Спосіб неперервного горизонтального лиття заготовок
Номер патенту: 46889
Опубліковано: 17.06.2002
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
Формула / Реферат
Спосіб неперервного горизонтального лиття заготовок, що включає попередній нагрів металоприймача з одночасною подачею води в кристалізатор, заповнення металоприймача рідким металом і наступне неперервне витягування заготовки з кристалізатора з неперервною подачею рідкого металу в металоприймач і неперервною подачею номінальної кількості води в кристалізатор, який відрізняється тим, що витрату води в процесі попереднього нагрівання металоприймача встановлюють по залежності:
![]()
де:
Qп. води - витрата води через кристалізатор при попередньому нагріванні металоприймача, т/година,
Κ1 - коефіцієнт, що враховує особливості конструкції установки, т/мּгодина,
![]() - різниця температурпопереднього нагрівання металоприймача і води на виході з кристалізатора при попередньому нагріванні металоприймача, °С,
- різниця температурпопереднього нагрівання металоприймача і води на виході з кристалізатора при попередньому нагріванні металоприймача, °С,
Ηкр - висота передньої стінки кристалізатора в місці з'єднання кристалізатора з металоприймачем, м,
![]() - різниця температур води на вході і на виході кристалізатора при попередньому нагріванні металоприймача, °С,
- різниця температур води на вході і на виході кристалізатора при попередньому нагріванні металоприймача, °С,
а при заповненні металоприймача рідким металом витрату води збільшують лінійно від витрати при попередньому нагріванні металоприймача до номінальної витрати протягом періоду часу, обумовленого по залежності:
![]()
де:
![]() - період часу, протягом якого лінійно збільшують витрату води через кристалізатор від витрати при попередньому нагріванні металоприймача до номінальної витрати, сек,
- період часу, протягом якого лінійно збільшують витрату води через кристалізатор від витрати при попередньому нагріванні металоприймача до номінальної витрати, сек,
К2 - коефіцієнт, що характеризує властивості металу, що розливається, кг/м3,
Sмет. пр. - площа поперечного перерізу внутрішньої порожнини металоприймача, м2,
Нкр. - висота передньої стінки кристалізатора в місці з'єднання кристалізатора з металоприймачем, м,
Qмет - витрата рідкого металу при заповненні металоприймача, кг/сек.
Текст
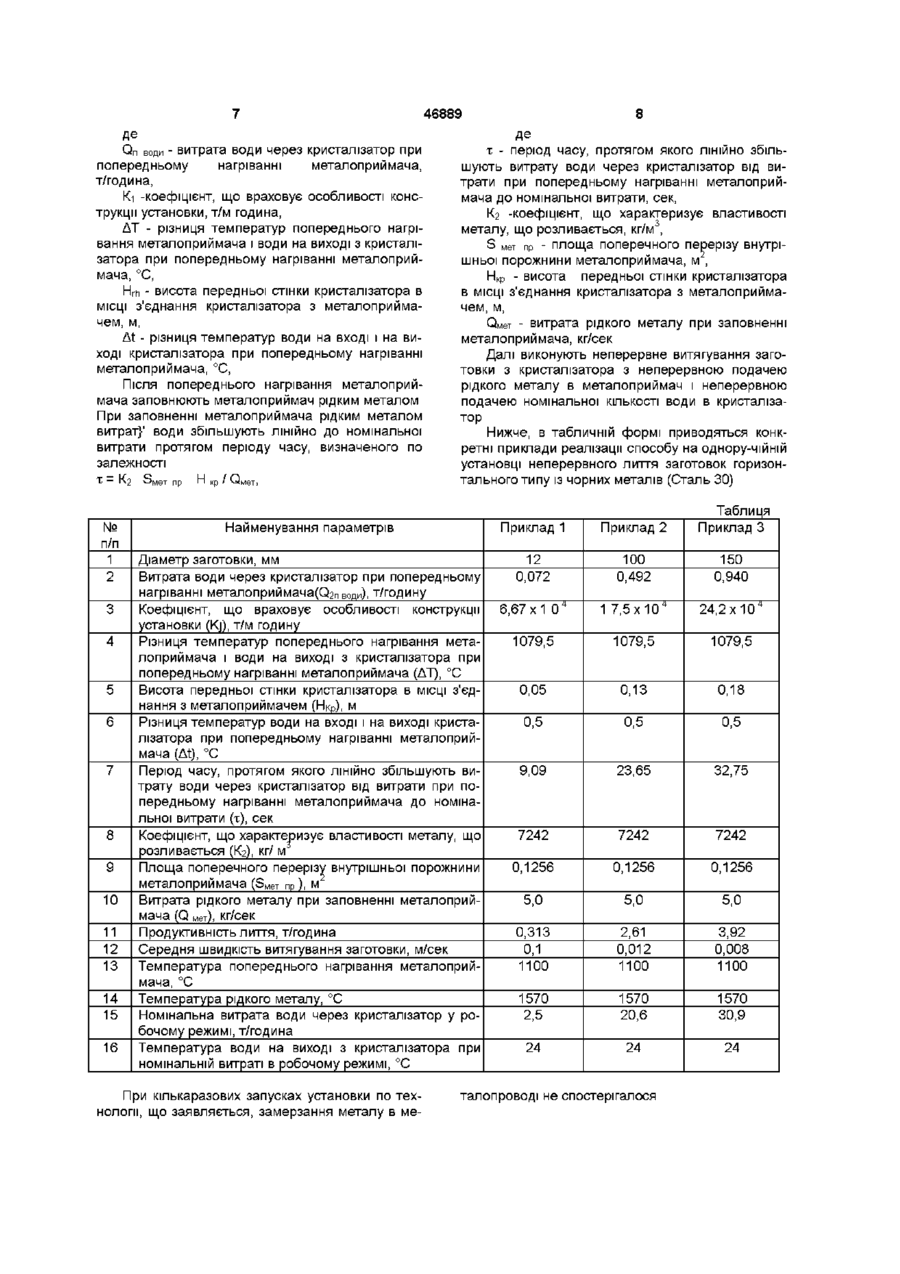
Спосіб неперервного горизонтального лиття заготовок, що включає попередній нагрів металоприймача з одночасною подачею води в кристалізатор, заповнення металоприймача рідким металом і наступне неперервне витягування заготовки з кристалізатора з неперервною подачею рідкого металу в металоприймач і неперервною подачею номінальної КІЛЬКОСТІ води в кристалізатор, який відрізняється тим, що витрату води в процесі попереднього нагрівання металоприймача встановлюють по залежності О-пводи = К 1 - Д Т - Н к р / Д 1 , Де Оп води - витрата води через кристалізатор при попередньому нагріванні металоприймача, т/година, Винахід відноситься до металургії і може бути використаний при виробництві заготовок металів і сплавів методом неперервного горизонтального лиття Широко ВІДОМІ способи неперервного лиття металу в горизонтальних установках неперервного лиття, що передбачають попередній нагрів металоприймача з одночасною подачею води, що охолоджує, в кристалізатор, заповнення металоприймача рідким металом і наступне неперервне витя Кі - коефіцієнт, що враховує особливості конструкції установки, т/м година, AT - різниця температур попереднього нагрівання металоприймача і води на виході з кристалізатора при попередньому нагріванні металоприймача, °С, Нкр - висота передньої стінки кристалізатора в МІСЦІ з'єднання кристалізатора з металоприймачем, м, At - різниця температур води на вході і на виході кристалізатора при попередньому нагріванні металоприймача, °С, а при заповненні металоприймача рідким металом витрату води збільшують ЛІНІЙНО ВІД витрати при попередньому нагріванні металоприймача до номінальної витрати протягом періоду часу, обумовленого по залежності о ДЄ |_| '2 '°мет пр ' п к р т - період часу, протягом якого ЛІНІЙНО збільшують витрату води через кристалізатор від витрати при попередньому нагріванні металоприймача до номінальної витрати, сек, Кг - коефіцієнт, що характеризує властивості ме3 талу, що розливається, кг/м , SHeT п - площа поперечного перерізу внутрішньої р порожнини металоприймача, м2, Нкр - висота передньої стінки кристалізатора в МІСЦІ з'єднання кристалізатора з металоприймачем, м, Онет - витрата рідкого металу при заповненні металоприймача, кг/сек гування заготовки з кристалізатора з неперервною подачею рідкого металу в металоприймач і неперервною подачею номінальної КІЛЬКОСТІ ВОДИ В кристалізатор При різноманітних відомих способах неперервного лиття металу в горизонтальних установках зазначені операції є обов'язковими Так, без попереднього нагрівання металоприймача неможливо заповнення металоприймача рідким металом у період запуску установки Подача води в кристалі О 00 00 (О 46889 затор при попередньому нагріванні металоприимача необхідна для запобігання перегріву кристалізатора, тому що основні конструктивні елементи кристалізатора в більшості випадків виготовлені з МІДІ, яка не допускає перегріву вище 400 С Заповнення металоприймача рідким металом і наступне неперервне витягування заготовки з кристалізатора з неперервною подачею рідкого металу в металоприймач і неперервною подачею номінальної КІЛЬКОСТІ води в кристалізатор являються невід'ємними технологічними ознаками неперервного лиття металу в горизонтальних установках неперервного лиття Загальними ознаками таких способів і рішення, що заявляється, є попередній нагрів металоприймача з подачею води, що охолоджує, в кристалізатор, заповнення металоприймача рідким металом і наступне неперервне витягування заготовки з кристалізатора з неперервною подачею рідкого металу в металоприймач і неперервною подачею номінальної КІЛЬКОСТІ ВОДИ В кристалізатор Істотну проблему при реалізації зазначених способів складає запобігання замерзання металу в металопроводі (у сполучному стакані), що підводить рідкий метал із металоприймача в кристалізатор, при запуску установки Без прийняття спеціальних мір рідкий метал при заповненні металоприймача в період запуску установки замерзає в металопроводі (у сполучному стакані), що виключає можливість нормальної експлуатації установки Часткове рішення зазначеної проблеми може забезпечуватися конструктивними особливостями виконання установки Так, в установці для горизонтального неперервного розливання металу, яка відома по авторському свідоцтву СРСР № 916066, МКВ 3 B22D 11/14, пріоритет від 23 05 80, запобігання замерзання металу в стакані вирішується конструктивно - виконанням між стаканом, через який рідкий метал надходить у кристалізатор, і кристалізатором теплоізолюючої прокладки, що зменшує тепловий потік від стакана до кристалізатора і тим самим знижує можливість замерзання металу в стакані при заповненні рідким металом В основу роботи зазначеного пристрою положень описаний вище відомий спосіб неперервного горизонтального розливання металу, який включає попередній нагрів металоприймача з одночасною подачею води в кристалізатор, заповнення металоприймача рідким металом і наступне неперервне витягування заготовки з кристалізатора з неперервною подачею рідкого металу в металоприймач і неперервною подачею номінальної КІЛЬКОСТІ води в кристалізатор Запобігання замерзання металу в стакані за рахунок конструктивних особливостей виконання окремих вузлів установки ускладнює конструкцію, збільшує вартість установки і експлуатаційні витрати, не забезпечує універсальності і достатньої ефективності На думку авторів більш ефективним рішенням зазначеної проблеми є вибір особливих режимів виконання технологічних операцій, при яких запобігається замерзання металу в каналі, що з'єднує металоприймач з кристалізатором, у період заповнення металоприймача рідким металом В якості прототипу вибраний спосіб неперервного горизонтального лиття заготовок, відомий по опису винаходу до авторського свідоцтва СРСР № 1348057, МКВ4 B22D 11/00, пріоритет від 02 01 86 Спосіб, як і вище описані способи, включає попередній нагрів металоприймача з одночасною подачею води в кристалізатор для його охолодження, заповнення металоприймача рідким металом і наступне неперервне витягування заготовки з кристалізатора з неперервною подачею рідкого металу в металоприймач і неперервною подачею номінальної КІЛЬКОСТІ ВОДИ В кристалізатор для його охолодження Особливостями способу є віджаття рідкого металу в зазорі між металопроводом і кристалізатором за допомогою електромагнітного поля, а також подача в зазначений зазор під тиском інертного газу або мастила Загальними ознаками прототипу і рішення, що заявляється, є попередній нагрів метало-приймача 3 одночасною подачею води в кристалізатор, заповнення металоприймача рідким металом і наступне неперервне витягування заготовки з кристалізатора з неперервною подачею рідкого металу в металоприймач і неперервною подачею номінальної КІЛЬКОСТІ води в кристалізатор Вибраний у якості прототипу спосіб дозволяє підвищити якість поверхні злитка і знизити енерговитрати, проте не запобігає замерзанню металу в металопроводі подачі металу з металоприймача в кристалізатор при заповненні металоприймача рідким металом у період запуску установки і тим самим не забезпечує надійність запуску установки В основу винаходу поставлена задача удосконалення способу неперервного горизонтального лиття заготовок, у якому за рахунок особливостей режимів технологічних операцій запобігається замерзання рідкого металу в металопроводі подачі металу з металоприймача в кристалізатор і тим самим забезпечується надійність запуску установки Поставлена задача вирішується тим, що в способі неперервного горизонтального лиття заготовок, що включає попередній нагрів металоприймача з одночасною подачею води в кристалізатор, заповнення металоприймача рідким металом і наступне неперервне витягування заготовки з кристалізатора з неперервною подачею рідкого металу в металоприймач і неперервною поданою номінальної КІЛЬКОСТІ води в кристалізатор, ВІДПОВІДНО до винаходу, витрату остудної води в процесі попереднього нагрівання металоприймача встановлюють по залежності Qr = Кі ДТ Нкп/At Qn води - витрата води через кристалізатор при попередньому нагріванні металоприймача, т/година, Кі -коефіцієнт, що враховує особливості конструкції установки, т/м година, ДТ - різниця температур попереднього нагрівання металоприймача і води на виході з кристалізатора при попередньому нагріванні металоприймача, °С, Hrh - висота передньої стінки кристалізатора в МІСЦІ з'єднання кристалізатора з металоприймачем, м, At - різниця температур води на вході і на виході кристалізатора при попередньому нагріванні металоприймача, °С, а при заповненні металоприймача рідким металом витрати води збільшують ЛІНІЙНО ДО номінальної витрати протягом періоду часу, встановленого по залежності X — Г\2 Онет пр г і кр ' Онет, Де х - період часу, протягом якого ЛІНІЙНО збільшують витрату води через кристалізатор від витрати при попередньому нагріванні металоприймача до номінальної витрати, сек, Кг -коефіцієнт, що характеризує властивості 3 металу, що розливається, кг/м , S нет п - площапоперечного перерізу внутрір шньої порожнини металоприймача, м , Нкр - висота передньої стінки кристалізатора в МІСЦІ з'єднання кристалізатора з металоприймачем, м, Онет - витрата рідкого металу при заповненні металоприймача, кг/сек Зазначені ознаки є істотними ознаками способу, що заявляється Значення коефіцієнта КІ визначається конструктивними особливостями виконання основних вузлів установки, в першу чергу виконанням вузла сполучення кристалізатора з металоприймачем, який визначає тепловий опір переходу "металоприймач - кристалізатор" В більшості випадків для типових установок значення коефіцієнта Кі находиться в межах від 6,5 х 10 4 до 25,0 х 10 4 т/м годину для діаметрів заготовок від 10мм до 150мм Як правило, точне значення коефіцієнта Кі для конкретної установки визначається експериментальним шляхом Значення коефіцієнта «2 для чорних металів находиться в межах 7200 - 8300кг/м3 Причинно-слідчий зв'язок істотних ознак винаходу і технічного результату, що досягається (запобігання замерзання рідкого металу в металопроводі подачі металу з металоприймача в кристалізатор при запуску установки), виражається в такому При попередньому нагріванні металоприймача з подачею номінальної КІЛЬКОСТІ ВОДИ В кристалізатор нагрівання металопроводу подачі металу з металоприймача в кристалізатор без прийняття спеціальних мір у більшості випадків являється недостатнім, що приводить до замерзання металу в металопроводі при заповненні металоприймача рідким металом у період запуску установки Зменшення витрати води через кристалізатор при попередньому нагріванні металоприймача збільшує прогрів металопроводу, проте при цьому збільшується і нагрів кристалізатора При значному зменшенні витрати води нагрів кристалізатора може перевищити допустиму норму Значне збільшення витрат води при , попередньому нагріванні металоприймача приведе до недостатнього нагрівання металопроводу і замерзанню металу при заповненні металоприймача Існує деякий оптимальний режим подачі води, що визначається характеристиками установки, зокрема, тепловими опорами її окремих вузлів, який забезпечує достатній прогрів металопроводу і запобігає перегріву кристалізатора в період попереднього 46889 нагрівання металоприймача Доведено, що такий оптимальний режим буде мати місце за умови, якщо витрату води в процесі попереднього нагрівання металоприймача встановити по залежності = Кі ДТ Нкп/At Qr Qn води - витрата води через кристалізатор при попередньому нагріванні металоприймача, т/година, Кі -коефіцієнт, що враховує особливості конструкції установки, т/м година, ДТ - різниця температур попереднього нагрівання металоприймача і води на виході з кристалізатора при попередньому нагріванні металоприймача, °С, Hit, - висота передньої стінки кристалізатора в МІСЦІ з'єднання кристалізатора з металоприймачем, м, At - різниця температур води на вході і на виході кристалізатора при попередньому нагріванні металоприймача, °С, а при заповненні металоприймача рідким металом витрати води збільшують ЛІНІЙНО ДО номінальної витрати протягом періоду часу, встановленого по залежності X — К2 Онет пр г і кр / Онет, Де х - період часу, протягом якого ЛІНІЙНО збільшують витрату води через кристалізатор від витрати при попередньому нагріванні металоприймача до номінальної витрати, сек, Кг -коефіцієнт, що характеризує властивості металу, що розливається, кг/м3, S нет п - площа поперечного перерізу внутрір шньої порожнини металоприймача, м , Нкр - висота передньої стінки кристалізатора в МІСЦІ з'єднання кристалізатора з металоприймачем, м, Онет - витрата рідкого металу при заповненні металоприймача, кг/сек При виконанні зазначених умов забезпечується достатній прогрів металопроводу і запобігається перегрів кристалізатора в період попереднього нагрівання металоприймача, що дозволяє виключити замерзання металу в металопроводі при запуску установки Отже, ознаки способу, що заявляється, у тому числі попередній нагрів металоприймача з одночасною подачею остудної води в кристалізатор, заповнення металоприймача рідким металом і наступне неперервне витягування заготовки з кристалізатора з неперервною подачею рідкого металу в металоприймач і неперервною подачею номінальної КІЛЬКОСТІ ВОДИ В кристалізатор з урахуванням зазначених режимів подачі води в кристалізатор, знаходяться в причинно-слідчому зв'язку з технічним результатом Спосіб, що заявляється, реалізують таким чином За допомогою газового пальника попередньо нагрівають металоприймач до температури 1100°С Одночасно з попереднім нагріванням металоприймача подають воду в кристалізатор для його охолодження Витрату води в процесі попереднього нагрівання металоприймача встановлюють по залежності = Кі ДТ Ог 46889 Де Qn води - витрата води через кристалізатор при попередньому нагріванні металоприймача, т/година, Кі -коефіцієнт, що враховує особливості конструкції установки, т/м година, ДТ - різниця температур попереднього нагрівання металоприймача і води на виході з кристалізатора при попередньому нагріванні металоприймача, °С, Hrh - висота передньої стінки кристалізатора в МІСЦІ з'єднання кристалізатора з металоприймачем, м, At - різниця температур води на вході і на виході кристалізатора при попередньому нагріванні металоприймача, °С, Після попереднього нагрівання металоприймача заповнюють металоприймач рідким металом При заповненні металоприймача рідким металом витрат}' води збільшують ЛІНІЙНО ДО номінальної витрати протягом періоду часу, визначеного по залежності т=К3 Н ко / Q, Де х - період часу, протягом якого ЛІНІЙНО збільшують витрату води через кристалізатор від витрати при попередньому нагріванні металоприймача до номінальної витрати, сек, Кг -коефіцієнт, що характеризує властивості металу, що розливається, кг/м3, S нет п - площа поперечного перерізу внутрір шньої порожнини металоприймача, м , Нкр - висота передньої стінки кристалізатора в МІСЦІ з'єднання кристалізатора з металоприймачем, м, Онет - витрата рідкого металу при заповненні металоприймача, кг/сек Далі виконують неперервне витягування заготовки з кристалізатора з неперервною подачею рідкого металу в металоприймач і неперервною подачею номінальної КІЛЬКОСТІ ВОДИ В кристалізатор Нижче, в табличній формі приводяться конкретні приклади реалізації способу на однору-чійній установці неперервного лиття заготовок горизонтального типу із чорних металів (Сталь ЗО) № п/п Найменування параметрів 1 2 Діаметр заготовки, мм Витрата води через кристалізатор при попередньому нагріванні металоприймача(СІ2пводи), т/годину Коефіцієнт, що враховує особливості конструкції установки (К|), т/м годину Різниця температур попереднього нагрівання металоприймача і води на виході з кристалізатора при попередньому нагріванні металоприймача (ДТ), °С Висота передньої стінки кристалізатора в МІСЦІ з'єднання з металоприймачем (Нкр), м Різниця температур води на вході і на виході кристалізатора при попередньому нагріванні металоприймача (At), °С Період часу, протягом якого ЛІНІЙНО збільшують витрату води через кристалізатор від витрати при попередньому нагріванні металоприймача до номінальної витрати (х), сек Коефіцієнт, що характеризує властивості металу, що розливається (Кг), кг/ м Площа поперечного перерізу внутрішньої порожнини металоприймача (SHeT пр), м Витрата рідкого металу при заповненні металоприймача (Q нет), кг/сек Продуктивність лиття, т/година Середня швидкість витягування заготовки, м/сек Температура попереднього нагрівання металоприймача, °С Температура рідкого металу, °С Номінальна витрата води через кристалізатор у робочому режимі, т/година Температура води на виході з кристалізатора при номінальній витраті в робочому режимі, °С 3 4 5 6 7 8 9 10 11 12 13 14 15 16 При кількаразових запусках установки по технологи, що заявляється, замерзання металу в ме Приклад 1 Приклад 2 Таблиця Приклад 3 12 100 150 0,072 0,492 0,940 6,67x1 О4 1 7,5хЮ4 24,2хЮ4 1079,5 1079,5 1079,5 0,05 0,13 0,18 0,5 0,5 0,5 9,09 23,65 32,75 7242 7242 7242 0,1256 0,1256 0,1256 5,0 5,0 5,0 0,313 2,61 0,012 1100 3,92 0,008 1100 2,5 1570 20,6 1570 30,9 24 24 24 0,1 1100 1570 талопроводі не спостерігалося 46889 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 10
ДивитисяДодаткова інформація
Автори англійськоюKravtsov Vladlen Vasyl'iovych, Makhmudov Oleksandr Hafarovych
Автори російськоюКравцов Владлен Васильевич, Махмудов Александр Гафарович
МПК / Мітки
МПК: B22D 11/22, B22D 11/045, B22D 11/16
Мітки: неперервного, заготовок, спосіб, горизонтального, лиття
Код посилання
<a href="https://ua.patents.su/5-46889-sposib-neperervnogo-gorizontalnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб неперервного горизонтального лиття заготовок</a>
Багатоструминний кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів
Номер патенту: 28691
Опубліковано: 16.10.2000
Автори: Глазков Анатолій Якович, Шевченко Віктор Іванович, Козловіч Валєнтін Ніколаєвіч, Руденко Анатолій Олександрович, Пашковскій Андрєй Пєтровіч, Клєвжіц Алєксандр Сємьоновіч, Нестеров Дмитро Кузьмич
МПК: B22D 11/045
Мітки: кольорових, кристалізатор, сплавів, лиття, горизонтального, багатоструминний, заготовок, безперервного
Формула / Реферат:
Багатострумковий кристалізатор для горизонтального безперервного лиття заготовок із кольорових сплавів, який містить водоохолоджуваний кожух та встановлену в ньому графітову формоутворюючу втулку, яка містить робочі порожнини, розташовані горизонтальними рядами, який відрізняється тим, що робочі порожнини кожного наступного горизонтального ряду виконані діаметром, відмінним від діаметру порожнин попереднього горизонтального ряду, при цьому...
Спосіб горизонтального безперервного лиття заготовок
Номер патенту: 23421
Опубліковано: 02.06.1998
Автори: Семенов Анатолій Петрович, Звонарьов Сергій Олександрович, Гуртовий Микола Іванович, Богданов Аркадій Іванович, Козаченко Станіслав Митрофанович, Щербачов Василь Валентинович
МПК: B22D 11/00
Мітки: спосіб, лиття, горизонтального, безперервного, заготовок
Формула / Реферат:
Способ горизонтального непрерывного литья заготовок, включающий подачу расплава в разъемный кристаллизатор из металлоприемника при перемещении его совместно с подвижной частью кристаллизатора на величину шага в направлении, противоположном вытягиванию заготовки, формирование заготовки и периодическое вытягивание ее из кристаллизатора с рабочей скоростью, с одновременным возвратом металлоприемника в исходное положение, отличающийся тем, что...
Спосіб горизонтального безперервного лиття заготовок
Номер патенту: 17598
Опубліковано: 06.05.1997
Автори: Белякова Лілія Іванівна, Зятіна Олександр Сергійович, Давиденко Петро Данилович, Добровольський Владислав Борисович, Козаченко Станіслав Митрофанович, Щербачев Василь Валентинович, Герасименко Віктор Григорович
МПК: B22D 11/045, B22D 11/00
Мітки: лиття, горизонтального, заготовок, безперервного, спосіб
Формула / Реферат:
Способ горизонтального непрерывного литья заготовок, включающий подачу расплава в кристаллизатор, формирование в нем заготовки из трещиночувствительных сплавов, вытягивание ее в шаговом режиме и вторичное охлаждение заготовки за кристаллизатором, отличающийся тем, что вторичное охлаждение заготовки на участке жидкой фазы осуществляют со скоростью 2 ... 5град/с, а охлаждение остальной части полностью затвердевшей заготовки производят со...
Кристалізатор для горизонтального безперервного лиття порожнистих заготовок
Номер патенту: 4671
Опубліковано: 28.12.1994
Автори: Бєлякова Лілія Іванівна, Богданов Аркадій Іванович, Козаченко Станіслав Митрофанович, Корягін Олексій Федорович
МПК: B22D 11/04
Мітки: заготовок, горизонтального, лиття, кристалізатор, безперервного, порожнистих
Формула / Реферат:
(57) Кристаллизатор для горизонтального непрерывного литья полых заготовок, со держащий рабочую полость, образованную охлаждаемой втулкой и дорном с каналами, расположенными на расстоянии от втулки, при этом втулка и дорн выполнены из тепло проводного материала определенной твердости, отличающийся тем, что отношение расстояния от каналов дорна до втулки к минимальному размеру рабочей полости кристаллизатора составляет 0,1...0,3, а твердость...
Кристалізатор для горизонтального безперервного лиття заготовок
Номер патенту: 1929
Опубліковано: 20.12.1994
Автори: Беседіна Елеонора Борисівна, Стефанов Анатолій Сергійович, Руденко Анатолій Олександрович, Чернишова Світлана Никодимівна, Мартинов Валерій Васильович, Якунін Іван Олексійович
МПК: B22D 11/04
Мітки: лиття, кристалізатор, горизонтального, заготовок, безперервного
Формула / Реферат:
Кристаллизатор ддя горизонтального непрерывного литья заготовок, содержащий посадочное отверстие для металлопровода и цилиндрическую рабочую полость, сопряженные между собой по конической поверхности в зоне, прилегающей к посадочному отверстию, отличающийся тем, что, с целью повышения качества металла за счет снижения содержания неметаллических включений, конусность поверхности сопряжения равна 6—8°.
Попередній патент: Охолоджувана текучим середовищем пакетна система батарей, модуль батареї великої потужності, перезарядна батарея та перезарядна система батарей
Наступний патент: Силовий трансформатор або індуктор у системі генерування, передачі або розподілу енергії
Випадковий патент: Спосіб визначення еродованості грунтів за ступенем їх гумусоутворювального потенціалу