Інструмент для виготовлення поковок типу пластин
Номер патенту: 10521
Опубліковано: 15.11.2005
Автори: Алієв Іграмотдін Серажутдінович, Марков Олег Євгенійович, Цвєткова Євгенія Олександрівна
Формула / Реферат
Інструмент для виготовлення поковок типу пластин - комбіновані бойки, один з яких - вирізний, інший - опуклий, який відрізняється тим, що кут робочої поверхні опуклого бойка становить 120°, а вирізного - 135°.
Текст
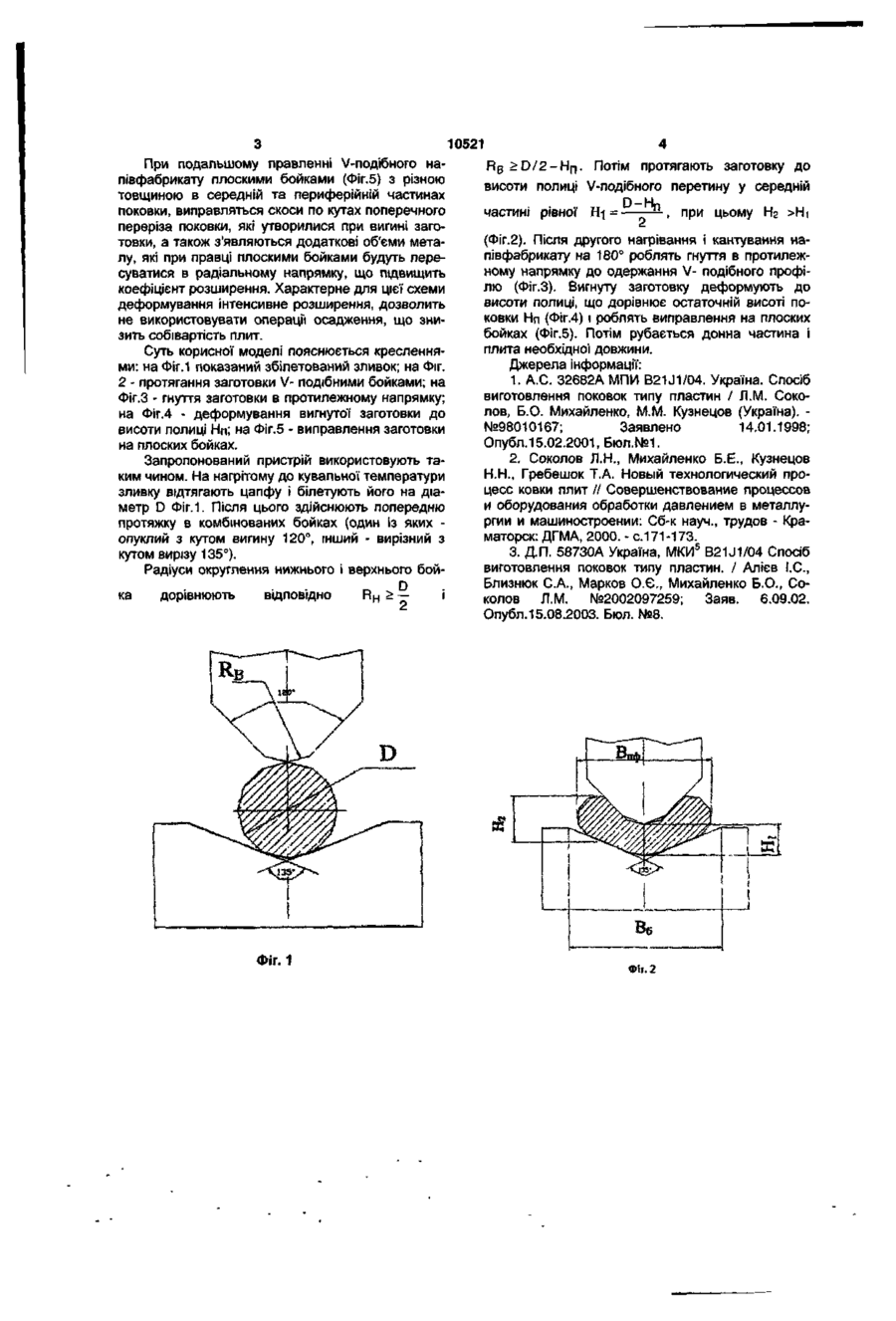
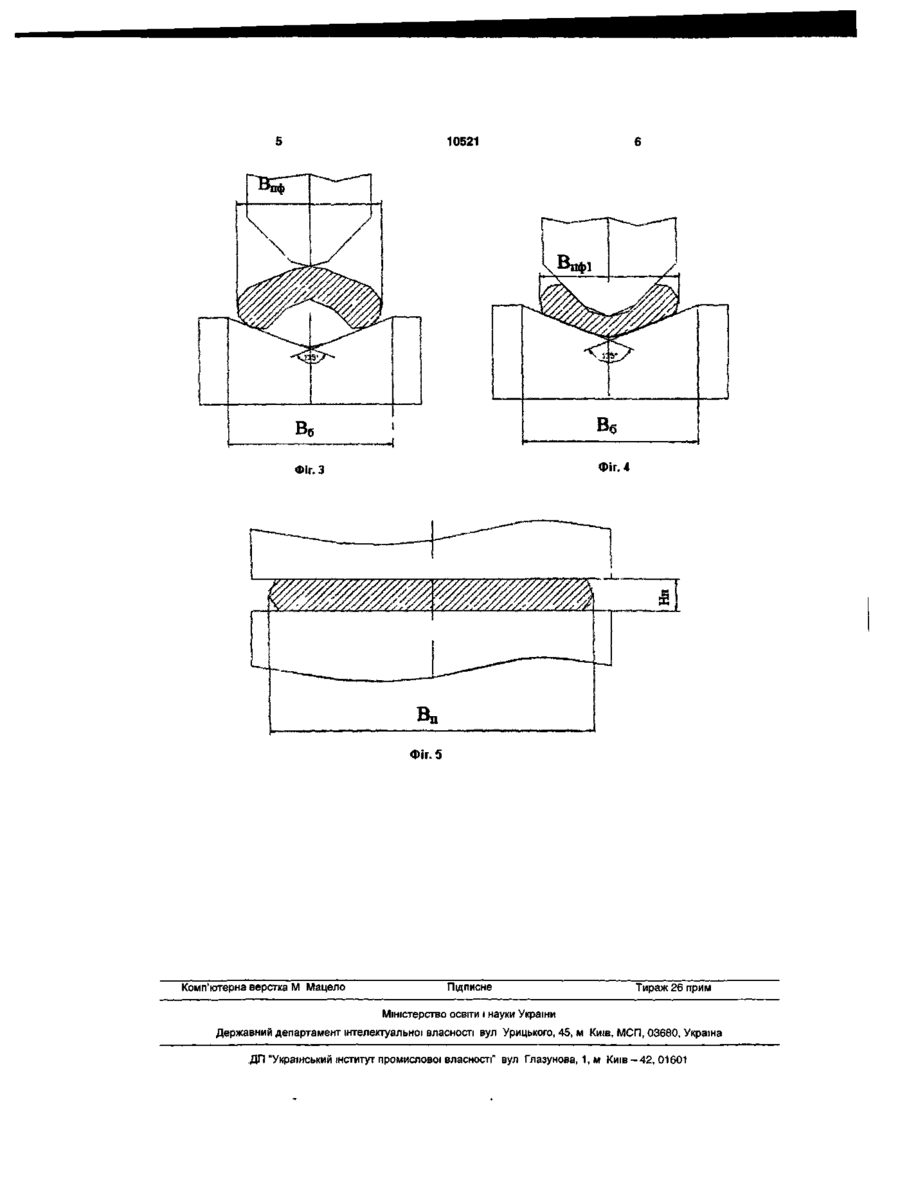
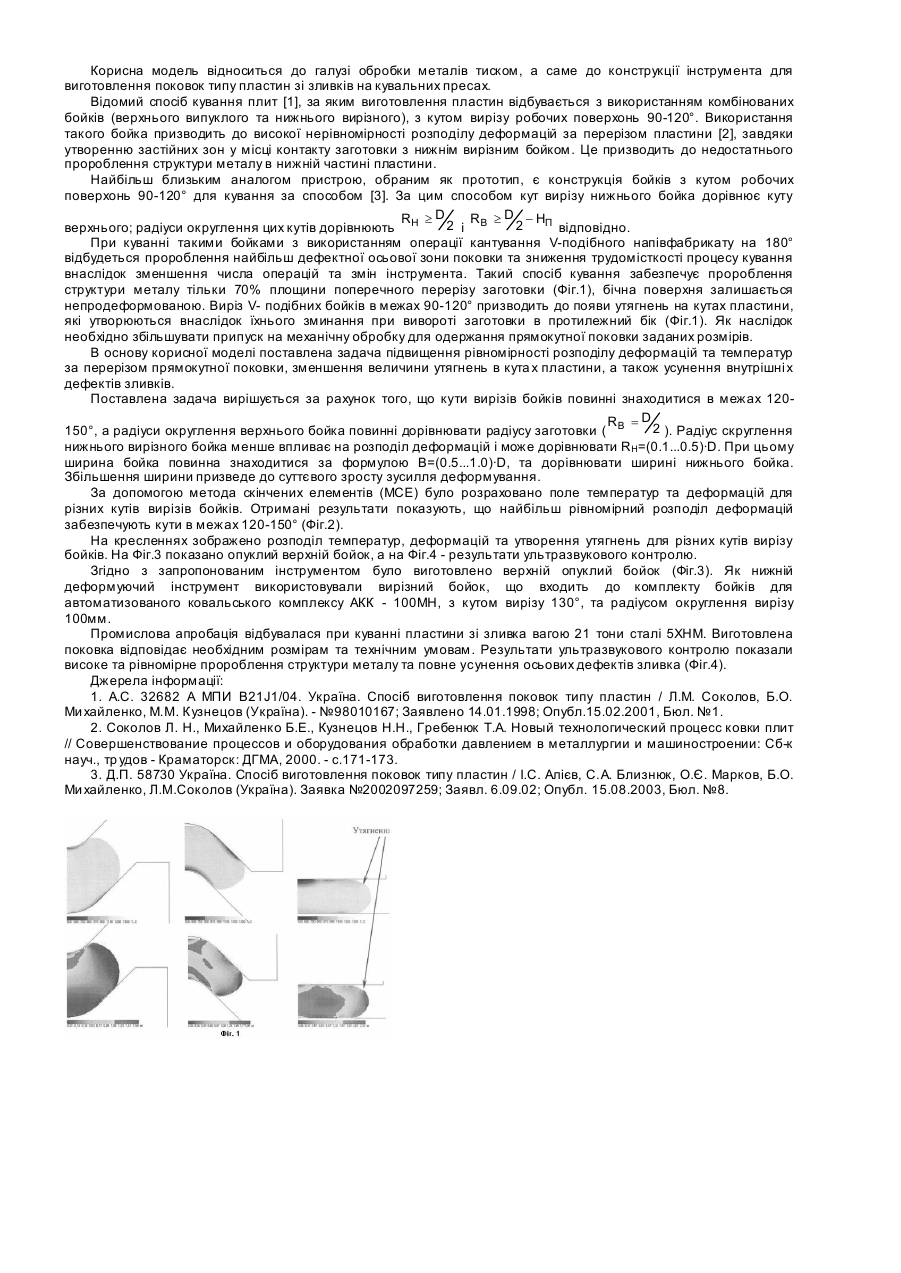
Інструмент для виготовлення поковок типу пластин - комбіновані бойки, один з яких - вирізний, інший - опуклий, який відрізняється тим, що кут робочої поверхні опуклого бойка становить 120°, а вирізного -135°. Корисна модель відноситися до галузі техніки, а саме до обробки металів тиском і може бути використана для виготовлення поковок типу пластин зі зливків на ковальських пресах. Відомий інструмент для виготовлення плит [1], шляхом деформування круглого білета в комбінованих бойках, один з яких вирізний, інший опуклий, з кутом робочих поверхонь 90-120°. Товщина полиці отриманої заготовки складає 1,1-1,2 товщини готової поковки. Після цього роблять виправлення й остаточне кування на плоских бойках. Для цього процесу характерне утворення застійних зон у місці контакту заготовки з нижнім вирізним бойком [2], що приводить до недостатнього пророблення литої структури. Відомий також інструмент для виготовлення поковок типу пластин [3], обраний як найближчий аналог, шляхом обтиснення циліндричної заготовки в комбінованих бойках, один з яких вирізний, інший опуклий, з кутом робочих поверхонь 90120°. Циліндрична заготовка деформується в комбінованих V-подібних бойках. Після цього роблять кантування на 180° V-подібної заготовки і деформування відбувається в зворотному напрямку. Остаточною операцією є виправлення поковки на плоских бойках. Після кантування заготовки і деформування її в протилежному напрямку відбувається утворення скосів по кутах поперечного переріза поковки, що знижує якість поверхні заготовки і потребує збільшення припусків на механічну обробку ПОКОВКИ. В основу корисної моделі поставлена задача підвищення коефіцієнта використання металу, збільшення коефіцієнта розширення при куванні V подібними бойками, зниження енерговитрат при куванні плит. Поставлена задача досягається тим, що циліндрична заготовка обжимається в V-подібних бойD—Н ках (Фіг.1) до висоти Н-) = - , д е D- діаметр заготовки (білета). Нп - висота поковки (пластини). При цьому кут вирізу нижнього бойка складає 135°, кут верхнього бойка-120°, радіуси округлення цих кутів дорівнюють R H > — і R B > D / 2 - H n відповідно. Після цього робиться кантування заготовки в комбінованих боках на 180° і деформування виробляється в зворотному напрямку до отримання Vподібного профілю в комбінованих бойках. Деформування проводять до висоти полиці в середній частині заготовки, що дорівнює висоті плити Нп і роблять остаточне виправлення на плоских бойках. При деформуванні заготовки в комбінованих бойках з різними кутами вигину, спостерігається різниця висот поковки Нг>Ні (Фіг.2). Це дає можливість при виправленні поковки на плоских бойках усунути скоси по кутах, що дозволить знизити припуск на механічну обробку, а також збільшити коефіцієнт розширення, зменшити зусилля деформування. При деформуванні V-подібними бойками з різним кутом вирізів відбувається розклинення металу в радіальному напрямку, що знижує зусилля деформування та збільшує коефіцієнт розширення, за рахунок зменшення сил тертя, порівняно з силами розклинювання (Фіг.2, 4). CM ю О) 10521 При подальшому правленні V-подібного наR B > D / 2 - H n . Потім протягають заготовку до півфабрикату плоскими бойками (Фіг.5) з різною висоти полиці V-подібного перетину у середній товщиною в середній та периферійній частинах D-Hn поковки, виправляться скоси по кутах поперечного при цьому Нг >Ні частині рівної H-j = переріза поковки, які утворилися при вигині заго(Фіг.2). Після другого нагрівання і кантування натовки, а також з'являються додаткові об'єми метапівфабрикату на 180° роблять гнуття в протилежлу, які при правці плоскими бойками будуть переному напрямку до одержання V- подібного профісуватися в радіальному напрямку, що підвищить лю (Фіг.З). Вигнуту заготовку деформують до коефіцієнт розширення. Характерне для цієї схеми висоти полиці, що дорівнює остаточній висоті подеформування інтенсивне розширення, дозволить ковки Нп (Фіг.4) і роблять виправлення на плоских не використовувати операції осадження, що знибойках (Фіг.5). Потім рубається донна частина і зить собівартість плит. плита необхідної довжини. Суть корисної моделі пояснюється кресленняДжерела інформації: ми: на Фіг.1 показаний збілетований зливок; на Фіг. 1. А.С. 32682А МПИ B21J1/04. Україна. Спосіб 2 - протягання заготовки V- подібними бойками; на виготовлення поковок типу пластин / Л.М. СокоФіг.З - гнуття заготовки в протилежному напрямку; лов, Б.О. Михайленко, М.М. Кузнецов (Україна). на Фіг.4 - деформування вигнутої заготовки до №98010167; Заявлено 14.01.1998; висоти полиці Нп; на Фіг.5 - виправлення заготовки Опубл. 15.02.2001, Бюл.№1. на плоских бойках. 2. Соколов Л.Н., Михайленко Б.Е., Кузнецов Запропонований пристрій використовують таН.Н., Гребешок Т.А. Новый технологический проким чином. На нагрітому до кувальної температури цесе ковки плит // Совершенствование процессов зливку відтягають цапфу і білетують його на діаи оборудования обработки давлением в металлуметр D Фіг.1. Після цього здійснюють попередню ргии и машиностроении: Сб-к науч., трудов - Крапротяжку в комбінованих бойках (один із яких маторск: ДГМА, 2000. - с. 171-173. опуклий з кутом вигину 120°, інший - вирізний з 3. Д.П. 58730А Україна, МКИ5 B21J1/04 Спосіб кутом вирізу 135°). виготовлення поковок типу пластин. / Алієв І.С., Радіуси округлення нижнього і верхнього бойБлизнюк С.А., Марков О.Є., Михайленко Б.О., Со> — I ка дорівнюють відповідно колов Л.М. №2002097259; Заяв. 6.09.02. Опубл. 15.08.2003. Бюл. №8. Фіг. 1 Фіг. 2 10521 Фіг. 4 Фіг. 5 Комп'ютерна верстка М Мацело Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності вул Урицького, 45, м Київ, МСП, 03680, Україна _ДП "Український інститут промислової власності" вул Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for production of forgings of the type of plates
Автори англійськоюAliiev Ihramotdin Serazhutdinovych, Markov Oleh Yevheniiovych
Назва патенту російськоюИнструмент для изготовления поковок типа пластин
Автори російськоюАлиев Играмотдин Серажутдинович, Марков Олег Евгеньевич
МПК / Мітки
МПК: B21J 1/04
Мітки: типу, пластин, інструмент, виготовлення, поковок
Код посилання
<a href="https://ua.patents.su/4-10521-instrument-dlya-vigotovlennya-pokovok-tipu-plastin.html" target="_blank" rel="follow" title="База патентів України">Інструмент для виготовлення поковок типу пластин</a>
Спосіб виготовлення поковок типу пластин
Номер патенту: 58730
Опубліковано: 15.08.2003
Автори: Соколов Лев Миколайович, Алієв Іграмотдін Серажутдінович, Близнюк Сергій Анатолійович, Михайленко Борис Омелянович, Марков Олег Євгенович
МПК: B21J 1/04
Мітки: виготовлення, поковок, спосіб, типу, пластин
Формула / Реферат:
Спосіб виготовлення поковок типу пластин, що здійснюється шляхом протяжки круглого білета в комбінованих бойках, один із яких - вирізний, інший - опуклий, з кутом робочих поверхонь 90-120°, який відрізняється тим, що білет протягають на V-подібний профіль, з товщиною полиці H1 = (D – Hп)/2, де D - діаметр білета, Hп - висота пластини, і радіусами округлення кутів робочих поверхонь нижнього і верхнього бойків, що дорівнюють Rн...
Спосіб виготовлення поковок типу плит та пластин
Номер патенту: 7481
Опубліковано: 15.06.2005
Автори: Корчак Олена Сергіївна, Роганов Максим Львович, Соколов Лев Миколайович, Роганов Лев Леонідович, Марков Олег Євгенійович
МПК: B21J 1/04
Мітки: типу, виготовлення, пластин, поковок, спосіб, плит
Формула / Реферат:
Спосіб виготовлення поковок типу плит та пластин шляхом протягання круглого білета в бойках з кутом робочих поверхонь 90-120°, який відрізняється тим, що циліндрична заготовка обтискається в опуклих бойках та V-подібній підпружиненій вставці до висоти , де - діаметр заготовки (білета), Нn - висота поковки...
Спосіб виготовлення поковок типу пластин

Номер патенту: 32682
Опубліковано: 15.02.2001
Автори: Михайленко Борис Омелянович, Соколов Лев Миколайович, Кузнєцов Микола Миколайович
МПК: B21J 1/04
Мітки: спосіб, пластин, поковок, виготовлення, типу
Текст:
...розтяжних переважно, та може напружень. у викликати Обтяжка поперечному тріщини вузьким з-за бойком після кантування на 180° малоефективно з точки зору проробки металу у осьовій зоні з-за обмеженого контакту заготовки з інструментом, так як в цьому випадку деформація металу проходить, переважно, у периферийних зонах розтину поковки. В основу винаходу «Спосіб виготовлення поковок типу пластин» поставлено задачу виготовлення ...
Ковальський інструмент для кування поковок типу пластин
Номер патенту: 8571
Опубліковано: 15.08.2005
Автори: Марков Олег Євгенійович, Маркова Марина Олександрівна, Алієв Іграмотдін Серажутдінович, Янчук Світлана Валентинівна
МПК: B21J 13/02
Мітки: пластин, типу, кування, поковок, інструмент, ковальський
Формула / Реферат:
Ковальський інструмент для кування поковок типу пластин, що містить нижній вирізний та верхній опуклий бойки, який відрізняється тим, що кут вирізу бойків становить 120-150°, радіуси округлення верхнього бойка повинні дорівнювати радіусу заготовки (), а ширина верхнього бойка дорівнює ширині нижнього та складає В = (0.5...1.0)·D.
Спосіб виготовлення виковків типу пластин
Номер патенту: 55015
Опубліковано: 17.03.2003
Автори: Лиманський Олександр Вадимович, Шабанов Володимир Борисович, Станков Юрій Миколаєвич, Олешко Віктор Михайлович, Кальченко Петро Павлович
МПК: B21J 1/04
Мітки: пластин, типу, спосіб, виготовлення, виковків
Формула / Реферат:
1. Спосіб виготовлення виковків типу пластин, який включає попереднє деформування зливка шляхом його обтиснення з розкриванням осьової зони і наступне розплющування розкритої поверхні, а також попереднє обтиснення комбінованими бойками, із яких нижній - вирізний, з формуванням на спрямованій до цього бойка поверхні виковка виступу, і остаточне обтиснення для вдавлювання зазначеного виступу в тіло виковка до одержання пластини заданих...
Попередній патент: Спосіб виготовлення покритих електродів
Наступний патент: Спосіб одержання аніліну
Випадковий патент: Добавка дієтична "екстракт личинок воскової молі "галерія мелонелла"