Пристрій для армування підвісних ізоляторів
Номер патенту: 52682
Опубліковано: 10.09.2010
Автори: Рукавішніков Юрій Вєніаміновіч, Дружінін Іван Івановіч
Формула / Реферат
1. Пристрій для армування підвісних ізоляторів, що містить каркас з механізмом подачі ізоляторів на робочі позиції стола, що обертається, встановленого на каркасі, вузол армування ізоляторів, закріплений на каркасі, привід механізму подачі ізоляторів, який відрізняється тим, що на каркасі після вузла армування по руху механізму подачі ізоляторів встановлено пристрій знімання готових ізоляторів, що містить закріплений нерухомо кронштейн з поздовжніми і поперечними захоплювачами, причому поздовжні захоплювачі встановлені з можливістю вертикального переміщення над механізмом подачі ізоляторів, поперечні захоплювачі встановлені з можливістю вертикального і поперечного горизонтального переміщення відносно механізму подачі ізоляторів.
2. Пристрій за п.1, який відрізняється тим, що поздовжні захоплювачі розміщені по руху механізму подачі ізоляторів.
3. Пристрій за п.1, який відрізняється тим, що можливість вертикального переміщення поздовжніх захоплювачів забезпечена пневмоциліндром, встановленим жорстко на кронштейні, шток якого взаємодіє через кронштейн з поздовжніми захоплювачами.
4. Пристрій за п.1, який відрізняється тим, що на кронштейні жорстко закріплений горизонтальний майданчик зі встановленим на ньому пневматичним циліндром, шток якого з'єднаний з повзуном, встановленим в поздовжніх напрямних горизонтального майданчика з можливістю зворотно-поступального руху уздовж майданчика, через кронштейн, встановлений в осьовому отворі горизонтального майданчика, подовженого в поперечному напрямку відносно механізму подачі ізоляторів, з можливістю зворотно-поступального руху уздовж майданчика, причому на повзуні жорстко закріплений пневмоциліндр, шток якого з'єднаний через рухому траверсу з шарнірно закріпленими на ній двоплечими важелями поперечних захоплювачів, що забезпечує вертикальне переміщення і змикання поперечних захоплювачів, причому нижні краї двоплечих важелів поперечних захоплювачів мають півкруглу форму, відповідну формі ізоляційної деталі ізолятора.
Текст
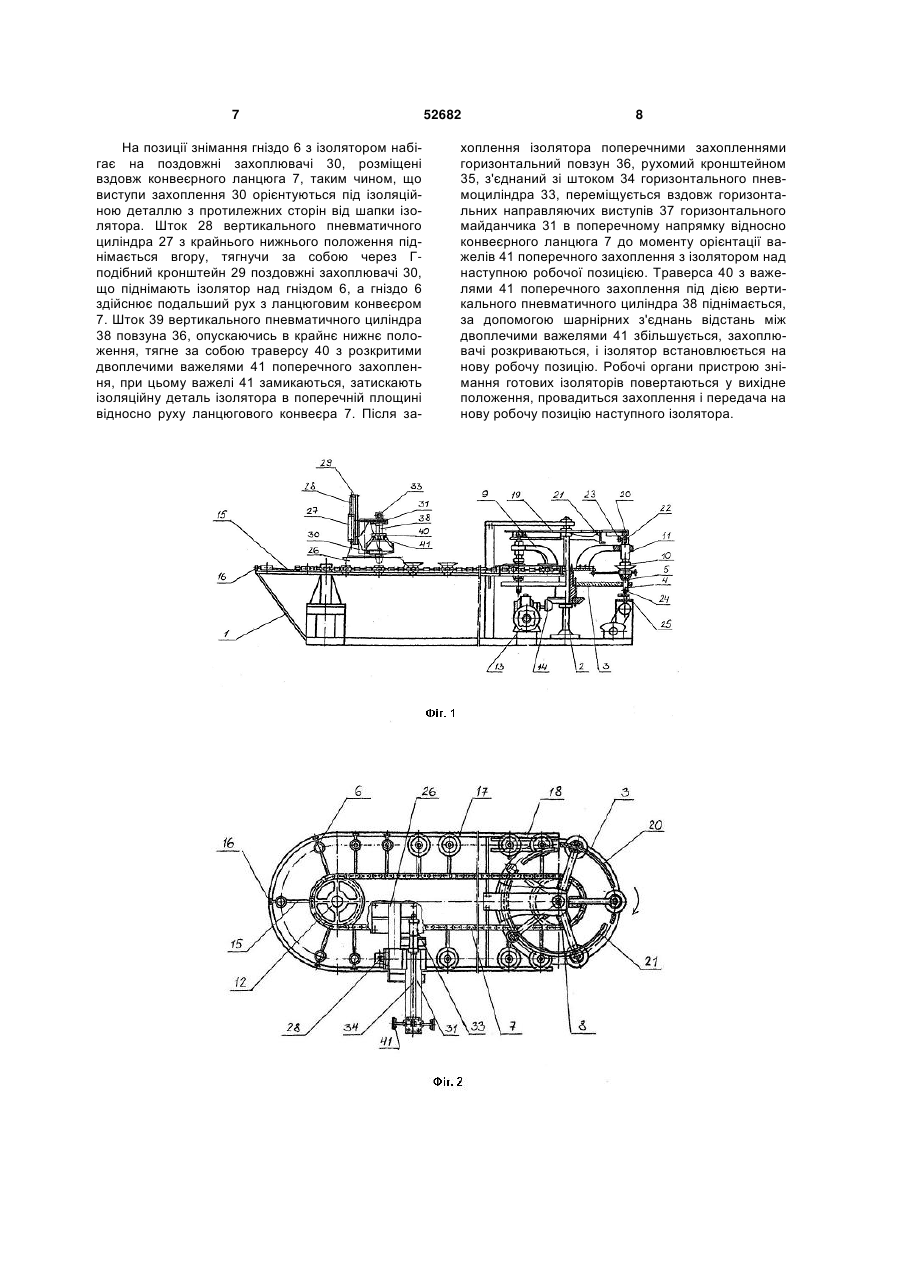
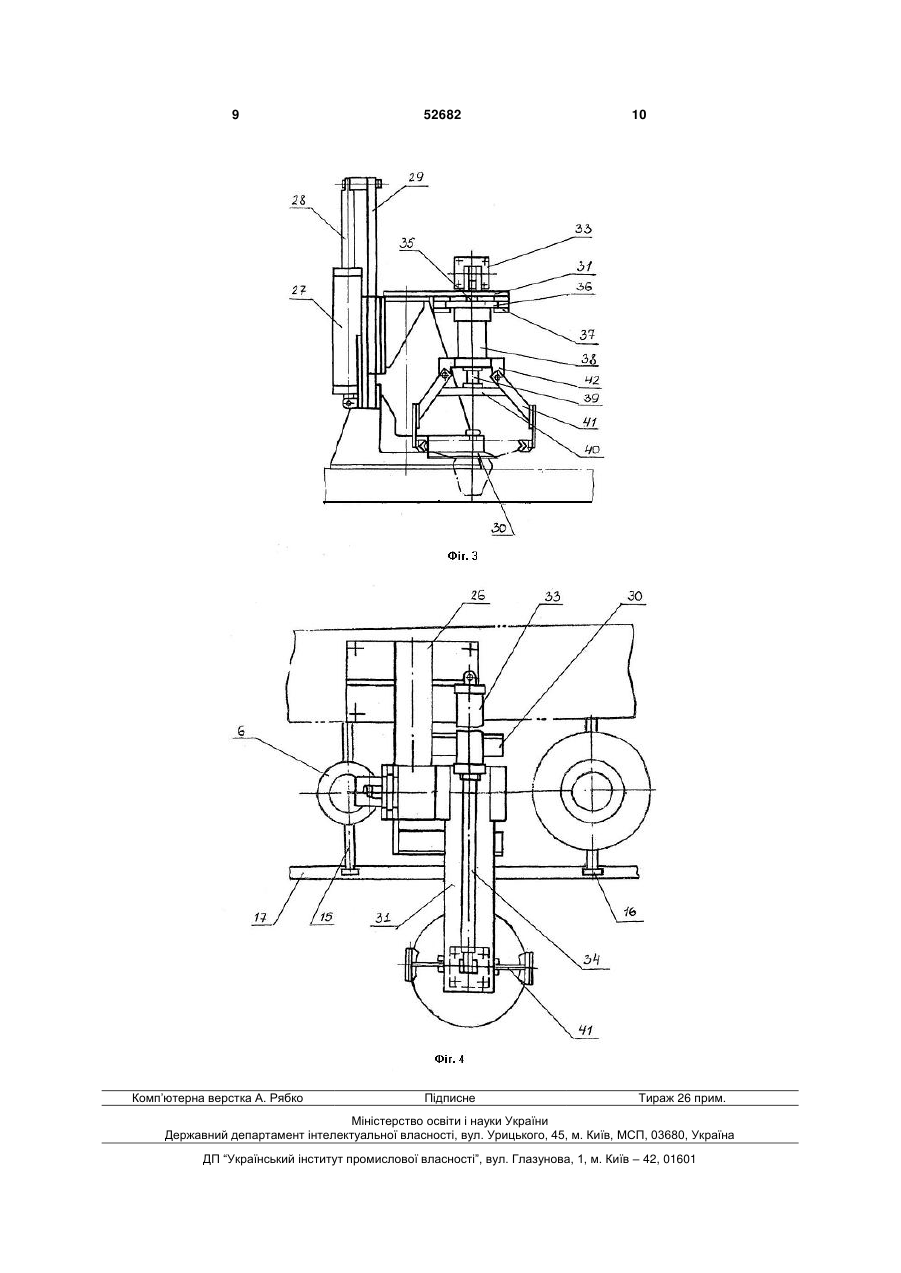
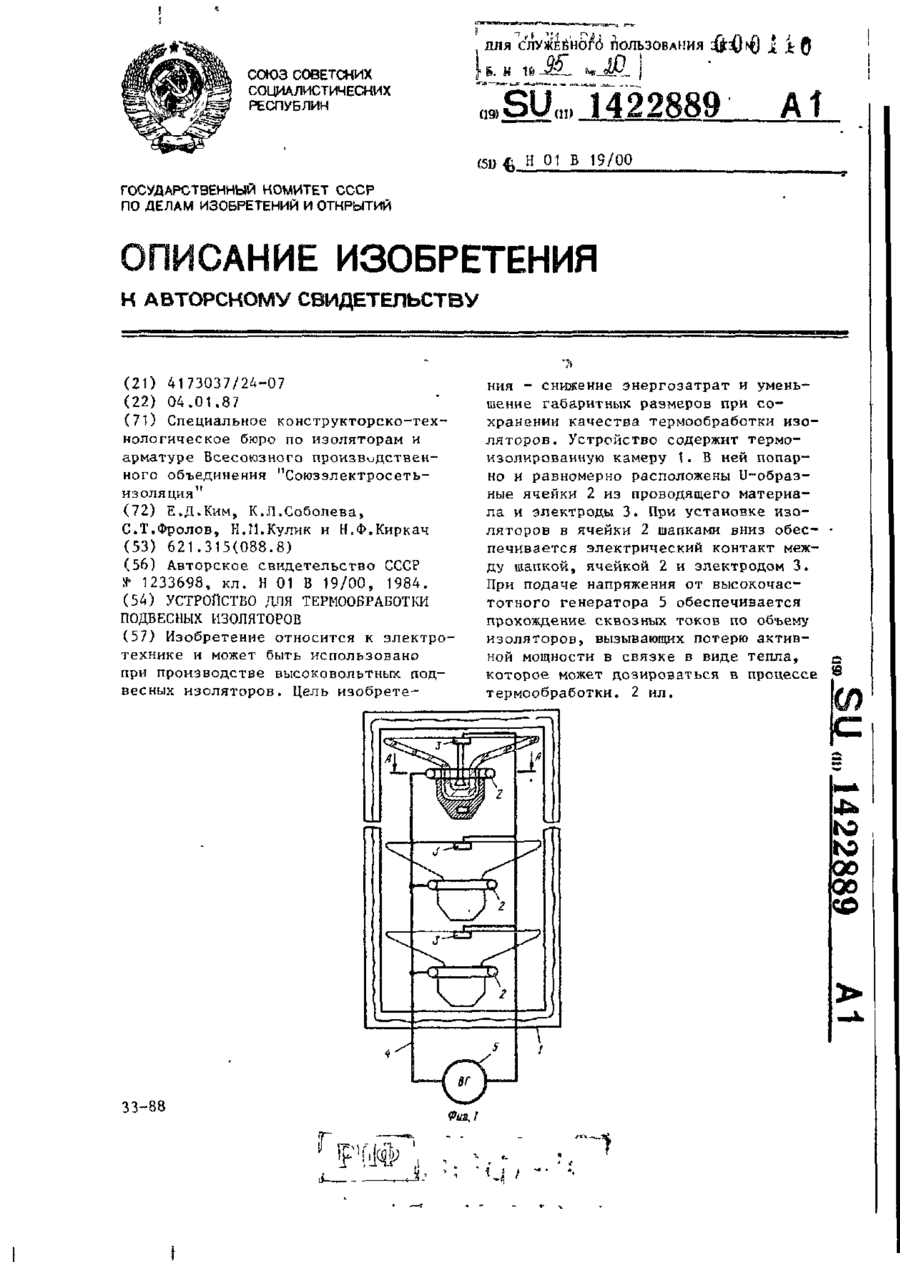
1. Пристрій для армування підвісних ізоляторів, що містить каркас з механізмом подачі ізоляторів на робочі позиції стола, що обертається, встановленого на каркасі, вузол армування ізоляторів, закріплений на каркасі, привід механізму подачі ізоляторів, який відрізняється тим, що на каркасі після вузла армування по руху механізму подачі ізоляторів встановлено пристрій знімання готових ізоляторів, що містить закріплений нерухомо кронштейн з поздовжніми і поперечними захоплювачами, причому поздовжні захоплювачі встановлені з можливістю вертикального переміщення над механізмом подачі ізоляторів, поперечні захоплювачі встановлені з можливістю вертикального і поперечного горизонтального переміщення відносно механізму подачі ізоляторів. U 2 52682 1 3 нізму подачі ізоляторів здійснюється від приводу (SU №347806, кл. Н01В19/00, опубл. 10.08.1972p.). Відомі пристрої для знімання деталей (заготовок) та їх встановлення на наступну робочу позицію, що використовуються в автоматичних технологічних лініях. Завданням даної корисної моделі є створення універсального пристрою для армування підвісних ізоляторів. Рішення поставленої задачі у пристрої для армування підвісних ізоляторів, що містить каркас з механізмом подачі ізоляторів на робочі позиції обертового столу, встановленого на каркасі, вузол армування ізоляторів, закріплений на каркасі, привід механізму подачі ізоляторів, досягається закріпленням на каркасі після вузла армування по руху механізму подачі ізоляторів пристрій знімання готових ізоляторів, що містить закріплений нерухомо кронштейн з поздовжніми і поперечними захоплювачами, причому поздовжні захоплювачі встановлені з можливістю вертикального переміщення над механізмом подачі ізоляторів, поперечні захоплювачі встановлені з можливістю вертикального і поперечного горизонтального переміщення щодо механізму подачі ізоляторів. Можливість вертикального переміщення поздовжніх захоплень забезпечена пневмоциліндром, встановленим жорстко на кронштейні, шток якого взаємодіє з поздовжніми захопленнями, наприклад, через кронштейн. Поздовжні захоплювачі зорієнтовані по руху механізму подачі ізоляторів. Можливість вертикального і горизонтального переміщення поперечних захоплень забезпечена закріпленням жорстко на кронштейні горизонтального майданчика з встановленим на ньому пневматичним циліндром, шток якого з'єднаний з повзуном через кронштейн, встановлений в осьовому отворі горизонтального майданчика з можливістю зворотно-поступального руху уздовж майданчика, причому на повзуні жорстко закріплений пневмоциліндр, шток якого з'єднаний через рухому траверсу з шарнірно закріпленими на ній двоплечими важелями поперечних захоплювачів, що забезпечує їх вертикальне переміщення і змикання. Горизонтальний майданчик виконаний подовженою в поперечному напрямку щодо механізму подачі ізоляторів на робочі позиції. Повзун встановлений в поздовжніх направляючих горизонтального майданчика з можливістю зворотно-поступального руху вздовж майданчика. Нижні краї двоплечих важелів мають напівкруглу форму, відповідну формі ізоляційної деталі ізолятора. Введення в пристрій для армування підвісних ізоляторів пристрою знімання готових ізоляторів дозволяє здійснювати не тільки армування підвісних ізоляторів, але їх знімання та передачу на нову робочу позицію наступного технологічного процесу з перетворенням рівномірного поступального руху зібраних ізоляторів в періодичний поступальний рух, тобто підвищити універсальні якості пристрою в цілому. Конструкція поздовжніх захоплювачів дозволяє забезпечити рух механізму подачі ізоляторів із 52682 4 зібраними ізоляторами при відмові пневматичної схеми пристрою знімання готових ізоляторів, тим самим не затримуючи процес армування ізоляторів, а також розширює діапазон позиціонування при захопленні готових ізоляторів для поперечного переміщення за ланцюгового конвеєра механізму подачі ізоляторів на нову робочу позицію. Суть корисної моделі пояснюється кресленнями: на Фіг.1 - пристрій для армування (вид спереду), Фіг.2 - пристрій для армування (вид зверху, стрілкою показано напрямок руху ланцюгового конвеєра механізму подачі ізоляторів та обертання столу), фіг. 3 - пристрій знімання готового ізолятора (вид спереду), фіг. 4-пристрій знімання готового ізолятора (вид зверху). Пристрій для армування підвісних ізоляторів містить зазвичай зварний каркас 1 із закріпленим на ньому нерухомо вертикальним валом 2, на якому встановлений з можливістю обертання горизонтальний стіл 3. На столі 3, що обертається, по колу розташовані робочі позиції, що представляють собою рухливі в осьовому напрямку штоки 4 з майданчиками 5, що мають виступи для посадки гнізд 6 ланцюгового конвеєра 7. На вертикальний вал 2 насаджений ведуча зірочка 8 закріплена співвісно столу 3, що обертається, з жорстко встановленими на ній кронштейнами 9, кількість яких відповідає кількості робочих позицій на обертовому столі 3. Вільні кінці кронштейнів 9 забезпечені притискними пристроями. Притискні пристрої це колодки 10, встановлені на штоках, навантажені пружинами і поміщені у вертикальні трубки 11, що вільно рухаються в направляючих втулках, закріплених у кронштейнах 9 (на кресленні не показані штоки, пружини та направляючі втулки). Колодки 10 встановлені співвісно штокам 4 робочих позицій столу 3, що обертається. Механізм подачі ізоляторів на робочі позиції столу, що обертається являє собою: ведену зірочку 12, встановлену з можливістю обертання на вертикальному валу зварного каркаса 1 в одній горизонтальній площині з ведучою зіркою 8, ведучу зірочку 8 і замкнутий в горизонтальній площині ланцюговий конвеєр 7, що охоплює обидві зірочки 8 і 12. Рух конвеєра 7, що забезпечується обертанням ведучої зірочки 8, і обертового столу 3 здійснюється від приводу 13 через конічну пару 14. На ланцюговому конвеєрі 7 на однаковій відстані один від одного, що відповідає відстані між робочими позиціями столу 3, закріплені в горизонтальній площині важелі 15, які несуть гнізда 6 для установки шапок, ізолюючих деталей і стержнів (на кресленні не показані) ізолятора. Вільні кінці важелів 15 забезпечені роликами 16, взаємодіючими з направляючою лінією 17, встановленої на зварному каркасі 1 уздовж ланцюгового конвеєра 7 до зачеплення останнього з ведучою зіркою 8. Для забезпечення співвісності ізолюючих деталей в шапках на каркасі 1 встановлено дві додаткові горизонтальні напрямні 18, паралельні ланцюговому конвеєру 7 до зачеплення останнього з ведучою зіркою 8. Вузол армування підвісних ізоляторів виконаний таким чином. 5 На вертикальному валу 2 зварного каркаса 3 над кронштейнами 9 співвісно столу 3, що обертається, закріплений нерухомий остов 19. До нижньої поверхні остову 19 жорстко прикріплені робочий копір 20, що представляє собою кільцевий сектор постійної висоти, що рівномірно збільшується, у його початку і копір 21 у вигляді кільцевого сектора Г-подібного перетину, встановлений після робочого копіра 20 по ходу обертання притискних пристроїв і робочого столу 3. Довжина робочого копіра 20 може варіюватися, визначається технічними вимогами та технологією виготовлення. Як правило, висота копіра 21 менше, ніж висота робочого копіра 20. Вертикальна трубка 11 притискного пристрою забезпечена двома роликами 22 і 23, один 22 з яких при русі кронштейнів 9 взаємодіє з робочим копіром 20, а другий ролик 23 відповідно з копіром 21. Вільні кінці штоків 4 робочих позицій забезпечені опорними роликами 24, взаємодіючими з вібруючим сектором 25, встановленим по ходу руху робочих позицій. Довжина вібруючого сектора 25 визначається технологією виготовлення ізоляторів. Вібрація на вібруючий сектор 25 може передаватися як через кулачковий механізм приводного двигуна, так і від електричного вібратора. На зварному каркасі 1 по ходу руху конвеєрного ланцюга 7 із зібраними (армованими) ізоляторами жорстко встановлено пристрій знімання готових ізоляторів, виконаний у вигляді кронштейна 26, на якому закріплений вертикальний пневмоциліндр 27, шток 28 якого з'єднаний через Г-подібний кронштейн 29 з поздовжніми захопленнями 30. Поздовжні захоплювачі 30 розміщені горизонтально вздовж ланцюгового конвеєра 7, таким чином, що при їх взаємодії з ізолятором, шапка розташовується між захопленнями 30, а ізоляційна деталь спирається на поздовжні захоплювачі 30 нижньою поверхнею. До кронштейна 26 жорстко приєднаний горизонтальний майданчик 31, подовжений в поперечному напрямку відносно конвеєрного ланцюга 7 у бік розташування нової робочої позиції для ізолятора. Вздовж горизонтального майданчика 31 в її центральній частині виконано наскрізний отвір. На горизонтальному майданчику 31 встановлено горизонтальний пневматичний циліндр 33, шток 34 якого з'єднаний з кронштейном 35. Нижній кінець кронштейна 35, який має можливість здійснювати зворотно - поступальний рух у вертикальній площині в наскрізному отворі горизонтального майданчики 31, прикріплений жорстко до повзуна 36. Повзун 36 встановлений в двох направляючих виступах 37 горизонтального майданчика 31 з можливість зворотно-поступального руху уздовж цих напрямних виступів 37. До повзуна 36 жорстко прикріплений вертикальний пневматичний циліндр 38, шток 39 якого з'єднаний з траверсом 40. На траверсі 40 шарнірно закріплені двоплечі важелі 41 поперечних захоплень, верхні кінці яких шарнірно закріплені на виступах 42 нижньої основи вертикального пневматичного циліндра 38. Вільні краї важелів 41 поперечних захоплень маю напівкруглу форму, відповідну формі ізоляційних деталей ізолятора. 52682 6 Пристрій для армування підвісних ізоляторів працює таким чином. Включають привід 13, що приводить в рух через конічну передачу 14 стіл 3, що обертається, і ведучу зірочку 8. Ведуча зірочка 8, перебуває в зачепленні з ланцюговим конвеєром 7, передає йому рівномірний рух. Одночасно включають привід, що забезпечує вібрацію вібруючого сектора 25. Включають в роботу пневмоциліндри 27, 33 і 38 пристрої знімання готових ізоляторів. У кожне гніздо 6 ланцюгового конвеєра 7 вкладають шапку, заповнену піщано-цементної зв'язкою, а в неї - ізолюючу деталь (скляний або порцеляновий ізолятор), у внутрішню порожнину якої вводять піщано-цементну зв'язку і закладають стержень з двома центриками. Важелі 15 з гніздами 6 при русі ланцюгового конвеєра 7 перед подачею їх на робочі позиції столу 3, що обертається, ковзають роликами 16 по направляючій 17. Ізолюючі деталі перед подачею на робочі позиції орієнтуються в шапках, ковзаючи своєю нижньою поверхнею по горизонтальних напрямних 18. При подачі чергового гнізда 6 на робочу позицію столу 3 ролик 16 важеля 15 ланцюгового конвеєра 7 сходить з направляючої 17, а ізолююча деталь, встановлена в гнізді 6 - з горизонтальних напрямних 18, і гніздо 6 опускається на виступи майданчика 5 штока 4 робочої позиції столу 3, що обертається. Після проходження горизонтальних напрямних 18 ізолююча деталь орієнтується співвісно гнізду 6. Встановлене на робочу позицію гніздо 6 з ізолятором здійснює подальший рух разом з столом 3, що обертається. Ролик 22 вертикальної трубки 11 притискного пристрою набігає на робочий копір 20, здійснюючі опускання притискного пристрою за рахунок рівномірного збільшення висоти робочого копіра 20. При цьому колодка 10 притискного пристрою притискає ізолюючу деталь у гнізді 6 на робочій позиції. Опорний ролик 24 штока 4 робочої позиції столу 3, що обертається, набігає на вібруючий сектор 25, при цьому вібрація через вібруючий сектор 25 і шток 4 передається на ізолятор. Відбувається армування ізолятора на робочій позиції. У процесі армування здійснюється з'єднання конструктивних елементів ізолятора, усуваються зазори між цими елементами і видаляється надлишок піщано-цементної зв'язки. Час армування визначається довжиною вібруючого сектора 25 і швидкістю обертання столу 3, зусилля затиснення - висотою робочого копіра 20. При подальшому обертанні ведучої зірочки 8 опорний ролик 24 сходить з вібруючого сектора 25, а ролик 22 - з робочого копіра 20, ролик 23 заходить на Гподібний копір 21, піднімаючи колодку 10 притискного пристрою, а на наступну робочу позицію встановлюється інше гніздо 6 і відбувається процес армування для наступного гнізда 6 з ізолятором. При подальшому обертанні ведучої зірочки 8 гніздо 6 із зібраним (готовим) ізолятором, сходить з робочої позиції столу 3, при цьому ролик 16 важеля 15 ланцюгового конвеєра 7 набігає на направляючу лінію 17. Гнізда 6 з ізоляторами рухаються до позиції знімання. 7 На позиції знімання гніздо 6 з ізолятором набігає на поздовжні захоплювачі 30, розміщені вздовж конвеєрного ланцюга 7, таким чином, що виступи захоплення 30 орієнтуються під ізоляційною деталлю з протилежних сторін від шапки ізолятора. Шток 28 вертикального пневматичного циліндра 27 з крайнього нижнього положення піднімається вгору, тягнучи за собою через Гподібний кронштейн 29 поздовжні захоплювачі 30, що піднімають ізолятор над гніздом 6, а гніздо 6 здійснює подальший рух з ланцюговим конвеєром 7. Шток 39 вертикального пневматичного циліндра 38 повзуна 36, опускаючись в крайнє нижнє положення, тягне за собою траверсу 40 з розкритими двоплечими важелями 41 поперечного захоплення, при цьому важелі 41 замикаються, затискають ізоляційну деталь ізолятора в поперечній площині відносно руху ланцюгового конвеєра 7. Після за 52682 8 хоплення ізолятора поперечними захопленнями горизонтальний повзун 36, рухомий кронштейном 35, з'єднаний зі штоком 34 горизонтального пневмоциліндра 33, переміщується вздовж горизонтальних направляючих виступів 37 горизонтального майданчика 31 в поперечному напрямку відносно конвеєрного ланцюга 7 до моменту орієнтації важелів 41 поперечного захоплення з ізолятором над наступною робочої позицією. Траверса 40 з важелями 41 поперечного захоплення під дією вертикального пневматичного циліндра 38 піднімається, за допомогою шарнірних з'єднань відстань між двоплечими важелями 41 збільшується, захоплювачі розкриваються, і ізолятор встановлюється на нову робочу позицію. Робочі органи пристрою знімання готових ізоляторів повертаються у вихідне положення, провадиться захоплення і передача на нову робочу позицію наступного ізолятора. 9 Комп’ютерна верстка А. Рябко 52682 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for reinforcement of suspension insulators
Автори англійськоюDruzhinin Ivan Ivanovich, Rukavishnikov Yurii Bieniaminovich
Назва патенту російськоюУстроство для армирования подвесных изоляторов
Автори російськоюДружинин Иван Иванович, Рукавишников Юрий Вениаминович
МПК / Мітки
МПК: H01B 19/00
Мітки: пристрій, армування, підвісних, ізоляторів
Код посилання
<a href="https://ua.patents.su/5-52682-pristrijj-dlya-armuvannya-pidvisnikh-izolyatoriv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для армування підвісних ізоляторів</a>
Устаткування для термообробки підвісних ізоляторів
Номер патенту: 11539
Опубліковано: 25.12.1996
Автори: Фролов Сергій Тимофійович, Киркач Микола Федорович, Соболева Кирилина Леонтіівна, Кім Єн Дар, Кулик Наталія Михайлівна
МПК: H01B 19/00
Мітки: ізоляторів, термообробки, устаткування, підвісних
Формула / Реферат:
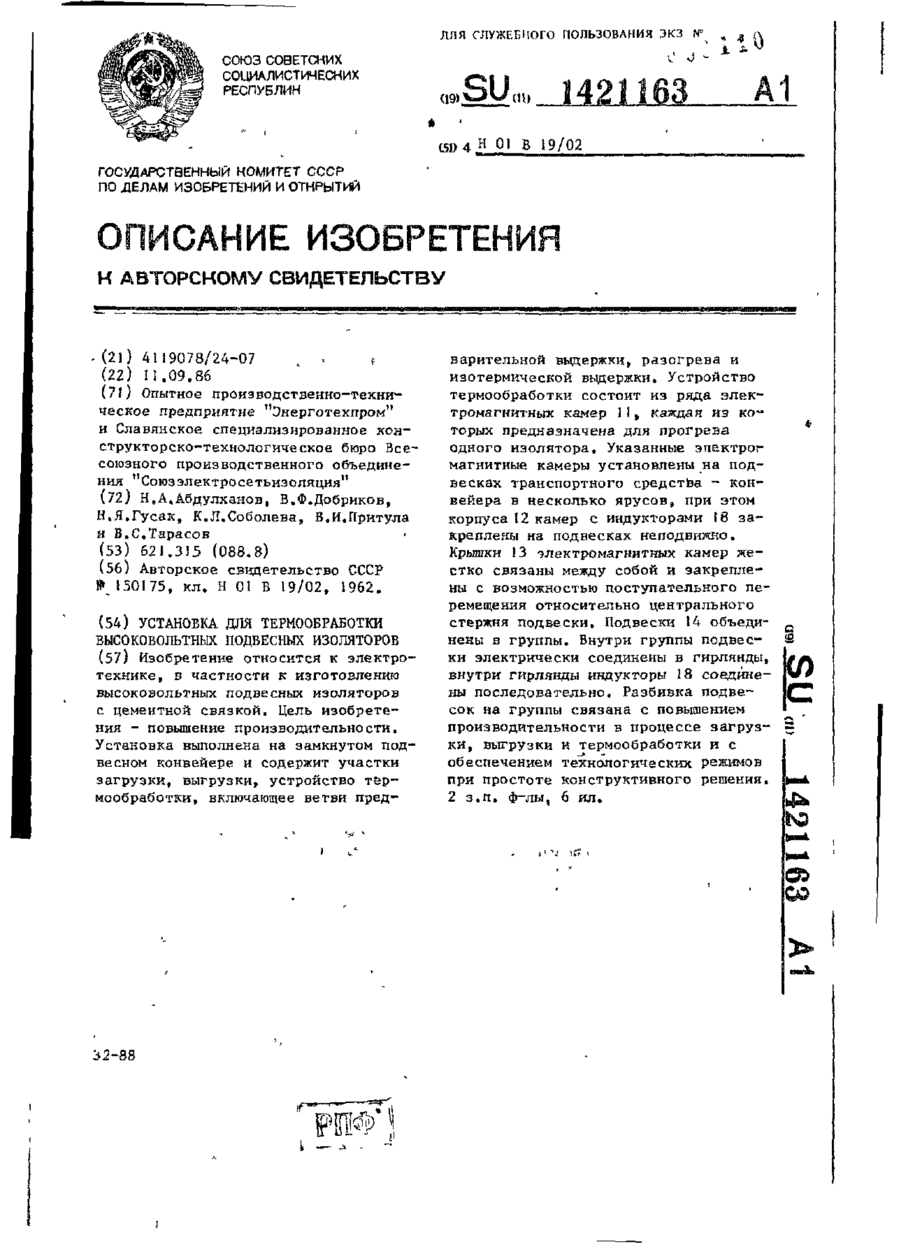
Устройство для термообработки подвесных изоляторов с цементной связкой, содержащее термоизолированную камеру, расположенные в ней ячейки для установки изоляторов, электрически соединенные с источником электрической энергии, отличающееся тем, что, с целью снижения энергозатрат и уменьшения габаритов камеры при сохранении качества термообработки, в качестве источника электрической энергии использован высокочастотный генератор, ячейки имеют...
Установка для термообробки високовольтних підвісних ізоляторів
Номер патенту: 11526
Опубліковано: 25.12.1996
Автори: Гусак Микола Якович, Притула Василь Іванович, Абдулханов Назим Абдулнадзянович, Добриков Валерій Федорович, Соболева Кирилина Леонтіівна, Тарасов Валерій Савелійович
МПК: H01B 19/00
Мітки: установка, термообробки, ізоляторів, високовольтних, підвісних
Формула / Реферат:
1. Установка для термообработки высоковольтных подвесных изоляторов, содержащая участки загрузки, выгрузки, термообработки и индукторы, отличающаяся тем, что, с целью повышения производительности, она снабжена замкнутым подвесным конвейером с цепным тяговым органом, ходовыми путями в виде монорельса с троллейными шинопроводами в зоне термообработки и каретками с закрепленными на них подвесками с центральным стержнем и установленными на...
Спосіб термообробки високовольтних підвісних ізоляторів з цементною зв’язкою
Номер патенту: 11529
Опубліковано: 25.12.1996
Автори: Шерлаімов Микола Миколайович, Козлова Людмила Сергіївна, Соболева Кирилина Леонтіівна, Абдулханов Назим Абдулнадзянович, Добриков Валерій Федорович, Павлов Олександр Олександрович
МПК: H01B 19/00
Мітки: підвісних, зв'язкою, термообробки, цементною, спосіб, високовольтних, ізоляторів
Формула / Реферат:
Способ термообработки высоковольтных подвесных изоляторов с цементной связкой, соединяющей изоляционную деталь с шапкой и стержнем изолятора, при котором выдерживают изолятор с отформованной связкой при температуре 18-25°С в течение времени, обеспечивающего предварительное схватывание связки, размещают его в нагревательной камере, нагревают до температуры 70-85°С, изотермически выдерживают при этой температуре и охлаждают до температуры...
Пристрій для контролю ізоляторів, що знаходяться під напругою
Номер патенту: 32780
Опубліковано: 15.02.2001
Автори: Рубаненко Олександр Євгенович, Удод Євген Іванович, Молчанов Володимир Миколайович, Таловер'я Володимир Леонідович
МПК: G01R 27/00, G01R 31/02
Мітки: знаходяться, пристрій, напругою, ізоляторів, контролю
Формула / Реферат:
Пристрій для контролю ізоляторів, що знаходяться під напругою, який містить елемент контролю стану ізоляторів з дискретним виходом, два електроди, що підключаються до виводів ізолятора, елемент сигналізації та ізолюючу штангу, який відрізняється тим, що елемент контролю стану ізолятора складається з джерела стабілізованої випрямленої напруги, що живиться від змінної напруги на контрольованому ізоляторі, подільника напруги, який підключено до...
Спосіб контролю ступеня забрудненості поверхні ізоляторів під напругою
Номер патенту: 17315
Опубліковано: 15.09.2006
Автори: Серебренніков Сергій Валентинович, Сіріков Олександр Іванович
МПК: H02H 7/26
Мітки: контролю, поверхні, ступеня, спосіб, забрудненості, ізоляторів, напругою
Формула / Реферат:
1. Спосіб контролю ступеня забрудненості поверхні ізоляторів під напругою, який полягає у вимірюванні струму витоку ізолятора і контролю за його значенням стану забруднення поверхні, який відрізняється тим, що для відстроювання від неінформативного об'ємного струму витоку використовують охоронне кільце.2. Спосіб за п. 1, який відрізняється тим, що для відстроювання від хибних спрацьовувань внаслідок збільшення активної і ємнісної...
Попередній патент: Пристрій для випробування винаходів на механічну міцність
Наступний патент: Пристрій для обробки пісково-цементної зв’язки в підвісних високовольтних ізоляторах
Випадковий патент: Спосіб просторової сейсморозвідки