Система завантаження та контролю роботи узагальнених виробничих систем складання
Номер патенту: 39621
Опубліковано: 10.03.2009
Автори: Волошко Оксана В'ячеславівна, Вислоух Сергій Петрович, Діордіца Ірина Миколаївна, Філіппов Олексій В'ячеславович, Філіппова Марина В`ячеславівна, Діордіца Анна Миколаївна
Формула / Реферат
Система завантаження узагальнених виробничих систем складання, що містить блок оператора, вхід якого підключено до виходу блока інформації про виробничі завдання, а вихід - до входу блока інтелектуального керування оптимальним технологічним процесом, який має зв'язок вхід - вихід з базою знань та блоком вибору оптимального технологічного процесу відповідно, блок узагальненої виробничої системи, вихід якого підключено до входу блока готових виробів, яка відрізняється тим, що вона додатково містить послідовно з'єднані через зв'язок вхід - вихід блок контролю виробничої системи та блок контролю готових виробів, який має зв'язок вхід - вихід з блоком готових виробів, при цьому блок контролю виробничої системи має зв'язок вхід - вихід з блоком інтелектуального керування оптимальним технологічним процесом та зв'язок вхід - вихід з блоком узагальненої виробничої системи.
Текст
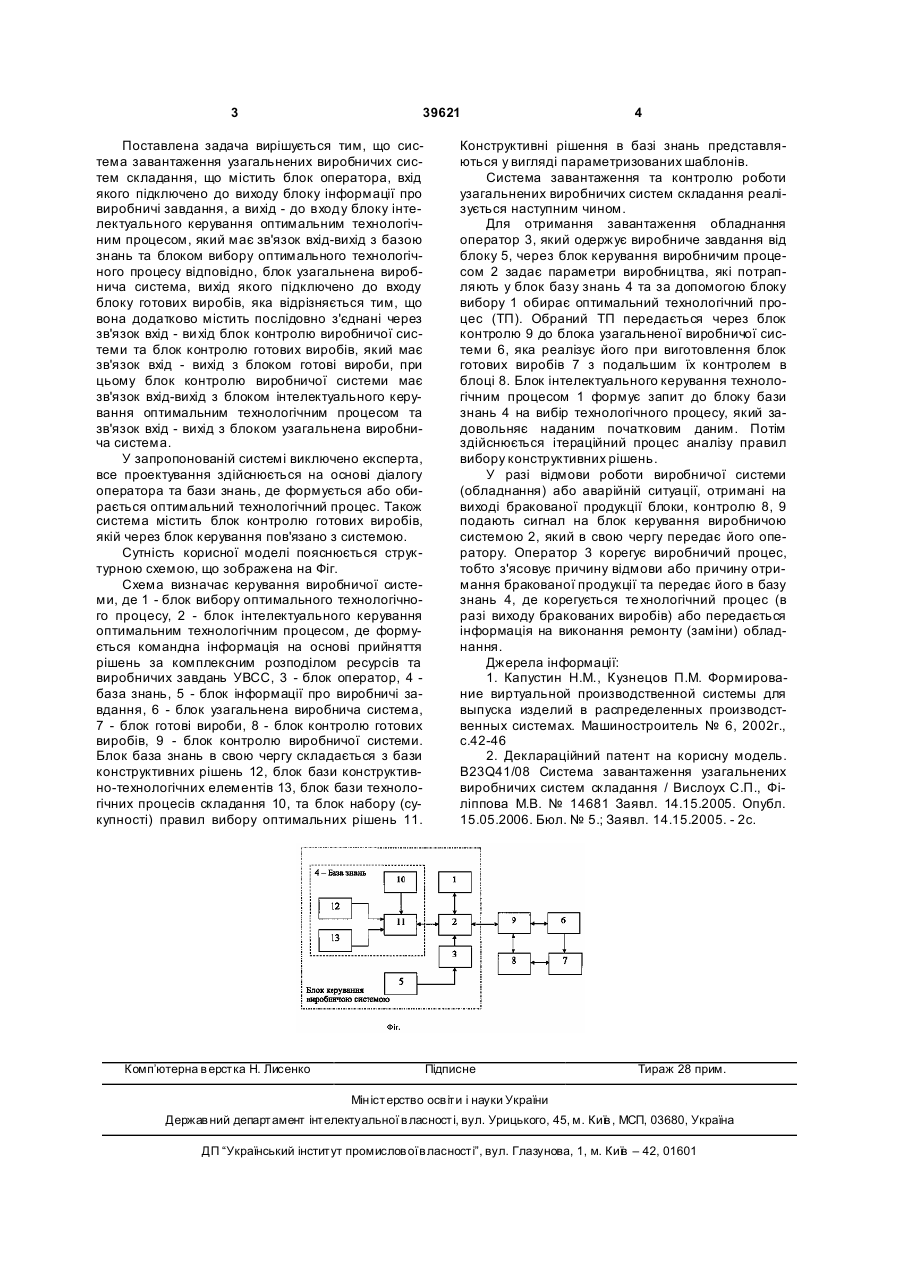
Система завантаження узагальнених виробничих систем складання, що містить блок оператора, вхід якого підключено до виходу блока інфо 3 39621 Поставлена задача вирішується тим, що система завантаження узагальнених виробничих систем складання, що містить блок оператора, вхід якого підключено до виходу блоку інформації про виробничі завдання, а вихід - до входу блоку інтелектуального керування оптимальним технологічним процесом, який має зв'язок вхід-вихід з базою знань та блоком вибору оптимального технологічного процесу відповідно, блок узагальнена виробнича система, вихід якого підключено до входу блоку готових виробів, яка відрізняється тим, що вона додатково містить послідовно з'єднані через зв'язок вхід - ви хід блок контролю виробничої системи та блок контролю готових виробів, який має зв'язок вхід - вихід з блоком готові вироби, при цьому блок контролю виробничої системи має зв'язок вхід-вихід з блоком інтелектуального керування оптимальним технологічним процесом та зв'язок вхід - вихід з блоком узагальнена виробнича система. У запропонованій системі виключено експерта, все проектування здійснюється на основі діалогу оператора та бази знань, де формується або обирається оптимальний технологічний процес. Також система містить блок контролю готових виробів, якій через блок керування пов'язано з системою. Сутність корисної моделі пояснюється структурною схемою, що зображена на Фіг. Схема визначає керування виробничої системи, де 1 - блок вибору оптимального технологічного процесу, 2 - блок інтелектуального керування оптимальним технологічним процесом, де формується командна інформація на основі прийняття рішень за комплексним розподілом ресурсів та виробничих завдань УВСС, 3 - блок оператор, 4 база знань, 5 - блок інформації про виробничі завдання, 6 - блок узагальнена виробнича система, 7 - блок готові вироби, 8 - блок контролю готових виробів, 9 - блок контролю виробничої системи. Блок база знань в свою чергу складається з бази конструктивних рішень 12, блок бази конструктивно-технологічних елементів 13, блок бази технологічних процесів складання 10, та блок набору (сукупності) правил вибору оптимальних рішень 11. Комп’ютерна в ерстка Н. Лисенко 4 Конструктивні рішення в базі знань представляються у вигляді параметризованих шаблонів. Система завантаження та контролю роботи узагальнених виробничих систем складання реалізується наступним чином. Для отримання завантаження обладнання оператор 3, який одержує виробниче завдання від блоку 5, через блок керування виробничим процесом 2 задає параметри виробництва, які потрапляють у блок базу знань 4 та за допомогою блоку вибору 1 обирає оптимальний технологічний процес (ТП). Обраний ТП передається через блок контролю 9 до блока узагальненої виробничої системи 6, яка реалізує його при виготовлення блок готових виробів 7 з подальшим їх контролем в блоці 8. Блок інтелектуального керування технологічним процесом 1 формує запит до блоку бази знань 4 на вибір технологічного процесу, який задовольняє наданим початковим даним. Потім здійснюється ітераційний процес аналізу правил вибору конструктивних рішень. У разі відмови роботи виробничої системи (обладнання) або аварійній ситуації, отримані на виході бракованої продукції блоки, контролю 8, 9 подають сигнал на блок керування виробничою системою 2, який в свою чергу передає його оператору. Оператор 3 корегує виробничий процес, тобто з'ясовує причину відмови або причину отримання бракованої продукції та передає його в базу знань 4, де корегується те хнологічний процес (в разі виходу бракованих виробів) або передається інформація на виконання ремонту (заміни) обладнання. Джерела інформації: 1. Капустин Н.М., Кузнецов П.М. Формирование виртуальной производственной системы для выпуска изделий в распределенных производственных системах. Машиностроитель № 6, 2002г., с.42-46 2. Деклараційний патент на корисну модель. B23Q41/08 Система завантаження узагальнених виробничих систем складання / Вислоух С.П., Філіппова М.В. № 14681 Заявл. 14.15.2005. Опубл. 15.05.2006. Бюл. № 5.; Заявл. 14.15.2005. - 2с. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюSystem of loading and control of operating of generalized production systems of assembling
Автори англійськоюVysloukh Serhii Petrovych, Filippova Maryna Viacheslavivna, Voloshko Oksana Viacheslavivna, Diorditsa Iryna Mykolaivna, Filippov Oleksii Viacheslavovych, Diorditsa Anna Mykolaivna
Назва патенту російськоюСистема загрузки и контроля работы обобщенных производственных систем сборки
Автори російськоюВислоух Сергей Петрович, Филиппова Марина Вячеславовна, Волошко Оксана Вячеславовна, Диордица Ирина Николаевна, Филиппов Алексей Вячеславович, Диордица Анна Николаевна
МПК / Мітки
МПК: B23Q 41/08
Мітки: складання, контролю, завантаження, роботи, виробничих, система, узагальнених, систем
Код посилання
<a href="https://ua.patents.su/2-39621-sistema-zavantazhennya-ta-kontrolyu-roboti-uzagalnenikh-virobnichikh-sistem-skladannya.html" target="_blank" rel="follow" title="База патентів України">Система завантаження та контролю роботи узагальнених виробничих систем складання</a>
Система завантаження узагальнених виробничих систем складання
Номер патенту: 14681
Опубліковано: 15.05.2006
Автори: Вислоух Сергій Петрович, Філіппова Марина В`ячеславівна
МПК: B23Q 41/08
Мітки: складання, виробничих, система, систем, завантаження, узагальнених
Формула / Реферат:
Система завантаження узагальнених виробничих систем складання, що містить блок оператора, вхід якого підключено до блока інформації про виробничі завдання, а вихід - через блок керування оптимальним технологічним процесом через двосторонній зв'язок підключено до бази знань, другий вихід блока керування оптимальним технологічним процесом підключено до блока узагальненої виробничої системи, що має зв'язок з блоком готових виробів, яка...
Система запуску та контролю режимів роботи синхронного двигуна групи г-д
Номер патенту: 50114
Опубліковано: 15.10.2002
Автори: Пасмурских Олександр Олексійович, Марченко Андрій Бронікович, Вошун Олексій Миколайович, Чорний Олексій Петрович, Зубова Олена Іванівна, Родькін Дмитро Йосипович
МПК: H02P 7/06
Мітки: контролю, запуску, групи, режимів, синхронного, г-д, роботи, двигуна, система
Формула / Реферат:
1. Система запуску та контролю режиму роботи синхронного двигуна групи Г-Д, яка вмикає синхронний двигун з вимикачем у мережі статора, збуджувачем у мережі збудження та генератором постійного струму на валу, джерела живлення якірної мережі генератора з комутуючим апаратом, контакторний апарат в мережі живлення двигуна, перетворювачі для живлення обмотки збудження та якірної мережі на період пуску, яка відрізняється тим, що для спрощення...
Система контролю параметрів багатофункціональних систем
Номер патенту: 61712
Опубліковано: 15.03.2005
Автор: БЕЗСЧАСТНИЙ Василь Олексійович
МПК: G05B 23/02
Мітки: система, параметрів, багатофункціональних, систем, контролю
Формула / Реферат:
1. Спосіб вилучення благородних металів із матеріалу, що їх містить, який включає обробку розчином реагенту при опроміненні НВЧ-полем з переведенням благородних металів у розчин, який відрізняється тим, що перед обробкою матеріал піддають механоактивації протягом 5-120 хвилин, при цьому відношення потужності механічної енергії, що підводять до питомої поверхні активованого матеріалу, підтримують у інтервалі 0,0133-25 Вт°кг°м-2, а обробку...
Система контролю режиму роботи вагона-вагів доменної печі
Номер патенту: 14455
Опубліковано: 15.05.2006
Автори: Гордієнко Володимир Анатольйович, Івлєв Валерій Павлович, Замуруєв Валерій Михайлович, Дрейко Олексій Іванович, Петров Юрій Васильович, Попов Валерій Євгенович, Крикунов Борис Петрович, Єжак Олександр Євлампійович, Байструченко Олександр Савелович
МПК: C21B 7/24
Мітки: роботи, система, вагона-вагів, печі, режиму, контролю, доменної
Формула / Реферат:
Система контролю режиму роботи вагона-вагів доменної печі, що містить блок визначення положення вагона-вагів відносно бункерів естакади, сполучений з розміщеним на вагоні-вагах контролером, встановлені на вагоні-вагах система зважування і система датчиків контролю роботи виконавчих механізмів вагона-вагів, які зв'язані з контролером, розміщений на вагоні-вагах блок передачі інформації, блок прийому інформації, взаємозв'язаний з системним...
Пристрій для контролю та реєстрації параметрів роботи трамвая
Номер патенту: 37416
Опубліковано: 25.11.2008
Автори: Розводюк Михайло Петрович, Барбалат Катерина Володимирівна
МПК: G07C 5/00
Мітки: роботи, пристрій, реєстрації, параметрів, трамвая, контролю
Формула / Реферат:
Пристрій для контролю та реєстрації параметрів роботи трамвая, який складається із сенсора швидкості, реєстратора, лічильника пройденого шляху, який відрізняється тим, що в нього введено задавач маршруту, перший та другий функціональні блоки, сенсор стану дверей, сенсор маси вагона, блок ділення, блок керування, причому вихід задавача маршруту підключений до першого входу першого функціонального блока та до входу лічильника пройденого шляху,...
Попередній патент: Спосіб виробництва вуглекислого газу з вапняку
Наступний патент: Газоаналізатор
Випадковий патент: Спосіб керамопластики кісткових кіст