Спосіб виготовлення титанових лопаток газотурбінних двигунів
Номер патенту: 15685
Опубліковано: 30.06.1997
Автори: Ободан Наталья Іллівна, Мігунов Віталій Михайлович, Гліксон Ігор Леонідович, Богуслаєв Вячеслав Олександрович, Лук'янов Валентин Семенович, Бондарь Олександр Ігнатович, Біргєр Ісаак Ароновія

Формула / Реферат
(57) Способ изготовления титановых лопаток газотурбинных двигателей, при котором изготавливают полуфабрикат с припуском по прикромочным зонам пера, осуществляют его холодное вальцевание и отжиг, отличающийся тем, что отжиг осуществляют перед холодным вальцеванием, в процессе холодного вальцевания на полуфабрикат воздействуют дифференцированно на центральную часть пера в пределах упругих деформаций и на прикромочную часть пера в зоне его максимальной динамической напряженности - в пределах пластических деформаций в диапазоне 6-8%, при этом ширину прикромочной части пера выбирают равной 2-5 радиусам кромки пера в упомянутой зоне,после холодного вальцевания центральную часть пера со стороны спинки подвергают поверхностно-пластическому деформированию методом алмазного выглаживания.
Текст
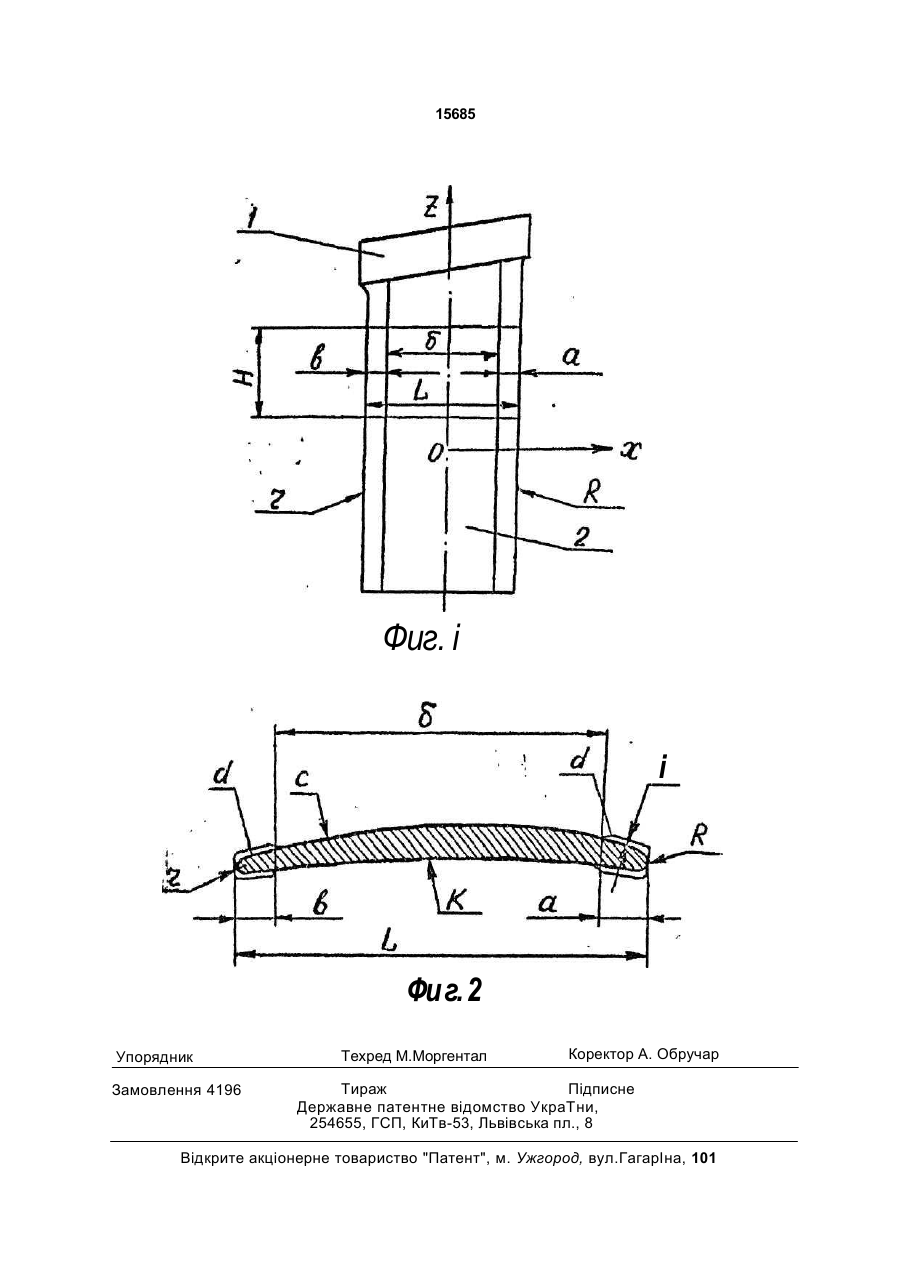
Способ изготовления титановых лопа ток газотурбинных двигателей, при котором изготавливают полуфабрикат с припуском по прикромочным зонам пера, осуществля Изобретение относится к изготовлению лопаток компрессоров газотурбинных двигателей и осевых насосов из титановых сплавов. Известен способ изготовления лопаток, согласно которому полуфабрикат изготавливают с утолщением по кромкам и уменьшенной era толщиной в продольных сечениях, который является наиболее близким к предложенному способу. В основу изобретения поставлена задача повышения долговечности лопаток, имеющих повреждения в условиях эксплуатации, путем создания объемных сжимающих напряжений в прикромочных зонах. Для этого в способе изготовления титановых лопаток, при котором изготавливают полуфабрикат с припуском по прикромоч ют его холодное вальцевание и отжиг, о т личающийся тем, что отжиг осуществляют перед холодным вальцеванием, в процессе холодного вальцевания на полуфабрикат воздействуют дифференцированно на центральную часть пера в пределах упругих деформаций и на прикромочную часть пера в зоне его максимальной динамической напряженности - в пределах пластических деформаций в диапазоне 6-8%, при этом ширину прикромочной части пера выбирают равной 2-5 радиусам кромки пера в упомянутой зоне,после холодного вальцевания центральную часть пера со стороны спинки подвергают поверхностно-пластическому деформированию методом алмазного выглаживания. ным зонам пара, осуществляют его холодное вальцевание и отжиг, перед холодным вальцеванием осуществляют отжиг, а в процессе холодного вальцевания на полуфабрикат воздействуют дифференцированно на центральную часть пера в пределах упругих деформаций и на прикромочную часть пера в зоне его максимальной динамической напряженности - в пределах пластических деформаций в диапазоне 6-8%, при этом ширину прикромочной части пера выбирают равной 2-5 радиусам кромки пера в упомянугой зоне, после холодного вальцевания центральную часть пера со стороны спинки подвергают поверхностно-пластическому деформированию методом алмазного выглаживания. При создании сжимающих объемных остаточных напряжений на прикромочных ел о 00 сл О 15685 участках трещина на лопатке не развивается. На фиг. 1 изображена лопатка в плоскости ZOY; на фиг.2 - поперечное сечение пера, т.е. плоскостью, перпендикулярной OZ. Процесс изготовления лопатки, содержащий хвостовик 1 и перо 2, включает операции изготовл ения пол уфабриката с припуском t по прикромочным зонам пера "а" и "б" со стороны входной кромки радиуса R и выходной радиуса г как со спинки С, так и корыта К, холодное вальцевание пера, при котором припуск t пластическим деформированием "удаляется" с профиля пера и отжиг. После отжига, при котором снимаются напряжения, наведенные в процессе предварительного формирования профиля пера, производят холодное вальцевание перо, при котором воздействуют на лопатку дифференцированно, что обеспечивает целенаправленное создание сжимающих объемных остаточных напряжений в прихромочных зонах. В процессе холодного вальцевания на перо лопатки воздействуют дифференцированно на центральную часть пера "б", не имеющую припуска в пределах упругих деформаций, а на прикромочные участки "а" и "в" в зоне Ы максимальной динамической напряженности пера - воздействуют усилиями, при которых реализуется пластическая деф ормация, т.е. утолщение d на величину припуска t вальцеванием удаляют и получают заданный чертежом профиль пера лопатки. Величину припуска в прикромочных зонах задают из расчета, чтобы пластические деформации прикромочных участков пера "а" и "б" были в диапазоне 6...8%. Ширину каждого из прикромочных участков "а" и "б" задают равной 2...5 радиусом R и г соответственно входной и выходной кромки пера в указанной зоне Н, поскольку в процессе холодного вальцевания на центральной части пера наводятся незначительные растягивающие остаточные напряжения. После холодного вальцевания центральную часть профиля "б", на которую воздействовали о пределах упругой деформации, со стороны спинки С подвергают пов ерхнос тно-пл астичес кому деформированию методом алмазного выглаживания, при котором вращается алмазный индентор со сферическим рабочим концом упруго поджимают к обрабатываемой поверхности и строчками перемещают вдоль нее. При этом в поверхностном слое наводятся сжимающие остаточные напряжения. Диапазон пластической деформации 6...8% прикромочных участкоо выбран рас5 четно-окспериментальным путем. Ширина "а" и "б" (2-5 радиусов кромок) прикромочных участков с припуском t под холодное вальцевание выбрана с учетом экспериментальных данных о глубине забоины кромок 10 при эксплуатации двигателей. Конкретный пример выполнения способа. При изготовлении компрессорной рабочей лопатки 1 ступени из титанового сплава 15 ВЖ-8 па предварительных операциях получали полуфабрикат с припуском под холодное вальцевание t=0,12 мм, шириной "afl=:4 мм. Перед холодным вальцеванием такого полуфабриката производили ого от20 жиг, при Т-590° и выдержки 2 часа. После отжига холодным вальцеванием прикромочных зон пластическим, а центральных участков упругопластическим деформированием получали заданный чертежом 25 профиль пера. Пластическая деформация прикромочиых участков в процессе холодного вальцевания составила 7,1 %. После холодного вальцевании центральную часть профиля пера, не имевшую припуска под 30 вальцевание, со стороны спинки обрабатывали методом алмазного выглаживания. При этом алмазный ипдечтор со сферическим концом радиусз R=2 мм вращали с частотой 5000 об/мин, прижимали к лопатке с 35 силой 45 Нч. Вдоль оси Z пера /топатки его перемещали со скоростью 3 5 м/мин и в конце каждой строчки смещали на 0,1 мм. Проведены сравнительные испытания по определению живучести (долговечности) 40 лопаток, изготовленных по заявляемому способу с искусственно нанесенными заСоинлми в зоне максимальных динамических напряжений при работе на двигателе, на передней кромке глубиной 2,0 мм и лопаток, 45 изготовленных известными способами, без забоин. Установлено, что предел выносливости лопаток с забоинами не нижо предела выносливости лопаток без забоины, изготовленных по заявляемому способу. Таким 50 образом, повышается долговечность лопаток, так как при создании сжимающих объемных остаточных напряжений па прикромочных участках трещина на лопатке не развивается. 55 15685 Фиг. і і Фи г. 2 Упорядник Замовлення 4196 Техред М.Моргентал Коректор А. Обручар Тираж Підписне Державне патентне відомство УкраТни, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of titanium blades of gas turbine engines
Автори англійськоюBohuslaiev Viacheslav Oleksandrovych, Birhier Isaak Aronoviia, Bondar Oleksandr Ihnatovych, Lukianov Valentyn Semenovych, Hlikson Ihor Leonidovych, Mihunov Vitalii Mykhailovych
Назва патенту російськоюСпособ изготовления титановых лопаток газотурбинных двигателей
Автори російськоюБогуслаев Вячеслав Александрович, Биргер Исаак Ароновия, Бондарь Александр Игнатьевич, Лукьянов Валентин Семенович, Гликсон Игорь Леонидович, Мигунов Виталий Михайлович
МПК / Мітки
МПК: B21K 3/00
Мітки: лопаток, газотурбінних, двигунів, виготовлення, спосіб, титанових
Код посилання
<a href="https://ua.patents.su/4-15685-sposib-vigotovlennya-titanovikh-lopatok-gazoturbinnikh-dviguniv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення титанових лопаток газотурбінних двигунів</a>
Спосіб зміцнення лопаток з титанових сплавів
Номер патенту: 15150
Опубліковано: 30.06.1997
Автори: Леонець Віктор Адамович, Богуслаев Вячеслав Олександрович, Куліш Микола Полікарпович, Банас Федір Павлович, Лук'янов Валентин Семенович, Писаренко Георгій Степанович, Петренко Петро Васильович, Гліксон Ігор Леонідович, Мельнікова Наталія Олександрівна
МПК: C21D 8/00
Мітки: спосіб, лопаток, зміцнення, сплавів, титанових
Формула / Реферат:
Способ упрочнения лопаток из титановых сплавов, включающий воздействие потоком заряженных частиц, "залечивание" поверхностных микродефектов, уменьшение шероховатости поверхности, отличающийся тем, что воздействие на лопатку осуществляют потоком электронов с энергией, которую определяют из соотношения:где Е - энергия электронов, МэВ;См - максимальная толщина лопатки, мм; r - плотность титанового сплава,...
Спосіб двосторонньої розмірної електрохімічної обробки лопаток гтд
Номер патенту: 12712
Опубліковано: 28.02.1997
Автори: Перелигін Ігор Миколайович, Пасько Юрій Тихонович
МПК: B23H 3/00
Мітки: обробки, двосторонньої, розмірної, спосіб, електрохімічної, лопаток, гтд
Формула / Реферат:
(57) Способ двухсторонней размерной злектрохимической обработки лопаток ГТД в проточном электролите, при котором лопатку помещают между электродами, а в канале для подвода электролита перед передней кромкой пера лопатки располагают формирующий потоки электролита в рабочие зоны элемент, в виде пластины, длина которой равна длине пера лопатки, отличающийся тем, что расположение формирующего элемента определяют по эталонной лопатке так, чтобы...
Спосіб алмазного виглажування пера лопаток
Номер патенту: 15687
Опубліковано: 30.06.1997
Автори: Гліксон Ігор Леонідович, Мігунов Сергій Віталійович, Аніщенков Віталій Михайлович, Казарський Володимир Георгійович, Лук'янов Валентин Семенович
МПК: B24B 39/00
Мітки: спосіб, виглажування, пера, алмазного, лопаток
Формула / Реферат:
(57)Способ алмазного выглаживания пера лопаток газотурбинных двигателей, согласно которому обрабатываемой лопатке сообщают продольные перемещения, в конце каждого из которых ее дискретно смещают на шаг продольной строчки, отличающийся тем, что лопатку устанавливают с возможностью самоустановки вокруг двух взаимно перпендикулярных осей между оппозитно расположенными алмазными выглаживателями, один из которых крепят жестко, а вторым ее упруго...
Спосіб визначання газоабразивної зносостійкості лопаток компресорів турбомашин
Номер патенту: 13731
Опубліковано: 25.04.1997
Автори: Лук'янов Валентин Семенович, Мігунов Віталій Михайлович, Бєрєзін Геннадій Васільєвіч,, Гліксон Ігор Леонідович
МПК: G01N 3/56
Мітки: лопаток, визначання, зносостійкості, компресорів, газоабразивної, турбомашин, спосіб
Формула / Реферат:
(57) Способ определения газоабразивной износостойкости лопаток компрессоров турбомашин, заключающийся в том, что на две лопатки, одна из которых испытуемая, а вторая - контрольная, воздействуют струей воздуха с абразивными частицами и определяют износ лопаток, по которому судят об износостойкости, отличающийся тем, что используют третью, бывшую в эксплуатации эталонную лопатку, определяют ее износ, воздействие струей на испытуемую и...
Спосіб дробоструминного зміцнення профіля пера лопаток турбомашин
Номер патенту: 12528
Опубліковано: 28.02.1997
Автори: Яценко Віктор Кузьмич, Благовєщинський Вячеслав Ігоревич, Прітченко Володимир Федорович, Богуслаєв Вячеслав Олександрович
МПК: B24C 1/10
Мітки: турбомашин, дробоструминного, спосіб, лопаток, зміцнення, профіля, пера
Формула / Реферат:
1. Способ дробеструйного упрочнения профиля пера лопаток турбомашин, при котором лопатку вращают вокруг оси и перемещают вдоль нее относительно направленного на перо потока дроби, а интенсивностью и временем упрочнения участков пера управляют, регулируя эти перемещения и интенсивностью потока дроби в зависимости от перемещений лопатки, отличающийся тем, что поток дроби дополнительно перемещают поперек направления лопатки, причем поток...
Попередній патент: Пристрій для неруйнівного контролю циліндричних виробів
Наступний патент: Вододвигун
Випадковий патент: Мобільна система для моніторингу стану маршрутної мережі великого міста