Спосіб термообробки високовольтних підвісних ізоляторів з цементною зв’язкою
Номер патенту: 11529
Опубліковано: 25.12.1996
Автори: Павлов Олександр Олександрович, Добриков Валерій Федорович, Соболева Кирилина Леонтіівна, Шерлаімов Микола Миколайович, Козлова Людмила Сергіївна, Абдулханов Назим Абдулнадзянович
Формула / Реферат
Способ термообработки высоковольтных подвесных изоляторов с цементной связкой, соединяющей изоляционную деталь с шапкой и стержнем изолятора, при котором выдерживают изолятор с отформованной связкой при температуре 18-25°С в течение времени, обеспечивающего предварительное схватывание связки, размещают его в нагревательной камере, нагревают до температуры 70-85°С, изотермически выдерживают при этой температуре и охлаждают до температуры 18-25°С, отличающийся тем, что, с целью повышения производительности труда и надежности изолятора, в качестве нагревательной к я меры используют электромагнитную камеру с индуктором соленоидного типа, изолятор размещают в камере так, чтобы его шапка находилась в рабочей зоне индуктора и производят нагрев в электромагнитном поле токами промышленной частоты в течение 1,5-5 ч при напряженности электромагнитного поля 150-450 Э, а изотермическую выдержку производят при напряженности поля 150-300 Э в течение 1-6 ч.
Текст
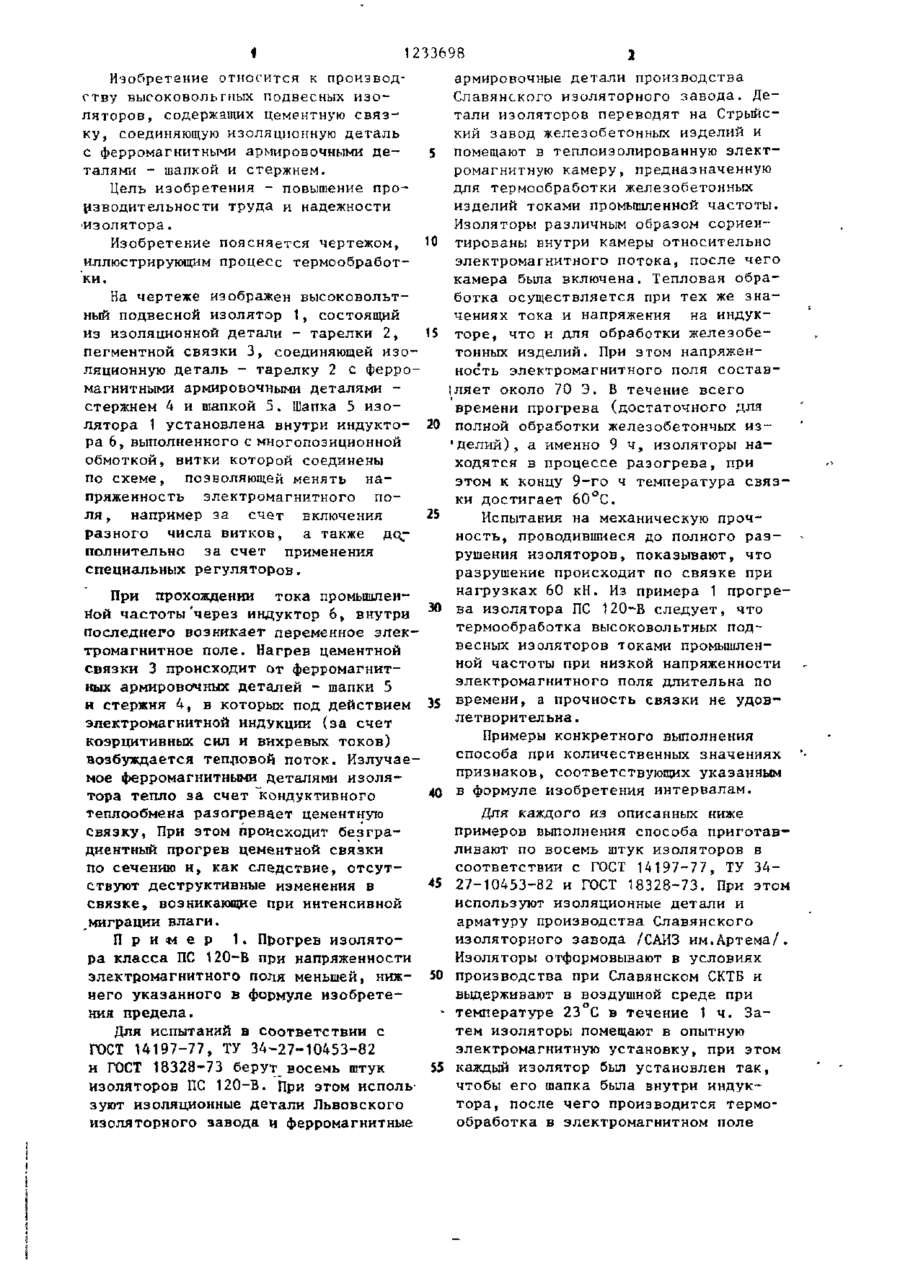
ДЛЯ СЛУЖЕБНОГО ПОЛЬЗОВАНИЯ ЭКЗ. № СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК ,,,,SU,,,, 1233698 (5D4 Н 01 В -а (7 А * —ж А1 19/00 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИИ ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 3649480/24-07 . / ' ' • кой при температуре 18-25°С в тече(22) 22.08.83 ние времени, обеспечивающего предва(71) Опытное производственно-технирительное схватывание связки, размеческое предприятие "Энерготехпром" щают его в нагревательной камере, нагревают до температуры 70-85°С, и Славянское специализированное конизотермически выдерживают при этой структорско-технологическое бюро Всетемпературе и охлаждают до темперасоюзного производственного объединетуры 18-25 С, о т л и ч а ю щ и й ния "Союзэлектросетьизоляция" с я тем, что, с целью повышения (72) Н.А.Абдулханов, В Ф.Добриков, производительности труда и надежносН.Н.Шерлаимов, К.Л.Соболева, А.А.Павти изолятора, в качестве нагревалов и Л.С.Козлова тельной камеры используют электро(53) 621.315 (088.8) (56) Авторское свидетельство СССР ••••'• магнитную камеру с индуктором соленоидного типа, изолятор размещают 296652, В 28 В 11/00, 1968. в камере так, чтобы его шапка нахоТехнологический регламент Славяндилась в рабочей зоне индуктора и ского Изоляторного завода 1970. производят нагрев в электромагнитном поле токами промышленной частоты в (54)(57) СПОСОБ ТЕРМООБРАБОТКИ ВЫСОтечение 1,5 - 5 ч при напряженности КОВОЛЬТНЫХ ПОДВЕСНЫХ ИЗОЛЯТОРОВ С электромагнитного поля 150-450 Э, ЦЕМЕНТНОЙ СВЯЗКОЙ, соединяющей изоа изотермическую выдержку производят ляционную деталь с шапкой и стержпри напряженности поля 150-300 Э нем изолятора, при котором выдержив течение 1-6 ч. , вают изолятор с отформованной связ с (Л С N3 00 00 О) СО 00 1 1233698 Изобретение относится к производству высоковольтных подвесных изоляторов, содержащих цементную связку, соединяющую изоляционную деталь с ферромагнитными армировочными деталями - шапкой и стержнем. Цель изобретения - повышение производительности труда и надежности 'Изолятора. Изобретение поясняется чертежом, иллюстрирующим процесс термообработки. На чертеже изображен высоковольтный подвесной изолятор 1, состоящий из изоляционной детали - тарелки 2, пегментной связки 3, соединяющей изоляционную деталь - тарелку 2 с ферромагнитными армировочными деталями стержнем 4 и шапкой 5. Шапка 5 изолятора 1 установлена внутри индуктора 6, выполненного с многопоэиционной обмоткой, витки которой соединены по схеме, позволяющей менять напряженность электромагнитного поля , например за счет включения разного числа витков, а также до„полнительно за счет применения специальных регуляторов. армировочные детали производства Славянского изоляторного завода. Детали изоляторов переводят на Стрыйский завод железобетонных изделий и 5 помещают в теплоизолированную электромагнитную камеру, предназначенную для термообработки железобетонных изделий токами промышленной частоты. Изоляторы различным образом сориен10 тированы внутри камеры относительно электромагнитного потока, после чего камера была включена. Тепловая обработка осуществляется при тех же значениях тока и напряжения на индук15 торе, что и для обработки железобетонных изделий. При этом напряженность электромагнитного поля состав|ляет около 70 Э. В течение всего времени прогрева (достаточного для 20 полной обработки железобетонных из•делий), а именно 9 ч, изоляторы находятся в процессе разогрева, при этом к концу 9-го ч температура связки достигает 60°С. 25 Испытания на механическую прочность, проводившиеся до полного разрушения изоляторов, показывают, что разрушение происходит по связке при нагрузках 60 кН. Из примера 1 прогре30 ва изолятора ПС 120-В следует, что термообработка высоковольтных подвесных изоляторов токами промышленной частоты при низкой напряженности электромагнитного поля длительна по 35 времени, а прочность связки не удовлетворительна . Примеры конкретного выполнения способа при количественных значениях признаков, соответствующих указанным 40 в формуле изобретения интервалам. При прохождении тока промышленной частоты'через индуктор 6, внутри последнего возникает переменное электромагнитное поле. Нагрев цементной связки 3 происходит от ферромагнитных армировочных деталей - шапки 5 и стержня 4, в которьгх под действием электромагнитной индукции (за счет коэрцитивных сил и вихревых токов) возбуждается тепловой поток. Излучаемое ферромагнитными деталями изолятора тепло за счет кондуктивного теплообмена разогревает цементную Для каждого из описанных ниже связку, При этом происходит безграпримеров выполнения способа приготавдиентный прогрев цементной связки ливают по восемь штук изоляторов в по сечению и, как следствие, отсутсоответствии с ГОСТ 14197-77, ТУ 34ствуют деструктивные изменения в 45 27-10453-82 и ГОСТ 18328-73. При этом связке, возникающие при интенсивной используют изоляционные детали и миграции влаги. арматуру производства Славянского изоляторного завода /САИЗ им.Артема/. П р и м е р 1. Прогрев изолятоИзоляторы отформовывают в условиях ра класса ПС 120—В при напряженности электромагнитного поля меньшей, ниж- 50 производства при Славянском СКТБ и него указанного в формуле изобретевыдерживают в воздушной среде при ь ния предела. температуре 23 С в течение 1 ч. Затем изоляторы помещают в опытную Для испытаний в соответствии с электромагнитную установку, при этом ГОСТ 14197-77, ТУ 34-27-10453-82 и ГОСТ 18328-73 берут_восемь штук 55 каждый изолятор был установлен так, изоляторов ПС 120-В. При этом испольчтобы его шапка была внутри индукзуют изоляционные детали Львовского тора, после чего производится термоизоляторного завода и ферромагнитные обработка в электромагнитном поле 1233698 П р и м е р 4. Термообработка токами промышленной частоты. Прогреизолятора класса ГІС160-В в режиме, воздушной тые ияоляторы охлаждают в близком к оптимальному. среде при температуре 23 С до полного остывания. Через 19 ч после Прогрев изоляторов осуществляют окончания термообработки проводят в следующем режиме: подъем темпераиспытания на механическую прочность. туры /разогрев/ до 80°С в течение В процессе испытаний на механическую 2 ч при напряженности электромагнитпрочность изоляторы доводят до полного поля 280 Э; изотермическая выного разрушения для сопоставления держка "при этой /80°С/ температуре прочности всехдеталей - связки, стерж10 в течение 3 ч при напряженности элекня, шапки и изоляционной тарелки. тромагнитного поля 230 Э. Испытания на механическую прочП р и м е р 2. Термообработка изоность показывают, что разрушение лятора класса ПС7О-Д. Прогрев изопроизошло при усилиях 190,2-233,3 кН ляторов осуществляют в следующем репри расчетном 160 кН, при этом в жиме: подъем температуры (разогрев) 15 шести случаях разрушение произошло до 80°С в течение 3 ч при напряженпо армировочным металлическим детаности электромагнитного поля 165 Э; лям, а в двух случаях - по изоляционизотермическая выдержка при этой ным деталям. Результаты испытаний /80°С/ температуре в течение 2 ч при свидетельствуют о высоком качестве напряженности электромагнитного поля 20 связки. 150 Э. Испытания на разрыв показывают, П р и м е р 5. Термообработка что во всех восьми изоляторах разизолятора ПС-400. Прогрев изоляторов рушение происходит по деталям металосуществляют в следующем режиме: лической арматуры при разрушающих подъем температуры до 40°С в течение 5 усилиях 103,0 - 134,0 кН при расчет0,5 ч при напряженности электромагном усилии 5 70 кН, что является вынитного поля 450 Э; изотермическая соким показателем прочности. выдержка при этой температуре при напряженности электромагнитного поля П р и м е р 3. Термообработка 250 Э в течение 0,5 ч; второй подъем изоляторов класса ПС70-Д. Прогрев 30 температуры до 80°С в течение 0,5 ч изоляторов осуществляют в следующем при напряженности электромагнитного режиме: подъем температуры /разогполя 450 Э; изотермическая выдержрев/ до 80°С в течение 5 ч (плавный ка при 80°С при напряженности элекпоъем температуры) При напряженности тромагнитного поля 290 Э в течение электромагнитного поля 150 Э; изо35 3 ч. термическая вьщержка при этой температуре в течение 1 ч при напряженИспытания на механическую прочности электромагнитного поля 150 Э. ность показывают, что разрушение Испытания на разрыв показывают, произошло при нагрузках 420-450 кН, что разрушение произошло в шести слу при расчетном усилии 400 кН, при40 чем в одном случае разрушение прочаях по металлической арматуре и в двух случаях по изоляционной детали изошло по связке, а в остальных при усилиях 110,0 - 140,0 кН при по металлическим деталям, что свидерасчетном 70 кН, что также является тельствует о соответствии качества высоким показателем прочности. связки требованиям стандартов. Режим длительного разогрева улуч- 45 Указанный пример подтверждает, шает структуру цементного камня при что разогрев изоляторов больших некотором увеличении общего времени размеров осуществляют при значениях термообработки и применяется в слунапряженности электромагнитного почае повышенных требований к изделию. ля, соответствующих верхнему преде50 лу /450 3/ указанному в формуле Приведенные выше примеры 2 и 3 у термообработки показывают, что при изобретения. минимальном значении напряженности, П р и м е р 6. Термоообработка указанной в формуле, прогревают наиизоляторов класса ПС-160 В. Прогрев меньшие по размерам изоляторы, при изоляторов осуществляют в следующем 55 режиме: первый подъем температуры этом время подъема температуры является наибольшим. Соответственно до 50°С в течение 0,5 ч при напрявремя изотермической выдержки наиженности электромагнитного поля меньшее. 480 Э, /что на 13,5% превышает ого 1233698 воренный в формуле изобретения предел/ ; изотермическая выдержка при 50°С в течение 0,5 ч при напряженности электромагнитного поля 180 Э; е второй подъем температуры до 80 С в течение 0,5 ч при напряженности электромагнитного поля 230 Э. ветствуют требованием надежное ти. Таким образом, локальный прогрев с соответствующей установкой 5 изолятора относительно индуктора позволяет при минимальных удельных расходах электроэнергии осуществлять термообработку изоляторов при выяв10 ленных значениях напряженности, неИспытания на механическую прочобходимых для достижения произвоность показывают, что разрушения дительности в 1,5 - 3 раза (в завипроизошли при усилиях 111,0-144,5 кН симости от класса изолятора) препри расчетном 160 кН, Таким образом, вышающей производительность труда при напряженности разогрева выше указанной в формуле изобретения 15 при известных способах с применением изоляторы данного класса не соотпара. Редактор Т.Шагова Заказ 471/ДСД Составитель Н.Зеленцова Техред Л.Олейник Корректор А.Зимокосов Тираж 447 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5 Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
ДивитисяДодаткова інформація
Назва патенту англійськоюThermal treatment method for high voltage of suspended insulator with cement binding substance
Автори англійськоюSoboleva Kyrylyna Leontiivna, Dobrykov Valerii Fedorovych, Pavlov Oleksandr Oleksandrovych, Sherlaimov Mykola Mykolaiovych, Kozlova Liudmyla Serhiivna
Назва патенту російськоюСпособ термообработки высоковольтных подвесных изоляторов с цементной связкой
Автори російськоюСоболева Кирилина Леонтьевна, Добриков Валерий Федорович, Павлов Александр Александрович, Шерлаимов Николай Николаевич, Козлова Людмила Сергеевна
МПК / Мітки
МПК: H01B 19/00
Мітки: цементною, підвісних, високовольтних, спосіб, ізоляторів, термообробки, зв'язкою
Код посилання
<a href="https://ua.patents.su/4-11529-sposib-termoobrobki-visokovoltnikh-pidvisnikh-izolyatoriv-z-cementnoyu-zvyazkoyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб термообробки високовольтних підвісних ізоляторів з цементною зв’язкою</a>
Установка для термообробки високовольтних підвісних ізоляторів
Номер патенту: 11526
Опубліковано: 25.12.1996
Автори: Добриков Валерій Федорович, Притула Василь Іванович, Соболева Кирилина Леонтіівна, Гусак Микола Якович, Абдулханов Назим Абдулнадзянович, Тарасов Валерій Савелійович
МПК: H01B 19/00
Мітки: високовольтних, установка, термообробки, підвісних, ізоляторів
Формула / Реферат:
1. Установка для термообработки высоковольтных подвесных изоляторов, содержащая участки загрузки, выгрузки, термообработки и индукторы, отличающаяся тем, что, с целью повышения производительности, она снабжена замкнутым подвесным конвейером с цепным тяговым органом, ходовыми путями в виде монорельса с троллейными шинопроводами в зоне термообработки и каретками с закрепленными на них подвесками с центральным стержнем и установленными на...
Скло для високовольтних ізоляторів
Номер патенту: 7759
Опубліковано: 26.12.1995
Автори: Гусак Микола Якович, Тисячников Володимир Іванович, Коломійцева Лідія Олександрівна
Мітки: скло, високовольтних, ізоляторів
Формула / Реферат:
Стекло для высоковольтных изоляторов, содержащее SiО2, Аl2О3, CaO, MgO, Na2O, K2O. Fе2O3, MnO, отличающееся тем, что, с целью повышения диэлектрических характеристик, оно дополнительно содержит ВаО при следующем соотношении компонентов, вес. %:SiO2 65 - 67 Аl2О3 4 - 5 CaO 9 - 10 MgO 4 - 5...
Спосіб термообробки кристалів германату вісмуту
Номер патенту: 9942
Опубліковано: 30.09.1996
Автори: Кухтіна Ніна Миколаївна, Бурачас Станіслав Феліксович, Бороденко Юрій Афанасійович, Рижиков Володимир Діамидович, Пирогов Євген Миколайович
МПК: C30B 29/32, C30B 33/02
Мітки: термообробки, кристалів, вісмуту, германату, спосіб
Текст:
...что нагрев, выдержку и охлаждение кристаллов BGO в кислородсодержащей атмосфере с цепью улучшения сцинтилляционных параметров и увеличения выхода годных кристаллов осуществляют в следующих режимах; нагрев со скоростью 75-200 град/час до температуры 990 + 40°С, выдержку при этой температуре в течение 0,5-2 часов с пропусканием через кристалл постоянного электрического тока 2 плотностью 0,05-0.25 мА/см , охлаждение со скоростью 50-100 град/час...
Спосіб термообробки кранових колес зі збільшеною маточиною
Номер патенту: 1900
Опубліковано: 20.12.1994
Автори: Тертишний Вадим Олегович, Борозняк Олена Олеговна, Тракшинський Борис Романович, Борозняк Олександр Іванович
МПК: C21D 9/34
Мітки: колес, збільшеною, спосіб, термообробки, кранових, маточиною
Формула / Реферат:
Способ термообработки крановых колес с увеличенной ступицей, включающий нагрев колеса с предварительно расточенным отверстием выше критической точки Ас3, выдержку, охлаждение путем вращения реборды и дорожки катания в воде и отпуск, обеспечивающий получение структуры сорбита, отличающийся тем, что после охлаждения реборды и дорожки катания колесо выдерживают на воздухе до достижения ступицей температур ниже Ас3, а ребордой и дорожкой катания...
Спосіб термообробки кристалів вольфрамату кадмію
Номер патенту: 10831
Опубліковано: 25.12.1996
Автори: Мартинов Валерій Павлович, Бурачас Станіслав Феліксович, Рижиков Володимир Діомидович, Катрунов Костянтин Олексійович, Пирогов Євген Миколайович, Бондар Валерій Григорович, Бороденко Юрій Афанасійович
МПК: C30B 33/00
Мітки: кадмію, кристалів, вольфрамату, термообробки, спосіб
Формула / Реферат:
Способ термообработки кристаллов вольфрамата кадмия, включающий нагрев, выдержку и охлаждение, отличающийся тем, что нагрев проводят в кислородсодержащей атмосфере до температуры 950-1230°С при выдержке 25-75 часов.
Попередній патент: Високовольтний підвисний ізолятор
Наступний патент: Спосіб конусного з’єднання стеклопластикового стержня з металевим наконечником
Випадковий патент: Медичний тренажер