Система завантаження узагальнених виробничих систем складання на основі статистичного керування складними технологічними процесами
Номер патенту: 45225
Опубліковано: 26.10.2009
Автори: Філіппова Марина В`ячеславівна, Діордіца Ірина Миколаївна, Іваненко Руслан Олександрович, Діордіца Анна Миколаївна, Філіппов Олексій В'ячеславович, Вислоух Сергій Петрович
Формула / Реферат
Система завантаження узагальнених виробничих систем складання на основі статистичного керування складними технологічними процесами, що містить блок керування виробничою системою, в який входить блок оператора, вхід якого підключено до виходу блока інформації про виробничі завдання, а вихід - до входу блока статистичного керування складними технологічними процесами, який має зв'язок з блоком "узагальнена виробнича система" та містить послідовно з'єднані через зв'язок вхід - вихід блок "узагальнена виробнича система", блок контролю виробничої системи, контролю готових виробів та блок готові вироби, яка відрізняється тим, що блок статистичного керування складними технологічними процесами, містить послідовно з'єднані блок прийняття рішення про впровадження, вибору складного технологічного процесу, створення міжфункціональної команди, блок проведення декомпозиції складного технологічного процесу, блок аналізу необхідності відображення окремих підпроцесів, блок визначення показників якості складного технологічного процесу і складових його підпроцесів, блок збору даних про показники якості складного технологічного процесу і виходів його підпроцесів і їх попередню обробку, блок дослідження кореляції між показниками якості та її виявлення на виході складного технологічного процесу, блок виявлення ключових показників якості і управління складним технологічним процесом через зміну їх значень, блок регулярного моніторингу показників якості складного технологічного процесу, причому блок прийняття рішення про впровадження, вибір складного технологічного процесу, та створення міжфункціональної команди, який має вхід для підключення до блока оператора, а вихід його підключено до другого входу блока збору даних про показники якості складного технологічного процесу і виходів його підпроцесів і їх попередньої обробки, третій вхід якого підключено до другого виходу блока регулярного моніторингу показників якості складного технологічного процесу, третій вихід якого підключено до другого входу блока проведення декомпозиції складного технологічного процесу, при цьому вихід блока дослідження кореляції між показниками якості та її виявлення на виході складного технологічного процесу підключено до входу блока визначення показників якості складного технологічного процесу і складових його підпроцесів, а другий вхід його є входом-виходом для підключення до блока контролю виробничої системи.
Текст
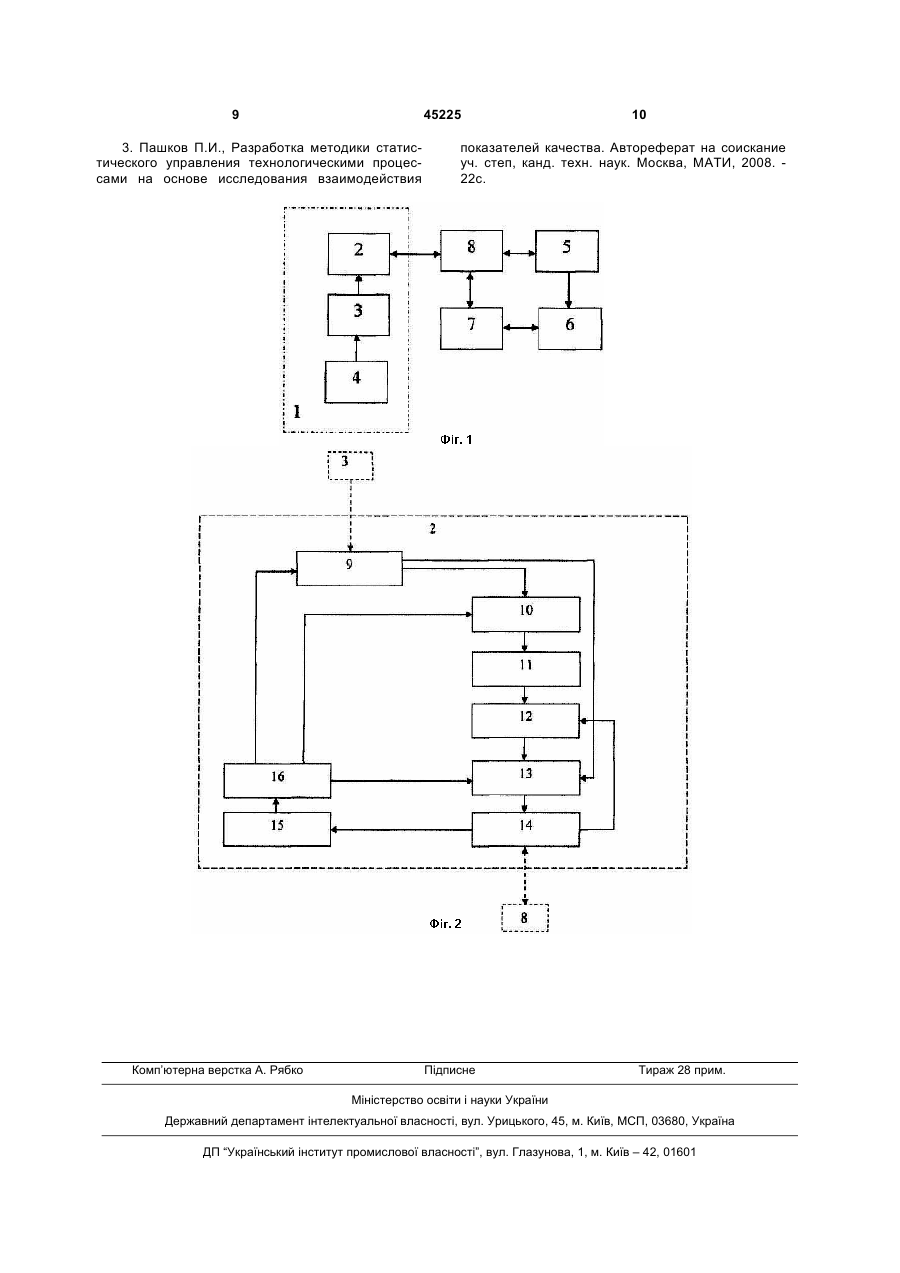
Система завантаження узагальнених виробничих систем складання на основі статистичного керування складними технологічними процесами, що містить блок керування виробничою системою, в який входить блок оператора, вхід якого підключено до виходу блока інформації про виробничі завдання, а вихід - до входу блока статистичного керування складними технологічними процесами, який має зв'язок з блоком "узагальнена виробнича система" та містить послідовно з'єднані через зв'язок вхід - вихід блок "узагальнена виробнича система", блок контролю виробничої системи, контролю готових виробів та блок готові вироби, яка відрізняється тим, що блок статистичного керування складними технологічними процесами, містить послідовно з'єднані блок прийняття рішення про впровадження, вибору складного технологічного процесу, створення міжфункціональної команди, блок проведення декомпозиції складного технологічного процесу, блок аналізу необхідності U 2 (11) 1 3 впровадження розробленої моделі керування процесом завантаження виробничої системи. В якості найближчого аналогу обрана система завантаження та контролю роботи узагальнених виробничих систем складання (УВСС) [2], матеріальною основою якої є сукупність технологічного обладнання розподілених виробничих систем у рамках фонду їх вільного часу. Система складається з: блоку оператора, блоку інформації про виробничі завдання, блоку керування оптимальним технологічним процесом, бази знань, блоку розподіленої системи виробництва, блоку готових виробів. Система працює наступним чином: менеджер (оператор) отримує виробниче завдання, яке передається у блок інтелектуального керування технологічним проектуванням, де формується командна інформація на основі прийняття рішень за комплексною проблемою розподілення ресурсів та виробничих завдань виробничій системі. Процес створення технологічного процесу виготовлення виробів у поданій системі включає формування моделі експерта, яка в свою чергу включає в себе формалізовану сукупність відомостей про побудову маршруту складання, вибір технологічного обладнання та устаткування, закономірності процесу складання і правила використання у заданій ситуації цих даних для прийняття нових рішень. Обраний прототип розповсюджується тільки на системи завантаження узагальнених виробничих систем складання та не містить системи контролю виконання технологічного процесу і вихідного контролю готових виробів і не має методики статистичного керування складними технологічними процесами. В основу корисної моделі поставлена задача створення системи завантаження узагальнених виробничих систем складання на основі статистичного керування складними технологічними процесами, яка включає методи формалізації та оптимізації об'єктів виробництва, а також необхідні методи та інструменти для ефективного впровадження розробленої моделі, що дозволяє підвищити її економічність і об'єктивність, якість результатів роботи виробничої системи та здійснювати контроль готових виробів. Поставлена задача вирішується таким чином, що cистема завантаження узагальнених виробничих систем складання на основі статистичного керування складними технологічними процесами, що містить блок керування виробничою системою, в який входить блок оператора, вхід якого підключено до виходу блоку інформації про виробничі завдання, а вихід - до входу блока статистичного керування складними технологічними процесами, який має зв'язок з блоком "узагальнена виробнича система" та містить послідовно з'єднані через зв'язок вхід - вихід блок "узагальнена виробнича система", блок контролю виробничої системи, контролю готових виробів та блок готові вироби, яка відрізняється тим, що блок статистичного керування складними технологічними процесами, містить послідовно з'єднані блок прийняття рішення про впровадження, вибору складного технологічного процесу, створення міжфункціональної команди, блок проведення декомпозиції складного технологічного процесу, блок аналізу необхідності 45225 4 відображення окремих підпроцесів, блок визначення показників якості складного технологічного процесу і складових його підпроцесів, блок збору даних про показники якості складного технологічного процесу і виходів його підпроцесів і їх попередня обробка, блок дослідження кореляції між показниками якості та її виявлення на виході складного технологічного процесу, блок виявлення ключових показників якості і управління складним технологічним процесом через зміну їх значень, блок регулярного моніторингу показників якості складного технологічного процесу, причому блок прийняття рішення про впровадження, вибір складного технологічного процесу, та створення міжфункціональної команди, який має вхід для підключення до блока оператора, а вихід його підключено до другого входу блоку збору даних про показники якості складного технологічного процесу і виходів його підпроцесів і їх попередньої обробки, третій вхід якого підключено до другого виходу блоку регулярного моніторингу показників якості складного технологічного процесу, третій вихід якого підключено до другого входу блока проведення декомпозиції складного технологічного процесу, при цьому вихід блока дослідження кореляції між показниками якості та її виявлення на виході складного технологічного процесу підключено до входу блоку визначення показників якості складного технологічного процесу і складових його підпроцесів, а другий вхід його є входомвиходом для підключення до блоку контролю виробничої системи. У запропонованій системі виключено експерта, все проектування здійснюється на основі діалогу оператора та блоку керування статистичними складними технологічними процесами, де формується або вибирається оптимальний технологічний процес, який має зв'язок з блоком "узагальнена виробнича система", вхід-вихід якого підключено до блоку контролю виробничою системою. Сутність корисної моделі пояснюється структурними схемами, що зображені на фігурі 1 та фігурі 2. Система містить: 1 - блок керування виробничою системою, 2 - блок статистичного керування складними технологічними процесами, 3 - блок оператор, 4 - блок інформації про виробничі завдання, 5 - блок "узагальнена виробнича система", 6 - блок готових виробів, 7 - блок контролю готових виробів, 8 - блок контролю виробничої системи (Фіг.1). Блок статистичного керування складними технологічними процесами містить: блок 9 прийняття рішення про впровадження, вибору складного технологічного процесу, та створення міжфункціональної команди; блок 10 проведення декомпозиції складного технологічного процесу; блок і і аналіз необхідності відображення окремих підпроцесів; блок 12 визначення показників якості складного технологічного процесу і складових його підпроцесів; блок 13 збору даних про показники якості складного технологічного процесу і виходів його підпроцесів та їх попередньої обробки; блок 14 дослідження кореляції між показниками якості та її виявлення на виході складного технологічного процесу; блок 15 виявлення ключових показників якості і управління складним технологічним проце 5 сом через зміну їх значень; блок 16 регулярного моніторингу показників якості складного технологічного процесу (Фіг.2). Блок 9 (прийняття рішення про впровадження. вибору складного технологічного процесу та створення міжфункціональної команди) [3]. Для впровадження методики статистичного управління складними технологічними процесами необхідно сформувати міжфункціональну команду, яка проводитиме подальші роботи відповідно до методики керування. Вибір складного технологічного процесу проводиться на основі: - аналізу результатів моніторингу І вимірів діючих технологічних процесів; - результатів використання методики статистичного управління складними технологічними процесами. Блок 10 (проведення декомпозиції складного технологічного процесу). Для проведення декомпозиції необхідно спиратися на принципи моделі статистичного управління складними технологічними процесами. Після проведення декомпозиції треба провести аналіз адекватності отриманої моделі складного технологічного процесу з метою виявлення недостатніх входів, виходів, підпроцесів і взаємозв'язків між ними. Блок 11 (аналіз необхідності відображення окремих підпроцесів). Аналіз проводиться з метою оптимізації трудомісткості робіт і виключення підпроцесів, які не приносять додаткову вартість. Даний аналіз встановлює: - необхідність відображення підпроцесів, які можуть реалізовуватися або не реалізовуватися залежно від особливостей конкретного замовлення; - необхідність відображення «відособлених» підпроцесів, які надають мінімальну дію на показники якості виходів складного технологічного процесу; - підпроцеси, що не приносять додаткову вартість, для подальшого припинення їх реалізації. Блок 12 (визначення показників якості складного технологічного процесу і складових його підпроцесів). Для оптимізації визначення показників якості розроблено два інструменти: аналіз необхідності виміру показників якості і деревовидна діаграма показників якості. Аналіз необхідності виміру показників якості проводиться на основі експертних оцінок (за шкалою від 0 до 9 балів) рангів значущості (S) і вимірюваності (І). Ранг значущості показує необхідність виміру показників якості, ранг вимірності показує можливість і трудомісткість виміру показників якості. За результатами проведених оцінок розраховується середньовимірювальна оцінка по кожному рангу: ∑ R = n hij j =1 (1) n де Ri - значення оцінюваного рангу (S або І) для і-го показника якості, hij - оцінка по балам і-го показника якості j експертом, n - кількість експертів, що приймають участь в оцінюванні. i 45225 6 Оцінка необхідності виміру показника якості (N) розраховується як: N = RS × RI . (2) Деревовидна діаграма показників якості будується з метою графічного представлення результатів визначення показників якості і є схемою декомпозиції показників якості виходів складного технологічного процесу. Особливостями діаграми показників якості, є: - відображення декількох показників якості виходів складного технологічного процесу; - відображення впливу керування для показників якості; - відображення взаємозв'язків між показниками якості одного рівня; Блок 13 (збір даних про показники якості складного технологічного процесу і виходів його підпроцесів та їх попередня обробка). Даний етап включає: підготовку до збору даних, збір даних, перевірку статистичної стійкості значень показників якості за допомогою контрольних карт, визначення законів розподілу значень показників якості, визначення основних параметрів розподілу значень показників якості, визначення інтервалів і дійсних значень цих параметрів. Для зменшення трудомісткості на цьому етапі не проводиться збір і попередня обробка даних за показниками якості керуючого впливу. Блок 14 (дослідження кореляції між показниками якості та її виявлення на виході складного технологічного процесу). Визначення кореляції між показниками якості складного технологічного процесу проводиться на основі розрахунку коефіцієнтів вкладу (3,4) (кн) залежно від досліджуваного параметра і розраховується за формулами: M a + bi k MB. = xi i ⋅ 100% . (3) Mx σ xia i ⋅ 100 % , (4) σx де σ - середнє квадратичне відхилення, х значення показника якості виходу складного технологічного процесу, хi - значення показника якості що передує показнику якості виходу, аi - коефіцієнт регресії хi, bi - постійна величина. Коефіцієнтів приросту (Кприр.) розраховується за формулою: k σB. = ∑ ∑ ⎛ K B.(l −1)g ⎞ ⎜ ⎟ (5) K прир.lf = K B.l.f ⎜1 − ⎟ ⎜ K B.lf ⎟ ⎝ ⎠ де l - рівень в ієрархії показників якості xi, f порядковий номер хi - на рівні l, g - порядковий номер показника якості рівня i-1, безпосередньо x пов'язаного з l f . В ході реалізації цього етапу необхідно виявити показник якості з максимальним коефіцієнтом приросту. Якщо показник якості з максимальним значенням коефіцієнта приросту є показником якості виходу підпроцесу, то слід перевірити нерівність (6). n ∑ g =1 v K B.(l −1)g + ∑K u =1 B.u p 0,8K B.lf (6) 7 де u - порядковий номер показника якості дії керуючого впливу для показника якості виходу підпроцесу з максимальним значенням коефіцієнта приросту. Блок 15 (виявлення ключових показників якості і управління складним технологічним процесом через зміну їх значень). У випадку якщо найбільший коефіцієнт приросту відповідає показнику якості входу складного технологічного процесу, то він є ключовим показником якості. У випадку якщо найбільший коефіцієнт приросту відповідає показнику якості виходу складного технологічного процесу, то ключовим показником якості є один з показників якості його керуючого впливу. У цій ситуації необхідно проаналізувати керуючий вплив за допомогою проектування і визначити: - показники якості керуючого впливу, які мають значний вплив на співвідношення сигнал-шум (s/n); - показники якості керуючого впливу, які мають значний вплив на середнє значення за умови мінімального впливу на співвідношення сигнал-шум. Керування виходами складних технологічних процесів проводиться за допомогою зміни значень ключових показників якості. Блок 16 (регулярний моніторинг показників якості складного технологічного процесу). Моніторинг показників якості складного технологічного процесу проводиться з метою: - спостереження за ходом реалізації складного технологічного процесу і відповідних підпроцесів; - оцінки результативності дій, що проводяться в рамках вживання методики статистичного управління складними технологічними процесами; - визначення моменту, коли виявлені ключові показники якості вже не забезпечують значний вплив в показники якості виходів складного технологічного процесу для визначення нових ключових показників якості. Для розрахунку результативності дій, що проводяться в рамках вживання методики статистичного управління складними технологічними процесами, розроблені коефіцієнти приросту результативності: ⎛ σt ⎞ K σP = ⎜1 − 2 ⎟ ⋅ 100 % , (7) ⎜ σ t1 ⎟ ⎝ ⎠ ⎛ Mt 2 − µ 0 ⎞ ⎟ ⋅ 100 % , (8) K MP = ⎜ 1 − ⎜ Mt 1 − µ 0 ⎟ ⎝ ⎠ де t1 - час оцінки показника якості виходу складного технологічного процесу до проведення розроблених заходів, t2 - час проведення оцінки показника якості виходу складного технологічного процесу після проведення розроблених заходів, µ0- номінальне значення показника якості виходу складного технологічного процесу. Система завантаження узагальнених виробничих систем складання на основі статистичного керування складними технологічними процесами, що побудована на основі статистичного керування складними технологічними процесами реалізується наступним чином. Для отримання завантаження обладнання оператор 3, який має вхід до блоку 9, одержує ви 45225 8 робниче завдання від блоку інформації про виробничі завдання 4 через блок статистичного керування складними технологічними процесами 2 задає параметри виробництва, які надходять у блок 9 прийняття рішення про впровадження, вибору складного технологічного процесу (ТП) та створення міжфункціональної команди який, має вихід на блок 10 проведення декомпозиції складного технологічного процесу та блок збору даних про показники якості складного технологічного процесу і виходів його підпроцесів та їх попередньої обробки 13. При цьому з'ясовується чи процес досліджувався раніше і в ньому не виникло змін в технології. Блок 16 регулярного моніторингу показників якості складного технологічного процесу має вхід з блоку 15 виявлення ключових показників якості і управління складним технологічним процесом через зміну їх значень та вихід до блоку 9 (при цьому здійснюється вибір нового складного ТП), блоку 10 (при цьому виконується зміна в технології досліджуваного складного ТП) та до блоку 13, з якого t вихід на блок 14 дослідження кореляції між показниками якості та її виявлення на виході складного технологічного процесу де враховується коефіцієнт рівня впливу і який має вхід-вихід з блоком 8, блок контролю виробничої системи і вихід на блок 12 визначення показників якості складного технологічного процесу і складових його підпроцесів та вихід до блоку 15 виявлення ключових показників якості і управління складним технологічним процесом через зміну їх значень. У блоку 10 є вихід на блок 11 аналізу необхідності відображення окремих підпроцесів, який має вихід до блоку 12, що в свою чергу має вихід на блок 13, в якому є вихід до блоку 14. Обраний ТП передається через блок контролю 8 до блоку узагальненої виробничої системи 5, яка реалізує його при виготовленні в блоці готових виробів 6 з подальшим їх контролем у блоці 7. Потім здійснюється ітераційний процес аналізу правил вибору конструктивних рішень. У разі відмови роботи виробничої системи (обладнання) або аварійній ситуації та отримані на виході бракованої продукції блоки контролю 7, 8 подають сигнал на блок оператор 3, який корегує виробничий процес, тобто з'ясовує причину відмови або причину отримання бракованої продукції та передає її до блоку статистичного керування складними технологічними процесами 2, де корегується технологічний процес (в разі виходу бракованих виробів) або передається інформація на виконання ремонту (заміни) обладнання. Джерело інформації: 1. Капустин Н.М, Кузнецов П.М. Формирование виртуальной производственной системы для выпуска изделий в распределенных производственных системах. Машиностроитель №6, 2002г. с.4246. 2. Деклараційний патент на корисну модель. B23Q 41/08 Система завантаження та контролю роботи узагальнених виробничих систем складання / Вислоух С.П., Філіппова М.В., Волошко О.В., Діордіца І.М., Філіппов О.В., Діордіца A.M., №39621. Заявл. 02.07.2008. Опубл. 10.03.2009. Бюл. №5; 2009р. 9 45225 3. Пашков П.И., Разработка методики статистического управления технологическими процессами на основе исследования взаимодействия Комп’ютерна верстка А. Рябко 10 показателей качества. Автореферат на соискание уч. степ, канд. техн. наук. Москва, МАТИ, 2008. 22с. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSystem of loading generalized production systems of assembling on base of statistical control of complex technological processes
Автори англійськоюVysloukh Serhii Petrovych, Filippova Maryna Viacheslavivna, Diorditsa Iryna Mykolaivna, Filippov Oleksii Viacheslavovych, Diorditsa Anna Mykolaivna, Ivanenko Ruslan Oleksandrovych
Назва патенту російськоюСистема загрузки обобщенных производственных систем сборки на основе статистического управления сложными технологическими процессами
Автори російськоюВислоух Сергей Петрович, Филиппова Марина Вячеславовна, Диордица Ирина Николаевна, Филиппов Алексей Вячеславович, Диордица Анна Николаевна, Иваненко Руслан Александрович
МПК / Мітки
МПК: B23Q 41/08
Мітки: виробничих, складними, основі, складання, процесами, систем, система, завантаження, керування, узагальнених, статистичного, технологічними
Код посилання
<a href="https://ua.patents.su/5-45225-sistema-zavantazhennya-uzagalnenikh-virobnichikh-sistem-skladannya-na-osnovi-statistichnogo-keruvannya-skladnimi-tekhnologichnimi-procesami.html" target="_blank" rel="follow" title="База патентів України">Система завантаження узагальнених виробничих систем складання на основі статистичного керування складними технологічними процесами</a>
Система завантаження та контролю роботи узагальнених виробничих систем складання
Номер патенту: 39621
Опубліковано: 10.03.2009
Автори: Волошко Оксана В'ячеславівна, Філіппов Олексій В'ячеславович, Діордіца Анна Миколаївна, Діордіца Ірина Миколаївна, Вислоух Сергій Петрович, Філіппова Марина В`ячеславівна
МПК: B23Q 41/08
Мітки: завантаження, виробничих, узагальнених, роботи, контролю, складання, систем, система
Формула / Реферат:
Система завантаження узагальнених виробничих систем складання, що містить блок оператора, вхід якого підключено до виходу блока інформації про виробничі завдання, а вихід - до входу блока інтелектуального керування оптимальним технологічним процесом, який має зв'язок вхід - вихід з базою знань та блоком вибору оптимального технологічного процесу відповідно, блок узагальненої виробничої системи, вихід якого підключено до входу блока готових...
Система завантаження узагальнених виробничих систем складання
Номер патенту: 14681
Опубліковано: 15.05.2006
Автори: Вислоух Сергій Петрович, Філіппова Марина В`ячеславівна
МПК: B23Q 41/08
Мітки: систем, виробничих, система, завантаження, узагальнених, складання
Формула / Реферат:
Система завантаження узагальнених виробничих систем складання, що містить блок оператора, вхід якого підключено до блока інформації про виробничі завдання, а вихід - через блок керування оптимальним технологічним процесом через двосторонній зв'язок підключено до бази знань, другий вихід блока керування оптимальним технологічним процесом підключено до блока узагальненої виробничої системи, що має зв'язок з блоком готових виробів, яка...
Система централізованого спостереження за технологічними процесами
Номер патенту: 24061
Опубліковано: 11.06.2007
Автори: Грицик Ростислав Іванович, Колесник Володимир Тимофійович, Мацків Андрій Володимирович, Стоєцький Василь Федорович
МПК: G05B 19/00
Мітки: централізованого, система, процесами, технологічними, спостереження
Формула / Реферат:
Система централізованого спостереження за технологічними процесами, яка містить об'єкт спостереження з об'єктовими пристроями, канал зв'язку та пульт централізованого спостереження, яка відрізняється тим, що об'єкт спостереження додатково містить датчики контролю за технологічними процесами та супутніх систем і прилади оповіщення про надзвичайну ситуацію, датчики за допомогою кабельних ліній підключені до об'єктових пристроїв, які являють...
Підсистема підтримки прийняття рішень для керування технологічними комплексами
Номер патенту: 30556
Опубліковано: 25.02.2008
Автори: Власенко Лідія Олександрівна, Ладанюк Анатолій Петрович, Іващук Вячеслав Віталійович
МПК: G05B 13/04
Мітки: підтримки, рішень, технологічними, керування, прийняття, комплексами, підсистема
Формула / Реферат:
Підсистема підтримки прийняття рішень, що містить в своєму складі блок прийняття рішень, базу знань, блок експертних оцінок, блок діагностики і прогнозування, яка відрізняється тим, що в режимі реального часу за допомогою блока діагностики та прогнозування діагностують стан параметрів системи, прогнозують можливі відхилення від заданого режиму та знаходять ідентичні ситуації в базі знань, а при відсутності подібних, за допомогою проведення...
Спосіб керування технологічними параметрами турбомеханізмів
Номер патенту: 60176
Опубліковано: 15.09.2003
Автори: Клендій Петро Богданович, Рутило Микола Іванович, Понятишин Василь Зіновійович, Федорейко Валерій Степанович, Нестеренко Олексій Вікторович, Корчемний Микола Олександрович
МПК: F01D 17/00
Мітки: спосіб, турбомеханізмів, технологічними, параметрами, керування
Формула / Реферат:
Спосіб керування технологічними параметрами турбомеханізмів, що включає використання електроенергетичних параметрів (напруги, струму, частоти) і на основі їх обрахунку вироблення керуючих дій, який відрізняється тим, що для отримання реальних технологічних характеристик турбомеханізму використовують електромеханічні параметри електроприводу (електромагнітний момент та швидкість електродвигуна), які формує перетворювач частоти з векторним...
Попередній патент: Захватний пристрій для крихких деталей
Наступний патент: Перемішуючий пристрій
Випадковий патент: Спосіб автоматичного формування зв'язків між компонентами обчислювального середовища