Спосіб обчищення продувальної кисневої фурми від охолоді
Номер патенту: 42261
Опубліковано: 15.10.2001
Автори: Оробцев Юрій Вікторович, Черненков Сергій Павлович, Савицька Людмила Йосипівна, Писаренко Віктор Олександрович, Димченко Євген Миколайович, Лагутін Олег Вячеславович, Борисов Микола Іванович, Косих Володимир Арсентьович

Формула / Реферат
Спосіб обчищення продувальної кисневої фурми від охолоді шляхом впливу на поверхню фурми з нагрітою охолоддю в процесі її переміщення, який відрізняється тим, що вплив здійснюють при підйомі фурми з конвертора, після продувки рідкого металу, механічно, дискретно, з двох протилежних сторін, гнучкими ударними органами, наприклад ланцюгами.
Текст
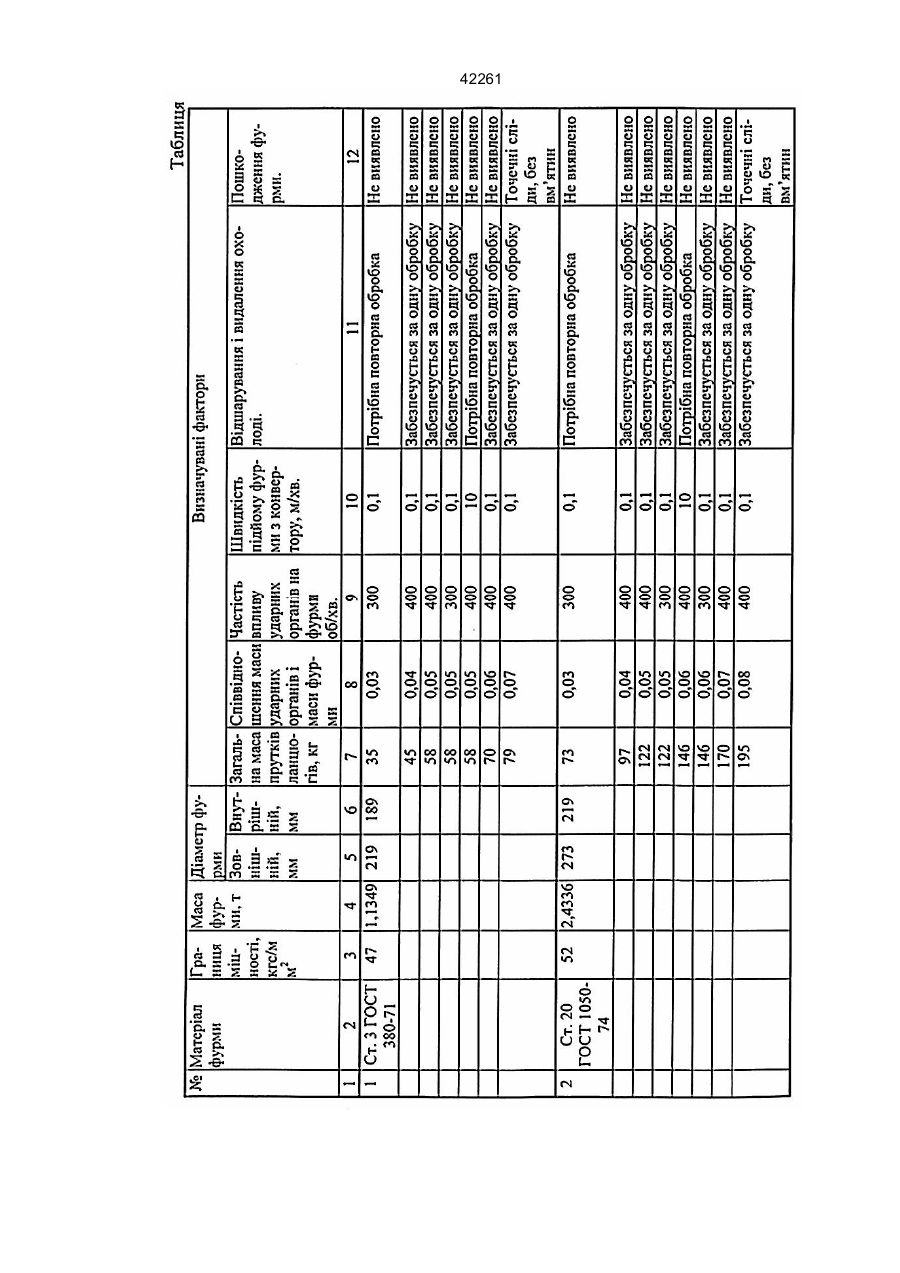
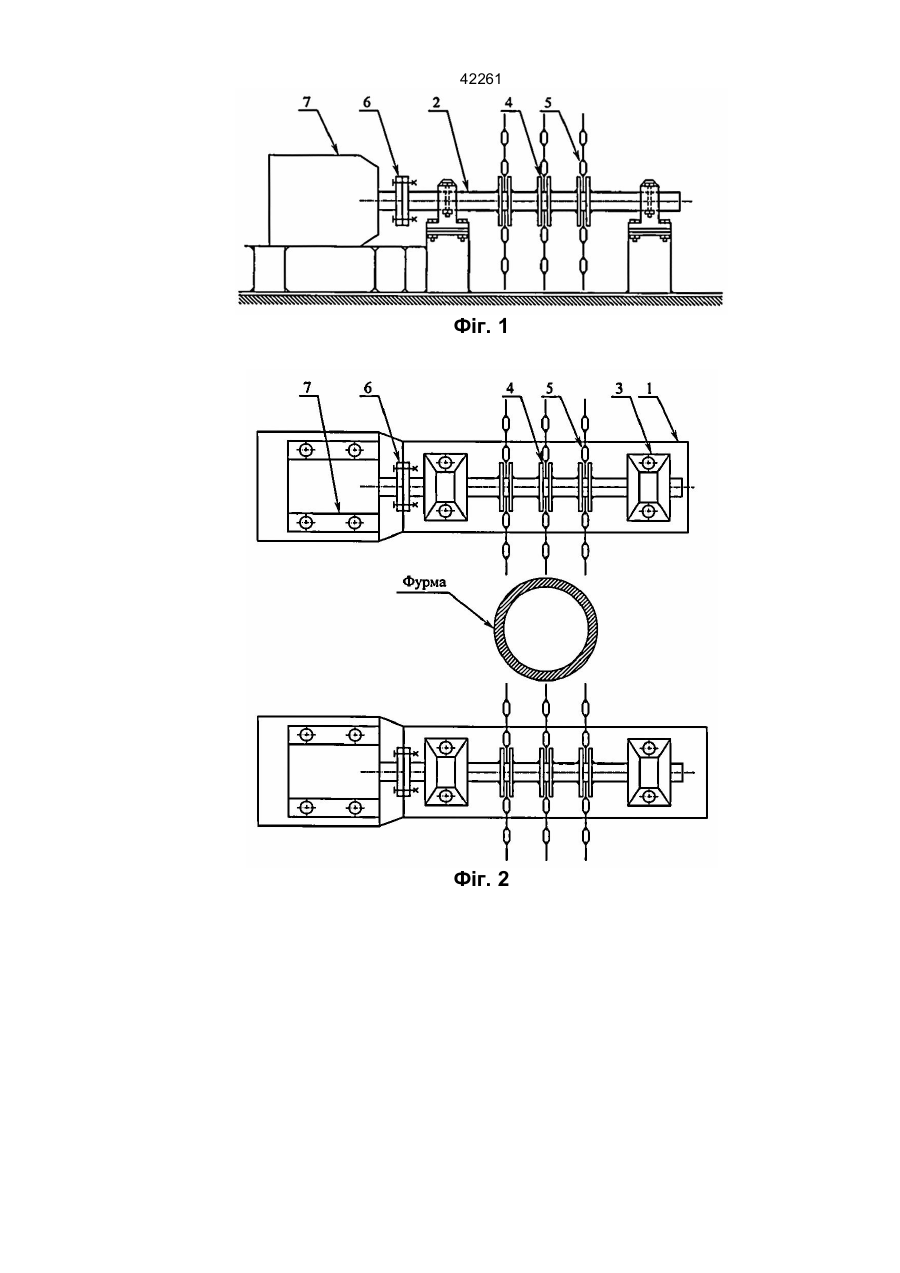
42261 Винахід належить до галузі чорної металургії, а більш конкретно - до киснево-конверторного виробництва сталі і може бути використаним для обчищення охолоді з продувальних фурм при виплавці рідкого металу. Відомий спосіб обчищення продувальної фурми від охолоді шляхом впливу на неї киснем (авторське свідоцтво колишнього СРСР № 1724697, кл. С21С5/46, 5/48, опуб. 07.04.1992.). Спосіб містить в собі обчищення нагрітої охолоді струменями кисню від верхньої частки фурми до наконечника. Для здійснення способу фурму з нагрітою охолоддю після продувки рідкого металу в конверторі, не більш, ніж через 1-8 хвилин заводять у кисневий водоохолоджуваний колектор, розташований безпосередньо над горловиною конвертора. Фурму з охолоддю опускають у колектор на усю довжину охолоді, подають із колектора струменями кисень на охолодь та, по мірі видаляння охолоді, фурму піднімають. Після видалення охолоді подачу кисню у водоохолоджуваний колектор припиняють і відводять його вбік. При дотриманні регламентованих умов обробки охолоді: визначених кутів нахилу оплавляючих та змиваючих струменів кисню відносно осі фурми, визначених співвідношень довжин струменів кисню до діаметра продувальної фурми, а також точно регламентованого часу початку обробки охолоді, спосіб забезпечує швидке руйнування охолоді. Проте, обмеження технологічних можливостей способу не дозволяє досягти повного видалення охолоді через те, що з підвищенням ступені обчищення фурми від охолоді, підвищується імовірність пропалу тіла фурми. Необхідність центрування фурми при введенні її до колектора, щоб уникнути пропалу, може затримати початок обробки охолоді більш ніж на вісім хвилин і зробити видаляння охолоді неефективним. В основу винаходу поставлено задачу підвищити ступінь обчищення продувальної кисневої фурми від охолоді шляхом забезпечення механічного відшарування охолоді від тіла фурми та повного її видалення і, тим самим, підвищити експлуатаційну стійкість фурми. Для досягнення такого технічного результату, в способі обчищення продувальної кисневої фурми від охолоді шляхом впливу на поверхню фурми з нагрітою охолоддю в процесі її переміщення, вплив здійснюють при підйомі фурми з конвертора після продувки рідкого металу, механічно, дискретно, з двох протилежних сторін, гнучкими ударними органами, наприклад, ланцюгами. Механічний вплив на поверхню фурми з нагрітою охолоддю ударними органами з двох протилежних сторін приводить до одночасного виникнення в охолоді тріщин за периметром фурми. Дискретність впливу і обробка фурми в процесі підйому її з конвертора, тобто в той час, коли гаряча охолодь охолоджується одночасно зсередини і зовні, сприяють швидкому, спонтанному розвитку тріщин в охолоді і її відшаруванню від тіла фурми. Відшарована охолодь руйнується ланцюгами та зчищається ними з тіла фурми. Ланцюги обрані в якості ударних органів тому, що суміщають в собі необхідні для підсилювання частості впливу властивості: жорсткість в напрямку нанесення удару і гнучкість в протилежному напрямі. Напрацьовка експериментальних даних показала, що особливо ефективним є вплив на фурму з гарячою охолоддю після кожної продувки рідкого металу, коли товщина охолоді становить приблизно 5-10 мм. Незначна товщина охолоді, яка являє собою застигаючу шлакометалеву емульсію, дає можливість руйнувати її з прикладанням навантажень, що не приводять до пошкодження фурми, тобто менших, ніж передбачається границею міцності матеріалу фурми. Можливість ця реалізується, якщо охолодь з тіла фурми видаляють при приложенні навантажень на її поверхню, яких достатньо для утворення тріщин в гарячій охолоді. Запропонований спосіб обчищення продувальної кисневої фурми від охолоді здійснюється за допомогою пристрою, який стаціонарно встановлюється над горловиною конвертора. Пристрій ілюструється кресленнями, на яких зображено: на фіг. 1 - схема пристрою, вид збоку; на фіг. 2 - схема пристрою, вид зверху. Пристрій складається з двох роздільних станин 1 зварної конструкції, які розміщені над горловиною конвертора. На кожній станині встановлено вал 2 в роликоопорах 3. На валах жорстко закріплені диски 4, по три на кожному, в які вставлені ланцюги 5. Довжина ланцюгів дорівнюється відстані від місця кріплення на валах до поверхні фурми. Вали через полумуфти 6 з'єднані з електродвигуном 7. Фурму з нагрітою охолоддю після продувки рідкого металу піднімають з конвертора із швидкістю 0,1-10 метрів за хвилину і переміщають між станинами 1 з обертаючими із швидкістю 300-400 обертів за хвилину валами 2. Станини пристрою розташовані над горловиною конвертора з таким врахуванням, щоб при обертанні валів закріплені на них ланцюги дотикалися до поверхні фурми. Обертаючі вали надають рух закріпленим на них ланцюгам 5. Ланцюги під діянням відцентрової сили наносять удари вздовж осі фурми з охолоддю. Охолодь відшаровується та зчищається прутками ланцюгів з поверхні тіла фурми. У випадку неповного відшарування охолоді фурму опускають в конвертор та повторюють обробку при підйомі її з конвертора. Приклади Спосіб обчищення продувальної кисневої фурми випробувано в конверторному цеху при виплавці сталі у 160-тонному конверторі продуванням зверху технічно чистого кисню. 42261 Обчищення охолоді проводилось з продувальних кисневих фурм заводського виготовлення, із сталі звичайної якості та якісної. Довжина фурми складала 15 метрів. Фурму, заметалену на довжину 3 метри, після продувки рідкого металу, при підйомі її з конвертора, піддавали механічній обробці ланцюгами. Відстань від осі фурми до кожного з валів складала 350 мм, довжина ланцюгів - 350 мм. Для здійснення способу експериментально визначали величину впливу ударних органів на фурму, яка має бути необхідною і достатньою для утворення тріщин в охолоді, без пошкодження при цьому тіла фурми. Величину впливу регламентували відношенням загальної маси ударних органів до маси фурми і частістю впливу ударних органів на фурму. Частість впливу забезпечувалась швидкістю обертання валів, несучих ударні органи - ланцюги. Співвідношення мас ударних органів і фурми змінювали шляхом змінювання діаметра прутків ланцюгів. Ланцюги були виготовлені із сталі 20. Спостерігали появлення тріщин в охолоді, наявність пошкоджень на тілі фурми, починаючи з мінімальних навантажень на фурму і при поступовому їх збільшенні. Проведені експерименти показали, що при швидкості обертання валів, несучих ударні органи, що дорівнює 400 обертів за хвилину, оптимальною для здійснення способу стає величина загальної маси ударних органів, що дорівнює 0,04-0,05 маси фурми. При відношенні маси ударних органів до маси фурми менше ніж 0,04, потрібна повторна обробка фурми, додержувати відношення більше ніж 0,05 недоцільно. Дані експериментальних визначень параметрів, необхідних для здійснення способу, що одержані для двох типів фурм, наведені в таблиці. Проведені експерименти показали, що дотримання всіх заходів, операцій, їх послідовності в запропонованому способі, при використанні пристрою, що був створений для його здійснення, дає змогу механічно руйнувати і повністю зчищати охолодь з поверхні фурми, без її пошкодження. Опробування запропонованого способу обчищення продувальної кисневої фурми від охолоді показало підвищення експлуатаційної стійкості фурм за рахунок виключення заміни фурм з причини заметалювання. 42261 42261 42261 Фіг. 1 Фіг. 2
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for cleaning the blowoff oxygen tuyere from scab
Автори англійськоюBorysov Mykola Ivanovych, Orobtsev Yurii Viktorovych, Dymchenko Yevhen Mykolaiovych, Chernenkov Serhii Pavlovych, Savytska Liudmyla Yosypivna, Kosykh Volodymyr Arsentiiovych, Pysarenko Viktor Oleksandrovych, Lahutin Oleh Viacheslavovych
Назва патенту російськоюСпособ очистки продувочной кислородной фурмы от наледи
Автори російськоюБорисов Николай Иванович, Оробцев Юрий Викторович, Димченко Евгений Николаевич, Черненков Сергей Павлович, Савицкая Людмила Иосифовна, Косых Владимир Арсентьевич, Писаренко Виктор Александрович, Лагутин Олег Вячеславович
МПК / Мітки
МПК: C21C 5/46, F27D 1/16, C21C 5/48
Мітки: обчищення, кисневої, спосіб, фурми, продувальної, охолоді
Код посилання
<a href="https://ua.patents.su/5-42261-sposib-obchishhennya-produvalno-kisnevo-furmi-vid-okholodi.html" target="_blank" rel="follow" title="База патентів України">Спосіб обчищення продувальної кисневої фурми від охолоді</a>
Спосіб видалення охолоді з продувочної фурми та пристрій для її видалення
Номер патенту: 37592
Опубліковано: 15.05.2001
Автори: АГАРКОВ Віктор Якович, Дюбін Валерій Юрійович, Шильов Дмитро Миколайович, Кулєнцов Віктор Олександрович, Кліпін В'ячеслав Михайлович, Кучеров Василь Андрійович
Мітки: видалення, охолоді, фурми, пристрій, спосіб, продувочної
Формула / Реферат:
(21) 2000010288(54) (57)Дата прийняття рішення01.08.2000 р.1. Спосіб видалення охолоді з продувочної фурми, що містить в собі оплавлення та змив розігрітої охолоді радіальними газовими струменями по периметру фурми одночасно двома потоками при переміщенні фурми знизу вгору, відрізняється тим, що оплавлення та змив створюють газокисневою сумішшю безпосередньо після закінчення продування, при цьому через 1-10...
Головка до верхньої кисневої фурми з центральним підведенням води
Номер патенту: 40296
Опубліковано: 16.07.2001
Автори: Сітало Олександр Олексійович, Пантейков Сергій Петрович, Несвіт Володимир Васильович, Моцний Валерій Васильович, Івко Володимир Вікторович, Учитель Лев Михайлович
МПК: C21C 5/48
Мітки: кисневої, верхньої, центральним, фурми, води, головка, підведенням
Формула / Реферат:
I. Головка до верхньої кисневої фурми з центральним підведенням води для продувки розплаву, що містить наконечник, центральну, проміжну і зовнішню труби, сопла, штуцер, роздільник і канал відведення води, яка відрізняється тим, що роздільник прикріплений до проміжної труби, а центральна труба, що з'єднана зі штуцером, установлена з кільцевим зазором по відношенню до роздільника, в якому над засопловими зонами виконано по одному обо декілька...
Сопло продувальної фурми сталеплавильного агрегату
Номер патенту: 18512
Опубліковано: 25.12.1997
Автори: Поживанов Михайло Олександрович, Семенченко Петро Миколайович, Сапьолкін Микола Миколайович, Лухтура Федір Іванович, Сущенко Андрій Вікторович, Ганошенко Володимир Іванович, Шевченко Анатолій Іванович, Іванов Євгеній Анатольович
МПК: C21C 5/48
Мітки: сталеплавильного, сопло, продувальної, фурми, агрегату
Формула / Реферат:
1. Сопло продувочной фурмы сталеплавильного агрегата, включающее корпус с конфузором, критическим сечением и диффузором, соединяющиеся: тракт подачи первичного и тракт подачи вторичного кислорода и выполненный в стенке сопла, отличающееся тем, что тракт подачи вторичного кислорода выполнен в виде нескольких каналов, вход в каждый из которых находится на расстоянии 0,1 - 0,85 длины диффузора от среза сопла, угол между осью канала и осью сопла,...
Пристрій для очистки наконечника допоміжної кисневої фурми, що вводиться у металургійний ківш
Номер патенту: 2123
Опубліковано: 26.12.1994
Автори: Йохан Фолер, Вальтер Рокеншауб, Хельмут Смейкал
МПК: C21C 5/48
Мітки: наконечника, металургійний, фурми, ківш, очистки, вводиться, кисневої, пристрій, допоміжної
Формула / Реферат:
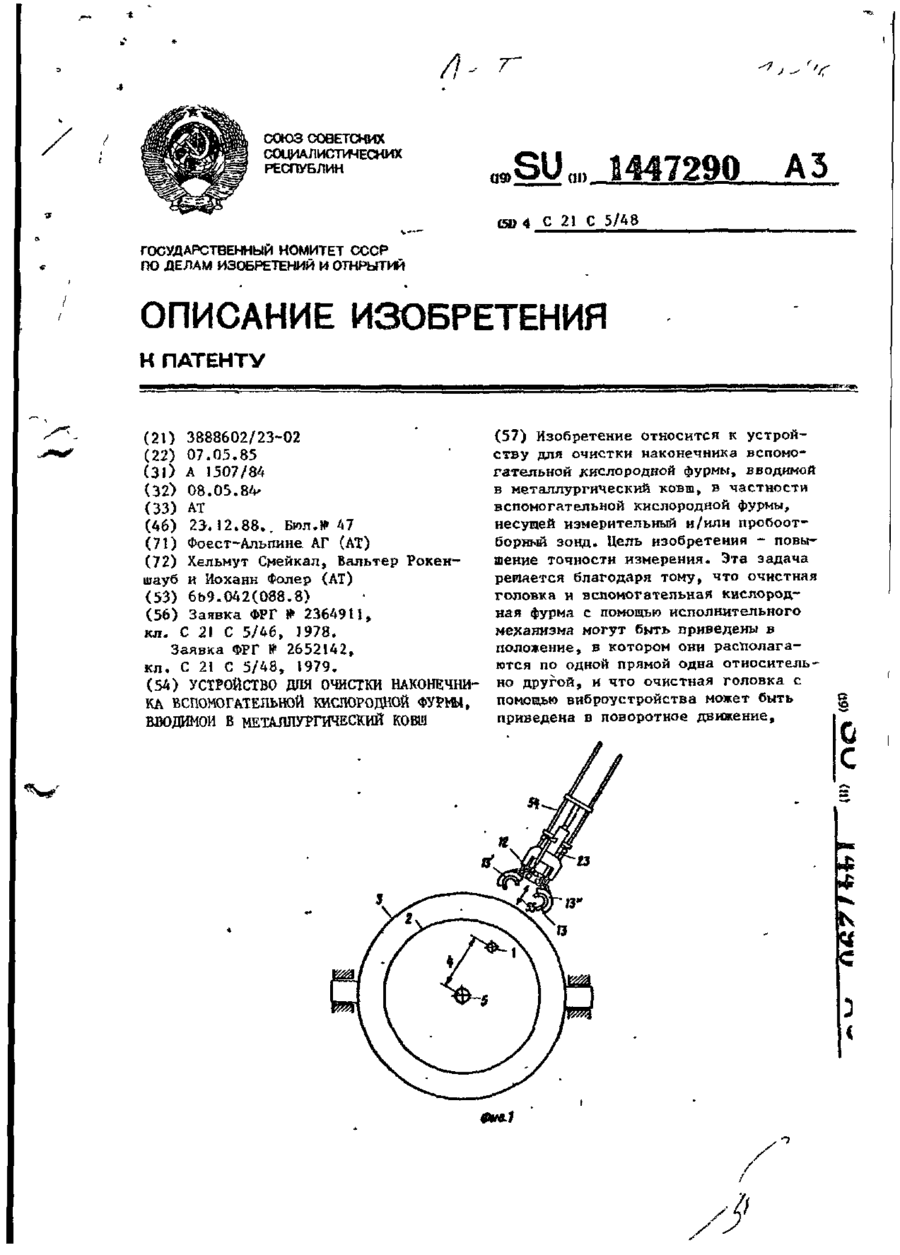
Устройство для очистки наконечника вспомогательной кислородной фурмы, вводимой в металлургический ковш, в частности вспомогательной кислородной фурмы, несущей измерительный и/или пробоотборный зонд, содержащее очистную головку, расположенную вокруг наконечника фурмы с возможностью перемещения относительно фурмы вдоль ее оси, и подьемно-опускной механизм для контактирования головки с наконечником, отличающееся тем, что, с целью повышения...
Спосіб запобігання та усунення охолоді у ковші
Номер патенту: 39406
Опубліковано: 15.06.2001
Автори: Грачов Юрій Михайлович, Пищіда Валерій Іванович, Таранець Олександр Іванович, Кравець Сергій Миколайович, Оніщенко Василь Пилипович, Соколовський Борис Цудікович, Ткач Олександр Якович, Дишлевич Ігор Йосипович
МПК: B22D 43/00
Мітки: запобігання, охолоді, усунення, спосіб, ковші
Формула / Реферат:
Спосіб запобігання та усунення охолоді у ковші, міцно зчепленої з футерівкою, що включає використання суміші матеріалів із шлаків алюмінієвих сплавів, який відрізняється тим, що перед зливом рідкого металу у ковш, на його днищі розміщують порцію матеріалу переробки шлаків алюмінієвих сплавів масою 0,8-5,0 кг на 1 т рідкого металу, що зливається у ковш, з виникненням при цьому екзотермічної реакції, додаткове тепло якої, розповсюджуючись у...
Попередній патент: Агломераційна машина
Наступний патент: Пристрій термоабразивної обробки поверхонь
Випадковий патент: Руднична трансформаторна підстанція