Спосіб штампування поковок пластин
Номер патенту: 44484
Опубліковано: 12.10.2009
Автори: Лаврентік Ольга Олександрівна, Кухар Володимир Валентинович, Бурко Вадим Анатолійович, Дубініна Анастасія Володимирівна

Формула / Реферат
1. Спосіб штампування поковок пластин, який містить торцеве осаджування циліндричних заготовок та штампування до кінцевих розмірів у штампувальних рівчаках, який відрізняється тим, що торцеве осаджування циліндричної заготовки виконують випуклими подовженими плитами із діапазоном відношення радіуса цих плит до початкового діаметра заготовки 0,5-2,5 до ступенів осаджування 20-50 %.
2. Спосіб за п. 1, який відрізняється тим, що при використанні циліндричних заготовок із відношенням висоти до діаметра більше 1,5 після торцевого осаджування випуклими подовженими плитами та попереду штампування виконують кантування заготовки на 90° із розташуванням первісно вертикальної осі заготовки паралельно осі максимального за довжиною розміру штампувального рівчака.
Текст
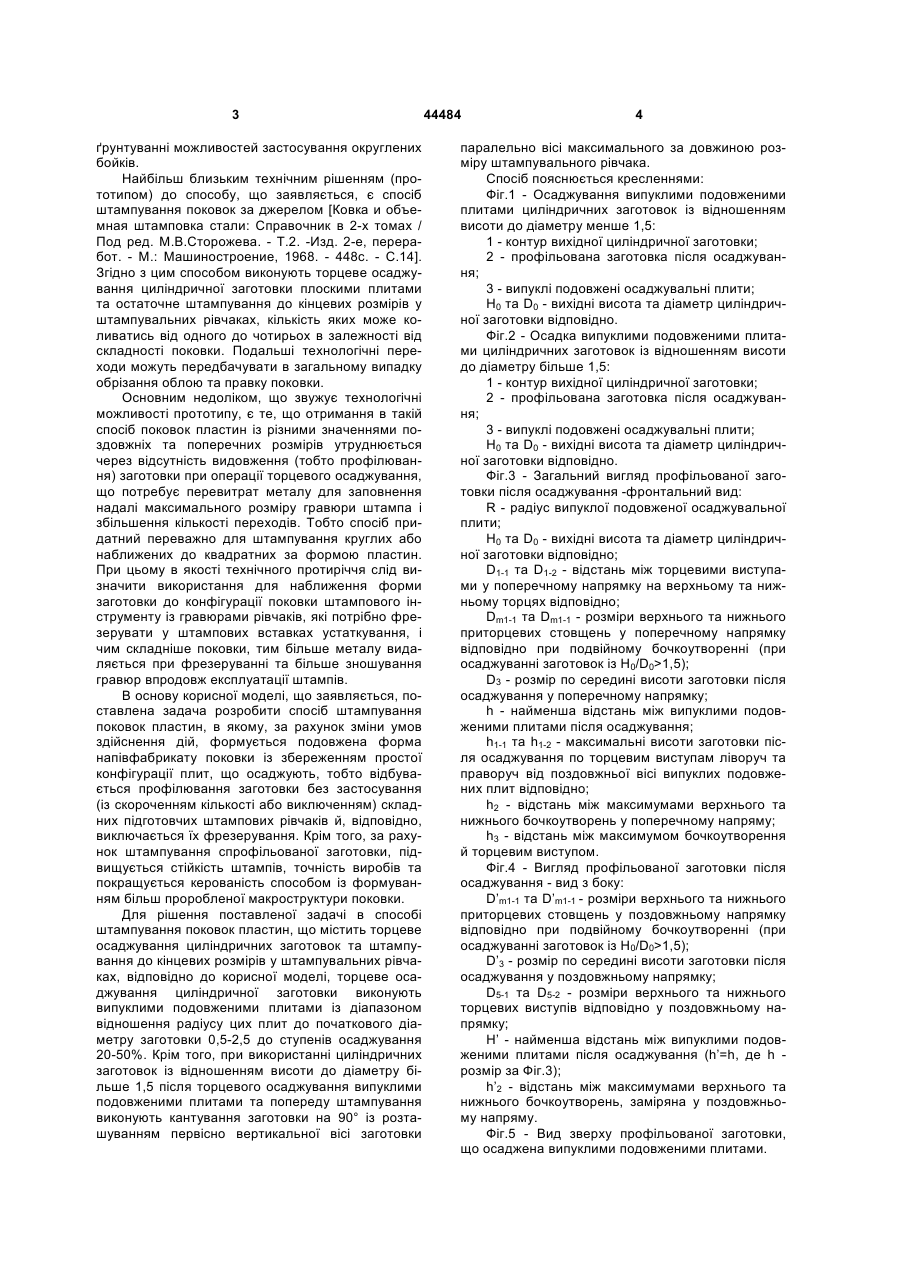
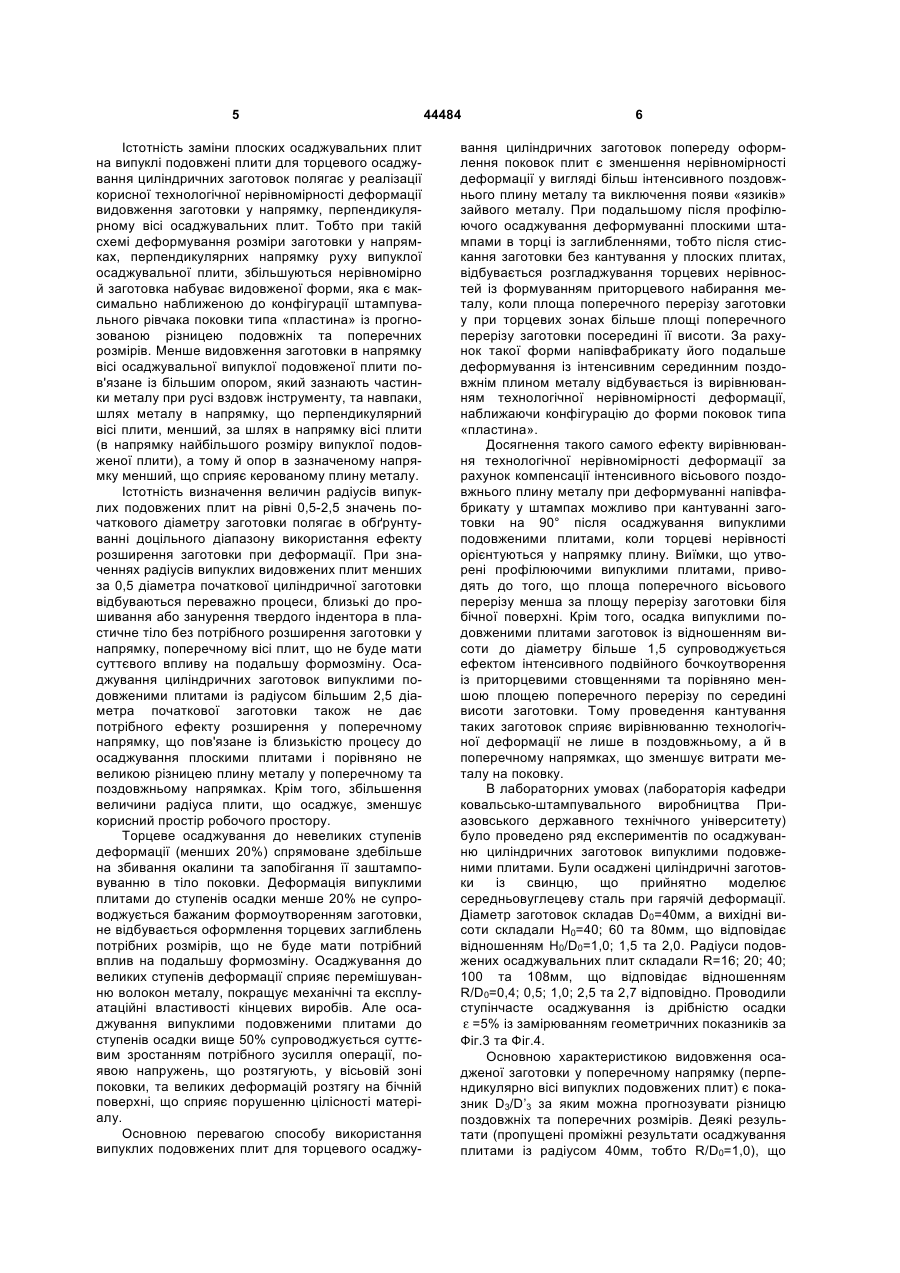
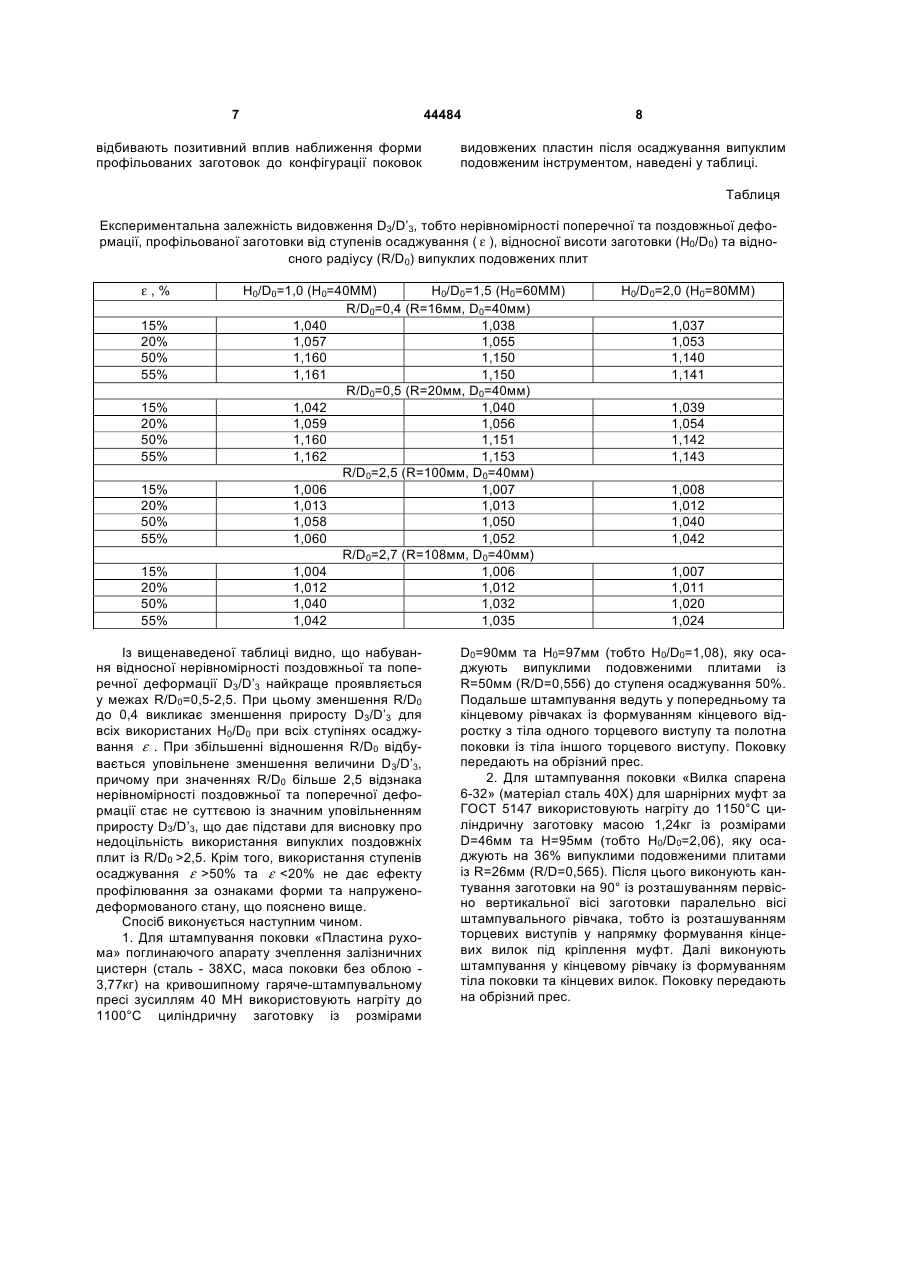
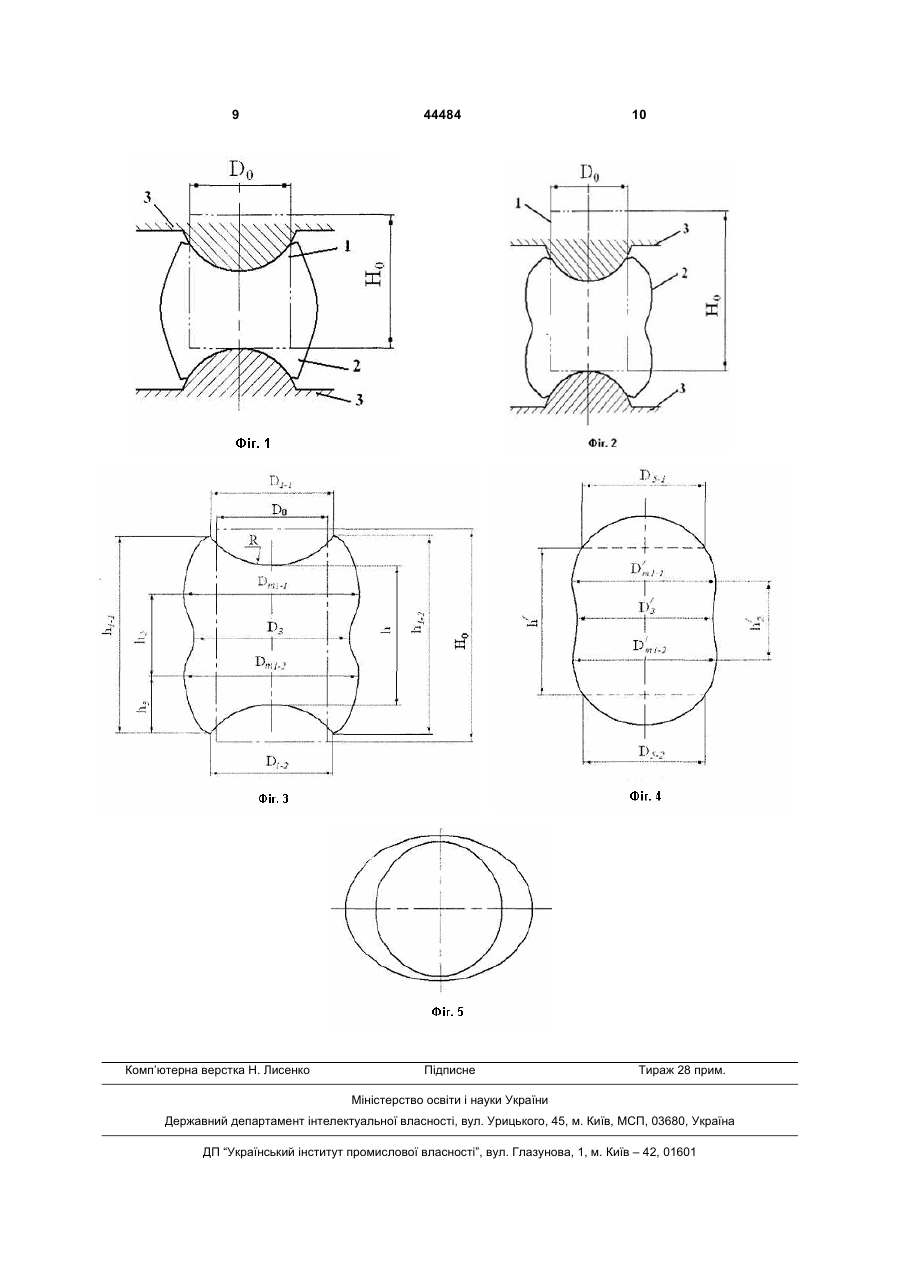
1. Спосіб штампування поковок пластин, який містить торцеве осаджування циліндричних заготовок та штампування до кінцевих розмірів у штампувальних рівчаках, який відрізняється тим, що 3 ґрунтуванні можливостей застосування округлених бойків. Найбільш близьким технічним рішенням (прототипом) до способу, що заявляється, є спосіб штампування поковок за джерелом [Ковка и объемная штамповка стали: Справочник в 2-х томах / Под ред. М.В.Сторожева. - Т.2. -Изд. 2-е, переработ. - М.: Машиностроение, 1968. - 448с. - С.14]. Згідно з цим способом виконують торцеве осаджування циліндричної заготовки плоскими плитами та остаточне штампування до кінцевих розмірів у штампувальних рівчаках, кількість яких може коливатись від одного до чотирьох в залежності від складності поковки. Подальші технологічні переходи можуть передбачувати в загальному випадку обрізання облою та правку поковки. Основним недоліком, що звужує технологічні можливості прототипу, є те, що отримання в такій спосіб поковок пластин із різними значеннями поздовжніх та поперечних розмірів утруднюється через відсутність видовження (тобто профілювання) заготовки при операції торцевого осаджування, що потребує перевитрат металу для заповнення надалі максимального розміру гравюри штампа і збільшення кількості переходів. Тобто спосіб придатний переважно для штампування круглих або наближених до квадратних за формою пластин. При цьому в якості технічного протиріччя слід визначити використання для наближення форми заготовки до конфігурації поковки штампового інструменту із гравюрами рівчаків, які потрібно фрезерувати у штампових вставках устаткування, і чим складніше поковки, тим більше металу видаляється при фрезеруванні та більше зношування гравюр впродовж експлуатації штампів. В основу корисної моделі, що заявляється, поставлена задача розробити спосіб штампування поковок пластин, в якому, за рахунок зміни умов здійснення дій, формується подовжена форма напівфабрикату поковки із збереженням простої конфігурації плит, що осаджують, тобто відбувається профілювання заготовки без застосування (із скороченням кількості або виключенням) складних підготовчих штампових рівчаків й, відповідно, виключається їх фрезерування. Крім того, за рахунок штампування спрофільованої заготовки, підвищується стійкість штампів, точність виробів та покращується керованість способом із формуванням більш проробленої макроструктури поковки. Для рішення поставленої задачі в способі штампування поковок пластин, що містить торцеве осаджування циліндричних заготовок та штампування до кінцевих розмірів у штампувальних рівчаках, відповідно до корисної моделі, торцеве осаджування циліндричної заготовки виконують випуклими подовженими плитами із діапазоном відношення радіусу цих плит до початкового діаметру заготовки 0,5-2,5 до ступенів осаджування 20-50%. Крім того, при використанні циліндричних заготовок із відношенням висоти до діаметру більше 1,5 після торцевого осаджування випуклими подовженими плитами та попереду штампування виконують кантування заготовки на 90° із розташуванням первісно вертикальної вісі заготовки 44484 4 паралельно вісі максимального за довжиною розміру штампувального рівчака. Спосіб пояснюється кресленнями: Фіг.1 - Осаджування випуклими подовженими плитами циліндричних заготовок із відношенням висоти до діаметру менше 1,5: 1 - контур вихідної циліндричної заготовки; 2 - профільована заготовка після осаджування; 3 - випуклі подовжені осаджувальні плити; Н0 та D0 - вихідні висота та діаметр циліндричної заготовки відповідно. Фіг.2 - Осадка випуклими подовженими плитами циліндричних заготовок із відношенням висоти до діаметру більше 1,5: 1 - контур вихідної циліндричної заготовки; 2 - профільована заготовка після осаджування; 3 - випуклі подовжені осаджувальні плити; Н0 та D0 - вихідні висота та діаметр циліндричної заготовки відповідно. Фіг.3 - Загальний вигляд профільованої заготовки після осаджування -фронтальний вид: R - радіус випуклої подовженої осаджувальної плити; Н0 та D0 - вихідні висота та діаметр циліндричної заготовки відповідно; D1-1 та D1-2 - відстань між торцевими виступами у поперечному напрямку на верхньому та нижньому торцях відповідно; Dm1-1 та Dm1-1 - розміри верхнього та нижнього приторцевих стовщень у поперечному напрямку відповідно при подвійному бочкоутворенні (при осаджуванні заготовок із H0/D0>1,5); D3 - розмір по середині висоти заготовки після осаджування у поперечному напрямку; h - найменша відстань між випуклими подовженими плитами після осаджування; h1-1 та h1-2 - максимальні висоти заготовки після осаджування по торцевим виступам ліворуч та праворуч від поздовжньої вісі випуклих подовжених плит відповідно; h2 - відстань між максимумами верхнього та нижнього бочкоутворень у поперечному напряму; h3 - відстань між максимумом бочкоутворення й торцевим виступом. Фіг.4 - Вигляд профільованої заготовки після осаджування - вид з боку: D’m1-1 та D’m1-1 - розміри верхнього та нижнього приторцевих стовщень у поздовжньому напрямку відповідно при подвійному бочкоутворенні (при осаджуванні заготовок із H0/D0>1,5); D’3 - розмір по середині висоти заготовки після осаджування у поздовжньому напрямку; D5-1 та D5-2 - розміри верхнього та нижнього торцевих виступів відповідно у поздовжньому напрямку; H’ - найменша відстань між випуклими подовженими плитами після осаджування (h’=h, де h розмір за Фіг.3); h’2 - відстань між максимумами верхнього та нижнього бочкоутворень, заміряна у поздовжньому напряму. Фіг.5 - Вид зверху профільованої заготовки, що осаджена випуклими подовженими плитами. 5 Істотність заміни плоских осаджувальних плит на випуклі подовжені плити для торцевого осаджування циліндричних заготовок полягає у реалізації корисної технологічної нерівномірності деформації видовження заготовки у напрямку, перпендикулярному вісі осаджувальних плит. Тобто при такій схемі деформування розміри заготовки у напрямках, перпендикулярних напрямку руху випуклої осаджувальної плити, збільшуються нерівномірно й заготовка набуває видовженої форми, яка є максимально наближеною до конфігурації штампувального рівчака поковки типа «пластина» із прогнозованою різницею подовжніх та поперечних розмірів. Менше видовження заготовки в напрямку вісі осаджувальної випуклої подовженої плити пов'язане із більшим опором, який зазнають частинки металу при русі вздовж інструменту, та навпаки, шлях металу в напрямку, що перпендикулярний вісі плити, менший, за шлях в напрямку вісі плити (в напрямку найбільшого розміру випуклої подовженої плити), а тому й опор в зазначеному напрямку менший, що сприяє керованому плину металу. Істотність визначення величин радіусів випуклих подовжених плит на рівні 0,5-2,5 значень початкового діаметру заготовки полягає в обґрунтуванні доцільного діапазону використання ефекту розширення заготовки при деформації. При значеннях радіусів випуклих видовжених плит менших за 0,5 діаметра початкової циліндричної заготовки відбуваються переважно процеси, близькі до прошивання або занурення твердого індентора в пластичне тіло без потрібного розширення заготовки у напрямку, поперечному вісі плит, що не буде мати суттєвого впливу на подальшу формозміну. Осаджування циліндричних заготовок випуклими подовженими плитами із радіусом більшим 2,5 діаметра початкової заготовки також не дає потрібного ефекту розширення у поперечному напрямку, що пов'язане із близькістю процесу до осаджування плоскими плитами і порівняно не великою різницею плину металу у поперечному та поздовжньому напрямках. Крім того, збільшення величини радіуса плити, що осаджує, зменшує корисний простір робочого простору. Торцеве осаджування до невеликих ступенів деформації (менших 20%) спрямоване здебільше на збивання окалини та запобігання її заштамповуванню в тіло поковки. Деформація випуклими плитами до ступенів осадки менше 20% не супроводжується бажаним формоутворенням заготовки, не відбувається оформлення торцевих заглиблень потрібних розмірів, що не буде мати потрібний вплив на подальшу формозміну. Осаджування до великих ступенів деформації сприяє перемішуванню волокон металу, покращує механічні та експлуатаційні властивості кінцевих виробів. Але осаджування випуклими подовженими плитами до ступенів осадки вище 50% супроводжується суттєвим зростанням потрібного зусилля операції, появою напружень, що розтягують, у вісьовій зоні поковки, та великих деформацій розтягу на бічній поверхні, що сприяє порушенню цілісності матеріалу. Основною перевагою способу використання випуклих подовжених плит для торцевого осаджу 44484 6 вання циліндричних заготовок попереду оформлення поковок плит є зменшення нерівномірності деформації у вигляді більш інтенсивного поздовжнього плину металу та виключення появи «язиків» зайвого металу. При подальшому після профілюючого осаджування деформуванні плоскими штампами в торці із заглибленнями, тобто після стискання заготовки без кантування у плоских плитах, відбувається розгладжування торцевих нерівностей із формуванням приторцевого набирання металу, коли площа поперечного перерізу заготовки у при торцевих зонах більше площі поперечного перерізу заготовки посередині її висоти. За рахунок такої форми напівфабрикату його подальше деформування із інтенсивним серединним поздовжнім плином металу відбувається із вирівнюванням технологічної нерівномірності деформації, наближаючи конфігурацію до форми поковок типа «пластина». Досягнення такого самого ефекту вирівнювання технологічної нерівномірності деформації за рахунок компенсації інтенсивного вісьового поздовжнього плину металу при деформуванні напівфабрикату у штампах можливо при кантуванні заготовки на 90° після осаджування випуклими подовженими плитами, коли торцеві нерівності орієнтуються у напрямку плину. Виїмки, що утворені профілюючими випуклими плитами, приводять до того, що площа поперечного вісьового перерізу менша за площу перерізу заготовки біля бічної поверхні. Крім того, осадка випуклими подовженими плитами заготовок із відношенням висоти до діаметру більше 1,5 супроводжується ефектом інтенсивного подвійного бочкоутворення із приторцевими стовщеннями та порівняно меншою площею поперечного перерізу по середині висоти заготовки. Тому проведення кантування таких заготовок сприяє вирівнюванню технологічної деформації не лише в поздовжньому, а й в поперечному напрямках, що зменшує витрати металу на поковку. В лабораторних умовах (лабораторія кафедри ковальсько-штампувального виробництва Приазовського державного технічного університету) було проведено ряд експериментів по осаджуванню циліндричних заготовок випуклими подовженими плитами. Були осаджені циліндричні заготовки із свинцю, що прийнятно моделює середньовуглецеву сталь при гарячій деформації. Діаметр заготовок складав D0=40мм, а вихідні висоти складали Н0=40; 60 та 80мм, що відповідає відношенням H0/D0=1,0; 1,5 та 2,0. Радіуси подовжених осаджувальних плит складали R=16; 20; 40; 100 та 108мм, що відповідає відношенням R/D0=0,4; 0,5; 1,0; 2,5 та 2,7 відповідно. Проводили ступінчасте осаджування із дрібністю осадки ε =5% із замірюванням геометричних показників за Фіг.3 та Фіг.4. Основною характеристикою видовження осадженої заготовки у поперечному напрямку (перпендикулярно вісі випуклих подовжених плит) є показник D3/D’3 за яким можна прогнозувати різницю поздовжніх та поперечних розмірів. Деякі результати (пропущені проміжні результати осаджування плитами із радіусом 40мм, тобто R/D0=1,0), що 7 44484 відбивають позитивний вплив наближення форми профільованих заготовок до конфігурації поковок 8 видовжених пластин після осаджування випуклим подовженим інструментом, наведені у таблиці. Таблиця Експериментальна залежність видовження D3/D’3, тобто нерівномірності поперечної та поздовжньої деформації, профільованої заготовки від ступенів осаджування ( ε ), відносної висоти заготовки (H0/D0) та відносного радіусу (R/D0) випуклих подовжених плит ε,% 15% 20% 50% 55% 15% 20% 50% 55% 15% 20% 50% 55% 15% 20% 50% 55% H0/D0=1,0 (H0=40MM) H0/D0=1,5 (H0=60MM) R/D0=0,4 (R=16мм, D0=40мм) 1,040 1,038 1,057 1,055 1,160 1,150 1,161 1,150 R/D0=0,5 (R=20мм, D0=40мм) 1,042 1,040 1,059 1,056 1,160 1,151 1,162 1,153 R/D0=2,5 (R=100мм, D0=40мм) 1,006 1,007 1,013 1,013 1,058 1,050 1,060 1,052 R/D0=2,7 (R=108мм, D0=40мм) 1,004 1,006 1,012 1,012 1,040 1,032 1,042 1,035 Із вищенаведеної таблиці видно, що набування відносної нерівномірності поздовжньої та поперечної деформації D3/D’3 найкраще проявляється у межах R/D0=0,5-2,5. При цьому зменшення R/D0 до 0,4 викликає зменшення приросту D3/D’3 для всіх використаних H0/D0 при всіх ступінях осаджування ε . При збільшенні відношення R/D0 відбувається уповільнене зменшення величини D3/D’3, причому при значеннях R/D0 більше 2,5 відзнака нерівномірності поздовжньої та поперечної деформації стає не суттєвою із значним уповільненням приросту D3/D’3, що дає підстави для висновку про недоцільність використання випуклих поздовжніх плит із R/D0 >2,5. Крім того, використання ступенів осаджування ε >50% та ε
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of punching plate forgings
Автори англійськоюKukhar Volodymyr Valentynovych, Burko Vadym Anatoliiovych, Lavrentik Olha Oleksandrivna, Dubinina Anastasia Volodymyrivna
Назва патенту російськоюСпособ штамповки поковок пластин
Автори російськоюКухар Владимир Валентинович, Бурко Вадим Анатольевич, Лаврентик Ольга Александровна, Дубинина Анастасия Владимировна
МПК / Мітки
Мітки: штампування, поковок, спосіб, пластин
Код посилання
<a href="https://ua.patents.su/5-44484-sposib-shtampuvannya-pokovok-plastin.html" target="_blank" rel="follow" title="База патентів України">Спосіб штампування поковок пластин</a>
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Соколов Лев Миколайович, Кузнєцов Микола Миколайович, Михайленко Борис Омелянович
МПК: B21J 1/04
Мітки: поковок, виготовлення, пластин, типу, спосіб
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
Спосіб виготовлення поковок типу плит та пластин
Номер патенту: 7481
Опубліковано: 15.06.2005
Автори: Соколов Лев Миколайович, Корчак Олена Сергіївна, Роганов Лев Леонідович, Марков Олег Євгенійович, Роганов Максим Львович
МПК: B21J 1/04
Мітки: пластин, плит, спосіб, поковок, типу, виготовлення
Формула / Реферат:
Спосіб виготовлення поковок типу плит та пластин шляхом протягання круглого білета в бойках з кутом робочих поверхонь 90-120°, який відрізняється тим, що циліндрична заготовка обтискається в опуклих бойках та V-подібній підпружиненій вставці до висоти , де - діаметр заготовки (білета), Нn - висота поковки...
Спосіб виготовлення поковок типу пластин
Номер патенту: 58730
Опубліковано: 15.08.2003
Автори: Михайленко Борис Омелянович, Марков Олег Євгенович, Соколов Лев Миколайович, Близнюк Сергій Анатолійович, Алієв Іграмотдін Серажутдінович
МПК: B21J 1/04
Мітки: спосіб, виготовлення, типу, пластин, поковок
Формула / Реферат:
Спосіб виготовлення поковок типу пластин, що здійснюється шляхом протяжки круглого білета в комбінованих бойках, один із яких - вирізний, інший - опуклий, з кутом робочих поверхонь 90-120°, який відрізняється тим, що білет протягають на V-подібний профіль, з товщиною полиці H1 = (D – Hп)/2, де D - діаметр білета, Hп - висота пластини, і радіусами округлення кутів робочих поверхонь нижнього і верхнього бойків, що дорівнюють Rн...
Інструмент для виготовлення поковок типу пластин
Номер патенту: 10521
Опубліковано: 15.11.2005
Автори: Марков Олег Євгенійович, Цвєткова Євгенія Олександрівна, Алієв Іграмотдін Серажутдінович
МПК: B21J 1/04
Мітки: виготовлення, інструмент, пластин, типу, поковок
Формула / Реферат:
Інструмент для виготовлення поковок типу пластин - комбіновані бойки, один з яких - вирізний, інший - опуклий, який відрізняється тим, що кут робочої поверхні опуклого бойка становить 120°, а вирізного - 135°.
Спосіб виготовлення поковок типу пластин
Номер патенту: 14312
Опубліковано: 15.05.2006
Автори: Цвєткова Євгенія Олександрівна, Марков Олег Євгенійович, Алієв Іграмотдін Серажутдінович
МПК: B21J 1/04
Мітки: спосіб, поковок, виготовлення, типу, пластин
Формула / Реферат:
Спосіб виготовлення поковок типу пластин, що здійснюється шляхом деформування циліндричної заготовки в комбінованих бойках, який відрізняється тим, що деформування циліндричної заготовки відбувається верхнім опуклим бойком з кутом вирізу 135° та нижнім - плоским з проміжним кантуванням напівфабрикату на 180°.
Попередній патент: Силовий агрегат осадчого
Наступний патент: Чаша шлаковоза
Випадковий патент: Пристрій для змішування рідких напівфабрикатів