Спосіб виробництва сталі в електричній печі при заливанні до неї розплавленого переробного чавуну
Формула / Реферат
1. Спосіб виробництва сталі в електричній печі, у якому в електричну піч завантажують деяку кількість скрапу, що розплавляється в печі під дією електричної дуги, потім після того, як частина скрапу розплавиться, у піч заливають певну кількість розплавленого переробного чавуну і після заливання у піч відповідної кількості переробного чавуну до неї починають вдувати рафінувальний газ, який вдувають у піч доти, доки концентрація вуглецю і/або кремнію у ванні розплавленого металу не досягне заданої величини, який відрізняється тим, що розплавлений переробний чавун заливають у піч безперервно з контрольованою швидкістю, не припиняючи при цьому нагрівання ванни електричною дугою, а вдувавання у піч рафінувального газу розпочинають під час заливу до неї переробного чавуну до того, як концентрація вуглецю і/або кремнію у ванні розплавленого металу досягне встановленої граничної величини, і продовжують безперервно до кінця заливу.
2. Спосіб за п. 1, який відрізняється тим, що швидкість заливу і швидкість вдування рафінувального газу регулюють таким чином, щоб після початку рафінування концентрація вуглецю і/або кремнію у ванні розплавленого металу не збільшувалася.
3. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що рафінувальний газ інжектують в один із двох квадрантів печі, що розташовані проти отвору, через який усередину печі подається її електрод, при цьому напрямок руху інжектованого у піч газу вибирають таким чином, щоб перша вертикальна площина, яка збігається з напрямком руху розплавленого чавуну, що заливається у піч, і друга вертикальна площина, яка збігається з напрямком руху інжектованого у піч газу, перетинали один одного по суті в зоні розташування електрода печі.
4. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що граничне значення концентрації вуглецю у ванні розплавленого металу становить менше за 2%, більш прийнятно, менше за 1,5%.
5. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що кількість розплавленого переробного чавуну, що заливається у піч, складає від 20% до 60% від загальної кількості завантажуваної у піч шихти.
6. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що кількість розплавленого переробного чавуну, що заливається у піч протягом однієї хвилини, менше за 4% від робочого об'єму печі.
7. Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що швидкість вдувавання у піч кисню О2 на тонну робочого об'єму печі складає від 0,5 до 1 м3/хв.
Текст
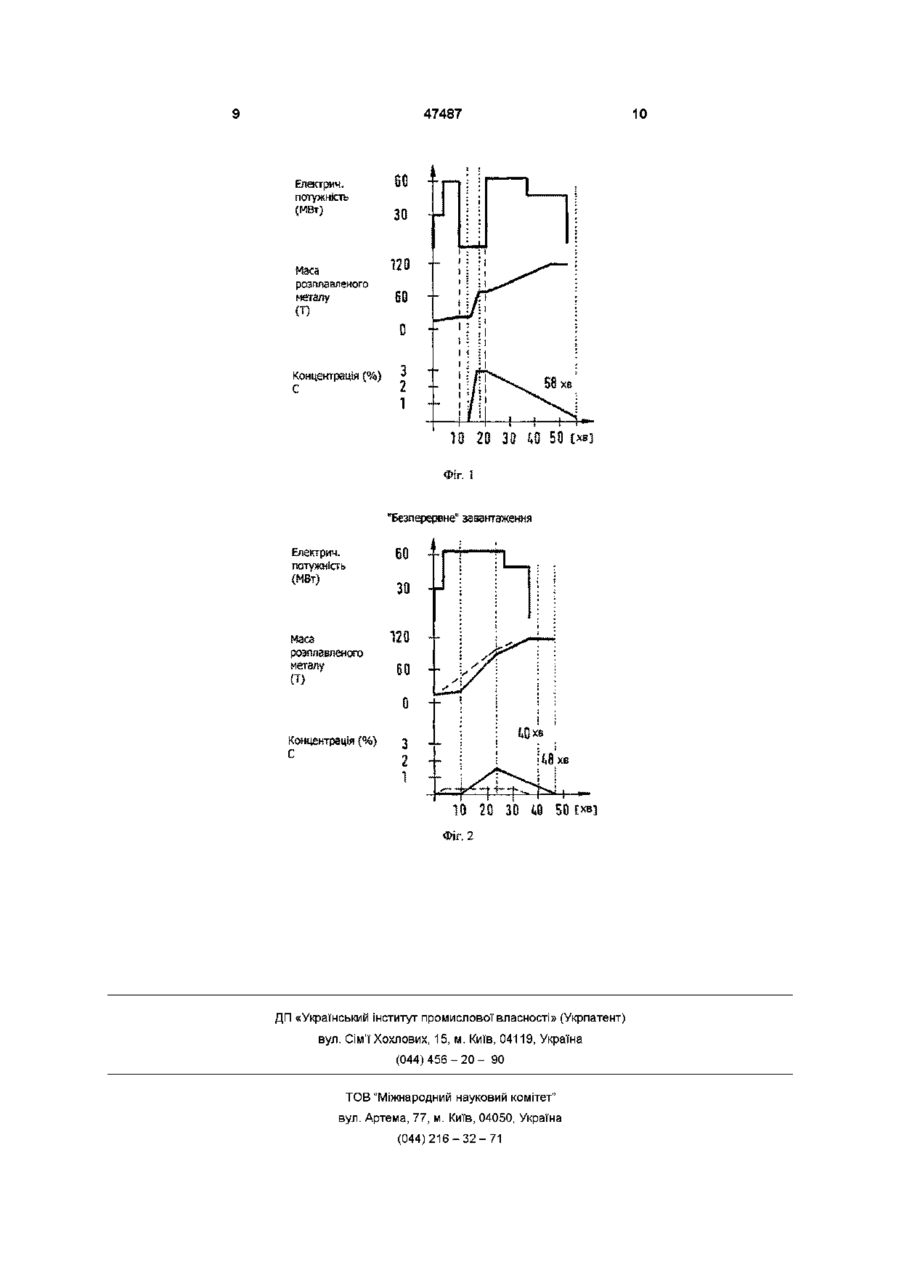
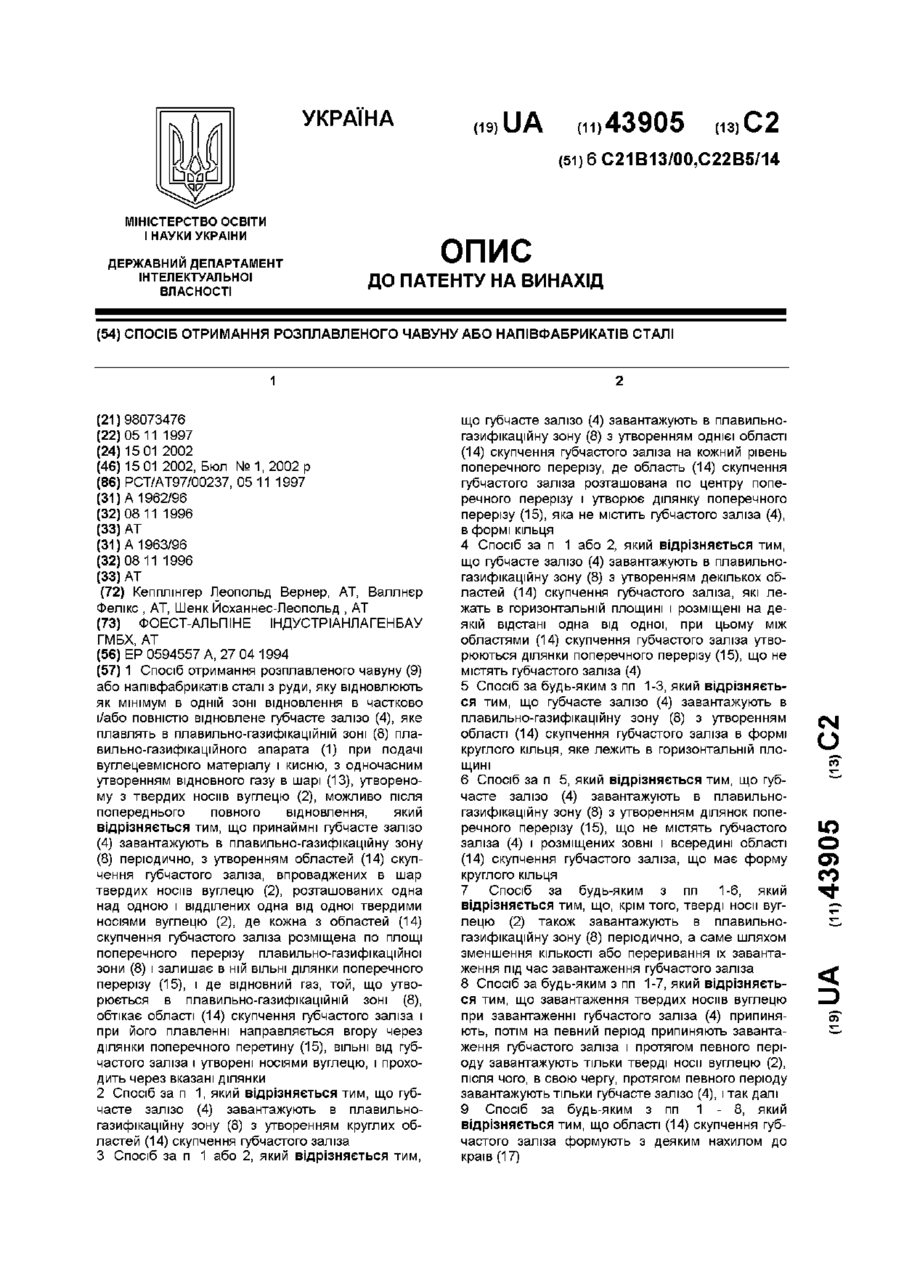
1 Спосіб виробництва сталі в елеісгричній печі, у якому в електричну піч завантажують деяку КІЛЬКІСТЬ скрапу, що розплавляється в печі під дією електричної дуги, потім після того, як частина скрапу розплавиться, у піч заливають певну КІЛЬКІСТЬ розплавленого переробного чавуну і після заливання у піч відповідної КІЛЬКОСТІ переробного чавуну до неї починають вдувати рафінувальний газ, який вдувають у піч доти, доки концентрація вуглецю і/або кремнію у ванні розплавленого металу не досягне заданої величини, який відрізняється тим, що розплавлений переробний чавун заливають у піч безперервно з контрольованою швидкістю, не припиняючи при цьому нагрівання ванни електричною дугою, а вдувавання у піч рафінувального газу розпочинають під час заливу до неї переробного чавуну до того, як концентрація вуглецю і/або кремнію у ванні розплавленого металу досягне встановленої граничної величини, і продовжують безперервно до кінця заливу 2 Спосіб за п 1, який відрізняється тим, що Даний винахід відноситься до способу виробництва сталі в електричній печі при заливанні до неї розплавленого переробного чавуну Нині майже увесь сталевий скрап піддають повторній переробці в електричних печах, зокрема в електродугових печах Такі печі дозволяють пе швидкість заливу і швидкість вдування рафінувального газу регулюють таким чином, щоб після початку рафінування концентрація вуглецю і/або кремнію у ванні розплавленого металу не збільшувалася 3 Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що рафінувальний газ інжектують в один із двох квадрантів печі, що розташовані проти отвору, через який усередину печі подається її електрод, при цьому напрямок руху інжектованого у піч газу вибирають таким чином, щоб перша вертикальна площина, яка збігається з напрямком руху розплавленого чавуну, що заливається у піч, і друга вертикальна площина, яка збігається з напрямком руху інжектованого у піч газу, перетинали один одного по суті в зоні розташування електрода печі 4 Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що граничне значення концентрації вуглецю у ванні розплавленого металу становить менше за 2%, більш прийнятно, менше за 1,5% 5 Спосіб за будь-яким з попередніх пунктів, який О відрізняється тим, що КІЛЬКІСТЬ розплавленого переробного чавуну, що заливається у піч, складає від 20% до 60% від загальної КІЛЬКОСТІ заван тажуваної у піч шихти 6 Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що КІЛЬКІСТЬ розплавленого переробного чавуну, що заливається у піч протягом однієї хвилини, менше за 4% від робочого об'єму печі 7 Спосіб за будь-яким з попередніх пунктів, який відрізняється тим, що швидкість вдувавання у піч кисню О2 на тонну робочого об'єму печі складає від 0,5 до 1 м3/хв реплавляти сталевий скрап і використовувати його як вторинну сировину для одержання нової продукції сталеплавильного виробництва Деякі ХІМІЧНІ елементи, що містяться у сталевому скрапі, такі, як мідь, нікель та ш , не відокремлюються від сталі і залишаються в ній після пе і 00 47487 реплавки сталевого скрапу Очевидно, що при збільшенні КІЛЬКОСТІ переплавлюваного сталевого скрапу ВІДПОВІДНО зростає і вміст таких залишкових елементів в отриманій після переплавки скрапу сталі Наявність у виплавленій із сталевого скрапу сталі таких залишкових елементів створює певні проблеми при виробництві деяких видів кінцевої продукції, зокрема сталевого листа тощо Один з можливих способів зниження концентрації залишкових елементів у сталі, отриманій зі сталевого скрапу, з одночасним зниженням потужності, споживаної електричною піччю, заснований на додаванні в електричну піч розплавленого переробного чавуну При порівняно високому ВМІСТІ в розплавленому переробному чавуні вуглецю та кремнію (звичайно 4,5% С та 0,6 Si) залив у піч розплавленого переробного чавуну значно збільшує концентрацію цих елементів у ванні розплавленого металу В результаті цього збільшується тривалість стадії рафінування, в процесі якої концентрація вуглецю і кремнію у ванні розплавленого металу повинна бути знижена до необхідного і звичайно дуже низького рівня (зокрема концентрація вуглецю в сталі звичайно повинна складати від 0,05% до 0,1%) Для цього при традиційних методах виплавки сталі після заливу розплавленого переробного чавуну у піч вдувають рафінувальний газ, наприклад, кисень, який знижує концентрацію в сталі вуглецю та кремнію При високих концентраціях цих елементів для запобігання виникненню реакцій знекремнення та зневуглецювання сталі, які відрізняються великою інтенсивністю, швидкість подачі в піч кисню повинна бути досить помірною У звичайних печах при високих концентраціях вуглецю і кремнію кисень, що вдувається у піч, дуже інтенсивно взаємодіє з ними в точці зустрічі струменя кисню з перебуваючим у розплавленій ванні металом, що призводить у цьому МІСЦІ ДО МИТТЄВОГО виділення енергії та утворення газоподібних продуктів реакції, зокрема СО Очевидно, що така реакція, що протікає дуже інтенсивно, супроводжується виплесками сталі і переробного чавуну, які являють собою істотну небезпеку щодо можливого забруднення та пошкодження охолоджувальних панелей, якими облицьована внутрішня поверхня печі Тому для того, щоб динаміка протікаючої у печі реакції рафінування носила помірний характер, швидкість подачі в піч кисню повинна бути ВІДПОВІДНИМ чином знижена Однак при обмеженні швидкості подачі в піч кисню тривалість процесу рафінування зростає і, коли КІЛЬКІСТЬ залитого в піч розплавленого переробного чавуну перевищить певний рівень, стає обмежувальним чинником, впливаючим на тривалість усього циклу виплавки сталі у печі Тому для підвищення характеристики електродугових печей, що визначає їхню продуктивність, тобто для зниження тривалості всього циклу плавки, необхідно істотно знизити тривалість процесу рафінування розплавленого металу У європейській заявці ЕР-А 0630977 описаний спосіб обробки розплавленого переробного чавуну в конверторі, обладнаному щонайменше одним електродом У цій заявці мова йде про спосіб, що передбачає залив у піч усього переробного чаву ну, який підлягає переплавленню, до вмикання печі і утворення в ній електричної дуги В основу даного винаходу було покладено завдання розробити спосіб виробництва сталі в електричній печі при заливанні до неї розплавленого переробного чавуну, який дозволив би знизити тривалість плавки Зазначене завдання вирішується за допомогою запропонованого у винаході способу виробництва сталі в електричній печі, ВІДПОВІДНО ДО ЯКОГО В електричну піч завантажують деяку КІЛЬКІСТЬ скрапу, який розплавляється в печі під дією електричної дуги, потім, після того, як частина скрапу розплавиться, у піч заливають певну КІЛЬКІСТЬ розплавленого переробного чавуну, а потім після заливання у піч відповідної КІЛЬКОСТІ переробного чавуну до неї розпочинають вдувати рафінувальний газ, який вдувають у піч доти, доки концентрація вуглецю і/або кремнію у ванні розплавленого металу не досягне заданої величини Залив у піч розплавленого переробного чавуну проводять безупинно з контрольованою швидкістю, не припиняючи нагрівання печі електричною дугою, а подачу у піч рафінувального газу розпочинають під час безперервного заливу до неї переробного чавуну до того, як концентрація вуглецю і/або кремнію у ванні розплавленого металу досягне заданої граничної величини, і безперервно продовжують аж до закінчення процесу заливу Перевагою такого способу є, по-перше, те, що залив у піч переробного чавуну відбувається без відключення печі, тобто при безперервному и нагріванні електричною дугою При цьому процес плавки металу відбувається безперервно і швидше, ніж при традиційних методах виробництва сталі, що передбачають залив у піч розплавленого переробного чавуну По-друге, рафінування розплавленого металу вдуванням у піч рафінувального газу розпочинається до моменту закінчення заливання у піч переробного чавуну, тобто раніше, ніж при традиційних методах виробництва сталі В результаті незважаючи на те, що КІЛЬКІСТЬ газу, який вдувається у піч, при цьому не збільшується, тривалість усього циклу плавки знижується Оскільки процес рафінування в запропонованому способі розпочинається до закінчення заливання у піч розплавленого чавуну, при цьому шляхом регулювання КІЛЬКОСТІ чавуну, що заливається у піч, та КІЛЬКОСТІ газу, що вдувається до неї, створюється можливість знизити у процесі плавки концентрацію вуглецю і/або кремнію у ванні розплавленого металу На самому початку процесу рафінування при виплавці сталі запропонованим способом концентрація, наприклад, вуглецю у ванні розплавленого металу набагато нижча, ніж за традиційних методів виплавки сталі, при яких рафінування розпочинається тільки після заливу у піч усієї КІЛЬКОСТІ розплавленого переробного чавуну, який підлягає переплавленню (те ж саме відноситься і до концентрації кремнію) Крім того, при виплавці сталі запропонованим способом через окиснення у процесі заливу щонайменше частини вуглецю, що потрапляє у ванну, концентрація вуглецю у ванні розплавленого металу помітно знижується і не піднімається вище заданої гранично припустимої концентрації, яка не перевищує 2% 47487 або, що більш прийнятне, 1,5% Те ж саме відноситься і до концентрації кремнію, яка, правда, характеризується меншими значеннями Концентрація кремнію у ванні розплавленого металу при виплавці сталі запропонованим способом не перевищує зокрема 0,3%, або, що більш прийнятно, 0,2% Таке обмеження концентрацій вуглецю і кремнію дозволяє при збільшенні швидкості подачі у піч кисню забезпечити відносно спокійний характер реакції рафінування, що проходить у ванні При зниженні місцевої концентрації кремнію і вуглецю зона реакції рафінування не обмежується точкою зустрічі струменя кисню з перебуваючим у розплавленій ванні металом, а кисень попередньо переноситься на залізо, що знаходиться у ванні Окис заліза, що утворився, після перемішування перебуваючих у ванні фаз (метал і шлак) вступає у взаємодію з кремнієм і вуглецем не в точці зустрічі струменя кисню з металом, що знаходиться в розплавленій ванні, а в інших місцях ванни За рахунок цього забезпечується більш рівномірне по всій поверхні ванни виділення утворюваного в процесі реакції рафінування газу, наприклад, CO, і менш інтенсивне розбризкування металу Тим самим створюється можливість, не побоюючись інтенсивного розбризкування сталі і переробного чавуну, що може послужити причиною забруднення та пошкодження охолоджувальних панелей, якими зсередини викладена піч, збільшити КІЛЬКІСТЬ КИСНЮ, що подається у піч, і підвищити за рахунок цього швидкість рафінування сталі При цьому, як очевидно, ВІДПОВІДНО скорочується тривалість плавок і підвищується продуктивність печі Слід зазначити, що залив у піч розплавленого переробного чавуну відбуваються без відключення системи нагрівання печі електричною дугою і що під час заливу склепіння печі постійно залишається закритим При постійно закритому склепінні печі залив до неї розплавленого чавуну здійснюється більш прийнятно через бічний отвір печі Постійно закрите під час усієї плавки склепіння печі виключає попадання повітря у плавильну камеру та істотно знижує КІЛЬКІСТЬ азоту, що потрапляє до неї Крім того, більш раннє і безперервне заливання переробного чавуну забезпечує безперервну промивку ванни з розплавленим металом газами, що утворюються в процесі реакції, зокрема СО При такому промиванні ванни СО розчинений у ванні розплавленого металу азот розчиняється у бульбашках СО, які піднімаються на поверхню ванни Система витягування, якою обладнана піч, разом з утворюваним під час плавки газом вилучає з печі також перебуваючий у ванні азот Таке безперервне промивання ванни забезпечує можливість виробництва сталі з дуже незначним вмістом азоту Запропонований у винаході спосіб, який відрізняється всіма перерахованими вище особливостями, дозволяє одержувати ВИСОКОЯКІСНІ сталі, зокрема сталі, що мають дуже високу пластичність, які, як відомо, повинні містити дуже незначну КІЛЬКІСТЬ азоту Швидкість подачі рафінувального газу і швидкість заливу у піч переробного чавуну більш прийнятне регулювати таким чином, щоб після початку процесу рафінування концентрація вуглецю і/або кремнію у ванні розплавленого металу не зростала Цього можна досягти, наприклад, узгодженням швидкості заливу у піч рідкого чавуну з максимальною КІЛЬКІСТЮ КИСНЮ, ЩО подається у піч, та забезпеченням при цьому окиснення усього вуглецю, що подається у ванну Таким шляхом можна, дуже точно контролюючи в процесі плавки концентрації вуглецю та кремнію у ванні розплавленого металу, істотно обмежити максимальні концентрації вуглецю та кремнію у ванні і довести, наприклад, концентрацію вуглецю до 0,5% У більш прийнятному варіанті запропонованого у винаході способу рафінувальний газ інжектують в один із двох квадрантів печі, які розташовані проти отвору, через який усередину печі подається й електрод При цьому напрямок руху інжектованого у піч газу вибирається таким чином, щоб перша вертикальна площина, яка збігається з напрямком руху розплавленого чавуну, що заливається у піч, і друга вертикальна площина, яка збігається з напрямком руху інжектованого у піч газу, перетинали один одного по суті в зоні розташування електрода печі У процесі рафінування утворення в печі газів, зокрема СО, найбільш інтенсивно відбувається у тій зоні печі, де потік газу, що вдувається у піч, зустрічається зі струменем розплавленого переробного чавуну, що заливається до неї ЦІ гази безперервно витискають із ванни розплавленого металу перебуваючий у ній азот у верхню частину печі і створюють над поверхнею ванни захисну атмосферу, що перешкоджає попаданню у ванну азоту Через дуже високі температури, що створюються в зоні, розташованій поблизу електричної дуги, наявність у цій зоні азоту призводить до помітного азотування ванни розплавленого металу Тому напрямок потоку газу, що вдувається у піч, і струмінь переробного чавуну, що заливається до неї, повинні бути такими, щоб вони зустрічалися один з одним у зоні, розташованій нижче електричної дуги У цьому випадку ЩІЛЬНІСТЬ захисної атмосфери в зоні, розташованій поруч з дугою, буде порівняно високою і забезпечить ефективний захист ванни від попадання до неї азоту Слід підкреслити, що КІЛЬКІСТЬ переробного чавуну, який заливається у піч, може складати від 20% до 60% від загальної КІЛЬКОСТІ завантаженої у піч шихти і що КІЛЬКІСТЬ переробного чавуну, яка заливається у піч протягом однієї хвилини, не повинна перевищувати 4% від робочого об'єму печі Швидкість КИСНЮ, ЩО вдувається у піч, на одну тонну виплавлюваної у печі сталі повинна більш прийнятне складати від 0,5 до 1 м3 Ог за хвилину Основні ВІДМІННОСТІ запропонованого у винаході способу від традиційного проілюстровані на фіг 1 і 2 На фіг 1 показані залежності від часу плавки споживаної потужності, КІЛЬКОСТІ розплавленого у печі металу і концентрації вуглецю при виплавці сталі звичайним способом ("періодичне" завантаження) На фіг 2 ці ж самі залежності показані при виплавці сталі запропонованим у винаході способом ("безперервне" завантаження) Спільними показниками звичайного і запропо 47487 8 нованого способів виплавки сталі при заливанні у піч розплавленого переробного чавуну є такі об'єм печі 100т + 20т у дзеркалі ванни, шихта 66т сталевого скрапу + 44т розплавленого переробного чавуну (або 40%), максимальна споживана активна потужність 60МВт, концентрація вуглецю у переробному чавуні 4,5%, у сталевому скрапі - 0,5% При порівнянні звичайного і запропонованого способів враховували тільки концентрацію вуглецю Результати, що відносяться до концентрації вуглецю, можна поширити і на концентрацію кремнію, у цьому розумінні єдина ВІДМІННІСТЬ кремнію від вуглецю полягає у тому, що кремній окислюється раніше за вуглець Тому у той момент, коли концентрація вуглецю у ванні досягає необхідного рівня, кремнію у ванні майже зовсім не залишається При порівнянні двох способів слід виходити з того, що в тому і в іншому способі максимальна КІЛЬКІСТЬ кисню, що подається у піч, є однаковою і складає біля 4000м3/год, що відповідає швидкості зневуглецювання, дорівнюючої 60 кг вуглецю за хвилину При виплавці сталі звичайним способом (фіг 1) на початку плавки при максимальному споживанні потужності здійснюють переплавку певної КІЛЬКОСТІ сталевого скрапу По закінченні Юхв електрична дуга гаситься, кришка печі відчиняється і протягом 5хв у піч заливається розплавлений переробний чавун Після заливання чавуну і закриття печі в ній знову запалюється електрична дуга Слід підкреслити, що з урахуванням часу, необхідного для відкриття і закриття печі, і 5-хвилинноі тривалості заливу у піч переробного чавуну сумарний час, протягом якого піч залишається у виключеному стані, складає приблизно 10 хвилин При заливанні у піч переробного чавуну маса розплавленого металу і концентрація вуглецю у ванні ЛІНІЙНО зростають пропорційно швидкості заливання, і по закінченні заливу концентрація вуглецю у ванні підвищується до 3% (концентрація кремнію при цьому досягає 0,4%) Саме через такі дуже високі концентрації кремнію та вуглецю швидкість подачі у піч кисню в процесі рафінування необхідно обмежувати величиною порядку 4000м/год Під час рафінування, яке розпочинається після закриття кришки печі, концентрація вуглецю у ванні знижується по суті ЛІНІЙНО до кінцевого значення, меншого за 0,1% циклу виплавки сталі і здійснюється зі швидкістю Зт/хв, тобто триває біля 15 хвилин Під час заливу переробного чавуну піч продовжує працювати і КІЛЬКІСТЬ перебуваючого в ній рідкого металу постійно збільшується не тільки через залив переробного чавуну, але і через переплавку, що відбувається в цей час, завантаженого до неї сталевого скрапу Тому в цьому варіанті переплавка сталевого скрапу закінчується на 10 хвилин раніше, ніж за звичайного способу (фіг 1) Крім того, зневуглецювання ванни, яке при такій самій КІЛЬКОСТІ кисню (4000м3/год), що подається у піч, повинно продовжуватися 38 хвилин, починається в цьому варіанті майже відразу ж з моменту початку заливу у піч переробного чавуну, раніш, ніж концентрація вуглецю у ванні розплавленого металу перевищить 1,5% Заливання у піч переробного чавуну, яке ВІДПОВІДНО ДО запропонованого способу розпочинається раніше, ніж за звичайного способу (фіг 1), дозволяє скоротити загальну тривалість плавки більше ніж на 10% Якщо при цьому одночасно збільшити і КІЛЬКІСТЬ кисню, що подається у піч, чого легко можна досягти, не побоюючись утворення у ванні бризок металу через низьку концентрацію вуглецю, що міститься у ванні, то, збільшивши за рахунок цього швидкість зневуглецювання, тривалість плавки можна скоротити ще більше 3 усього вищесказаного випливає, що запропонований у винаході спосіб дозволяє підвищити продуктивність електричної печі мінімум на 10% Необхідно відзначити, що при такій КІЛЬКОСТІ вуглецю, що потрапляє у піч при заливанні до неї переробного чавуну та завантаженні сталевого скрапу, та при зазначеній обмеженій КІЛЬКОСТІ КИСНЮ, що подається у піч, процес зневуглецювання ванни триває протягом 38 хвилин Оскільки зневуглецювання розпочинається по суті тільки після закінчення 20 хвилин з моменту початку всього циклу виплавки сталі, загальна тривалість плавки у цьому випадку складає 58 хвилин ВІДПОВІДНО ДО запропонованого у винаході способу, що ілюструється графіками на фіг 2, заливання у піч переробного чавуну розпочинається по закінченні 10 хвилин з моменту початку всього дається у піч, дорівнюючій 5200м/год, позначений показаними на фіг 2 пунктирними ЛІНІЯМИ У цьому варіанті швидкість заливу у піч переробного чавуну складає 2т/хв При цьому заливання у піч переробного чавуну розпочинається одночасно з початком усього циклу плавки, а КІЛЬКІСТЬ розплавленого металу у ванні печі ЛІНІЙНО зростає із самого початку процесу плавки Концентрація вуглецю у ванні, навпаки, залишається під час усього процесу заливу постійною і складає менше за 0,5% Така оптимізація способу заливу дозволяє у порівнянні зі звичайними способами заливу збільшити продуктивність печі приблизно на 20% Режим безперервного заливання у піч переробного чавуну можна оптимізувати, погодивши швидкість заливу з максимальною КІЛЬКІСТЮ КИСНЮ, що подається у піч для зневуглецювання, таким чином, щоб при цьому відбувалося окиснення всього вуглецю, який надходить у ванну разом з чавуном Така оптимізація режиму заливу дозволяє обмежити концентрацію вуглецю у ванні величинами, меншими за 0,5% При такій низькій концентрації вуглецю максимальну КІЛЬКІСТЬ КИСНЮ, що подається у піч, можна значно збільшити, підвищивши тим самим швидкість зневуглецювання ванни Якщо концентрація вуглецю в переробному чавуні складає 4,5%, то в оптимальному варіанті залежність між швидкістю заливу у піч переробного чавуну і КІЛЬКІСТЮ кисню, що подається до неї, можна навести у такому вигляді q переробного чавуну (т/хв) = q O2 (м 3/хв)/43 Такий спосіб більш раннього та оптимальним чином розрахованого заливу у піч переробного чавуну при максимальній КІЛЬКОСТІ КИСНЮ, ЩО по 47487 r n 6и (МВт) 30 наса 120 . . потужність розплавленого металу 80 О Концентрація (%) с 2 2 1 10 20 З 4 В О 0 О ФІГ. 1 "безперервне" завантаження Електрич. потужність (МВт) зо наса розплавленого металу (U 12Q 60 - Концентрація {%} с 10 П ЗО Ш 50fxs] Фіг. 2 ДП «Український інститут промислової власності» (Укрпатент) вул. Сім'їХохлових, 15, м. Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул. Артема, 77, м. Київ, 04050, Україна (044)216-32-71 10
ДивитисяДодаткова інформація
Назва патенту англійськоюA method of making steel in an electric furnace while feeding in it the melting processing cast iron
Автори англійськоюCramer Andre, Roth Jean-Luc
Назва патенту російськоюСпособ производства стали в электрической печи при заливании в неё расплавленного переработочного чугуна
Автори російськоюКремер Андре, Рот Жан-Люк
МПК / Мітки
МПК: C21C 5/52, C21C 7/072
Мітки: неї, чавуну, заливанні, виробництва, електричний, розплавленого, сталі, печі, переробного, спосіб
Код посилання
<a href="https://ua.patents.su/5-47487-sposib-virobnictva-stali-v-elektrichnijj-pechi-pri-zalivanni-do-ne-rozplavlenogo-pererobnogo-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва сталі в електричній печі при заливанні до неї розплавленого переробного чавуну</a>
Спосіб отримання розплавленого чавуну або напівфабрикатів сталі
Номер патенту: 43905
Опубліковано: 15.01.2002
Автори: КЕППЛІНГЕР Леопольд Вернер, ВАЛЛНЄР Фелікс, ШЕНК Йоханнес-Леопольд
МПК: C21B 13/00, C22B 5/14
Мітки: чавуну, спосіб, сталі, розплавленого, отримання, напівфабрикатів
Формула / Реферат:
1. Спосіб отримання розплавленого чавуну (9) або напівфабрикатів сталі з руди, яку відновлюють як мінімум в одній зоні відновлення в частково і/або повністю відновлене губчасте залізо (4), яке плавлять в плавильно-газифікаційній зоні (8) плавильно-газифікаційного апарата (1) при подачі вуглецевмісного матеріалу і кисню, з одночасним утворенням відновного газу в шарі (13), утвореному з твердих носіїв вуглецю (2), можливо після попереднього...
Спосіб отримання розплавленого чавуну або напівпродуктів сталі та установка для здійснення цього способу
Номер патенту: 42845
Опубліковано: 15.11.2001
Автори: ВАЛЛНЄР Фелікс, КЕППЛІНГЕР Вернер Леопольд, ШЕНК Йоханнес
МПК: C21B 13/14, C21B 11/00
Мітки: сталі, чавуну, здійснення, цього, способу, розплавленого, спосіб, отримання, напівпродуктів, установка
Формула / Реферат:
1. Спосіб отримання розплавленого чавуну або напівпродуктів сталі з тонкоподрібненої сировини, яка містить залізо, зокрема, відновленого губчастого заліза, в плавильно - газифікаційній зоні плавильно - газифікаційного апарата, в якому при подачі сировини, яка містить залізо, сировини, яка містить вуглець, і газу, який містить кисень, при використанні першого подавального трубопроводу з одночасним утворенням відновного газу, який виводиться...
Спосіб позапічної обробки переробного чавуну порошковим дротом з феромарганцем
Номер патенту: 34002
Опубліковано: 15.02.2001
Автори: Стець Павло Денисович, Стець Володимир Павлович, Харитоненко Олександр Іванович, Овчінніков Микола Олексійович, Остапчук Миколай Петрович, Аріх Сергій Георгійович, Якін Михайло Миколайович, Коваль Сергій Олексійович, Олійник Віктор Васильович, Бойко Володимир Семенович, Розумний Павло Кузьмич, Могильний Олександр Петрович, Кармазін Василь Федорович
МПК: C21C 7/06
Мітки: феромарганцем, переробного, обробки, порошковим, позапічної, чавуну, спосіб, дротом
Текст:
...порошкового дроту, завдяки вмісту водню, сприяє турбулізації обробки чавуну, завдяки чому і відбуваються рівномірні його перемішування. Реакції взаємодії і насичення чавуну, коагуляції неметалевих частинок і газів, їх виведення із чавуну разом зі звитковим заевтектичним графітом. Одною з переваг обробки чавуну порошковим дротом з марганецьутримуючими феросплавами с виведення збиткового заевтетичного вуглецю у вигляді графіту, який іншими...
Спосіб виробництва конвертерної сталі
Номер патенту: 41750
Опубліковано: 17.09.2001
Автори: Макаренко Володимир Іванович, Сапсай Аскольд Дмитрійович, ТРОЩІЙ Сергій Володимирович, Євстратенко Олег Анатолійович, Понька Анатолій Максимович
МПК: C21C 5/28
Мітки: спосіб, сталі, виробництва, конвертерної
Формула / Реферат:
Спосіб виробництва конвертерної сталі, який включає завалку брухту, заливку чавуну, продувку плавки киснем, випуск у ківш, розкислення низьковуглецевого металу, який відрізняється тим, що попереднє розкислення металу здійснюють в конверторі перед зливом металу у ківш уведенням 10% феросиліцію в кількості 5-10 кг/т сталі.
Плавильно-відновлювальний пристрій та спосіб одержання розплавленого чавуну за допомогою плавильно-відновлювального пристрою
Номер патенту: 41473
Опубліковано: 17.09.2001
Автори: Джу Санг Хун, Лі Іл Ок, Чо Мін Янг
МПК: C21B 13/14, F27B 1/20
Мітки: допомогою, розплавленого, спосіб, одержання, пристрій, плавильно-відновлювальний, плавильно-відновлювального, чавуну, пристрою
Формула / Реферат:
1. Плавильно-відновлювальний пристрій для одержання розплавленого чавуну, що містить плавильно-газотвірний апарат для газифікації вугілля і плавлення відновленої залізної руди, піч попереднього відновлення для непрямого відновлення залізної руди за допомогою відновлювального відхідного газу, що виробляється у плавильно-газотвірному апараті, циклон для прийому відхідного газу з плавильно-газотвірного апарата крізь висхідний трубопровід для...
Попередній патент: Плоскоструминний зрошувач
Наступний патент: Голка для ін’єкцій
Випадковий патент: Спосіб визначення рівня ризику відмови породіллі від материнства