Спосіб горизонтального безперервного лиття заготовок
Номер патенту: 17598
Опубліковано: 06.05.1997
Автори: Добровольський Владислав Борисович, Щербачев Василь Валентинович, Белякова Лілія Іванівна, Герасименко Віктор Григорович, Козаченко Станіслав Митрофанович, Зятіна Олександр Сергійович, Давиденко Петро Данилович
Формула / Реферат
Способ горизонтального непрерывного литья заготовок, включающий подачу расплава в кристаллизатор, формирование в нем заготовки из трещиночувствительных сплавов, вытягивание ее в шаговом режиме и вторичное охлаждение заготовки за кристаллизатором, отличающийся тем, что вторичное охлаждение заготовки на участке жидкой фазы осуществляют со скоростью 2 ... 5град/с, а охлаждение остальной части полностью затвердевшей заготовки производят со скоростью 0,1 … 0,5град/с.
Текст
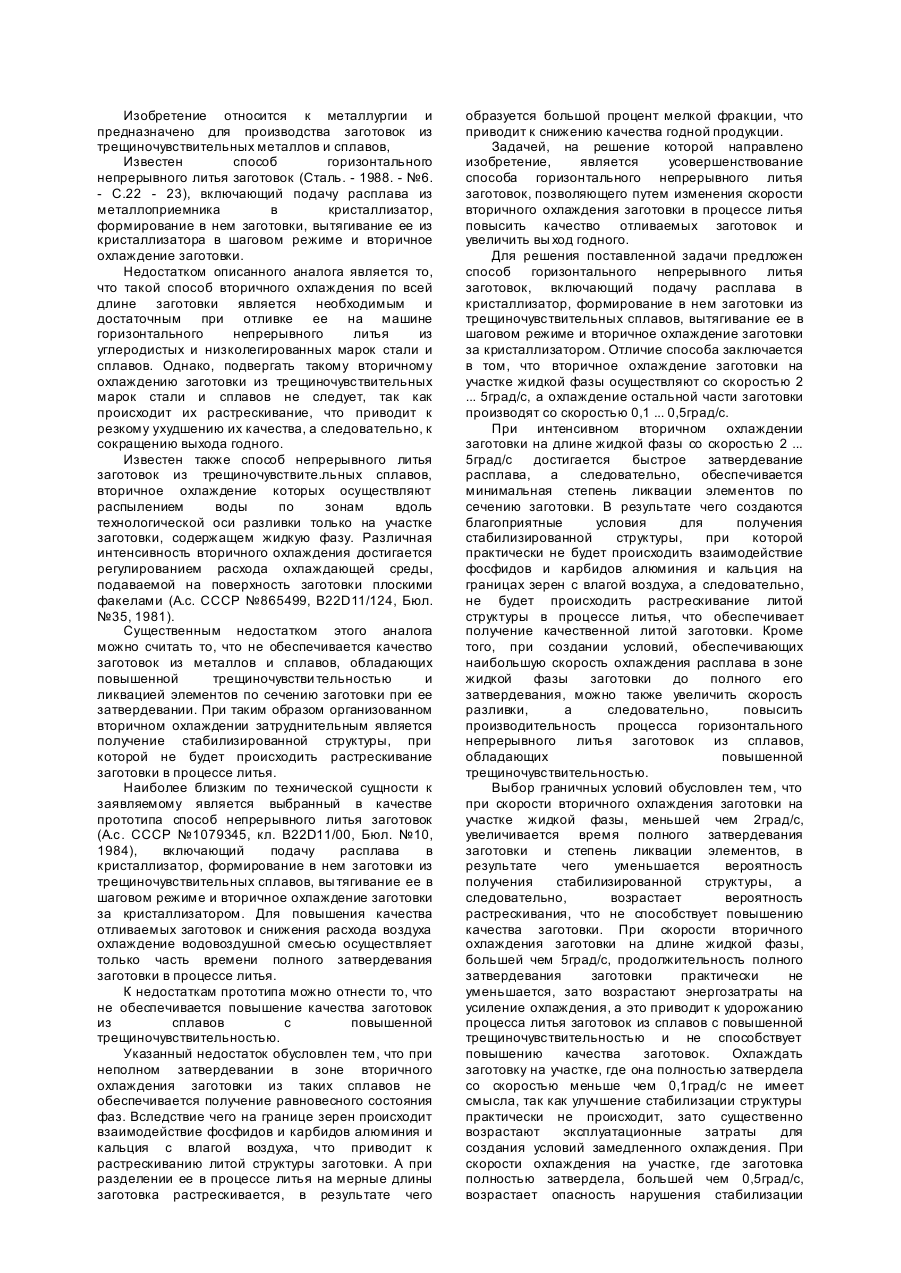
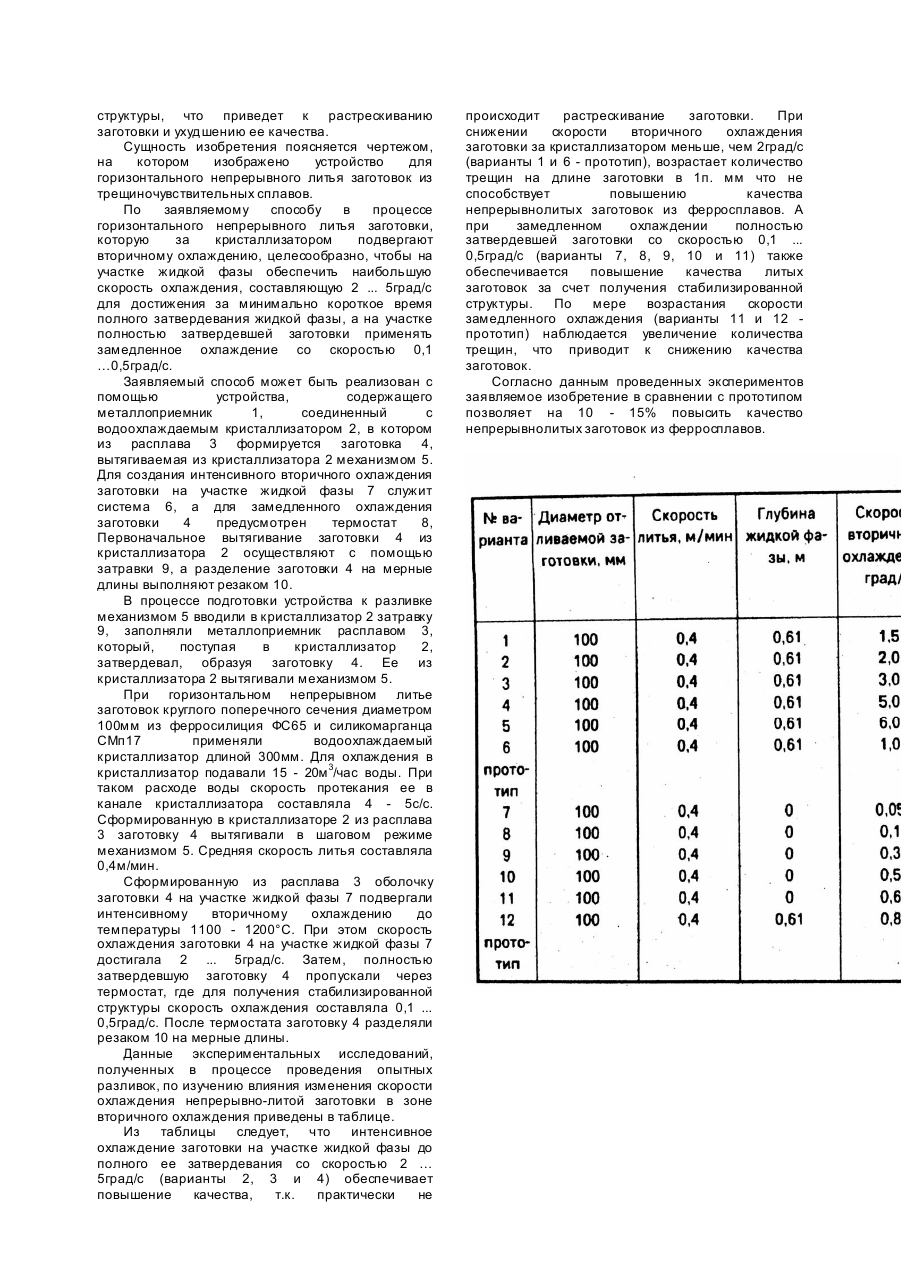
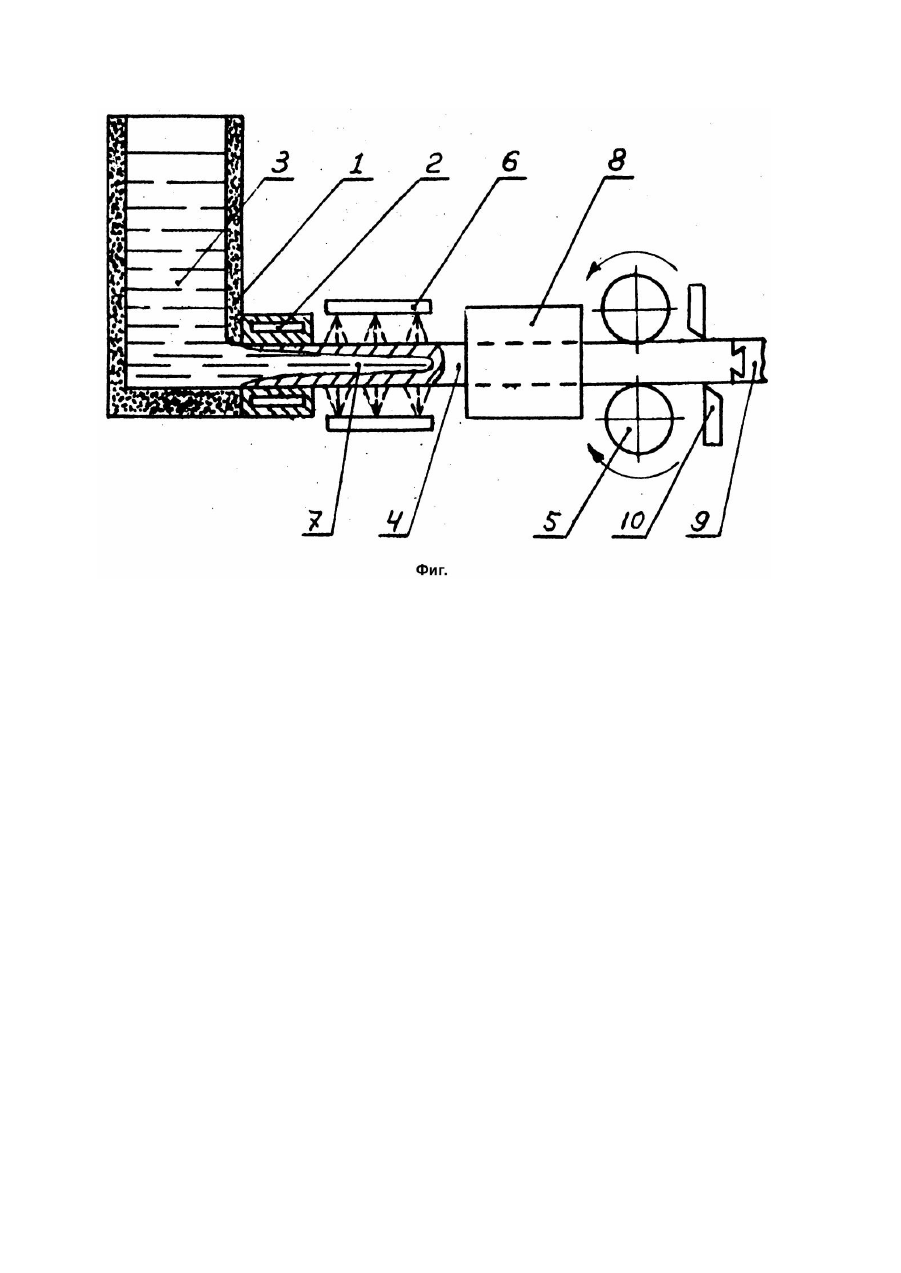
Изобретение относится к металлургии и предназначено для производства заготовок из трещиночувствительных металлов и сплавов, Известен способ горизонтального непрерывного литья заготовок (Сталь. - 1988. - №6. - С.22 - 23), включающий подачу расплава из металлоприемника в кристаллизатор, формирование в нем заготовки, вытягивание ее из кристаллизатора в шаговом режиме и вторичное охлаждение заготовки. Недостатком описанного аналога является то, что такой способ вторичного охлаждения по всей длине заготовки является необходимым и достаточным при отливке ее на машине горизонтального непрерывного литья из углеродистых и низколегированных марок стали и сплавов. Однако, подвергать такому вторичному охлаждению заготовки из трещиночувствительных марок стали и сплавов не следует, так как происходит их растрескивание, что приводит к резкому ухудшению их качества, а следовательно, к сокращению выхода годного. Известен также способ непрерывного литья заготовок из трещиночувствите.льных сплавов, вторичное охлаждение которых осуществляют распылением воды по зонам вдоль технологической оси разливки только на участке заготовки, содержащем жидкую фазу. Различная интенсивность вторичного охлаждения достигается регулированием расхода охлаждающей среды, подаваемой на поверхность заготовки плоскими факелами (А.с. СССР №865499, B22D11/124, Бюл. №35, 1981). Существенным недостатком этого аналога можно считать то, что не обеспечивается качество заготовок из металлов и сплавов, обладающих повышенной трещиночувстви тельностью и ликвацией элементов по сечению заготовки при ее затвердевании. При таким образом организованном вторичном охлаждении затруднительным является получение стабилизированной структуры, при которой не будет происходить растрескивание заготовки в процессе литья. Наиболее близким по технической сущности к заявляемому является выбранный в качестве прототипа способ непрерывного литья заготовок (А.с. СССР №1079345, кл. B22D11/00, Бюл. №10, 1984), включающий подачу расплава в кристаллизатор, формирование в нем заготовки из трещиночувствительных сплавов, вы тягивание ее в шаговом режиме и вторичное охлаждение заготовки за кристаллизатором. Для повышения качества отливаемых заготовок и снижения расхода воздуха охлаждение водовоздушной смесью осуществляет только часть времени полного затвердевания заготовки в процессе литья. К недостаткам прототипа можно отнести то, что не обеспечивается повышение качества заготовок из сплавов с повышенной трещиночувствительностью. Указанный недостаток обусловлен тем, что при неполном затвердевании в зоне вторичного охлаждения заготовки из таких сплавов не обеспечивается получение равновесного состояния фаз. Вследствие чего на границе зерен происходит взаимодействие фосфидов и карбидов алюминия и кальция с влагой воздуха, что приводит к растрескиванию литой структуры заготовки. А при разделении ее в процессе литья на мерные длины заготовка растрескивается, в результате чего образуется большой процент мелкой фракции, что приводит к снижению качества годной продукции. Задачей, на решение которой направлено изобретение, является усовершенствование способа горизонтального непрерывного литья заготовок, позволяющего путем изменения скорости вторичного охлаждения заготовки в процессе литья повысить качество отливаемых заготовок и увеличить вы ход годного. Для решения поставленной задачи предложен способ горизонтального непрерывного литья заготовок, включающий подачу расплава в кристаллизатор, формирование в нем заготовки из трещиночувствительных сплавов, вытягивание ее в шаговом режиме и вторичное охлаждение заготовки за кристаллизатором. Отличие способа заключается в том, что вторичное охлаждение заготовки на участке жидкой фазы осуществляют со скоростью 2 ... 5град/с, а охлаждение остальной части заготовки производят со скоростью 0,1 ... 0,5град/с. При интенсивном вторичном охлаждении заготовки на длине жидкой фазы со скоростью 2 ... 5град/с достигается быстрое затвердевание расплава, а следовательно, обеспечивается минимальная степень ликвации элементов по сечению заготовки. В результате чего создаются благоприятные условия для получения стабилизированной структуры, при которой практически не будет происходить взаимодействие фосфидов и карбидов алюминия и кальция на границах зерен с влагой воздуха, а следовательно, не будет происходить растрескивание литой структуры в процессе литья, что обеспечивает получение качественной литой заготовки. Кроме того, при создании условий, обеспечивающих наибольшую скорость охлаждения расплава в зоне жидкой фазы заготовки до полного его затвердевания, можно также увеличить скорость разливки, а следовательно, повысить производительность процесса горизонтального непрерывного литья заготовок из сплавов, обладающих повышенной трещиночувствительностью. Выбор граничных условий обусловлен тем, что при скорости вторичного охлаждения заготовки на участке жидкой фазы, меньшей чем 2град/с, увеличивается время полного затвердевания заготовки и степень ликвации элементов, в результате чего уменьшается вероятность получения стабилизированной структуры, а следовательно, возрастает вероятность растрескивания, что не способствует повышению качества заготовки. При скорости вторичного охлаждения заготовки на длине жидкой фазы, большей чем 5град/с, продолжительность полного затвердевания заготовки практически не уменьшается, зато возрастают энергозатраты на усиление охлаждения, а это приводит к удорожанию процесса литья заготовок из сплавов с повышенной трещиночувствительностью и не способствует повышению качества заготовок. Охлаждать заготовку на участке, где она полностью затвердела со скоростью меньше чем 0,1град/с не имеет смысла, так как улучшение стабилизации структуры практически не происходит, зато существенно возрастают эксплуатационные затраты для создания условий замедленного охлаждения. При скорости охлаждения на участке, где заготовка полностью затвердела, большей чем 0,5град/с, возрастает опасность нарушения стабилизации структуры, что приведет к растрескиванию заготовки и ухудшению ее качества. Сущность изобретения поясняется чертежом, на котором изображено устройство для горизонтального непрерывного литья заготовок из трещиночувствительных сплавов. По заявляемому способу в процессе горизонтального непрерывного литья заготовки, которую за кристаллизатором подвергают вторичному охлаждению, целесообразно, чтобы на участке жидкой фазы обеспечить наибольшую скорость охлаждения, составляющую 2 ... 5град/с для достижения за минимально короткое время полного затвердевания жидкой фазы, а на участке полностью затвердевшей заготовки применять замедленное охлаждение со скоростью 0,1 …0,5град/с. Заявляемый способ может быть реализован с помощью устройства, содержащего металлоприемник 1, соединенный с водоохлаждаемым кристаллизатором 2, в котором из расплава 3 формируется заготовка 4, вытягиваемая из кристаллизатора 2 механизмом 5. Для создания интенсивного вторичного охлаждения заготовки на участке жидкой фазы 7 служит система 6, а для замедленного охлаждения заготовки 4 предусмотрен термостат 8, Первоначальное вытягивание заготовки 4 из кристаллизатора 2 осуществляют с помощью затравки 9, а разделение заготовки 4 на мерные длины выполняют резаком 10. В процессе подготовки устройства к разливке механизмом 5 вводили в кристаллизатор 2 затравку 9, заполняли металлоприемник расплавом 3, который, поступая в кристаллизатор 2, затвердевал, образуя заготовку 4. Ее из кристаллизатора 2 вытягивали механизмом 5. При горизонтальном непрерывном литье заготовок круглого поперечного сечения диаметром 100мм из ферросилиция ФС65 и силикомарганца СМп17 применяли водоохлаждаемый кристаллизатор длиной 300мм. Для охлаждения в кристаллизатор подавали 15 - 20м 3/час воды. При таком расходе воды скорость протекания ее в канале кристаллизатора составляла 4 - 5с/с. Сформированную в кристаллизаторе 2 из расплава 3 заготовку 4 вытягивали в шаговом режиме механизмом 5. Средняя скорость литья составляла 0,4м/мин. Сформированную из расплава 3 оболочку заготовки 4 на участке жидкой фазы 7 подвергали интенсивному вторичному охлаждению до температуры 1100 - 1200°C. При этом скорость охлаждения заготовки 4 на участке жидкой фазы 7 достигала 2 ... 5град/с. Затем, полностью затвердевшую заготовку 4 пропускали через термостат, где для получения стабилизированной структуры скорость охлаждения составляла 0,1 ... 0,5град/с. После термостата заготовку 4 разделяли резаком 10 на мерные длины. Данные экспериментальных исследований, полученных в процессе проведения опытных разливок, по изучению влияния изменения скорости охлаждения непрерывно-литой заготовки в зоне вторичного охлаждения приведены в таблице. Из таблицы следует, что интенсивное охлаждение заготовки на участке жидкой фазы до полного ее затвердевания со скоростью 2 … 5град/с (варианты 2, 3 и 4) обеспечивает повышение качества, т.к. практически не происходит растрескивание заготовки. При снижении скорости вторичного охлаждения заготовки за кристаллизатором меньше, чем 2град/с (варианты 1 и 6 - прототип), возрастает количество трещин на длине заготовки в 1п. мм что не способствует повышению качества непрерывнолитых заготовок из ферросплавов. А при замедленном охлаждении полностью затвердевшей заготовки со скоростью 0,1 ... 0,5град/с (варианты 7, 8, 9, 10 и 11) также обеспечивается повышение качества литых заготовок за счет получения стабилизированной структуры. По мере возрастания скорости замедленного охлаждения (варианты 11 и 12 прототип) наблюдается увеличение количества трещин, что приводит к снижению качества заготовок. Согласно данным проведенных экспериментов заявляемое изобретение в сравнении с прототипом позволяет на 10 - 15% повысить качество непрерывнолитых заготовок из ферросплавов.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of horizontal continuous casting billets
Автори англійськоюHerasymenko Viktor Hryhorovych, Kozachenko Stanislav Mitrofanovych, Dobrovolskyi Vladyslav Borysovych, Beliakova Lilia Ivanivna, Scherbachev Vasyl Valentynovych, Ziatina Oleksandr Serhiiovych, Davydenko Petro Danylovych
Назва патенту російськоюСпособ горизонтального непрерывного литья заготовок
Автори російськоюГерасименко Виктор Григорьевич, Козаченко Станислав Митрофанович, Добровольский Владислав Борисович, Белякова Лилия Ивановна, Щербачев Василий Валентинович, Зятина Александр Сергеевич, Давыденко Петр Данилович
МПК / Мітки
МПК: B22D 11/045, B22D 11/00
Мітки: горизонтального, заготовок, безперервного, спосіб, лиття
Код посилання
<a href="https://ua.patents.su/3-17598-sposib-gorizontalnogo-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб горизонтального безперервного лиття заготовок</a>
Кристалізатор для горизонтального безперервного лиття стальних заготовок
Номер патенту: 1928
Опубліковано: 20.12.1994
Автори: Терехов Вадим Миколайович, Дилдін Анатолій Михайлович, Чернишова Світлана Никодимівна, Афонін Володимир Олексійович, Глазков Анатолій Якович, Кащенко Юрій Олексійович, Петін Леонід Григорович, Богданов Аркадій Іванович, Шишков Михайло Михайлович, Беседіна Елеонора Борисівна
МПК: B22D 11/04
Мітки: лиття, горизонтального, кристалізатор, безперервного, заготовок, стальних
Формула / Реферат:
Кристаллизатор для горизонтального непрерывного литья стальных заготовок, содержащий медную гильзу и кожух, образующие полость для подачи охладителя, отличающийся тем, что, с целью улучшения качества заготовок, на охлаждаемой поверхности гильзы выполнены винтовая нарезка и совмещенные с ней пазы, причем на участке зоны начального формирования заготовки, равном 0,1...0,3 длины рабочей полости гильзы, шаг пазов в нижней половине в 1,1...1,3...
Кристалізатор для горизонтального безперервного лиття порожнистих заготовок
Номер патенту: 4671
Опубліковано: 28.12.1994
Автори: Богданов Аркадій Іванович, Козаченко Станіслав Митрофанович, Корягін Олексій Федорович, Бєлякова Лілія Іванівна
МПК: B22D 11/04
Мітки: лиття, горизонтального, безперервного, кристалізатор, заготовок, порожнистих
Формула / Реферат:
(57) Кристаллизатор для горизонтального непрерывного литья полых заготовок, со держащий рабочую полость, образованную охлаждаемой втулкой и дорном с каналами, расположенными на расстоянии от втулки, при этом втулка и дорн выполнены из тепло проводного материала определенной твердости, отличающийся тем, что отношение расстояния от каналов дорна до втулки к минимальному размеру рабочей полости кристаллизатора составляет 0,1...0,3, а твердость...
Пристрій для горизонтального безперервного лиття заготовок

Номер патенту: 4670
Опубліковано: 28.12.1994
Автори: Бєлякова Лілія Іванівна, Корягін Олексій Федорович, Козаченко Станіслав Митрофанович, Богданов Аркадій Іванович
МПК: B22D 11/10
Мітки: безперервного, заготовок, лиття, пристрій, горизонтального
Текст:
...в течение 130-150 часов и прекращался из-за механического износа рабочей поверхности графитового кристаллизатора, приводившего к ухудшению качества непрерывнолитых заготовок. При этом, износа промежуточной втулки не наблюдаСнабжение устройства соединительной лось, что обеспечило повышение втулкой, расположенной между металлоприемником и входным концом кристаллизато- 55 стабильности процесса литья в 2-3 раза и снижение затрат на 10-15%. ра,...
Кристалізатор для горизонтального безперервного лиття заготовок
Номер патенту: 1929
Опубліковано: 20.12.1994
Автори: Мартинов Валерій Васильович, Стефанов Анатолій Сергійович, Беседіна Елеонора Борисівна, Руденко Анатолій Олександрович, Якунін Іван Олексійович, Чернишова Світлана Никодимівна
МПК: B22D 11/04
Мітки: лиття, горизонтального, безперервного, заготовок, кристалізатор
Формула / Реферат:
Кристаллизатор ддя горизонтального непрерывного литья заготовок, содержащий посадочное отверстие для металлопровода и цилиндрическую рабочую полость, сопряженные между собой по конической поверхности в зоне, прилегающей к посадочному отверстию, отличающийся тем, что, с целью повышения качества металла за счет снижения содержания неметаллических включений, конусность поверхности сопряжения равна 6—8°.
Устаткування для горизонтального безперервного лиття суцільних та порожнистих заготовок з кольорових металів та сплавів
Номер патенту: 1818
Опубліковано: 25.10.1994
Автор: Терехов Вадим Миколайович
МПК: B22D 11/04
Мітки: безперервного, лиття, металів, суцільних, заготовок, горизонтального, кольорових, устаткування, порожнистих, сплавів
Формула / Реферат:
1. Устройство для горизонтального непрерывного литья сплошных и полых заготовок из цветных металлов и сплавов, содержащее, по крайней мере, одну водоохлаждаемую гильзу с входящей в нее охлаждаемой частью графитового кристаллизатора, неохлаждаемая часть которого установлена в посадочное гнездо футеровки металлоприемника, и выполненный с возможностью установки в кристаллизатор при литье полых заготовок графитовый дорн, имеющий формооб-разующий...
Попередній патент: Валковий пристрій для перфорування штабового та стрічкового матеріалу
Наступний патент: Спосіб зважування рухомих об`єктів
Випадковий патент: Підставка для вудилища