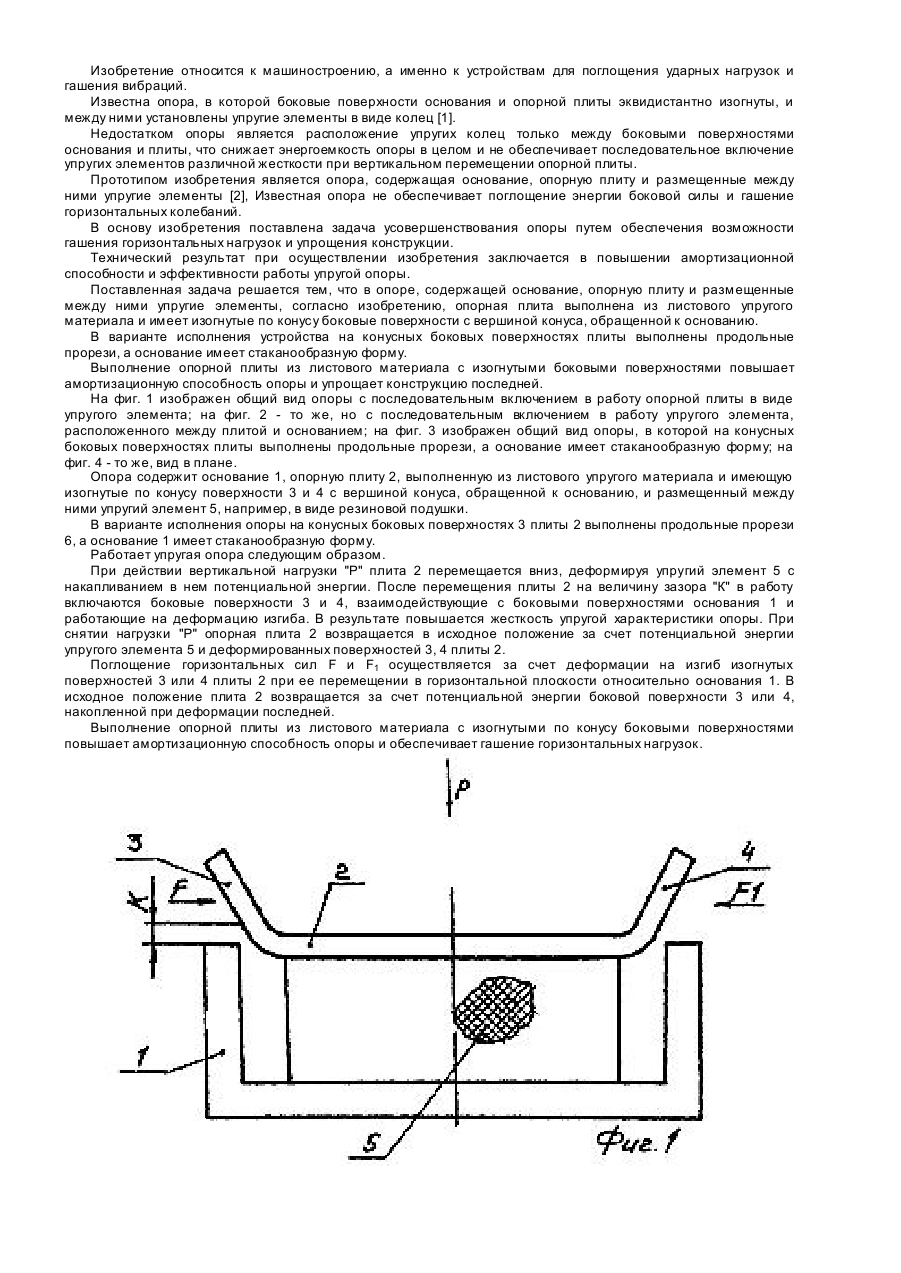
Номер патенту: 1490
Опубліковано: 25.07.1994
Автор: Рахманов Микола Миколайович
МПК: F16F 7/00
Мітки: опора
Формула / Реферат:
1. Опора, содержащая основание, опорную плиту и размещенные между ними упругие элементы, отличающаяся тем, что опорная плита выполнена из листового упругого материала и имеет изогнутые по конусу боковые поверхности с вершиной конуса, обращенной к основанию.2. Опора по п. 1, отличающаяся тем, что на конусных боковых поверхностях плиты выполнены продольные прорези, а основание имеет стаканообразную форму.
Демпферна опора
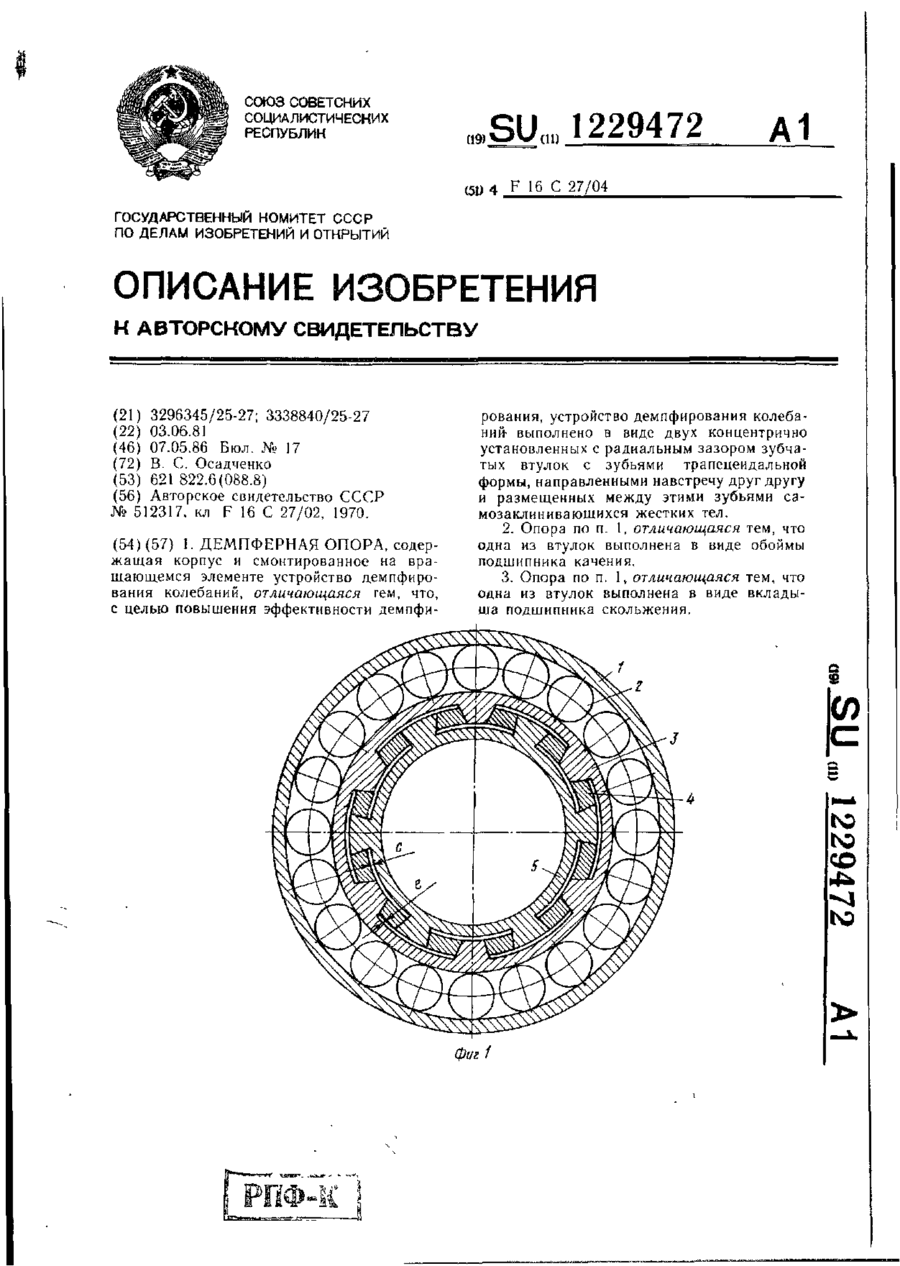
Номер патенту: 1575
Опубліковано: 25.07.1994
Автор: Осадченко Василь Семенович
МПК: F16C 27/00
Формула / Реферат:
1. Демпферная опора, содержащая корпус и смонтированное на вращающемся элементе устройство демпфирования колебаний, отличающаяся тем, что, с целью повышения эффективности демпфирования, устройство демпфирования колебаний выполнено в виде двух концентричне установленных с радиальным зазором зубчатых втулок с зубьями трапецеидальной формы, направленными навстречу друг другу и размещенных между этими зубьями самозаклинивающихся жестких...
Попередній патент: Відцентровий насос
Наступний патент: Спосіб виготовлення біметалічного підшипника ковзання
Випадковий патент: Повітророзподільник гальма залізничного транспортного засобу