Технологічна планка

Формула / Реферат
Технологічна планка, яка виконана у вигляді П-подібної пластини з нерухомими вушками, під якою за допомогою постійних магнітів закріплена тонка пластина з вигином у центрі, розміри якого відповідають вирізу П-подібної пластини і який заповнено металевим порошком, яка відрізняється тим, що обладнана додатковою П-подібною пластиною ідентичних розмірів, яка шарнірно з'єднана з першою П-подібною пластиною, де на стойках закріплений один ексцентриковий ролик, що взаємодіє з важелем, на вільних кінцях П-подібних пластин розташовані притискні елементи, які виконані у вигляді поздовжніх рифлів на стрічконапрямних площинах.
Текст
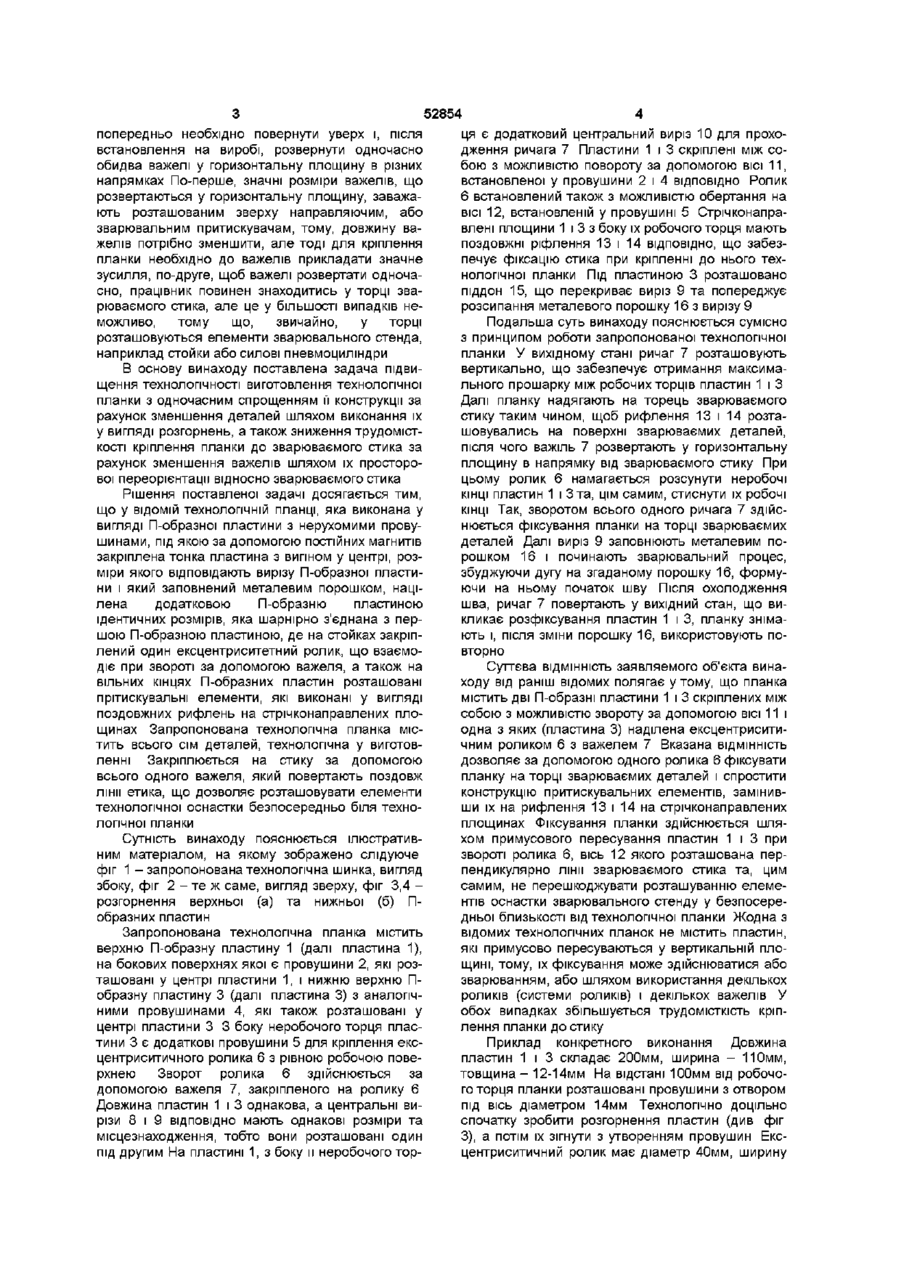
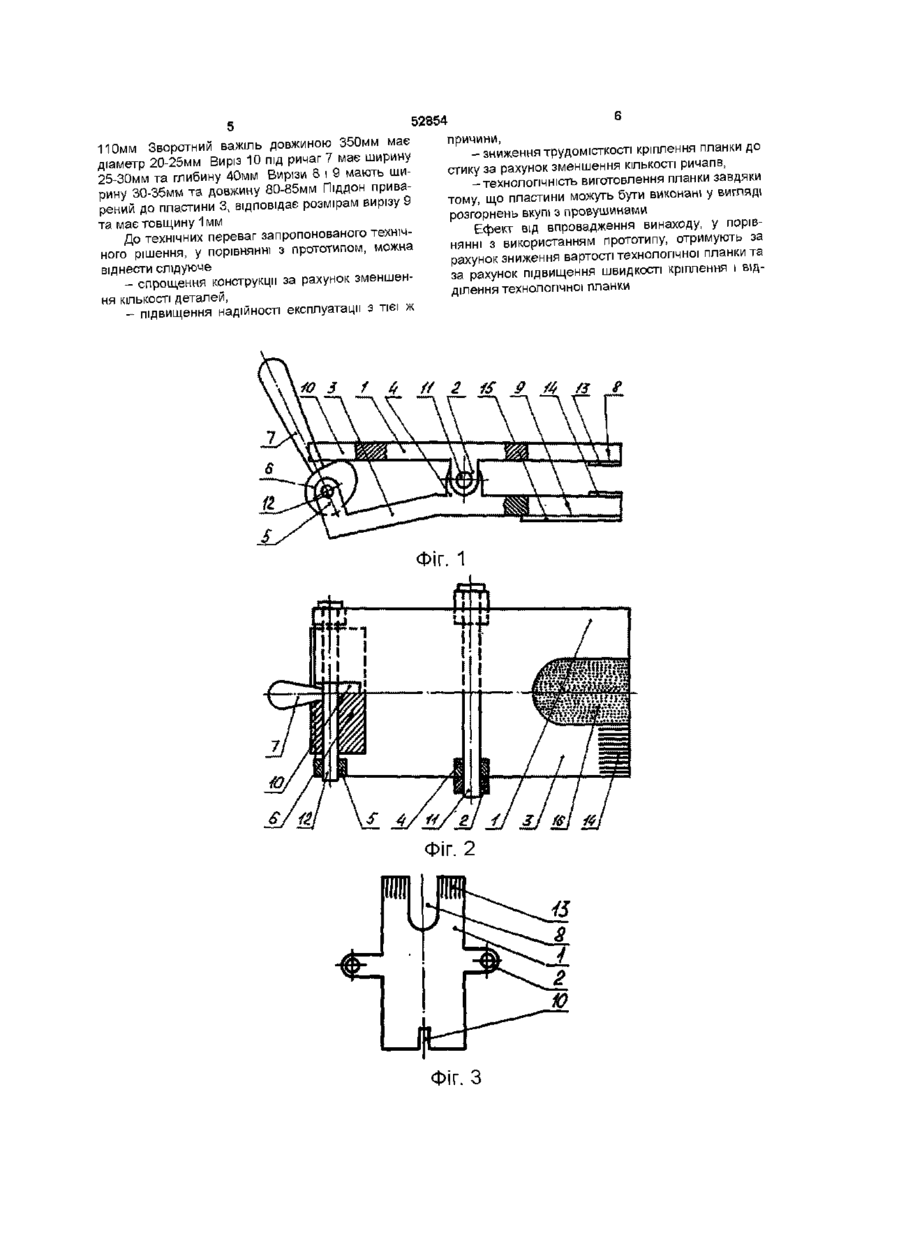
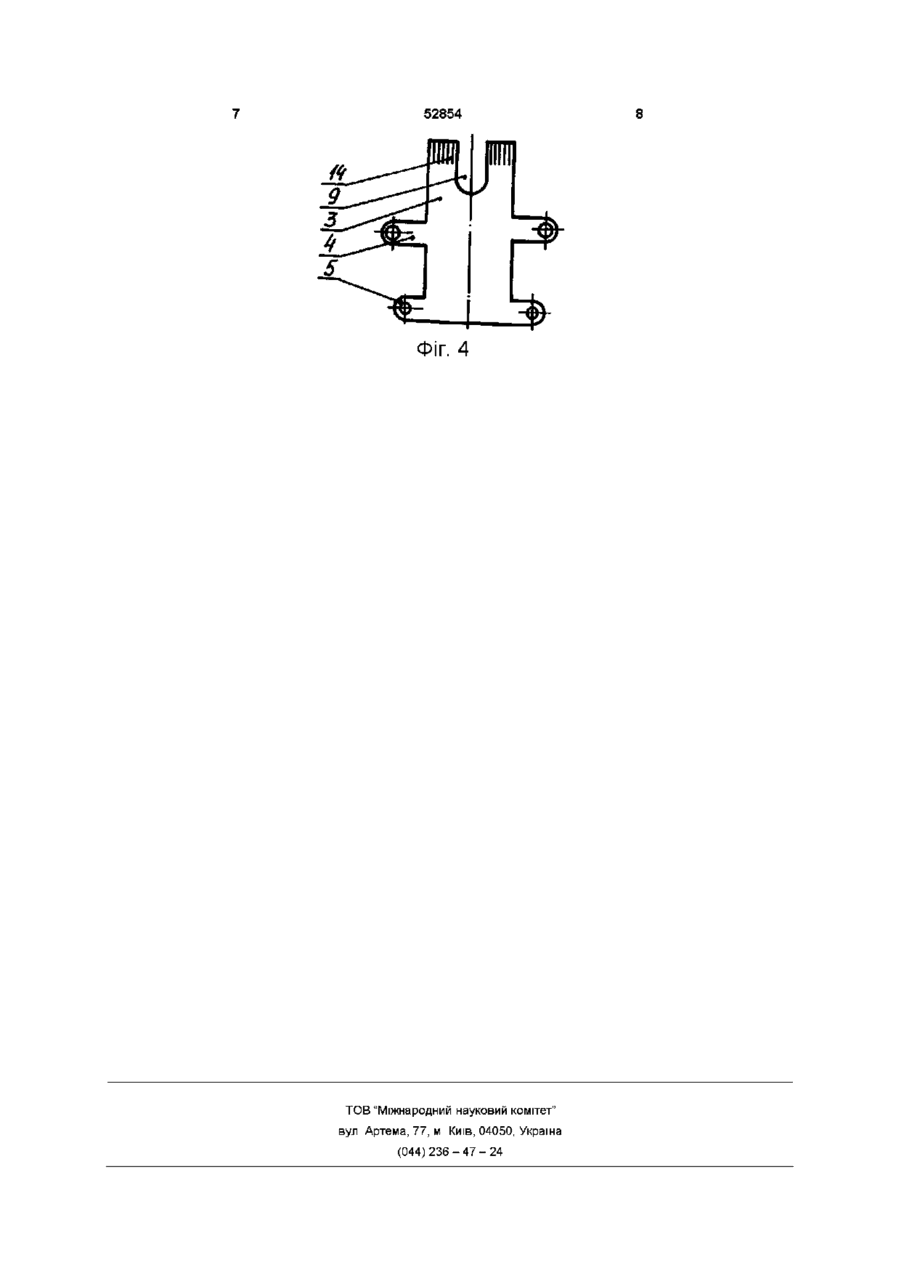
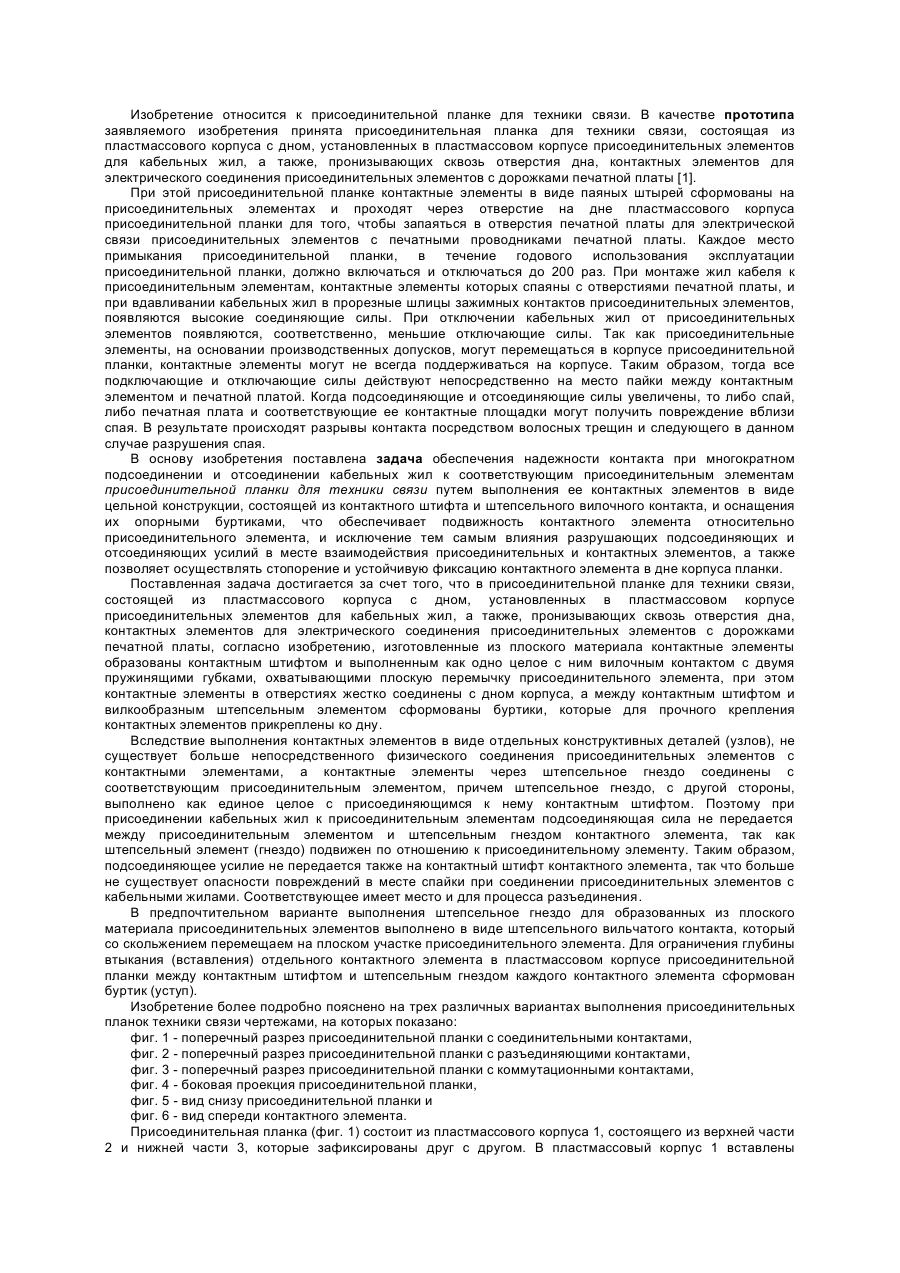
Технологічна планка, яка виконана у вигляді П-подібної пластини з нерухомими вушками, під якою за допомогою постійних магнітів закріплена тонка пластина з вигином у центрі, розміри якого відповідають вирізу П-подібної пластини і який заповнено металевим порошком, яка відрізняється тим, що обладнана додатковою Пподібною пластиною ідентичних розмірів, яка шарнірно з'єднана з першою П-подібною пластиною, де на стойках закріплений один ексцентриковий ролик, що взаємодіє з важелем, на вільних кінцях П-подібних пластин розташовані притискні елементи, які виконані у вигляді поздовжніх рифлів на стрічконапрямних площинах Винахід відноситься до зварювального виробництва та може бути використаний для дугового автоматичного зварювання деталей у стик Відома технологічна планка, яка виконана у вигляді суцільної металевої пластини прямокутної форми, з товщиною, що дорівнює товщині зварюваємих деталей Планка прикріплюється до зварюваємого стику за допомогою двох флангових перев'язок (див статтю Калюжний В В Використання технологічних планок для попередження тріщин на кінцевих ділянках стикових швів при електродуговому зварюванні // Автоматичне зварювання -1988 - № 4 - С 45-48 - м а л 1а) При нагріві планки зварювальною дугою вона розширюється і через перев'язки сприяє розкриттю зварюваємого стику, що підвищує імовірність утворення кінцевих тріщин Цей недолік усунено в технологічній планці, яка виконана у вигляді трьох окремих пластин, зв'язаних між собою перев'язками, за допомогою яких планка прикріплюється до зварюваємого стику Крайні пластини теплоізольовані від центральної пластини через повітряний зазор між ними, що забезпечує ПОСТІЙНІСТЬ габаритних розмірів планки і попереджує розкриття зварюваємого етика (див авторське свідоцтво СРСР № 1344553 класу В23К 28/00, яке опубліковане 15 10 87р у Бюл №38) Недоліком цієї технологічної планки є обмеженість циклів її використання тому, що центральна пластина підлягає зварювальному нагріву, а також значні витрати часу та засобів для и кріплення до етика і подальшого відділення після завершення зварювального процесу Найбільш близькою за своєю суттю та досягаемому ефекту, приймаємою за прототип, є технологічна планка, яка виконана у вигляді Побразної пластини з нерухомими провушинами, у яких на горизонтальних вісях з можливістю обертання встановлено ролики по обидві боки від Побразної пластини Ролики з верхньої частини згаданої пластини встановлено з ексцентрисітетом та наділено зворотніми важелями Під П-образною пластиною за допомогою постійних магнитів закріплена тонка пластина з вигином у центрі, розміри якого ВІДПОВІДНІ вирізу у П-образній пластині Виріз у П-образній пластині заповнюється металевим порошком, на якому починають зварювальний процес Обертанням одночасно двох важелів планку фіксують на торці зварюваємих деталей За рахунок того, що планка не містить розплавляємих частин, її можна використовувати багаторазово, а ролики забезпечують простоту кріплення планки до стику (див авторське свідоцтво СРСР № 1344554 з класу В23К 28/00, яке опубліковане 15 10 87р у Бюл №38) Основним недоліком відомої технологічної планки являється складність її конструкції, яка обумовлена наявністю стоєк з роликами, частина яких встановлена із ексценрисітетом, що у цілому знижує надійність роботи технологічної планки Другим недоліком відомої технологічної планки являється складність її кріплення до торця зварюваємих деталей, що обумовлено недосконалістю и конструкції Для кріплення планки важелі ю 00 ю 52854 попередньо необхідно повернути уверх і, після встановлення на виробі, розвернути одночасно обидва важелі у горизонтальну площину в різних напрямках По-перше, значні розміри важелів, що розвертаються у горизонтальну площину, заважають розташованим зверху направляючим, або зварювальним притискувачам, тому, довжину важелів потрібно зменшити, але тоді для кріплення планки необхідно до важелів прикладати значне зусилля, по-друге, щоб важелі розвертати одночасно, працівник повинен знаходитись у торці зварюваємого етика, але це у більшості випадків неможливо, тому що, звичайно, у торці розташовуються елементи зварювального стенда, наприклад стойки або силові пневмоциліндри В основу винаходу поставлена задача підвищення технологічності виготовлення технологічної планки з одночасним спрощенням її конструкції за рахунок зменшення деталей шляхом виконання їх у вигляді розгорнень, а також зниження трудомісткості кріплення планки до зварюваємого етика за рахунок зменшення важелів шляхом їх просторової переорієнтації відносно зварюваємого етика Рішення поставленої задачі досягається тим, що у ВІДОМІЙ технологічній планці, яка виконана у вигляді П-образної пластини з нерухомими провушинами, під якою за допомогою постійних магнитів закріплена тонка пластина з випном у центрі, розміри якого відповідають вирізу П-образної пластини і який заповнений металевим порошком, націлена додатковою П-образню пластиною ідентичних розмірів, яка шарнірно з'єднана з першою П-образною пластиною, де на стойках закріплений один ексцентриситетний ролик, що взаємодіє при звороті за допомогою важеля, а також на вільних кінцях П-образних пластин розташовані прітискувальні елементи, які виконані у вигляді поздовжних рифлень на стрічконаправлених площинах Запропонована технологічна планка містить всього сім деталей, технологічна у виготовленні Закріплюється на стику за допомогою всього одного важеля, який повертають поздовж лінії етика, що дозволяє розташовувати елементи технологічної оснастки безпосередньо біля технологічної планки Сутність винаходу пояснюється ілюстративним матеріалом, на якому зображено слідуюче фіг 1 - запропонована технологічна шинка, вигляд збоку, фіг 2 - те ж саме, вигляд зверху, фіг 3,4 розгорнення верхньої (а) та нижньої (б) Побразних пластин Запропонована технологічна планка містить верхню П-образну пластину 1 (далі пластина 1), на бокових поверхнях якої є провушини 2, які розташовані у центрі пластини 1, і нижню верхню Побразну пластину 3 (далі пластина 3) з аналогічними провушинами 4, які також розташовані у центрі пластини З З боку неробочого торця пластини 3 є додаткові провушини 5 для кріплення ексцентриситичного ролика 6 з рівною робочою поверхнею Зворот ролика 6 здійснюється за допомогою важеля 7, закріпленого на ролику 6 Довжина пластин 1 і 3 однакова, а центральні вирізи 8 і 9 ВІДПОВІДНО мають однакові розміри та місцезнаходження, тобто вони розташовані один під другим На пластині 1, з боку и неробочого тор ця є додатковий центральний виріз 10 для проходження ричага 7 Пластини 1 і 3 скріплені між собою з можливістю повороту за допомогою ВІСІ 11, встановленої у провушини 2 і 4 ВІДПОВІДНО РОЛИК 6 встановлений також з можливістю обертання на ВІСІ 12, встановленій у провушині 5 Стрічконаправлені площини 1 і 3 з боку їх робочого торця мають поздовжні ріфлення 13 і 14 ВІДПОВІДНО, ЩО забезпечує фіксацію етика при кріпленні до нього технологічної планки Під пластиною 3 розташовано піддон 15, що перекриває виріз 9 та попереджує розсипання металевого порошку 16 з вирізу 9 Подальша суть винаходу пояснюється сумісно з принципом роботи запропонованої технологічної планки У вихідному стані ричаг 7 розташовують вертикально, що забезпечує отримання максимального прошарку між робочих торців пластин 1 і З Далі планку надягають на торець зварюваємого стику таким чином, щоб рифлення 13 і 14 розташовувались на поверхні зварюваємих деталей, після чого важіль 7 розвертають у горизонтальну площину в напрямку від зварюваємого стику При цьому ролик 6 намагається розсунути неробочі КІНЦІ пластин 1 і 3 та, цім самим, стиснути їх робочі КІНЦІ Так, зворотом всього одного ричага 7 здійснюється фіксування планки на торці зварюваємих деталей Далі виріз 9 заповнюють металевим порошком 16 і починають зварювальний процес, збуджуючи дугу на згаданому порошку 16, формуючи на ньому початок шву Після охолодження шва, ричаг 7 повертають у вихідний стан, що викликає розфіксування пластин 1 і 3, планку знімають і, після зміни порошку 16, використовують повторно Суттєва ВІДМІННІСТЬ заявляемого об'єкта винаходу від раніш відомих полягає утому, що планка містить дві П-образні пластини 1 і 3 скріплених між собою з можливістю звороту за допомогою ВІСІ 11 і одна з яких (пластина 3) наділена ексцентриситичним роликом 6 з важелем 7 Вказана ВІДМІННІСТЬ дозволяє за допомогою одного ролика 6 фіксувати планку на торці зварюваємих деталей і спростити конструкцію притискувальних елементів, замінивши їх на рифлення 13 і 14 на стрічконаправлених площинах Фіксування планки здійснюється шляхом примусового пересування пластин 1 і 3 при звороті ролика 6, вісь 12 якого розташована перпендикулярно лінії зварюваємого етика та, цим самим, не перешкоджувати розташуванню елементів оснастки зварювального стенду у безпосередньої близькості від технологічної планки Жодна з відомих технологічних планок не містить пластин, які примусово пересуваються у вертикальній площині, тому, їх фіксування може здійснюватися або зварюванням, або шляхом використання декількох роликів (системи роликів) і декількох важелів У обох випадках збільшується трудомісткість кріплення планки до стику Приклад конкретного виконання Довжина пластин 1 і 3 складає 200мм, ширина - 110мм, товщина - 12-14мм На відстані 100мм від робочого торця планки розташовані провушини з отвором під вісь діаметром 14мм Технологічно доцільно спочатку зробити розгорнення пластин (див фіг 3), а потім їх зігнути з утворенням провушин Ексцентриситичний ролик має діаметр 40мм, ширину 52854 110мм Зворотний важіль довжиною 350мм має діаметр 20-25мм Виріз 10 під ричаг 7 має ширину 25-ЗОмм та глибину 40мм Вирізи 8 і 9 мають ширину 30-35мм та довжину 80-85мм Піддон приварений до пластини 3, відповідає розмірам вирізу 9 та має товщину 1мм До технічних переваг запропонованого технічного рішення, у порівнянні з прототипом, можна віднести слідуюче - спрощення конструкції за рахунок зменшен причини, -зниження трудомісткості кріплення планки до стику за рахунок зменшення КІЛЬКОСТІ ричапв, -технологічність виготовлення планки завдяки тому, що пластини можуть бути виконані у вигляді розгорнень вкупі з провушинами Ефект від впровадження винаходу, у порівнянні з використанням прототипу, отримують за рахунок зниження вартості технологічної планки та за рахунок підвищення швидкості кріплення і відділення технологічної планки ня КІЛЬКОСТІ деталей, - підвищення надійності експлуатації з тієї ж /З ФІГ. 1 Фіг. З Є 52854 1) Ж Фіг. 4 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюTechnological lath
Автори англійськоюKaliuzhnyi Valerii Vilinovych
Назва патенту російськоюТехнологическая планка
Автори російськоюКалюжный Валерий Вилинович
МПК / Мітки
МПК: B23K 28/00
Мітки: технологічна, планка
Код посилання
<a href="https://ua.patents.su/4-52854-tekhnologichna-planka.html" target="_blank" rel="follow" title="База патентів України">Технологічна планка</a>
Паркетна планка з деревини

Номер патенту: 47119
Опубліковано: 17.06.2002
Автори: Зарецький Сергій Володимирович, Федоренко Сергій Вікторович, Бурикін Дмитро Валерійович, Борисов Юрій Анатолійович
МПК: B27M 3/04
Мітки: деревини, планка, паркетна
Формула / Реферат:
1. Паркетна планка з деревини, що виконана у вигляді прямолінійної профільованої деталі з опорною поверхнею та з П-подібними пазами на її бічних поверхнях для зачеплення із закладними елементами, яка відрізняється тим, що на периферії опорної поверхні деталі у зоні паза утворені проточка та консольна площадка з жорстко закріпленим на їх поверхнях щонайменше одним вкладишем.2. Паркетна планка за п. 1, яка відрізняється тим, що вкладиш...
Прицільна планка

Номер патенту: 875
Опубліковано: 16.07.2001
Автор: Удовіченко Вячеслав Васильович
МПК: F41G 1/00
Формула / Реферат:
Прицільна планка, що забезпечена прямокутним вирізом, яка відрізняється тим, що виріз має хрестоподібну форму, яка виконана у вигляді двох однакових прямокутних отворів, що симетрично перехрещуються по взаємно перпендикулярних осях, одна із яких збігається з вертикальною віссю мушки, при цьому ширина проекції мушки на прицільну планку, а також довжина і ширина кожного із прямокутних отворів визначаються із співвідношення:а = 3 в, в...
Прицільна планка удовіченка

Номер патенту: 318
Опубліковано: 30.04.1999
Автор: Удовіченко Вячеслав Васильович
МПК: F41G 1/00
Мітки: удовіченка, прицільна, планка
Формула / Реферат:
Прицільна планка, що має виріз, яка відрізняється тим, що виріз виконаний ступінчатим, в нижній частині прямокутним, симетричним вертикальній осі та шириною не меншою проекції мушки на прицільну планку
Приєднувальна планка для техніки зв`язку
Номер патенту: 27701
Опубліковано: 16.10.2000
Автори: Герке Дітер, Янчак Анджей
МПК: H01R 12/00
Мітки: зв'язку, техніки, приєднувальна, планка
Формула / Реферат:
(57) Присоединительная планка для техники связи, состоящая из пластмассового корпуса с дном, установленных в пластмассовом корпусе присоединительных элементов для кабельных жил, а также, пронизывающих сквозь отверстия дна, контактных элементов для электрического соединения присоединительных элементов с дорожками печатной платы, отличающаяся тем, что изготовленные из плоского материала контактные элементы образованы контактным штифтом...
Розподільна планка для установки далекого зв’язку
Номер патенту: 19774
Опубліковано: 25.12.1997
Автори: Еріх Тальхаммер, Євальд Штайнер
МПК: H01R 13/70, H02G 15/02
Мітки: планка, далекого, установки, зв'язку, розподільна
Формула / Реферат:
1. Распределительная планка для установки дальней связи, выполненная в виде продолговатой прямоугольной планки, содержит контактные элементы, последовательно соединенными друг с другом в продольном направлении, которые имеют попарно противолежащие вдоль продольных сторон распределительной планки ножевые клеммы для приходящих и отходящих проводов и штепсельные контакты для защитного штепселя или разделительного штепселя, причем ножевые клеммы...
Попередній патент: Установка для зварювання поздовжніх стиків обичайок
Наступний патент: Кавітаційний змішувач
Випадковий патент: Незнімна армована опалубка з тепло- і/або звукоізолюючим шаром