Установка для зварювання поздовжніх стиків обичайок
Формула / Реферат
1. Установка для зварювання поздовжніх стиків обичайок, яка містить вертикальний підпірний стояк, до якого прикріплені у горизонтальній площині поздовжні симетричні балки, що несуть клавішні притискачі з пневмоприводами, і під якими розташовано з можливістю розвороту у горизонтальній площині ложемент з формувальною флюсомідяною підкладкою, яка відрізняється тим, що ложемент розподілений на окремі частини-секції, зв'язані між собою зворотними шарнірами, розташованими під ложементом, а також межуючі ділянки суміжних частин ложемента наділено кишенями для горизонтального або вертикального розташування фіксуючого стрижня, причому відстань між симетричними балками відповідає ширині ложемента та товщині фіксуючого стрижня.
2. Установка за п. 1, яка відрізняється тим, що частини-секції ложемента мають різну довжину.
Текст
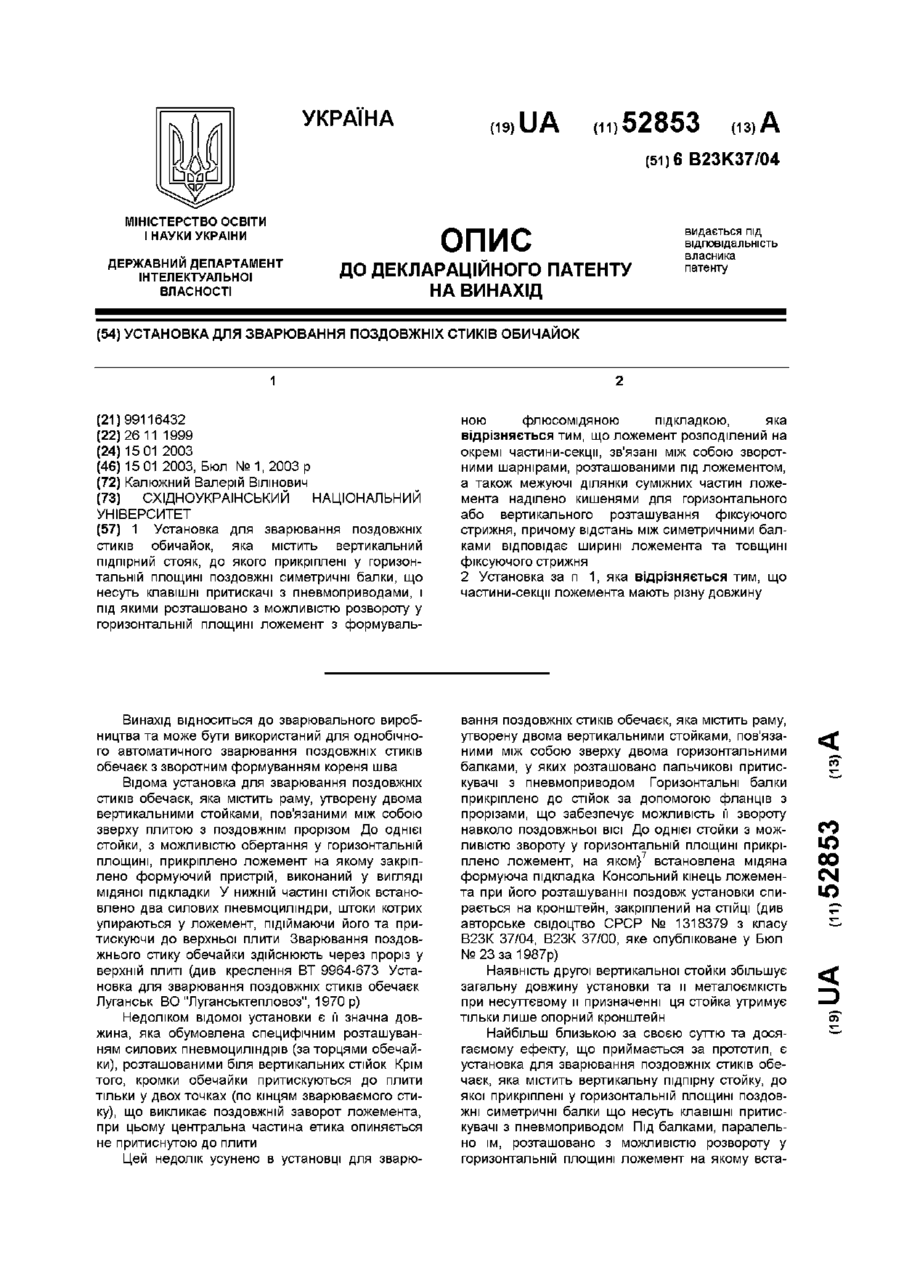
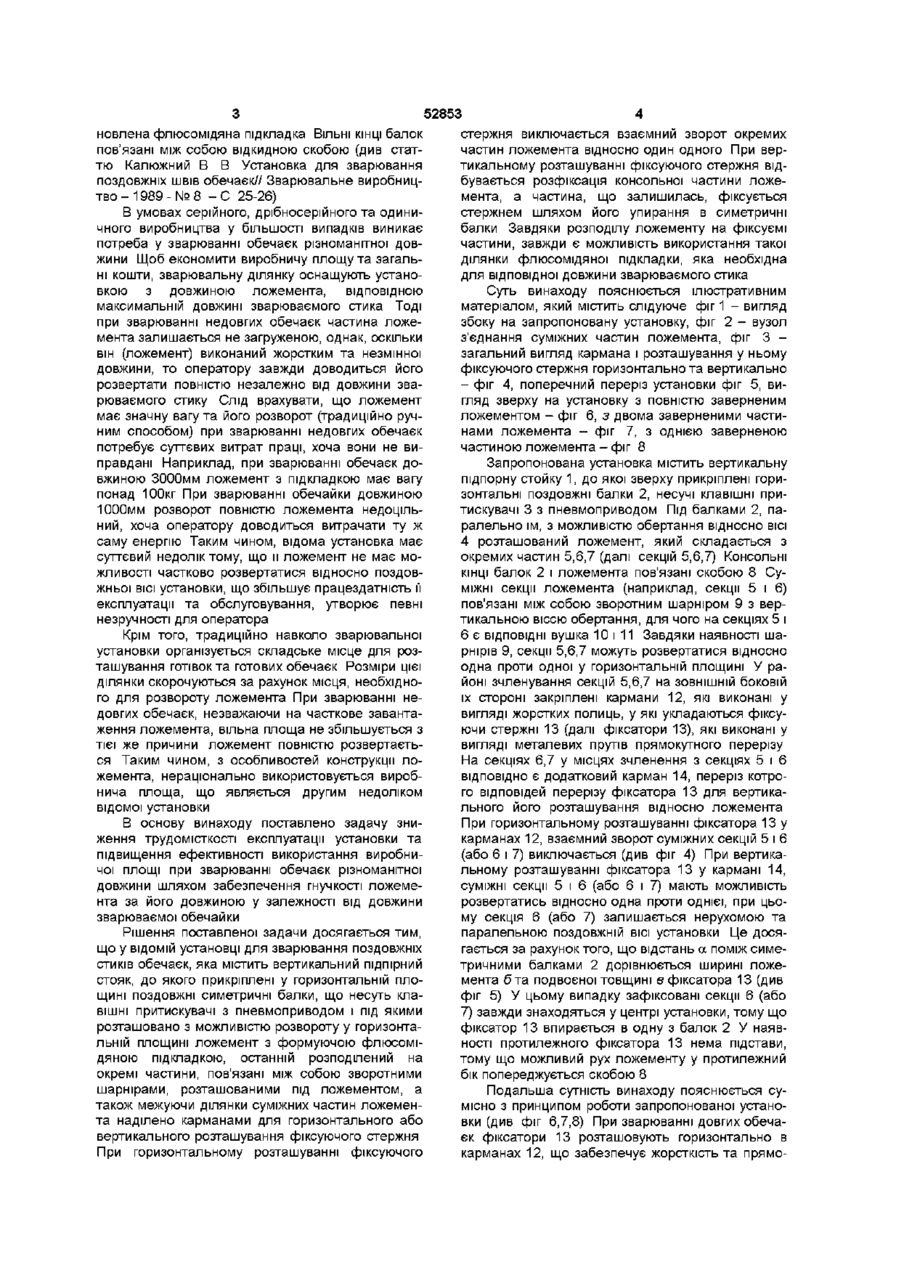
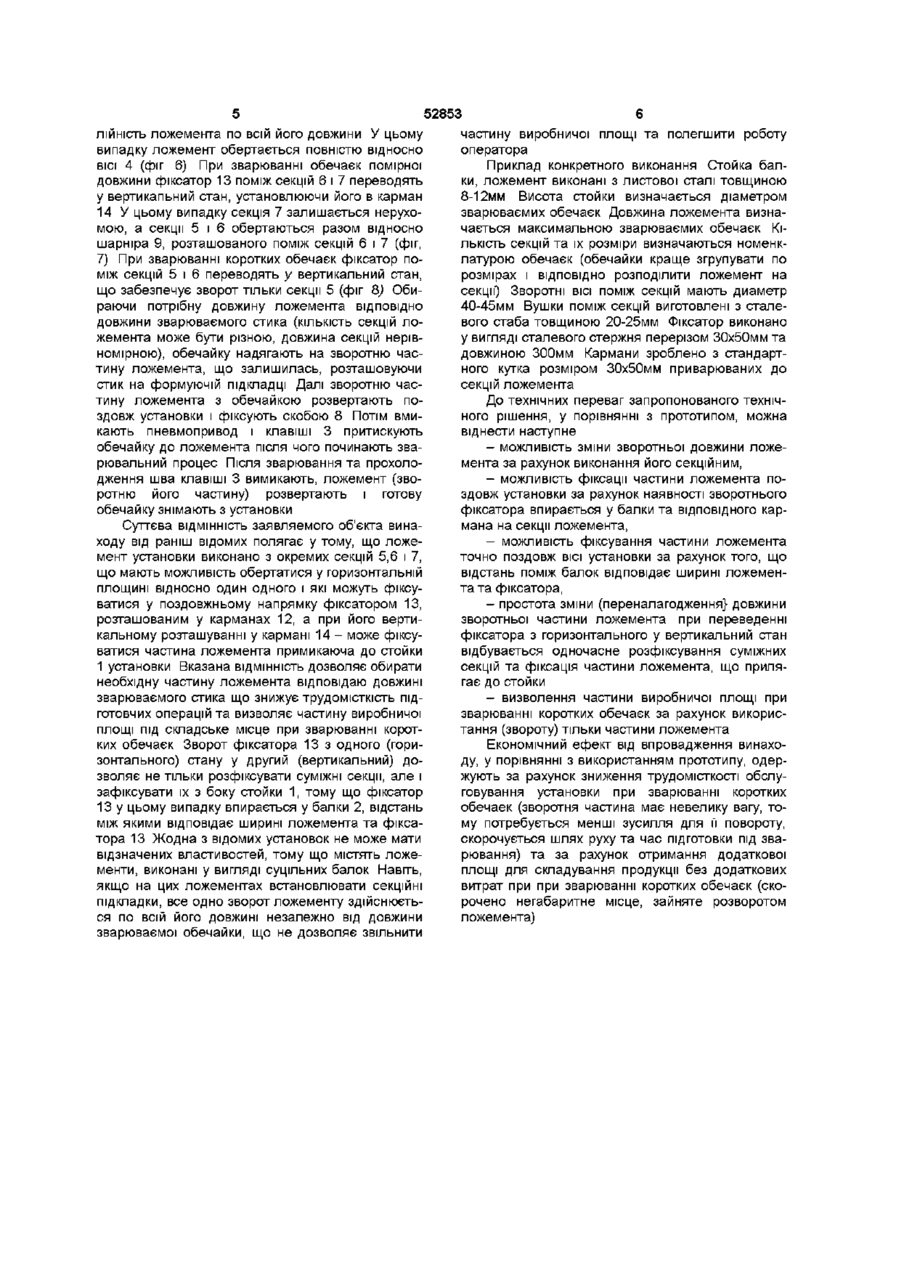
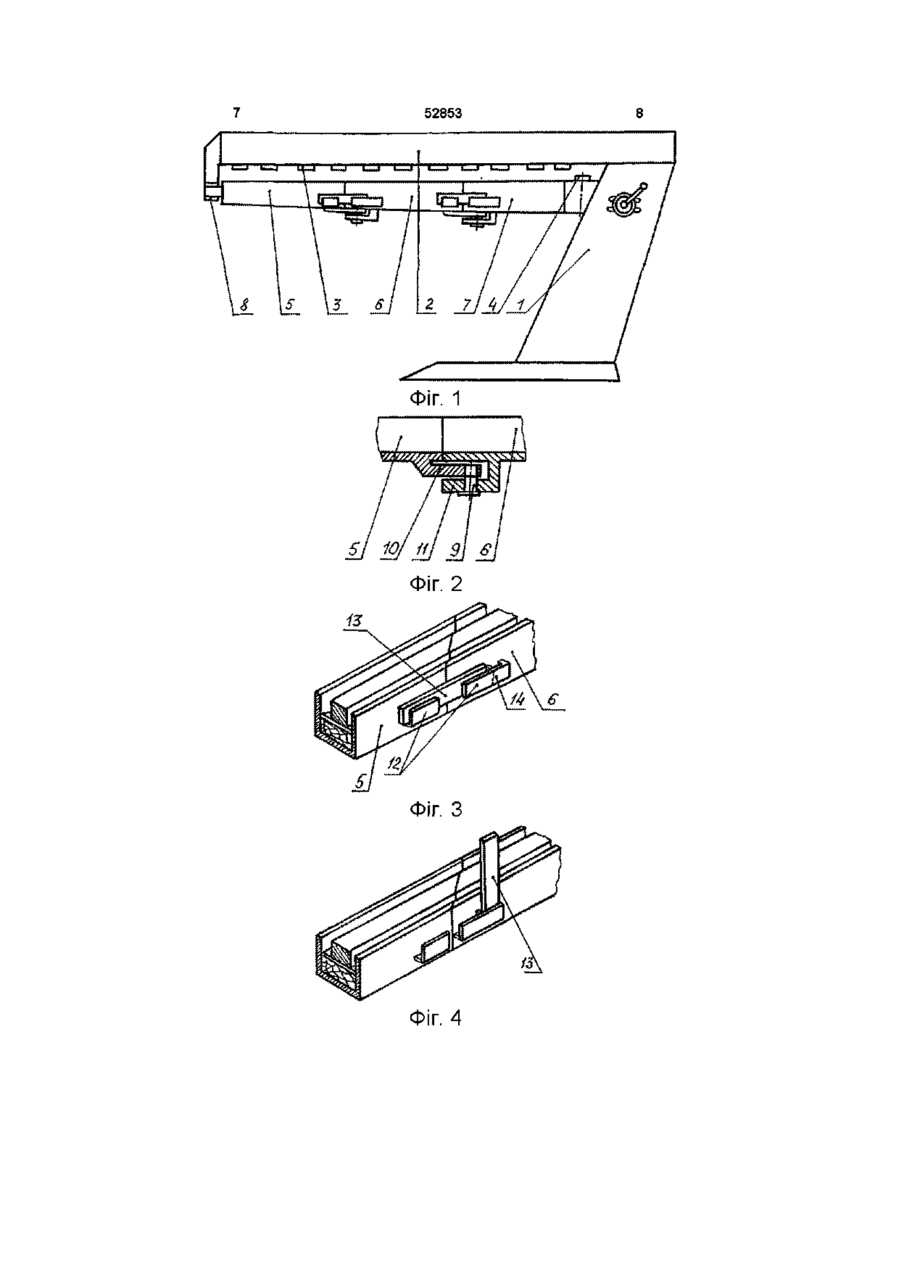
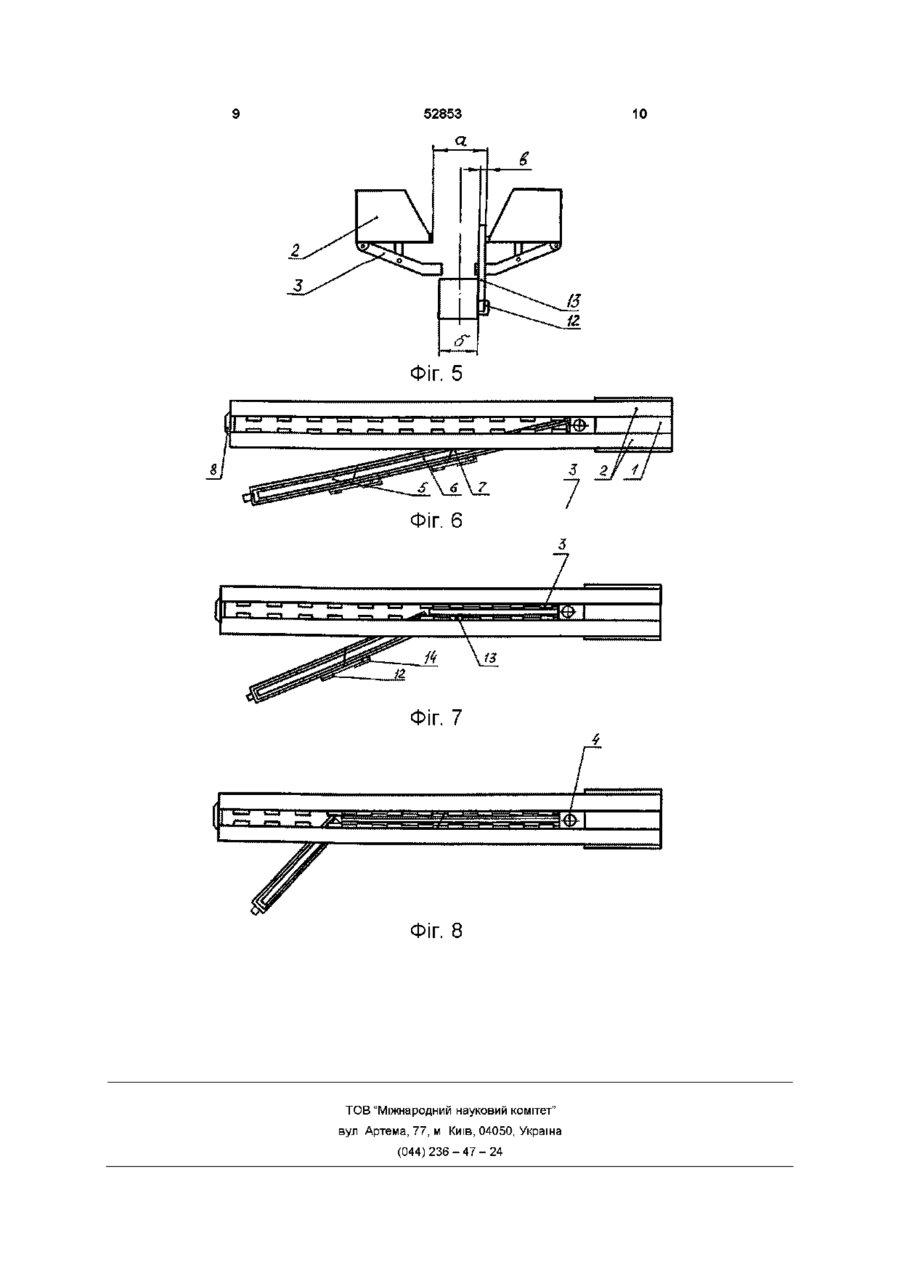
1 Установка для зварювання поздовжніх стиків обичайок, яка містить вертикальний підпірний стояк, до якого прикріплені у горизонтальній площині поздовжні симетричні балки, що несуть клавішні притискачі з пневмоприводами, і під якими розташовано з можливістю розвороту у горизонтальній площині ложемент з формуваль Винахід відноситься до зварювального виробництва та може бути використаний для однобічного автоматичного зварювання поздовжніх стиків обечаєк з зворотним формуванням кореня шва Відома установка для зварювання поздовжніх стиків обечаєк, яка містить раму, утворену двома вертикальними стойками, пов'язаними між собою зверху плитою з поздовжнім прорізом До однієї стойки, з можливістю обертання у горизонтальній площині, прикріплено ложемент на якому закріплено формуючий пристрій, виконаний у вигляді мідяної підкладки У нижній частині стійок встановлено два силових пневмоциліндри, штоки котрих упираються у ложемент, підіймаючи його та притискуючи до верхньої плити Зварювання поздовжнього стику обечайки здійснюють через проріз у верхній плиті (див креслення ВТ 9964-673 Установка для зварювання поздовжніх стиків обечаєк Луганськ ВО "Луганськтепловоз", 1970р) Недоліком відомої установки є її значна довжина, яка обумовлена специфічним розташуванням силових пневмоциліндрів (за торцями обечайки), розташованими біля вертикальних стійок Крім того, кромки обечайки притискуються до плити тільки у двох точках (по кінцям зварюваємого стику), що викликає поздовжній заворот ложемента, при цьому центральна частина етика опиняється не притиснутою до плити Цей недолік усунено в установці для зварю ною флюсомідяною підкладкою, яка відрізняється тим, що ложемент розподілений на окремі частини-секцм, зв'язані між собою зворотними шарнірами, розташованими під ложементом, а також межуючі ділянки суміжних частин ложемента наділено кишенями для горизонтального або вертикального розташування фіксуючого стрижня, причому відстань між симетричними балками відповідає ширині ложемента та товщині фіксуючого стрижня 2 Установка за п 1, яка відрізняється тим, що частини-секцм ложемента мають різну довжину вання поздовжніх стиків обечаєк, яка містить раму, утворену двома вертикальними стойками, пов'язаними між собою зверху двома горизонтальними балками, у яких розташовано пальчикові притискувачі з пневмоприводом Горизонтальні балки прикріплено до стійок за допомогою фланців з прорізами, що забезпечує можливість її звороту навколо поздовжньої ВІСІ ДО ОДНІЄЇ СТОЙКИ З МОЖ ЛИВІСТЮ звороту у горизонтальній площині прикріплено ложемент, на яком}7 встановлена мідяна формуюча підкладка Консольний кінець ложемента при його розташуванні поздовж установки спирається на кронштейн, закріплений на СТІЙЦІ (ДИВ авторське свідоцтво СРСР № 1318379 з класу В23К 37/04, В23К 37/00, яке опубліковане у Бюл №23за1987р) Наявність другої вертикальної стойки збільшує загальну довжину установки та и металоємкість при несуттєвому и призначенні ця стойка утримує тільки лише опорний кронштейн Найбільш близькою за своєю суттю та досягаемому ефекту, що приймається за прототип, є установка для зварювання поздовжніх стиків обечаєк, яка містить вертикальну підпірну стойку, до якої прикріплені у горизонтальній площині поздовжні симетричні балки що несуть клавішні притискувачі з пневмоприводом Під балками, паралельно їм, розташовано з можливістю розвороту у горизонтальній площині ложемент на якому вста СО Ю 00 сч ю 52853 новлена флюсомідяна підкладка ВІЛЬНІ КІНЦІ балок пов'язані між собою відкидною скобою (див статтю Калюжний В В Установка для зварювання поздовжніх швів обечаєк// Зварювальне виробницт в о - 1 9 8 9 - № 8 - С 25-26) В умовах серійного, дрібносерійного та одиничного виробництва у більшості випадків виникає потреба у зварюванні обечаєк різноманітної довжини Щоб економити виробничу площу та загальні кошти, зварювальну ділянку оснащують установкою з довжиною ложемента, ВІДПОВІДНОЮ максимальній довжині зварюваємого етика Тоді при зварюванні недовгих обечаєк частина ложемента залишається не загруженою, однак, оскільки він (ложемент) виконаний жорстким та незмінної довжини, то оператору завжди доводиться його розвертати повністю незалежно від довжини зварюваємого стику Слід врахувати, що ложемент має значну вагу та його розворот (традиційно ручним способом) при зварюванні недовгих обечаєк потребує суттєвих витрат праці, хоча вони не виправдані Наприклад, при зварюванні обечаєк довжиною 3000мм ложемент з підкладкою має вагу понад 100кг При зварюванні обечайки довжиною 1000мм розворот повністю ложемента недоцільний, хоча оператору доводиться витрачати ту ж саму енергію Таким чином, відома установка має суттєвий недолік тому, що и ложемент не має можливості частково розвертатися відносно поздовжньої ВІСІ установки, що збільшує працездатність її експлуатації та обслуговування, утворює певні незручності для оператора Крім того, традиційно навколо зварювальної установки організується складське місце для розташування готівок та готових обечаєк Розміри цієї ділянки скорочуються за рахунок місця, необхідного для розвороту ложемента При зварюванні недовгих обечаєк, незважаючи на часткове завантаження ложемента, вільна площа не збільшується з тієї же причини ложемент повністю розвертається Таким чином, з особливостей конструкції ложемента, нераціонально використовується виробнича площа, що являється другим недоліком відомої установки В основу винаходу поставлено задачу зниження трудомісткості експлуатації установки та підвищення ефективності використання виробничої площі при зварюванні обечаєк різноманітної довжини шляхом забезпечення гнучкості ложемента за його довжиною у залежності від довжини зварюваємої обечайки Рішення поставленої задачи досягається тим, що у ВІДОМІЙ установці для зварювання поздовжніх стиків обечаєк, яка містить вертикальний підпірний стояк, до якого прикріплені у горизонтальній площині поздовжні симетричні балки, що несуть клавішні притискувачі з пневмоприводом і під якими розташовано з можливістю розвороту у горизонтальній площині ложемент з формуючою флюсомідяною підкладкою, останній розподілений на окремі частини, пов'язані між собою зворотними шарнірами, розташованими під ложементом, а також межуючи ділянки суміжних частин ложемента наділено карманами для горизонтального або вертикального розташування фіксуючого стержня При горизонтальному розташуванні фіксуючого стержня виключається взаємний зворот окремих частин ложемента відносно один одного При вертикальному розташуванні фіксуючого стержня відбувається розфіксація консольної частини ложемента, а частина, що залишилась, фіксується стержнем шляхом його упирання в симетричні балки Завдяки розподілу ложементу на фіксуємі частини, завжди є можливість використання такої ділянки флюсомідяної підкладки, яка необхідна для відповідної довжини зварюваємого етика Суть винаходу пояснюється ілюстративним матеріалом, який містить слідуюче фіг 1 - вигляд збоку на запропоновану установку, фіг 2 - вузол з'єднання суміжних частин ложемента, фіг 3 загальний вигляд кармана і розташування у ньому фіксуючого стержня горизонтально та вертикально - фіг 4, поперечний переріз установки фіг 5, вигляд зверху на установку з повністю заверненим ложементом - фіг 6, з двома заверненими частинами ложемента - фіг 7, з однією заверненою частиною ложемента - фіг 8 Запропонована установка містить вертикальну підпорну стойку 1, до якої зверху прикріплені горизонтальні поздовжні балки 2, несучі клавішні притискувачі 3 з пневмоприводом Під балками 2, паралельно їм, з можливістю обертання відносно ВІСІ 4 розташований ложемент, який складається з окремих частин 5,6,7 (далі секцій 5,6,7) Консольні КІНЦІ балок 2 і ложемента пов'язані скобою 8 Суміжні секції ложемента (наприклад, секції 5 і 6) пов'язані між собою зворотним шарніром 9 з вертикальною віссю обертання, для чого на секціях 5 і 6 є ВІДПОВІДНІ вушка 10 і 11 Завдяки наявності шарнірів 9, секції 5,6,7 можуть розвертатися відносно одна проти одної у горизонтальній площині У районі зчленування секцій 5,6,7 на ЗОВНІШНІЙ боковій їх стороні закріплені кармани 12, які виконані у вигляді жорстких полиць, у які укладаються фіксуючи стержні 13 (далі фіксатори 13), які виконані у вигляді металевих прутів прямокутного перерізу На секціях 6,7 у місцях зчленення з секціях 5 і 6 ВІДПОВІДНО є додатковий карман 14, переріз котрого відповідей перерізу фіксатора 13 для вертикального його розташування відносно ложемента При горизонтальному розташуванні фіксатора 13 у карманах 12, взаємний зворот суміжних секцій 5 і 6 (або 6 і 7) виключається (див фіг 4) При вертикальному розташуванні фіксатора 13 у кармані 14, суміжні секції 5 і 6 (або 6 і 7) мають можливість розвертатись відносно одна проти однієї, при цьому секція 6 (або 7) залишається нерухомою та паралельною поздовжній ВІСІ установки Це досягається за рахунок того, що відстань а поміж симетричними балками 2 дорівнюється ширині ложемента б та подвоєної товщині в фіксатора 13 (див фіг 5) Уцьому випадку зафіксовані секції 6 (або 7) завжди знаходяться у центрі установки, тому що фіксатор 13 впирається в одну з балок 2 У наявності протилежного фіксатора 13 нема підстави, тому що можливий рух ложементу у протилежний бік попереджується скобою 8 Подальша сутність винаходу пояснюється сумісно з принципом роботи запропонованої установки (див фіг 6,7,8) При зварюванні довгих обечаєк фіксатори 13 розташовують горизонтально в карманах 12, що забезпечує жорсткість та прямо 52853 ЛІЙНІСТЬ ложемента по всій його довжини У цьому випадку ложемент обертається повністю відносно ВІСІ 4 (фіг 6) При зварюванні обечаєк помірної довжини фіксатор 13 поміж секцій 6 і 7 переводять у вертикальний стан, установлюючи його в карман 14 У цьому випадку секція 7 залишається нерухомою, а секції 5 і 6 обертаються разом відносно шарніра 9, розташованого поміж секцій 6 і 7 (фіг, 7) При зварюванні коротких обечаєк фіксатор поміж секцій 5 і 6 переводять у вертикальний стан, що забезпечує зворот тільки секції 5 (фіг 8) Обираючи потрібну довжину ложемента ВІДПОВІДНО довжини зварюваємого етика (КІЛЬКІСТЬ секцій ложемента може бути різною, довжина секцій нерівномірною), обечайку надягають на зворотню частину ложемента, що залишилась, розташовуючи стик на формуючій підкладці Далі зворотню частину ложемента з обечайкою розвертають поздовж установки і фіксують скобою 8 Потім вмикають пневмопривод і клавіші 3 притискують обечайку до ложемента після чого починають зварювальний процес Після зварювання та прохолодження шва клавіші 3 вимикають, ложемент (зворотню його частину) розвертають і готову обечайку знімають з установки Суттєва ВІДМІННІСТЬ заявляемого об'єкта винаходу від раніш відомих полягає у тому, що ложемент установки виконано з окремих секцій 5,6 і 7, що мають можливість обертатися у горизонтальній площині відносно один одного і які можуть фіксуватися у поздовжньому напрямку фіксатором 13, розташованим у карманах 12, а при його вертикальному розташуванні у кармані 14 - може фіксуватися частина ложемента примикаюча до стойки 1 установки Вказана ВІДМІННІСТЬ ДОЗВОЛЯЄ обирати необхідну частину ложемента відповідаю довжині зварюваємого етика що знижує трудомісткість підготовчих операцій та визволяє частину виробничої площі під складське місце при зварюванні коротких обечаєк Зворот фіксатора 13 з одного (горизонтального) стану у другий (вертикальний) дозволяє не тільки розфіксувати суміжні секції, але і зафіксувати їх з боку стойки 1, тому що фіксатор 13 у цьому випадку впирається у балки 2, відстань між якими відповідає ширині ложемента та фіксатора 13 Жодна з відомих установок не може мати відзначених властивостей, тому що містять ложементи, виконані у вигляді суцільних балок Навіть, якщо на цих ложементах встановлювати секційні підкладки, все одно зворот ложементу здійснюється по всій його довжині незалежно від довжини зварюваємої обечайки, що не дозволяє звільнити частину виробничої площі та полегшити роботу оператора Приклад конкретного виконання Стойка балки, ложемент виконані з листової сталі товщиною 8-12мм Висота стойки визначається діаметром зварюваємих обечаєк Довжина ложемента визначається максимальною зварюваємих обечаєк КІЛЬКІСТЬ секцій та їх розміри визначаються номенклатурою обечаєк (обечайки краще згрупувати по розмірах і ВІДПОВІДНО розподілити ложемент на секції) Зворотні ВІСІ поміж секцій мають диаметр 40-45мм Вушки поміж секцій виготовлені з сталевого стаба товщиною 20-25мм Фіксатор виконано у вигляді сталевого стержня перерізом 30х50мм та довжиною 300мм Кармани зроблено з стандартного кутка розміром 30х50мм приварюваних до секцій ложемента До технічних переваг запропонованого технічного рішення, у порівнянні з прототипом, можна віднести наступне - можливість зміни зворотньої довжини ложемента за рахунок виконання його секційним, - можливість фіксації частини ложемента поздовж установки за рахунок наявності зворотнього фіксатора впирається у балки та ВІДПОВІДНОГО кармана на секції ложемента, - можливість фіксування частини ложемента точно поздовж ВІСІ установки за рахунок того, що відстань поміж балок відповідає ширині ложемента та фіксатора, - простота зміни (переналагодження} довжини зворотньої частини ложемента при переведенні фіксатора з горизонтального у вертикальний стан відбувається одночасне розфіксування суміжних секцій та фіксація частини ложемента, що прилягає до стойки - визволення частини виробничої площі при зварюванні коротких обечаєк за рахунок використання (звороту) тільки частини ложемента Економічний ефект від впровадження винаходу, у порівнянні з використанням прототипу, одержують за рахунок зниження трудомісткості обслуговування установки при зварюванні коротких обечаєк (зворотня частина має невелику вагу, тому потребується менші зусилля для її повороту, скорочується шлях руху та час підготовки під зварювання) та за рахунок отримання додаткової площі для складування продукції без додаткових витрат при при зварюванні коротких обечаєк (скорочено негабаритне місце, зайняте розворотом ложемента) 52853 ФІГ. 1 ФІГ. 2 is Фіг. З Фіг. 4 10 Фіг. 6 Фіг. 7 Фіг. 8 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation for welding longitudinal joints of cowlings
Автори англійськоюKaliuzhnyi Valerii Vilinovych
Назва патенту російськоюУстановка для сваривания продольных стыков обечаек
Автори російськоюКалюжный Валерий Вилинович
МПК / Мітки
МПК: B23K 37/04
Мітки: зварювання, стиків, поздовжніх, установка, обичайок
Код посилання
<a href="https://ua.patents.su/5-52853-ustanovka-dlya-zvaryuvannya-pozdovzhnikh-stikiv-obichajjok.html" target="_blank" rel="follow" title="База патентів України">Установка для зварювання поздовжніх стиків обичайок</a>
Калібрувальний пристрій до машини для зварювання поздовжніх швів обичайок

Номер патенту: 26904
Опубліковано: 29.12.1999
Автор: МЕЙЄР Пауль
Мітки: обичайок, зварювання, швів, пристрій, машини, поздовжніх, калібрувальний
Спосіб дугового зварювання стиків рельсів
Номер патенту: 21039
Опубліковано: 07.10.1997
Автори: Сергієнко Юрій Вікторовіч, Чигарьов Валерій Васильович
МПК: B23K 9/00
Мітки: стиків, зварювання, дугового, спосіб, рельсів
Формула / Реферат:
Способ дуговой сварки стыков рельсов с многослойным заполнением разделки кромок, при котором слои выполняют на оптимальном режиме возвратно-поступательным перемещением электрода с образованием взаимно перекрещивающихся отдельных участков, отличающийся тем, что на оптимальном режиме выполняют сварку стойки рельса, а сварку подошвы и головки рельсов на режимах, в 1,6-1,7 раза превышающий оптимальный.
Спосіб багатошарового зварювання неповоротних стиків труб переважно з примусовим формуванням шва
Номер патенту: 4858
Опубліковано: 28.12.1994
Автор: Кутовий Андрій Миколайович
МПК: B23K 101/06, B23K 31/02
Мітки: труб, формуванням, примусовим, шва, спосіб, багатошарового, неповоротних, переважно, зварювання, стиків
Формула / Реферат:
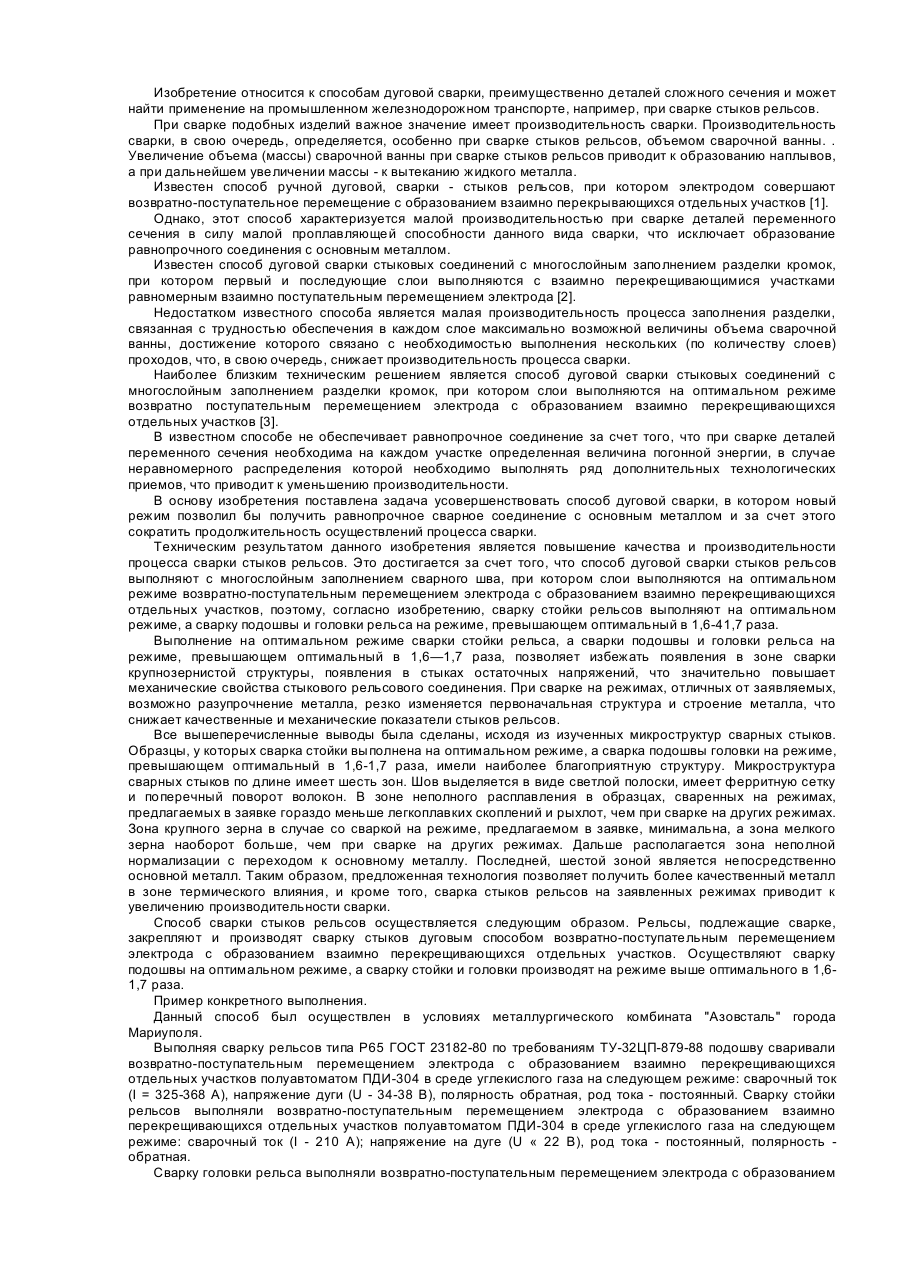
Способ многослойной сварки неповоротных стыков труб преимущественно с принудительным формированием шва, при котором выполняют V-образную разделку с притуплением кромок, собирают трубы с технологическим зазором в стыке, осуществляют сварку с принудительным формированием снизу вверх, подавая сварочную проволоку в зону сварки по касательной к трубе, и перемещают ее к центру трубы по мере заполнения разделки, отличающийся тем, что, с целью...
Установка для плазмового зварювання і наплавлення
Номер патенту: 48383
Опубліковано: 15.08.2002
Автори: Макаренко Наталія Олексіївна, Чигарьов Валерій Васильович, Грановський Олександр Вікторович, Корнієнко Олександр Миколайович, Кондрашов Костянтин Олександрович
МПК: B23K 9/16
Мітки: установка, зварювання, плазмового, наплавлення
Формула / Реферат:
Установка для плазмового зварювання і наплавлення, що складається з плазмотрона, який має плазмоутворююче сопло, неплавкий електрод у вигляді внутрішнього сопла і мундштук для подавання плавкого електрода з системи управління технологічним процесом, механізмів подавання електродного дроту і джерела живлення, яке має трансформатор, випрямлячі і конденсатори, яка відрізняється тим, що один кінець вторинної обмотки трансформатора з'єднано із...
Установка для дугового зварювання
Номер патенту: 20556
Опубліковано: 15.07.1997
Автор: Ковальов Валентин Деонисович
МПК: B23K 37/02
Мітки: дугового, установка, зварювання
Формула / Реферат:
1. Установка для дуговой сварки, содержащая ходовую тележку для установки ее на обеих сторонах сквозной разделки кромок свариваемого изделия, привод ходовой тележки, два направляющих конических ролика, сварочную головку, состоящую из механизма подачи электрода, мундштука и катушки для электродной проволоки, устройство для принудительного формирования, выполненное в виде шарнирно-закрепленной на корпусе тележки подвески с двумя...
Попередній патент: Малоімпульсний насос
Наступний патент: Технологічна планка
Випадковий патент: Модифікована епоксидна композиція