Спосіб неруйнівної діагностики лопаток газотурбінних авіадвигунів
Номер патенту: 44499
Опубліковано: 12.10.2009
Автори: Олійник Олексій Олександрович, Субботін Сергій Олександрович

Формула / Реферат
Спосіб неруйнівної діагностики лопаток газотурбінних авіадвигунів, який полягає в тому, що для визначення класу лопаток вимірюють значення найбільш важливих ознак лопаток, використовують залежності між коефіцієнтом зміцнення та ознаками для визначення значення коефіцієнта зміцнення, на основі якого приймають рішення про клас лопаток, який відрізняється тим, що з повного набору ознак вибирають ознаки, які характеризуються найбільшою груповою значимістю для діагностики лопаток газотурбінних авіадвигунів, для чого спочатку для зразків лопаток вимірюють значення заданого набору ознак, виконують зміцнення лопаток алмазним вигладжуванням, за результатами випробувань визначають коефіцієнт зміцнення для кожного зразка, після чого масив отриманих даних про значення ознак та коефіцієнта зміцнення заносять до регістрів ЕОМ, де виконують їх перетворення шляхом направленого пріоритетного вибору та визначають найбільш важливу комбінацію ознак та залежність між коефіцієнтом зміцнення та найбільш важливими ознаками, після чого для лопаток, що не проходили випробування, вимірюють значення відібраних діагностичних ознак, далі на основі залежності коефіцієнта зміцнення від ознак визначають його значення та клас лопатки, який визначає доцільність виконання зміцнення відповідної лопатки.
Текст
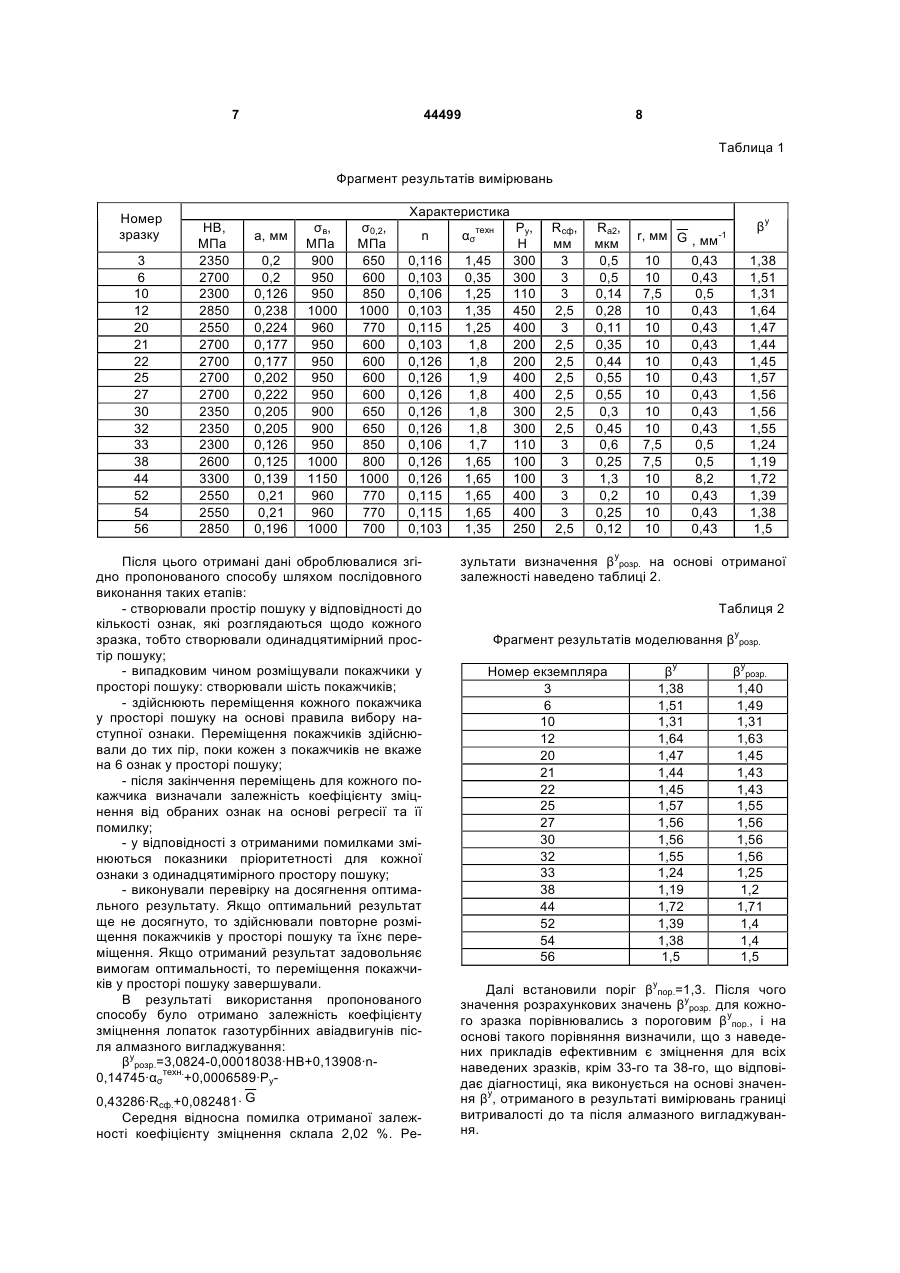
Спосіб неруйнівної діагностики лопаток газотурбінних авіадвигунів, який полягає в тому, що для визначення класу лопаток вимірюють значення найбільш важливих ознак лопаток, використовують залежності між коефіцієнтом зміцнення та ознаками для визначення значення коефіцієнта зміцнення, на основі якого приймають рішення про клас лопаток, який відрізняється тим, що з повного набору ознак вибирають ознаки, які характеризуються найбільшою груповою значимістю для 3 параметром можуть не віднести її до інформативних. Відомий спосіб діагностики зі скороченням діагностичної інформації [2], прийнятий за прототип, який полягає в тому, що після вимірювання значень діагностичних ознак лопаток, границі витривалості до зміцнення алмазним вигладжуванням, границі витривалості після зміцнення алмазним вигладжуванням та розрахунку коефіцієнту зміцнення для виділення найбільш важливих ознак використовують отриману вибірку значень ознак та відповідних ним значень коефіцієнту зміцнення лопаток газотурбінних авіадвигунів, формують усі можливі комбінації ознак, для кожної комбінації обчислюють діагностичну вагу реалізації комбінації ознак з урахуванням статистичних показників реалізацій ознак та як результат приймають комбінацію ознак, що має найбільше значення діагностичної ваги. Далі для визначення коефіцієнту зміцнення лопаток, що знаходяться в експлуатації, використовують отриману залежність коефіцієнту зміцнення від найбільш важливих ознак. На основі розрахованого значення коефіцієнту зміцнення лопатки визначають доцільність проведення зміцнення для даної лопатки. Недоліками відомого способу є те, що: при великій кількості ознак спосіб є практично неприйнятним, оскільки вимагає повного перебору 2Т-1 комбінацій ознак, де Т - кількість ознак у початковому наборі; у способі не враховуються особливості методів побудови та властивості діагностичних моделей; визначення статистичних показників реалізацій ознак вимагає досить великих обсягів вибірки, що є неможливим або неприйнятним у більшості практичних випадків. В основу винаходу поставлене завдання зменшення часу діагностики лопаток авіадвигунів на придатність до зміцнення, мінімізації вимог до обчислювальної техніки, що реалізує спосіб, та підвищення надійності процесу діагностики. Поставлене завдання вирішується тим, що у способі неруйнівної діагностики лопаток газотурбінних авіадвигунів для визначення класу лопаток вимірюють значення найбільш важливих ознак лопаток, використовують залежності між коефіцієнтом зміцнення та ознаками для визначення значення коефіцієнту зміцнення, на основі якого приймають рішення про клас лопаток, причому з повного набору ознак вибирають ознаки, які характеризуються найбільшою груповою значимістю для діагностики лопаток газотурбінних авіадвигунів, для чого спочатку для зразків лопаток вимірюють значення заданого набору ознак, виконують зміцнення лопаток алмазним вигладжуванням, за результатами випробувань визначають коефіцієнт зміцнення для кожного зразка, після чого масив отриманих даних про значення ознак та коефіцієнту зміцнення заносять до регістрів ЕОМ, де виконують їх перетворення шляхом направленого пріоритетного вибору та визначають найбільш важливу комбінацію ознак та залежність між коефіцієнтом зміцнення та найбільш важливими ознаками, після чого для лопаток, що не проходили випробування, вимірюють значення відібраних діагностичних ознак, далі на основі залежності 44499 4 коефіцієнту зміцнення від ознак визначають його значення та клас лопатки, який визначає доцільність виконання зміцнення відповідної лопатки. У порівнянні з прототипом відмінними ознаками є: врахування при формуванні нових залежностей на поточному етапі даних про значимість ознак, що була отримана на попередніх етапах пошуку найбільш важливих ознак, введення імовірнісних показників у процес пошуку найбільш важливих ознак з метою виключення можливості вибору гіршого набору ознак, врахування особливостей та властивостей методів діагностики при оцінюванні інформативності характеристик, використання у процесі роботи невеликої множини поточних рішень. Це дозволяє зменшити розмірність комбінаторного простору пошуку та, відповідно, кількість ознак лопаток при діагностиці та вимірювань у процесі діагностики їх придатності, прискорити процес знаходження найбільш інформативної комбінації ознак, підвищити швидкість діагностики лопаток газотурбінних авіадвигунів та спростити діагностику, а також суттєво зменшити вимоги до ресурсів ЕОМ, таких, як використовувана оперативна пам'ять та обчислювальна потужність. У технічному рішенні, що заявляється, нові ознаки при взаємодії з відомими дають новий технічний результат, що дозволяє вирішити поставлене завдання. Таким чином, у порівнянні з прототипом запропоноване технічне рішення містить вищевказані істотні ознаки і, отже, відповідає вимозі „новизна". Ознаки, які відрізняють від прототипу технічне рішення, що заявляється, не виявлені в інших технічних рішеннях при вивченні цієї галузі техніки і, отже, забезпечують рішенню, що заявляється, відповідність критерію „винахідницький рівень". Неруйнівну діагностику лопаток газотурбінних авіадвигунів здійснюють у такий спосіб. Задають партію лопаток, характеристики яких будуть досліджуватися. Для кожної лопатки з заданої партії вимірюють такі характеристики: твердість матеріалу, НВ, МПа; піввісь еліпсу дотику в зоні пружного контакту, а, мм; границю міцності, σв, МПа; границю текучості матеріалу, σ0,2, МПа; показник деформаційного зміцнення, n; теоретичний коефіцієнт концентрації напруг внаслідок обробки, ασтехн; силу вигладжування, Ру, Н; радіус сфери алмазного інструменту, Rсф, мм, параметр шорсткості після вигладжування деталі, Ra2, мкм; радіус округлення надрізу, r, мм; відносний градієнт першої основної напруги, G , мм-1. Виконують алмазне вигладжування лопаток інструментами з радіусами сфери від 0,8 до 3 мм. При цьому використовують матеріал із твердістю у межах НВ = 2350-3300 МПа, границею міцності σв=950-1150 МПа, границею текучості σ0,2=6001000 МПа, показником деформаційного зміцнення n=0,103-0,131, силою вигладжування Ру=100-500 Н, подача s=0,03-0,16 мм/об., відносним градієн-1 том першої основної напруги G =0,43-2,51 мм , 5 для гладких зразків: G =0,5 мм-1 (d=7,5 мм та r=10 мм). Після цього виконують випробування зразків на втому на електромагнітній установці у режимі резонансних коливань (v=310-320 Гц) при плоскому знакозмінному вигині консольно закріпленого зразку та при чистому вигині з обертом на машині МВП-10000 (v=50 Гц). Розраховують коефіцієнт зміцнення βу як відношення границь витривалості лопатки після та до зміцнення: βy=σy-1/σ-1. Далі результати вимірювань заносять у пам'ять ЕОМ у вигляді масиву даних, на основі якого визначають покажчики у просторі пошуку. Покажчики рівномірно розподіляють випадковим чином у просторі ознак. Далі виконують переміщення покажчиків у просторі пошуку. При переміщенні для вибору наступної ознаки використовують наступне правило: τ(k ) P= j , n j ∑ τ (i) + τ(k ) i де Р - значимість для j-гo покажчика ознаки k по відношенню з іншими ознаками; при цьому j-ий покажчик ще не вказував на nj ознак; τ(і) - показник пріоритетності і-ої ознаки-кандидата. Покажчик може вказувати тільки на ознаки, на котрі він ще не вказував. На основі ознак, на які вказував покажчик під час переміщення, визначають залежність коефіцієнту зміцнення від сформованого набору ознак. Для цього послідовність номерів ознак-кандидатів у просторі пошуку, на які вказував покажчик, переводять в послідовність бітів регістрів: Hj=: ⎧0, i ∉ Lj, ⎪ ai = ⎨ ⎪1, i ∈ Lj, ⎩ де ai - і-ий біт; і - номер ознаки простору пошуку; Lj - послідовність ознаки-кандидатів, на які вказував j-ий покажчик. На основі отриманої послідовності бітів та отриманих даних про значення ознак та коефіцієнту зміцнення лопаток формують новий набір ознак, до якого включають тільки ті ознаки, індекси яких встановлені в бітовій послідовності. Після цього будують залежність коефіцієнту зміцнення лопаток від сформованого набору ознак, наприклад, на основі лінійної регресії та методу найменших квадратів або на основі багатовимірної оптимізації параметрів поліному нелінійної регресії [1]. Далі для сформованої залежності визначають придатність, для чого визначають її відповідність до отриманих даних. Після формування залежності визначають, на скільки має змінитися показник пріоритетності ознак, на які вказували покажчики. Потім відповідно збільшують показники пріоритетності кожної ознак-кандидата простору пошуку, на які вказували покажчики. Q , ∆τ(j) = εj 44499 6 де ∆τ(j) - різниця, на яку збільшують показник пріоритетності усіх ознак-кандидатів, на які вказував j-ий покажчик у просторі пошуку; Q - параметр, що знижує ступінь впливу помилки моделі εj, побудованої на основі ознак, що входять до списку ознак, на які вказував j-ий покажчик. Далі до всіх ознак простору пошуку застосовують процедуру зменшення показника пріоритетності, щоб поступового видалити кандидати, котрі входять в гірші комбінації. τj(i)=∆τ(j)+(τj(i)·p), де р - коефіцієнт показника пріоритетності ознаки. Після того, як переміщення покажчиків у просторі пошуку завершують, ознаки-кандидати простору пошуку оновлюють у відповідності з придатністю моделі, отриманої на основі відповідного списку переміщення, та зменшують показник пріоритетності всіх ознак-кандидатів простору пошуку. Виконують перевірку на завершення відбору набору ознак. Для цього визначають, чи досягнуто задану кількість переміщень або перевіряють на досягнення моменту, коли на протязі декількох переміщень покажчиків не було відмічено змін у виборі найкращої комбінації ознак-кандидатів простору пошуку. Якщо перевірка була успішною, то переміщення покажчиків у просторі пошуку завершують, в іншому випадку - виконують повторний запуск покажчиків. Використання пропонованого способу дозволяє отримати комбінацію найбільш інформативних ознак, на основі яких визначається залежність коефіцієнту зміцнення лопаток авіадвигунів для їх діагностики. Далі встановлюють поріг для коефіцієнту зміцнення лопаток газотурбінних авіадвигунів, у відповідності до якого виконують діагностику лопаток газотурбінних авіадвигунів. Після цього беруть наступний зразок та вимірюють для нього ознаки, які були визначені як найбільш значимі. На основі отриманих значень ознак розраховують коефіцієнт зміцнення відповідної лопатки, для чого використовують отриману залежність коефіцієнту зміцнення від ознак, що відібрані як найбільш значимі. Далі отримане значення коефіцієнту зміцнення порівнюється з встановленим пороговим значенням, і якщо значення коефіцієнту зміцнення для даної лопатки є більшим за порогове значення, то приймається рішення, що виконання зміцнення до даної лопатки є ефективним, у протилежному випадку - приймається рішення, що зміцнення для даної лопатки не ефективне. На основі запропонованого способу здійснювали діагностику лопаток газотурбінних авіадвигунів після алмазного вигладжування [3]. Розглядали 56 зразків. Брали кожен із 56 зразків і для нього вимірювали ознаки та коефіцієнт зміцнення βу після алмазного вигладжування за допомогою вказаних інструментів. Фрагмент результатів вимірювань наведено в таблиці 1. 7 44499 8 Таблица 1 Фрагмент результатів вимірювань Номер зразку 3 6 10 12 20 21 22 25 27 30 32 33 38 44 52 54 56 Характеристика НВ, МПа 2350 2700 2300 2850 2550 2700 2700 2700 2700 2350 2350 2300 2600 3300 2550 2550 2850 а, мм 0,2 0,2 0,126 0,238 0,224 0,177 0,177 0,202 0,222 0,205 0,205 0,126 0,125 0,139 0,21 0,21 0,196 σв, МПа 900 950 950 1000 960 950 950 950 950 900 900 950 1000 1150 960 960 1000 σ0,2, МПа 650 600 850 1000 770 600 600 600 600 650 650 850 800 1000 770 770 700 n ασтехн 0,116 0,103 0,106 0,103 0,115 0,103 0,126 0,126 0,126 0,126 0,126 0,106 0,126 0,126 0,115 0,115 0,103 1,45 0,35 1,25 1,35 1,25 1,8 1,8 1,9 1,8 1,8 1,8 1,7 1,65 1,65 1,65 1,65 1,35 Після цього отримані дані оброблювалися згідно пропонованого способу шляхом послідовного виконання таких етапів: - створювали простір пошуку у відповідності до кількості ознак, які розглядаються щодо кожного зразка, тобто створювали одинадцятимірний простір пошуку; - випадковим чином розміщували покажчики у просторі пошуку: створювали шість покажчиків; - здійснюють переміщення кожного покажчика у просторі пошуку на основі правила вибору наступної ознаки. Переміщення покажчиків здійснювали до тих пір, поки кожен з покажчиків не вкаже на 6 ознак у просторі пошуку; - після закінчення переміщень для кожного покажчика визначали залежність коефіцієнту зміцнення від обраних ознак на основі регресії та її помилку; - у відповідності з отриманими помилками змінюються показники пріоритетності для кожної ознаки з одинадцятимірного простору пошуку; - виконували перевірку на досягнення оптимального результату. Якщо оптимальний результат ще не досягнуто, то здійснювали повторне розміщення покажчиків у просторі пошуку та їхнє переміщення. Якщо отриманий результат задовольняє вимогам оптимальності, то переміщення покажчиків у просторі пошуку завершували. В результаті використання пропонованого способу було отримано залежність коефіцієнту зміцнення лопаток газотурбінних авіадвигунів після алмазного вигладжування: βурозр.=3,0824-0,00018038·НВ+0,13908·n0,14745·ασтехн.+0,0006589·Ру0,43286·Rсф.+0,082481· G Середня відносна помилка отриманої залежності коефіцієнту зміцнення склала 2,02 %. Ре Py, Н 300 300 110 450 400 200 200 400 400 300 300 110 100 100 400 400 250 Rсф, мм 3 3 3 2,5 3 2,5 2,5 2,5 2,5 2,5 2,5 3 3 3 3 3 2,5 Ra2, мкм 0,5 0,5 0,14 0,28 0,11 0,35 0,44 0,55 0,55 0,3 0,45 0,6 0,25 1,3 0,2 0,25 0,12 r, мм G , мм-1 10 0,43 10 0,43 7,5 0,5 10 0,43 10 0,43 10 0,43 10 0,43 10 0,43 10 0,43 10 0,43 10 0,43 7,5 0,5 7,5 0,5 10 8,2 10 0,43 10 0,43 10 0,43 βy 1,38 1,51 1,31 1,64 1,47 1,44 1,45 1,57 1,56 1,56 1,55 1,24 1,19 1,72 1,39 1,38 1,5 зультати визначення βурозр. на основі отриманої залежності наведено таблиці 2. Таблиця 2 Фрагмент результатів моделювання βурозр. Номер екземпляра 3 6 10 12 20 21 22 25 27 30 32 33 38 44 52 54 56 βу 1,38 1,51 1,31 1,64 1,47 1,44 1,45 1,57 1,56 1,56 1,55 1,24 1,19 1,72 1,39 1,38 1,5 βурозр. 1,40 1,49 1,31 1,63 1,45 1,43 1,43 1,55 1,56 1,56 1,56 1,25 1,2 1,71 1,4 1,4 1,5 Далі встановили поріг βупор.=1,3. Після чого значення розрахункових значень βурозр. для кожного зразка порівнювались з пороговим βупор., і на основі такого порівняння визначили, що з наведених прикладів ефективним є зміцнення для всіх наведених зразків, крім 33-го та 38-го, що відповідає діагностиці, яка виконується на основі значення βу, отриманого в результаті вимірювань границі витривалості до та після алмазного вигладжування. 9 44499 В результаті застосування запропонованого способу було зменшено кількість ознак, що вимірюються при діагностиці лопаток газотурбінних авіадвигунів. Тобто при використанні даного способу для діагностики лопаток газотурбінних авіадвигунів після алмазного вигладжування треба використовувати лише 6 характеристик, замість початкових 11, що є більш економічно вигідно, оскільки це дозволяє не виконувати зайвих вимірювань. Використання для відбору інформативних ознак прототипу [2] вимагало генерації 211-1=2047 бінарних комбінацій характеристик та оцінювання для кожної комбінації діагностичних ваг, що є практично неприйнятним з урахуванням великих витрат часу та ресурсів ЕОМ. Вирішення цього завдання запропонованим способом дозволило знайти прийнятне рішення при переборі всього 176 бінарних комбінацій хара Комп’ютерна верстка Д. Шеверун 10 ктеристик, що є більш швидким та значно економить ресурси ЕОМ і людський час. Результати проведених обчислювальних експериментів свідчать про ефективність застосування запропонованого способу на практиці та відповідність критерію "Промислове застосування". Література: 1. Айвазян С.А., Енюков И.С, Мешалкин Л.Д. Прикладная статистика. Исследование зависимостей / С.А. Айвазян, И.С. Енюков, Л.Д. Мешалкин. М.: Финансы и статистика, 1985. - с. 82-85. 2. Биргер И.А. Техническая диагностика / И.А. Биргер. - М.: Машиностроение, 1978. - с. 145. 3. Богуслаев В.А., Яценко В.К., Притченко В.Ф. Технологическое обеспечение и прогнозирование несущей способности деталей ГТД / В.А. Богуслаев, В.К. Яценко, В.Ф. Притченко. - К.: Манускрипт, 1993. - с. 122-142. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for non-destructive control of blades of gas-turbine aircraft engines
Автори англійськоюSubbotin Serhii Oleksandrovych, Oliinyk Oleksii Oleksandrovych
Назва патенту російськоюСпособ неразрушительной диагностики лопаток газотурбинных авиадвигателей
Автори російськоюСубботин Сергей Александрович, Олийник Алексей Александрович
МПК / Мітки
МПК: G06F 19/00
Мітки: діагностики, спосіб, газотурбінних, авіадвигунів, неруйнівної, лопаток
Код посилання
<a href="https://ua.patents.su/5-44499-sposib-nerujjnivno-diagnostiki-lopatok-gazoturbinnikh-aviadviguniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб неруйнівної діагностики лопаток газотурбінних авіадвигунів</a>
Спосіб визначення коефіцієнта ультразвукового зміцнення деталей авіадвигунів
Номер патенту: 58940
Опубліковано: 15.08.2003
Автори: Субботін Сергій Олександрович, Дубровін Валерій Іванович, Богуслаєв Олександр Вячеславович, Яценко Віктор Кузьмич
МПК: G01N 3/32
Мітки: деталей, авіадвигунів, визначення, спосіб, ультразвукового, коефіцієнта, зміцнення
Формула / Реферат:
Спосіб визначення коефіцієнта ультразвукового зміцнення деталей авіадвигунів, що включає оцінку значення коефіцієнта ультразвукового зміцнення деталей за інформативними факторами без проведення руйнівних випробувань деталей, який відрізняється тим, що на основі значень ознак для кожної деталі визначають відстані деталі від центрів кластерів у просторі ознак, що пов'язані із коефіцієнтом ультразвукового зміцнення, на основі значень відстаней...
Дослідний зразок для випробування лопаток газотурбінних двигунів з жароміцних сплавів на стійкість проти високотемпературної корозії
Номер патенту: 10074
Опубліковано: 15.11.2005
Автори: Мяльниця Георгій Пилипович, Аникін Юрій Пилипович, Максюта Іннола Іванівна, Квасницька Юлія Георгіївна
МПК: F01D 5/28
Мітки: дослідний, сплавів, високотемпературної, газотурбінних, випробування, корозії, стійкість, двигунів, зразок, лопаток, жароміцних
Формула / Реферат:
Дослідний зразок для випробування лопаток газотурбінних двигунів з жароміцних сплавів проти високотемпературної корозії, який характеризується тим, що геометрія зразка змінна в розрізі.
Спосіб виготовлення титанових лопаток газотурбінних двигунів
Номер патенту: 15685
Опубліковано: 30.06.1997
Автори: Бондарь Олександр Ігнатович, Мігунов Віталій Михайлович, Ободан Наталья Іллівна, Лук'янов Валентин Семенович, Біргєр Ісаак Ароновія, Богуслаєв Вячеслав Олександрович, Гліксон Ігор Леонідович
МПК: B21K 3/00
Мітки: виготовлення, спосіб, двигунів, лопаток, газотурбінних, титанових
Формула / Реферат:
(57) Способ изготовления титановых лопаток газотурбинных двигателей, при котором изготавливают полуфабрикат с припуском по прикромочным зонам пера, осуществляют его холодное вальцевание и отжиг, отличающийся тем, что отжиг осуществляют перед холодным вальцеванием, в процессе холодного вальцевания на полуфабрикат воздействуют дифференцированно на центральную часть пера в пределах упругих деформаций и на прикромочную часть пера в зоне его...
Верстат з чпк для магнітно-абразивної обробки лопаток газотурбінних двигунів
Номер патенту: 77792
Опубліковано: 15.01.2007
Автори: Майборода Віктор Станіславович, Лисенко Андрій Анатолійович, Гейчук Володимир Миколайович
МПК: B24B 31/112
Мітки: газотурбінних, лопаток, двигунів, верстат, магнітно-абразивної, чпк, обробки
Формула / Реферат:
Верстат для магнітно-абразивної обробки лопаток газотурбінних двигунів, що містить станину з встановленою на ній магнітною системою, у якій робочий зазор має форму кільця, заповненого магнітно-абразивним порошком, та з рівномірно розташованими по колу магнітними полюсами, каретку, встановлену з можливістю вертикального поступального руху, на якій встановлено з можливістю обертального руху співвісний з робочим зазором ротор, що містить...
Спосіб неруйнівної діагностики передаварійного стану електрообладнання з обмотками високої напруги
Номер патенту: 83102
Опубліковано: 10.06.2008
Автори: Никонець Леонід Олексійович, Бубряк Анатолій Ернестович
МПК: G01D 21/00, G01R 27/00, G01R 31/00
Мітки: стану, напруги, неруйнівної, спосіб, електрообладнання, обмотками, передаварійного, діагностики, високої
Формула / Реферат:
1. Спосіб неруйнівної діагностики передаварійного стану електрообладнання з обмотками високої напруги, який полягає у вимірюванні значення опору його ізоляції в діапазоні частот 0-150 кГц, який відрізняється тим, що додатково визначають для розрахункового режиму мережі живлення її опір відносно точок підключення вищезгаданого електрообладнання в діапазоні частот 0-150 кГц, далі визначають резонансні частоти мережі живлення та ізоляції...
Попередній патент: Повітряна завіса
Наступний патент: Спосіб виготовлення профільних гвинтових заготовок з листового прокату
Випадковий патент: Споруда для вирощування гідробіонтів