Спосіб розмірної електрохімічної обробки і пристрій для його здійснення
Номер патенту: 55730
Опубліковано: 15.04.2003

Формула / Реферат
1. Спосіб розмірної електрохімічної обробки, при якому в електроліт уводять газ при тиску газу більше тиску електроліту, і при цьому об'ємну витрату газу установлюють більшою до об'ємної витрати електроліту, який відрізняється тим, що обробку здійснюють газорідинною сумішшю, утвореною шляхом формування коаксіально розташованих струменів електроліту і газу, які послідовно чергуються, при цьому струменям газу надають обертальний рух, а потім здійснюють зіткнення струменів електроліту і газу між собою по їхніх бічних поверхнях, причому товщина кілець газу більше товщини кілець електроліту.
2. Спосіб за п. 1, який відрізняється тим, що товщина кілець електроліту складає 0,5 ... 1,0 мм.
3. Пристрій для змішування газу з електролітом при розмірній електрохімічній обробці, що містить корпус із каналами подачі електроліту і газу, камеру газу й електроліту, змішувальну камеру, сопло, який відрізняється тим, що сопло виконане у вигляді набору елементів циліндричної форми, у стінках яких виконані подовжні отвори, а між ними в середній частині виконані наскрізні пази і кільцеві вибірки по зовнішньому діаметру кожного елемента і кілець, жорстко з'єднаних із вихідною частиною кожного елемента таким чином, що утворюють щілину між зовнішнім діаметром елемента і внутрішнім діаметром кільця, з'єднану з подовжніми отворами елемента за допомогою отворів, виконаних в елементі по дотичній до внутрішньої поверхні кільця, причому елементи розташовані коаксіально один відносно одного, створюючи кільцеві щілини з боку вихідної частини, з'єднані з наскрізними пазами і кільцевими вибірками кожного елемента, при цьому вхідна частина сопла розташована в камері газу, а інша частина - у камері електроліту.
Текст
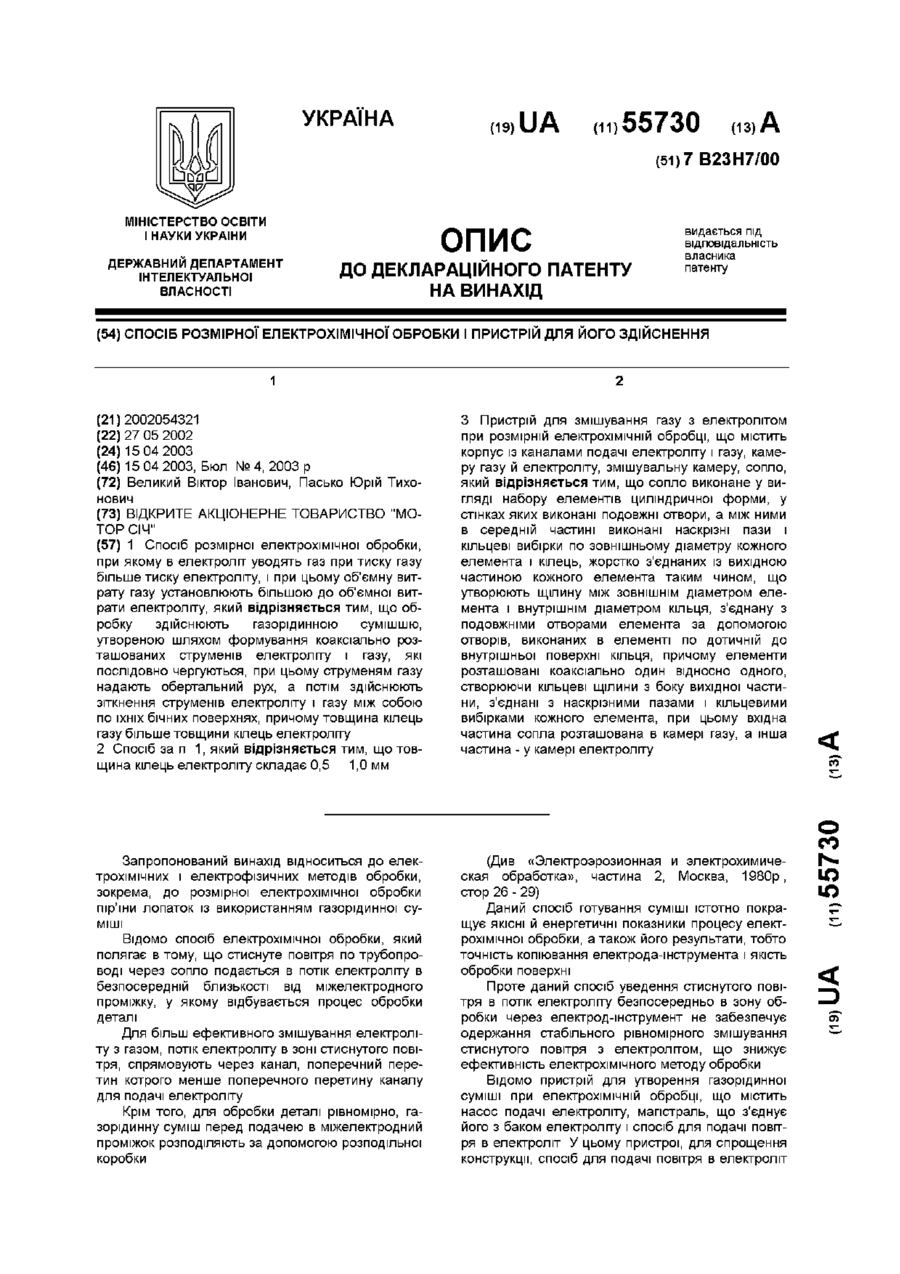
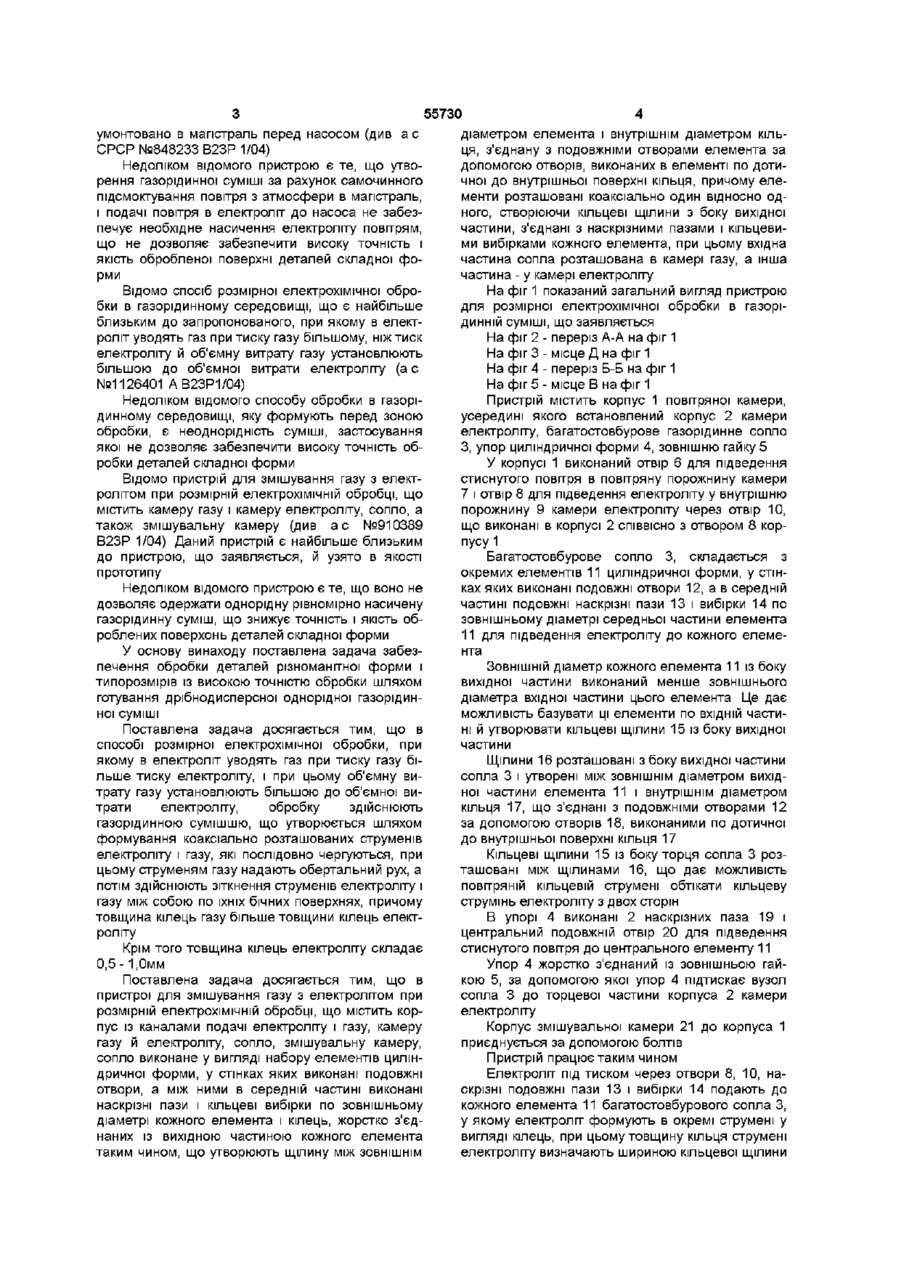
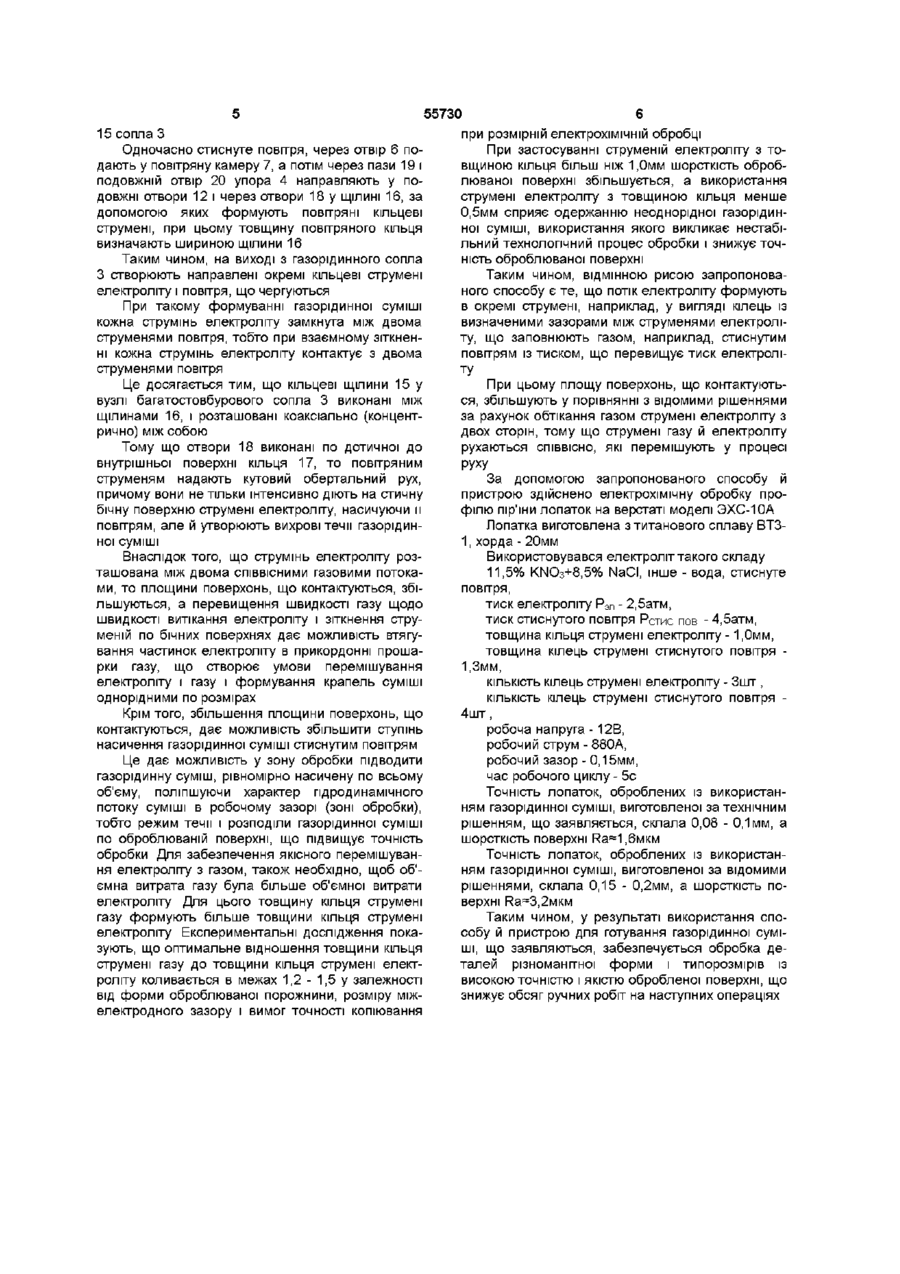
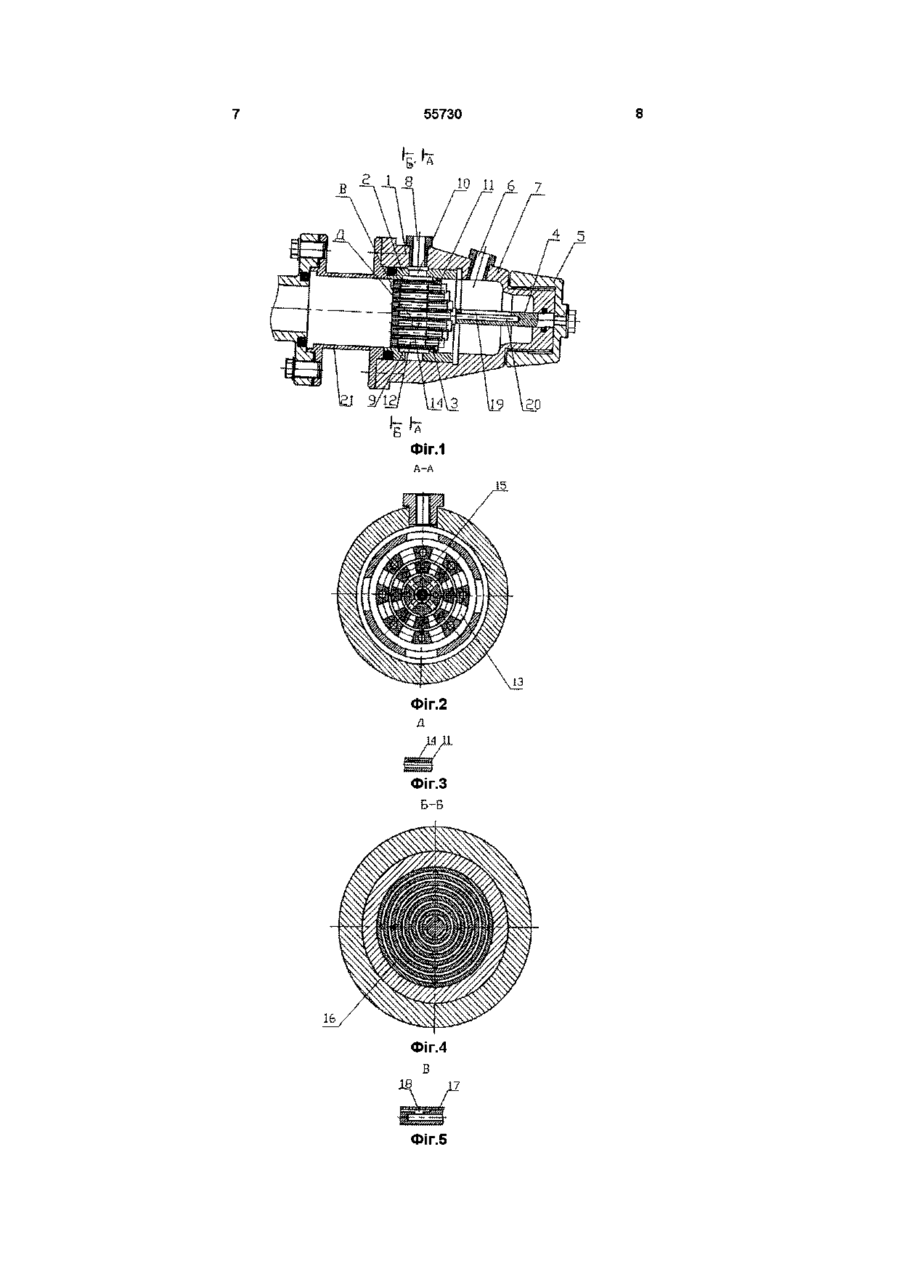
1 Спосіб розмірної електрохімічної обробки, при якому в електроліт уводять газ при тиску газу більше тиску електроліту, і при цьому об'ємну витрату газу установлюють більшою до об'ємної витрати електроліту, який відрізняється тим, що обробку здійснюють газорідинною сумішшю, утвореною шляхом формування коаксіально розташованих струменів електроліту і газу, які послідовно чергуються, при цьому струменям газу надають обертальний рух, а потім здійснюють зіткнення струменів електроліту і газу між собою по їхніх бічних поверхнях, причому товщина кілець газу більше товщини кілець електроліту 2 Спосіб за п 1, який відрізняється тим, що товщина кілець електроліту складає 0,5 1,0 мм Запропонований винахід відноситься до електрохімічних і електрофізичних методів обробки, зокрема, до розмірної електрохімічної обробки пір'їни лопаток із використанням газорідинної суміші Відомо спосіб електрохімічної обробки, який полягає в тому, що стиснуте повітря по трубопроводі через сопло подається в потік електроліту в безпосередній близькості від міжелектродного проміжку, у якому відбувається процес обробки деталі Для більш ефективного змішування електроліту з газом, потік електроліту в зоні стиснутого повітря, спрямовують через канал, поперечний перетин котрого менше поперечного перетину каналу для подачі електроліту Крім того, для обробки деталі рівномірно, газорідинну суміш перед подачею в міжелектродний проміжок розподіляють за допомогою розподільної коробки З Пристрій для змішування газу з електролітом при розмірній електрохімічній обробці, що містить корпус із каналами подачі електроліту і газу, камеру газу й електроліту, змішувальну камеру, сопло, який відрізняється тим, що сопло виконане у вигляді набору елементів циліндричної форми, у стінках яких виконані подовжні отвори, а між ними в середній частині виконані наскрізні пази і кільцеві вибірки по зовнішньому діаметру кожного елемента і кілець, жорстко з'єднаних із вихідною частиною кожного елемента таким чином, що утворюють щілину між ЗОВНІШНІМ діаметром елемента і внутрішнім діаметром кільця, з'єднану з подовжніми отворами елемента за допомогою отворів, виконаних в елементі по дотичній до внутрішньої поверхні кільця, причому елементи розташовані коаксіально один відносно одного, створюючи кільцеві щілини з боку вихідної частини, з'єднані з наскрізними пазами і кільцевими вибірками кожного елемента, при цьому вхідна частина сопла розташована в камері газу, а інша частина - у камері електроліту (Див «Электроэрозионная и электрохимическая обработка», частина 2, Москва, 1980р, crop 26 - 29) Даний спосіб готування суміші істотно покращує ЯКІСНІ й енергетичні показники процесу електрохімічної обробки, а також його результати, тобто точність копіювання електрода-інструмента і якість обробки поверхні Проте даний спосіб уведення стиснутого повітря в потік електроліту безпосередньо в зону обробки через електрод-інструмент не забезпечує одержання стабільного рівномірного змішування стиснутого повітря з електролітом, що знижує ефективність електрохімічного методу обробки Відомо пристрій для утворення газорідинної суміші при електрохімічній обробці, що містить насос подачі електроліту, магістраль, що з'єднує його з баком електроліту і спосіб для подачі повітря в електроліт У цьому пристрої, для спрощення конструкції, спосіб для подачі повітря в електроліт о со 1^ ю ю 55730 умонтовано в магістраль перед насосом (див ас СРСР №848233 В23Р 1/04) Недоліком відомого пристрою є те, що утворення газорідинної суміші за рахунок самочинного підсмоктування повітря з атмосфери в магістраль, і подачі повітря в електроліт до насоса не забезпечує необхідне насичення електроліту повітрям, що не дозволяє забезпечити високу точність і якість обробленої поверхні деталей складної форми Відомо спосіб розмірної електрохімічної обробки в газорідинному середовищі, що є найбільше близьким до запропонованого, при якому в електроліт уводять газ при тиску газу більшому, ніж тиск електроліту й об'ємну витрату газу установлюють більшою до об'ємної витрати електроліту (а с №1126401 АВ23Р1/04) Недоліком відомого способу обробки в газорідинному середовищі, яку формують перед зоною обробки, є неоднорідність суміші, застосування якої не дозволяє забезпечити високу точність обробки деталей складної форми Відомо пристрій для змішування газу з електролітом при розмірній електрохімічній обробці, що містить камеру газу і камеру електроліту, сопло, а також змішувальну камеру (див а с №910389 В23Р 1/04) Даний пристрій є найбільше близьким до пристрою, що заявляється, й узято в якості прототипу Недоліком відомого пристрою є те, що воно не дозволяє одержати однорідну рівномірно насичену газорідинну суміш, що знижує точність і якість оброблених поверхонь деталей складної форми У основу винаходу поставлена задача забезпечення обробки деталей різноманітної форми і типорозмірів із високою точністю обробки шляхом готування дрібнодисперсної однорідної газорідинної суміші Поставлена задача досягається тим, що в способі розмірної електрохімічної обробки, при якому в електроліт уводять газ при тиску газу більше тиску електроліту, і при цьому об'ємну витрату газу установлюють більшою до об'ємної витрати електроліту, обробку здійснюють газорідинною сумішшю, що утворюється шляхом формування коаксіально розташованих струменів електроліту і газу, які послідовно чергуються, при цьому струменям газу надають обертальний рух, а потім здійснюють зіткнення струменів електроліту і газу між собою по їхніх бічних поверхнях, причому товщина кілець газу більше товщини кілець електроліту Крім того товщина кілець електроліту складає 0,5 - 1,0мм Поставлена задача досягається тим, що в пристрої для змішування газу з електролітом при розмірній електрохімічній обробці, що містить корпус із каналами подачі електроліту і газу, камеру газу й електроліту, сопло, змішувальну камеру, сопло виконане у вигляді набору елементів циліндричної форми, у стінках яких виконані подовжні отвори, а між ними в середній частині виконані наскрізні пази і кільцеві вибірки по зовнішньому діаметрі кожного елемента і кілець, жорстко з'єднаних із вихідною частиною кожного елемента таким чином, що утворюють щілину між ЗОВНІШНІМ діаметром елемента і внутрішнім діаметром кільця, з'єднану з подовжніми отворами елемента за допомогою отворів, виконаних в елементі по дотичної до внутрішньої поверхні кільця, причому елементи розташовані коаксіально один відносно одного, створюючи кільцеві щілини з боку вихідної частини, з'єднані з наскрізними пазами і кільцевими вибірками кожного елемента, при цьому вхідна частина сопла розташована в камері газу, а інша частина - у камері електроліту На фіг 1 показаний загальний вигляд пристрою для розмірної електрохімічної обробки в газорідинній суміші, що заявляється На фіг 2 - переріз А-А на фіг 1 На фіг 3 - місце Д на фіг 1 На фіг 4 - переріз Б-Б на фіг 1 На фіг 5 - місце В на фіг 1 Пристрій містить корпус 1 повітряної камери, усередині якого встановлений корпус 2 камери електроліту, багатостовбурове газорідинне сопло З, упор циліндричної форми 4, зовнішню гайку 5 У корпусі 1 виконаний отвір 6 для підведення стиснутого повітря в повітряну порожнину камери 7 і отвір 8 для підведення електроліту у внутрішню порожнину 9 камери електроліту через отвір 10, що виконані в корпусі 2 СПІВВІСНО з отвором 8 корпусу 1 Багатостовбурове сопло 3, складається з окремих елементів 11 циліндричної форми, у стінках яких виконані подовжні отвори 12, а в середній частині подовжні наскрізні пази 13 і вибірки 14 по зовнішньому діаметрі середньої частини елемента 11 для підведення електроліту до кожного елемента ЗОВНІШНІЙ діаметр кожного елемента 11 із боку вихідної частини виконаний менше зовнішнього діаметра вхідної частини цього елемента Це дає можливість базувати ці елементи по ВХІДНІЙ частині й утворювати кільцеві щілини 15 із боку вихідної частини Щілини 16 розташовані з боку вихідної частини сопла 3 і утворені між ЗОВНІШНІМ діаметром вихідної частини елемента 11 і внутрішнім діаметром кільця 17, що з'єднані з подовжніми отворами 12 за допомогою отворів 18, виконаними по дотичної до внутрішньої поверхні кільця 17 Кільцеві щілини 15 із боку торця сопла 3 розташовані між щілинами 16, що дає можливість повітряній кільцевій струмені обтікати кільцеву струмінь електроліту з двох сторін В упорі 4 виконані 2 наскрізних паза 19 і центральний подовжній отвір 20 для підведення стиснутого повітря до центрального елементу 11 Упор 4 жорстко з'єднаний із зовнішньою гайкою 5, за допомогою якої упор 4 підтискає вузол сопла 3 до торцевої частини корпуса 2 камери електроліту Корпус змішувальної камери 21 до корпуса 1 приєднується за допомогою болтів Пристрій працює таким чином Електроліт під тиском через отвори 8, 10, наскрізні подовжні пази 13 і вибірки 14 подають до кожного елемента 11 багатостовбурового сопла З, у якому електроліт формують в окремі струмені у вигляді кілець, при цьому товщину кільця струмені електроліту визначають шириною кільцевої щілини 55730 15 сопла 3 Одночасно стиснуте повітря, через отвір 6 подають у повітряну камеру 7, а потім через пази 19 і подовжній отвір 20 упора 4 направляють у подовжні отвори 12 і через отвори 18 у ЩІЛИНІ 16, за допомогою яких формують повітряні кільцеві струмені, при цьому товщину повітряного кільця визначають шириною щілини 16 Таким чином, на виході з газорідинного сопла З створюють направлені окремі кільцеві струмені електроліту і повітря, що чергуються При такому формуванні газорідинної суміші кожна струмінь електроліту замкнута між двома струменями повітря, тобто при взаємному зіткненні кожна струмінь електроліту контактує з двома струменями повітря Це досягається тим, що кільцеві щілини 15 у вузлі багатостовбурового сопла 3 виконані між щілинами 16, і розташовані коаксіально (концентрично) між собою Тому що отвори 18 виконані по дотичної до внутрішньої поверхні кільця 17, то повітряним струменям надають кутовий обертальний рух, причому вони не тільки інтенсивно діють на стичну бічну поверхню струмені електроліту, насичуючи и повітрям, але й утворюють вихрові течи газорідинної суміші Внаслідок того, що струмінь електроліту розташована між двома СПІВВІСНИМИ газовими потоками, то площини поверхонь, що контактуються, збільшуються, а перевищення швидкості газу щодо швидкості витікання електроліту і зіткнення струменій по бічних поверхнях дає можливість втягування частинок електроліту в прикордонні прошарки газу, що створює умови перемішування електроліту і газу і формування крапель суміші однорідними по розмірах Крім того, збільшення площини поверхонь, що контактуються, дає можливість збільшити ступінь насичення газорідинної суміші стиснутим повітрям Це дає можливість у зону обробки підводити газорідинну суміш, рівномірно насичену по всьому об'єму, поліпшуючи характер гідродинамічного потоку суміші в робочому зазорі (зоні обробки), тобто режим течи і розподіли газорідинної суміші по оброблюваній поверхні, що підвищує точність обробки Для забезпечення якісного перемішування електроліту з газом, також необхідно, щоб об'ємна витрата газу була більше об'ємної витрати електроліту Для цього товщину кільця струмені газу формують більше товщини кільця струмені електроліту Експериментальні дослідження показують, що оптимальне відношення товщини кільця струмені газу до товщини кільця струмені електроліту коливається в межах 1,2 - 1,5 у залежності від форми оброблюваної порожнини, розміру міжелектродного зазору і вимог точності копіювання при розмірній електрохімічній обробці При застосуванні струменій електроліту з товщиною кільця більш ніж 1,0мм шорсткість оброблюваної поверхні збільшується, а використання струмені електроліту з товщиною кільця менше 0,5мм сприяє одержанню неоднорідної газорідинної суміші, використання якого викликає нестабільний технологічний процес обробки і знижує точність оброблюваної поверхні Таким чином, ВІДМІННОЮ рисою запропонованого способу є те, що потік електроліту формують в окремі струмені, наприклад, у вигляді кілець із визначеними зазорами між струменями електроліту, що заповнюють газом, наприклад, стиснутим повітрям із тиском, що перевищує тиск електроліту При цьому площу поверхонь, що контактуються, збільшують у порівнянні з відомими рішеннями за рахунок обтікання газом струмені електроліту з двох сторін, тому що струмені газу й електроліту рухаються СПІВВІСНО, які перемішують у процесі руху За допомогою запропонованого способу й пристрою здійснено електрохімічну обробку профілю пір'їни лопаток на верстаті моделі ЭХС-10А Лопатка виготовлена з титанового сплаву ВТЗ1, хорда - 20мм Використовувався електроліт такого складу 11,5% KNO3+8,5% NaCI, інше - вода, стиснуте повітря, тиск електроліту Pan - 2,5атм, тиск стиснутого повітря Рстис пов - 4,5атм, товщина кільця струмені електроліту -1,0мм, товщина кілець струмені стиснутого повітря 1,3мм, КІЛЬКІСТЬ кілець струмені електроліту - Зшт , КІЛЬКІСТЬ кілець струмені стиснутого повітря 4шт, робоча напруга - 12В, робочий струм - 880А, робочий зазор - 0,15мм, час робочого циклу - 5с Точність лопаток, оброблених із використанням газорідинної суміші, виготовленої за технічним рішенням, що заявляється, склала 0,08 - 0,1мм, а шорсткість поверхні Ra=1,6MKM Точність лопаток, оброблених із використанням газорідинної суміші, виготовленої за відомими рішеннями, склала 0,15 - 0,2мм, а шорсткість поверхні Ra=3,2MKM Таким чином, у результаті використання способу й пристрою для готування газорідинної суміші, що заявляються, забезпечується обробка деталей різноманітної форми і типорозмірів із високою точністю і якістю обробленої поверхні, що знижує обсяг ручних робіт на наступних операціях 55730 Фіг.5 55730 Підписано до друку 05 05 2003 р 10 Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for dimensional electrochemical treatment
Автори англійськоюVelykyi Viktor Ivanovych, Pasko Yurii Tykhonovych
Назва патенту російськоюСпособ размерной электрохимической обработки и устройство для его осуществления
Автори російськоюВеликий Виктор Иванович, Пасько Юрій Тихонович
МПК / Мітки
МПК: B23H 7/00
Мітки: спосіб, здійснення, електрохімічної, розмірної, пристрій, обробки
Код посилання
<a href="https://ua.patents.su/5-55730-sposib-rozmirno-elektrokhimichno-obrobki-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної електрохімічної обробки і пристрій для його здійснення</a>
Спосіб електрохімічної обробки і пристрій для його здійснення
Номер патенту: 50360
Опубліковано: 15.10.2002
Автори: Баля Валерій Іванович, Венгеренко Віктор Єгорович, Пасько Юрій Тихонович, Великий Віктор Іванович
МПК: B23H 3/00
Мітки: електрохімічної, обробки, спосіб, пристрій, здійснення
Формула / Реферат:
1. Спосіб електрохімічної обробки електродом-інструментом з втулкою з ізоляційного матеріалу на його бічній поверхні та оголеною робочою частиною, який відрізняється тим, що обробку здійснюють бічною поверхнею електрода-інструмента, робоча частина якого складається з оголеної бічної частини та зазорів, що прилягають до неї, а після закінчення циклу обробки роблять поворот електрода-інструмента відносно його осі на кут, розмір якого визначають...
Спосіб електрохімічної обробки стічних вод і пристрій для його здійснення
Номер патенту: 12473
Опубліковано: 28.02.1997
Автори: Березненко Микола Петрович, Голубєв Анатолій Васильович, Кабиш Григорій Мінович, Журавський Василь Антонович, Пошукайло Віталій Михайлович, Маслов Олександр Федорович
МПК: C02F 1/46
Мітки: спосіб, обробки, здійснення, пристрій, стічних, вод, електрохімічної
Формула / Реферат:
1. Способ электрохимической обработки сточных вод, включающий подачу сточной воды в катодную и анодную камеры диафрагменного электролизера, отличающийся тем, что в катодную камеру подают хромсодержащую сточную воду кожевенного производства, а в анодную камеру подают сточную воду, содержащую зольный раствор кожевенного производства, с последующим охлаждением католита до температуры 55-65°С.2. Устройство для электрохимической...
Спосіб електрохімічної обробки біполярними імпульсами, пристрій для його здійснення та джерело живлення для використання в способі
Номер патенту: 29511
Опубліковано: 15.11.2000
Автори: Зайцев Алєксандр Н., Куценко Віктор Н., Мухутдінов Рафаїл Р., Агафонов Ігорь Л., Бєлогорскій Алєксандр Л., Амірханова Наіла А., Гімаєв Назіх З.
МПК: B23H 3/00
Мітки: обробки, джерело, живлення, імпульсами, використання, способи, біполярними, електрохімічної, здійснення, спосіб, пристрій
Текст:
...самого источника Напряжения В частности когда измеряют интеграл тока во время импульсов напряжения обратной полярности, желательно иметь источник напряжения с низким выходным импедансом. Когда измеряют перемены знаха в глобальном минимуме и перемены знака интеграла напряжения в зазоре во время токовых импульсов обоатной полярности форма волны тока во время импульсов напряжений обратной полярности играет подчиненную роль Выходной импеданс...
Спосіб двосторонньої розмірної електрохімічної обробки лопаток гтд
Номер патенту: 12712
Опубліковано: 28.02.1997
Автори: Пасько Юрій Тихонович, Перелигін Ігор Миколайович
МПК: B23H 3/00
Мітки: спосіб, двосторонньої, гтд, лопаток, електрохімічної, обробки, розмірної
Формула / Реферат:
(57) Способ двухсторонней размерной злектрохимической обработки лопаток ГТД в проточном электролите, при котором лопатку помещают между электродами, а в канале для подвода электролита перед передней кромкой пера лопатки располагают формирующий потоки электролита в рабочие зоны элемент, в виде пластины, длина которой равна длине пера лопатки, отличающийся тем, что расположение формирующего элемента определяют по эталонной лопатке так, чтобы...
Спосіб магнітної обробки та демінералізації електроліту і пристрій для його здійснення
Номер патенту: 47363
Опубліковано: 15.08.2002
Автор: Гурвич Георгій Олексійович
Мітки: демінералізації, спосіб, магнітної, здійснення, електроліту, обробки, пристрій
Формула / Реферат:
1. Спосіб магнітної обробки і демінералізації електроліту, щовключає вплив на нього взаємно пересічних перемінних і синхронно змінних магнітного й електричного полів, який відрізняється тим, що вплив на електроліт здійснюють змінним магнітним полем, що рухається в один бік, а електричне поле створюють таким, що рухається у тому ж напрямку, синхронно з магнітним полем.2. Пристрій магнітної обробки і демінералізації електроліту, що...
Попередній патент: Спосіб одержання функціонального наповнювача з гарбуза
Наступний патент: Пристрій для кільцевого підключення джерел інформації до загальної магістралі телекомунікаційної мережі
Випадковий патент: Спосіб відновлення пошкодженої фази в електричних мережах з ізольованою нейтраллю при однофазних замиканнях на землю