Спосіб виготовлення пружинних гайок

Формула / Реферат
1. Спосіб виготовлення пружинних гайок, який містить підготовку заготовок з пластичного матеріалу, формування їх корпусу шляхом нагрівання заготовок навивки їх на оправки, формування різьби і термообробку, який відрізняється тим, що навивку заготовок і закалювання корпусу гайок виконують на різьбових оправках.
2. Спосіб за п. 1, який відрізняється тим, що перед закалюванням корпусу його піддають об'ємному деформуванню.
3. Спосіб за п 1 та 2, який відрізняється тим, що навивку заготовок на оправки і закалювання корпусу гайок проводять в автономних або одночасно в задіяних по черзі декількох, наприклад симетрично розташованих на роторі чотирьох формуючих пристроях.
4. Спосіб виготовлення пружинних гайок за пп. 1 - 3, який відрізняється тим, що всі пристрої, які використовуються для проведення операцій по підготовці заготовок (розмотування використовуваного матеріалу із бухти, правку і подачу в зону нагрівання з допомогою ТНЧ - ток надвисокої частоти - та мірне різання) чи окремі із них електрично або механічно з’єднають між собою і електрично або іншим шляхом пов’язують з положенням окремих формуючих механізмів в площині обертання ротора чи з швидкістю останнього.
Текст
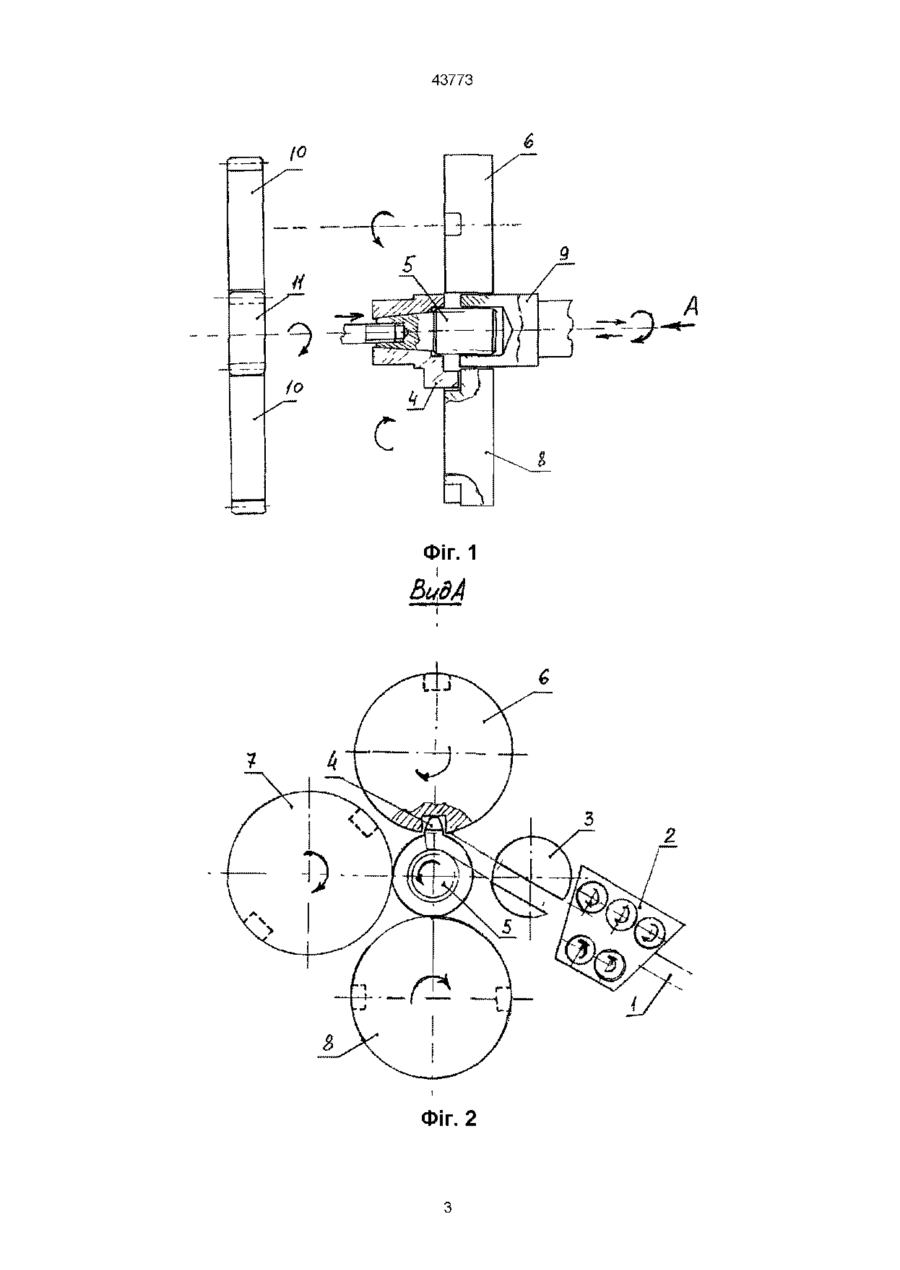
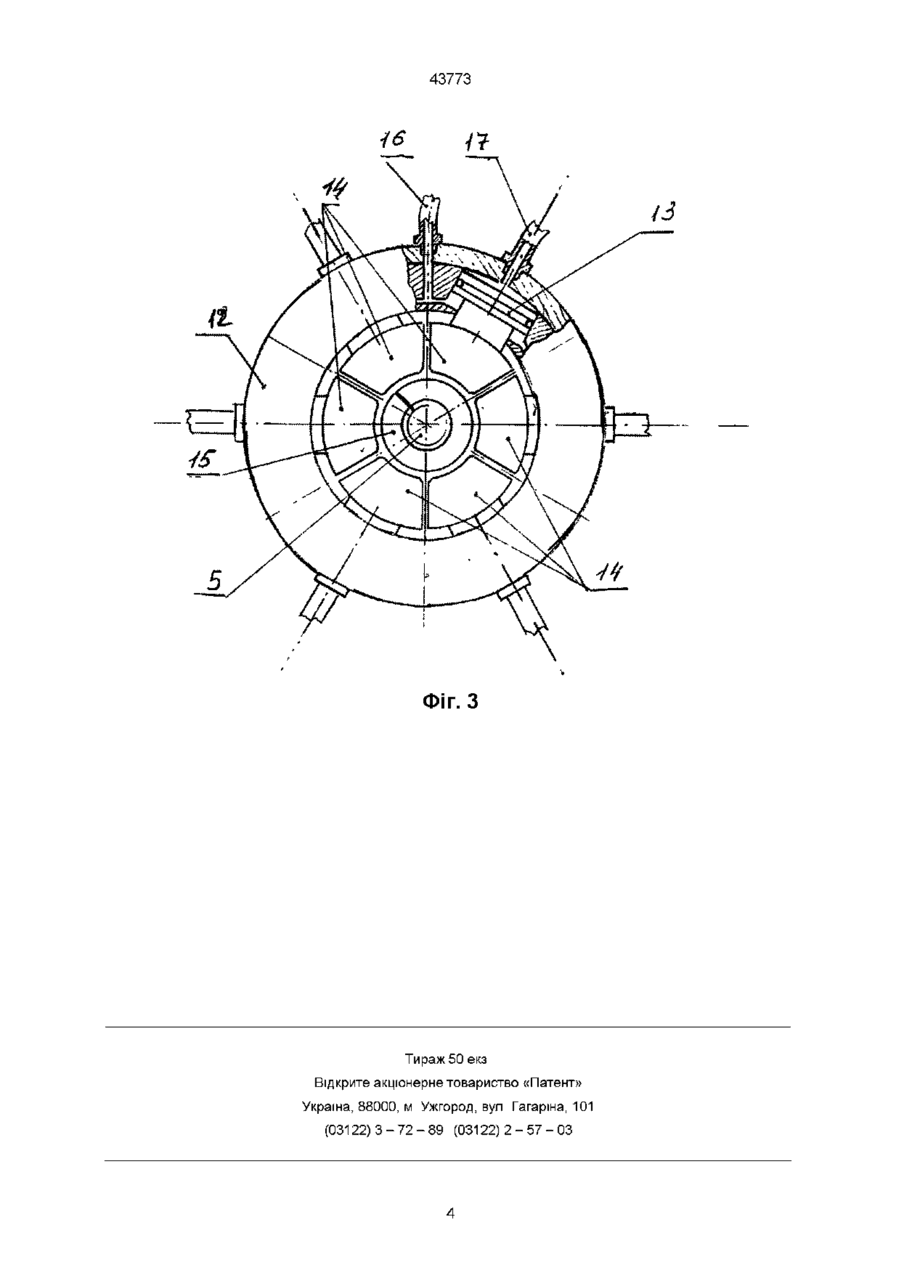
1 Спосіб виготовлення пружинних гайок, який містить підготовку заготовок з пластичного матеріалу, формування їх корпусу шляхом нагрівання заготовок, навивки їх на оправки, формування різьби і термообробку, який відрізняється тим, що навивку заготовок і закалювання корпусу гайок виконують на різьбових оправках 2 Спосіб за п 1, який відрізняється тим, що перед закалюванням корпусу його піддають об'ємному деформуванню 3 Спосіб за п 1 та 2, який відрізняється тим, що навивку заготовок на оправки і закалювання корпусу гайок проводять в автономних або одночасно в задіяних по черзі декількох, наприклад симетрично розташованих на роторі чотирьох формуючих пристроях Винахід відноситься до галузей загального машинобудування та обробки металів тиском і може бути використаний для створення гайок до різьбових з'єднань, необхідних при складанні машин і устаткування, які працюють в умовах великих вібрацій, наприклад, для скріплення рейок залізничної коли Загально віддомою являється гайка [1] і спосіб її виготовлення, який передбачає виготовлення корпусу гайки і потім формування внутрішньої різьби в ній Основним недоліком різьбового з'єднання з такою гайкою являється розгвинчування останньої при великих вібраціях Цей недолік в значній мірі усувається використанням пружинної гайки [2], яка містить корпус у вигляді гвинтової пружини, на неопорному КІНЦІ якої виконані виступи некруглої форми, а на опорному торці - фасонна конусна пружина Неоліком цієї гайки являється велика трудомісткість її виготовлення Задачу забезпечення більшої надійності різьбового з'єднання вирішує також більш проста і компактна гайка [3] і спосіб її виготовлення, прийнятий нами за прототип, який містить підготовку заготовки з пластичного матеріалу, формування корпусу гайки шляхом нагрівання заготовки і навивки її на оправку, формування різьби і термообробку (закалювання і отпуск) Згідно З ЦИМ рішенням пружинна гайка виконана у вигляді циліндричної пружини, яка має внутрішню різьбу з напрямком, який протилежний напрямку навивання витків Заготовка для пружини в поперечному перерізі виконана квадратною, або у вигляді іншого прямокутника Але може бути і круглою Основною задачею винаходу являється удосконалення способу виготовлення пружинних гайок з метою забезпечення, по можливості, невеликої трудомісткості їх виготовлення і можливості автоматизації окремих операцій чи процесу в цілому Поставлена задача вирішується тим, що у відомому способі виготовлення пружинних гайок, який передбачає підготовку заготовок із пластичного матеріалу з поперечним перерізом необхідного профілю і формування їх корпусу шляхом нагрівання заготовок, навивки їх на оправки, формування внутрішньої різьби і виконання елементів зачеплення під ключ чи інший монтажний інструмент, а також термообробку, згідно з винаходом заготовки і закалювання корпусу гайок вико Зоя 4 Спосіб виготовлення пружинних гайок за пп 1 З, який відрізняється тим, що всі пристрої, які використовуються для проведення операцій по ПІДГОТОВЦІ заготовок (розмотування використовуваного матеріалу із бухти, правку і подачу в зону нагрівання з допомогою ТНЧ (ток надвисокої частоти) - та мірне різання) чи окремі із них електрично або механічно з'єднують між собою і електрично або іншим шляхом пов'язують з положенням окремих формуючих механізмів в площині обертання ротора чи з швидкістю останнього СО го 43773 нують на різьбових оправках в автономних, або задіяних по черзі в декількох формуючих механізмах, наприклад, чотирьох, розташованих симетрично на роторі Це виключає виконання додаткової операції по нарізці чи накатуванню різьби Всі пристрої, які використовуються для проведення операцій по ПІДГОТОВЦІ заготовок (розмотування використовуємого матеріалу із бухти далі матеріалу, правку в горизонтальній і вертикальній площинах, подачу в зону нагрівання заготовки, її нагрівання за допомогою токів високої частоти та відрізування заготовки необхідної довжини в залежності від необхідної висоти гайки) електрично або і механічно з'єднують між собою і, якщо одночасно використовують декілька формуючих механізмів, згадані вище операції електрично, або іншим шляхом, наприклад з допомогою фотоелементів пов'язують з положенням окремих формуючих механізмів, наприклад в площині обертання ротора чи з швидкістю останнього Крім того, перед закалюванням корпусу його піддають додатковому об'ємному деформуванню Ця додаткова операція пов'язана з необхідністю нанесення різьб,у яких профіль складає більш ніж 1/10 висоти профілю, з якого навивається гайка Основним технічним результатом, досягаємим винаходом, являється суміщення операцій формування корпусу гайки і внутрішньої різьби в ній Це дозволяє зменшити енерго- і трудозатрати процесу і спрощує можливість його автоматизації Пристрій для формування корпусу гайки та різьби в ній (формуючий механізм) містить деформуючі валки, зубчатий привід, різьбову оправку і з'єднаний з нею так званий поводок Схематично цей пристрій наведено на фіг 1, 2, З Фіг 1 - вид збоку Фіг 2 - вид по А на фіг 1 Фіг 3 - пристрій додаткового об'ємного деформування корпусу Спосіб здійснюється слідуючим чином Заготовка 1, наприклад з прямокутним поперечним перерізом, яка будучи нагрітою до температури пластичності, проходить правильноподаючий пристрій 2, який крім правки забезпечує подачу заготовки в направляючий механізм 3 Останній крім точного направлення в зону захвата валками, також забезпечує зміщення заготовки в процесі її навивки на різьбову оправку в формуючому механізмі при переході на черговий виток Заготовка 1 після надходження до деформуючих валків попадає під поводок 4, який обертається спільно з різьбовою оправкою 5 При цьому деформуючий валок 6 вдавлює заготовку в різьбову оправку 5, а деформація заготовки по сторонам обмежується обертаючимся синхронно з різьбовою оправкою 5 і деформуючими валками 6, 7, 8 упором 9 Упор 9 має можливість осьового переміщення для обмежування слідуючого витка Деформація заготовки обмежується також корпусом повод ка 4 Деформуючі валки 7 і 8 по черзі забезпечують дожимання заготовки до повного формування різьбового профілю Після навивки першого витка гайки направляючий пристрій 3 переміщує заготовку на відстань, яка відповідає висоті витка Синхронність обертання різьбової оправки 5 і деформуючих валків 6, 7, 8 забезпечується зубчатою передачею 10, 11 Частина заготовки, яка знаходиться під поводком, не має різьби і виступає за межі основної частини корпусу гайки, використовується як елемент зачеплення під монтажний інструмент Описаний спосіб виготовлення гайок поширюється на гайки з дрібним типом різьб, тобто різьби, які мають висоту профілю не більш, ніж 1/10 висоти профілю, з якого навивається гайка За необхідності виготовлення різьб з висотою профілю більш, ніж 1/10 висоти профілю, з якого навивається гайка, гайку перед закалюванням піддають додатковому об'ємному деформуванню з використанням пристрою, схема якого наведена на фіг 3, і який складається з корпусу 12 з циліндричними отворами під поршні 13, на яких закріплені пуансони 14, що обжимають гайку 15 і яка суцільно облягає різьбову оправку 5 Переміщення поршнів 13 здійснюють поданням гідравлічної речовини по патрубках 16 та 17 Спосіб дозволяє формувати профіль різьби з одночасним формуванням гайки, що самозатягується, яка може мати не тільки форму циліндра, а також, наприклад, многогранника Закалювання гайки проводиться шляхом поливання охолоджуючої рідини на гайку, яка розташована в формуючому пристрої на різьбовій оправці, після чого спеціальним пристроєм здійснюється згвинчування гайки і її отпуск Якщо використовується матеріал в бухті, кінець його подається в правильно-подаючий механізм, який забезпечує його правку у двох взаємно перпендикулярних площинах і циклічну подачу його в зону нагрівання ТВЧ Після захвату валками він відрізається ножицями і починається формування корпусу гайки Якщо одночасно використовується декілька формуючих механізмів, розташованих наприклад, симетрично на роторі, поворот останнього пов'язан з операціями по ПІДГОТОВЦІ заготовок і основними операціями, які виконуються в формуючих механізмах При повороті ротора на 90° формуючий механізм переходить в позицію пристрою для закалювання За цей час проходить повне формування гайки і спад її температури до необхідної для початку закалювання При черговому повороті ротона на 90° гайка звинчується з різьбової оправки і попадає в накопичувач (8) Після накопичення необхідної КІЛЬКОСТІ гайок вони передаються в піч для отпуску Використана література 1 ГОСТ 5927-70 Гайки шестигранные класса точности А Конструкция и размеры 2 Патент РФ № 2031261 С1, МПК6 F16B 37/12/ Пружинная гайка, публ 20 03 95, бюл № 8 3 Заявка України № 2001063956, МПК7 F16B 37/08 Гайка 43773 А -7 ФІГ. 1 ВидА Фіг. 2 43773 Фіг. З Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122) 3 - 7 2 - 8 9 (03122) 2 - 5 7 - 0 3 43773
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod to make spring nuts
Автори англійськоюKotikov Heorhii Ivanovych
Назва патенту російськоюСпособ изготовления пружинных гаек
Автори російськоюКотиков Георгий Иванович
МПК / Мітки
МПК: F16B 37/00, B21F 35/00
Мітки: пружинних, спосіб, виготовлення, гайок
Код посилання
<a href="https://ua.patents.su/5-43773-sposib-vigotovlennya-pruzhinnikh-gajjok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пружинних гайок</a>
Спосіб виготовлення пружинних деталей
Номер патенту: 7452
Опубліковано: 29.09.1995
Автор: Корак Анатолій Вікторович
МПК: B21F 35/00
Мітки: пружинних, спосіб, деталей, виготовлення
Формула / Реферат:
Способ изготовления пружинных деталей путем навивки на оправку и последующей формовки с помощью фасонных многорадиусных матриц и пуансонов, отличающийся тем, что, с целью расширения технологических возможностей путем получения пружинного блока, состоящего по меньшей мере из двух однотипных пружинных элементов, формовку осуществляют в три этапа, на первом из которых формуют наружные боковые поверхности заготовки, затем производят разделение...
Пристрій для розрізування гайок та стержнів
Номер патенту: 23956
Опубліковано: 31.08.1998
Автори: Непомнящий Олександр Лазаревич, Косарєв Василь Васильович, Могілевський Леонід Григорович, Косарєв Іван Васильович, Андрєєв Георгій Володимирович
МПК: B23D 29/00
Мітки: розрізування, стержнів, пристрій, гайок
Формула / Реферат:
Устройство для разрезания гаек и стержней, содержащее траверсу с пазом для установки гайки болтового соединения или стержня, и гидроцилиндр, включающий цилиндр и связанный с ножом шток, отличающееся тем, что шток выполнен из двух частей, одна из которых находится снаружи цилиндра, связанных друг с другом, например, при помощи резьбы и. образующих в месте соединения камеру, в которой соосно со штоком расположен снабженный буртом стержень с...
Спосіб виготовлення заготовок артилерійської гільзи і піддону та інших подібних деталей
Номер патенту: 33384
Опубліковано: 15.02.2001
Автори: Ситник Микола Давидович, Звєрєв Анатолій Андрійович
МПК: B21D 51/16
Мітки: гільзи, виготовлення, інших, деталей, піддону, заготовок, артилерійської, спосіб, подібних
Формула / Реферат:
Спосіб виготовлення заготовки артилерійської гільзи і піддону та інших подібних деталей, що включає багатоопераційне обтискання заготовки стакана, який відрізняється тим, що як початкову заготовку використовують круглий прокат, а заготовку у вигляді стакана одержують комбінованим методом обробки - спочатку штампують заготовку із круглого прокату, потім механічно обробляють, готуючи базові поверхні, і ротаційним видавлюванням формують...
Спосіб виготовлення трапецоїдних заготовок для пластин колекторів електричних машин
Номер патенту: 33520
Опубліковано: 15.02.2001
Автор: Марішкін Анатолій Константинович
МПК: B23C 3/00
Мітки: колекторів, електричних, машин, виготовлення, пластин, трапецоїдних, спосіб, заготовок
Текст:
...трапецоїдних заготовок для пластин колекторів електич них машин з застосуванням фрезерних верстатів . Відомий спосіб виготовлення трапецоїдних заготовок з застосуван ням прокатки чи кування з наступним волочінням . По відомому способу штабова мідь марки МІ з прямокутним поперечним перетином обробляється начорно куванням чи прокаткою , а потім начисто волочінням . В результаті такої обробки поперечному перетину вихідної штаби...
Спосіб виготовлення піци
Номер патенту: 35898
Опубліковано: 16.04.2001
Автор: Станкович Тамара Іванівна
МПК: A21D 8/00
Мітки: спосіб, виготовлення, піци
Формула / Реферат:
Спосіб виготовлення піци, який передбачає процеси виготовлення заготовки з тіста, нанесення на поверхню заготовки начинки з твердого сиру і запікання в печі, який відрізняється тим, що до начинки додають ріпчасту цибулю і плоди оливи при такому співвідношенні компонентів, від загальної маси %:сир твердий 25,3-35,0 ріпчаста цибуля 7,0-9,5консервовані плоди оливи ...
Попередній патент: Органо-мінеральне добриво “цеолітил”
Наступний патент: Спосіб зняття мідного ведучого пояска з корпуса артилерійського снаряда
Випадковий патент: Спосіб отримання інгібітора ліпази