Спосіб двосторонньої розмірної електрохімічної обробки лопаток гтд
Номер патенту: 12712
Опубліковано: 28.02.1997

Формула / Реферат
(57) Способ двухсторонней размерной злектрохимической обработки лопаток ГТД в проточном электролите, при котором лопатку помещают между электродами, а в канале для подвода электролита перед передней кромкой пера лопатки располагают формирующий потоки электролита в рабочие зоны элемент, в виде пластины, длина которой равна длине пера лопатки, отличающийся тем, что расположение формирующего элемента определяют по эталонной лопатке так, чтобы средняя линия пластины была направлена по нормали к поверхности пера лопатки, а угол между средними линиями пластины и лопатки вдоль пера лопатки изменялся в минимальных пределах и хотя бы в одном сечении был равен нулю, при этом толщину формирующего элемента со стороны передней кромки лопатки выполняют не превышающей толщину этой кромки.
Текст
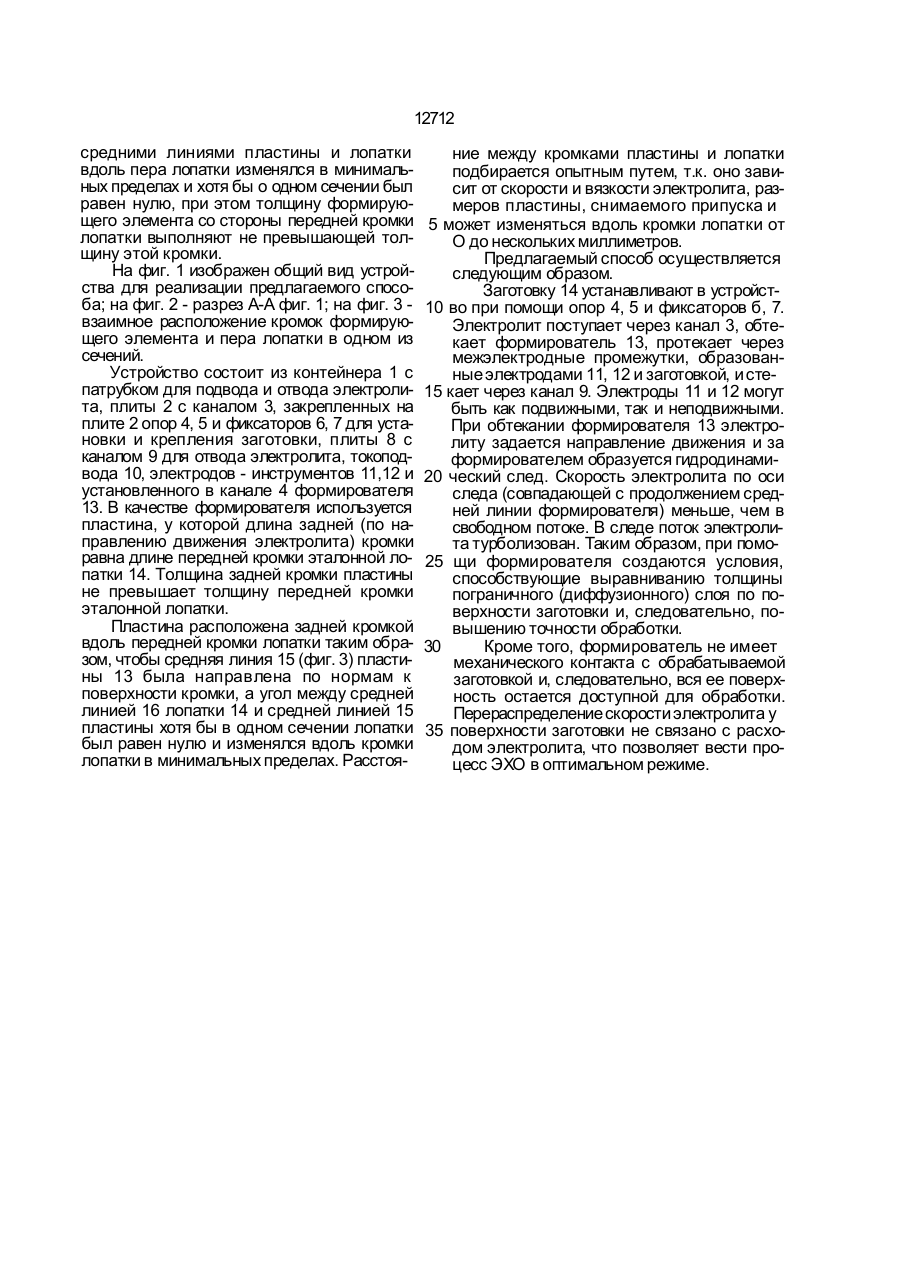
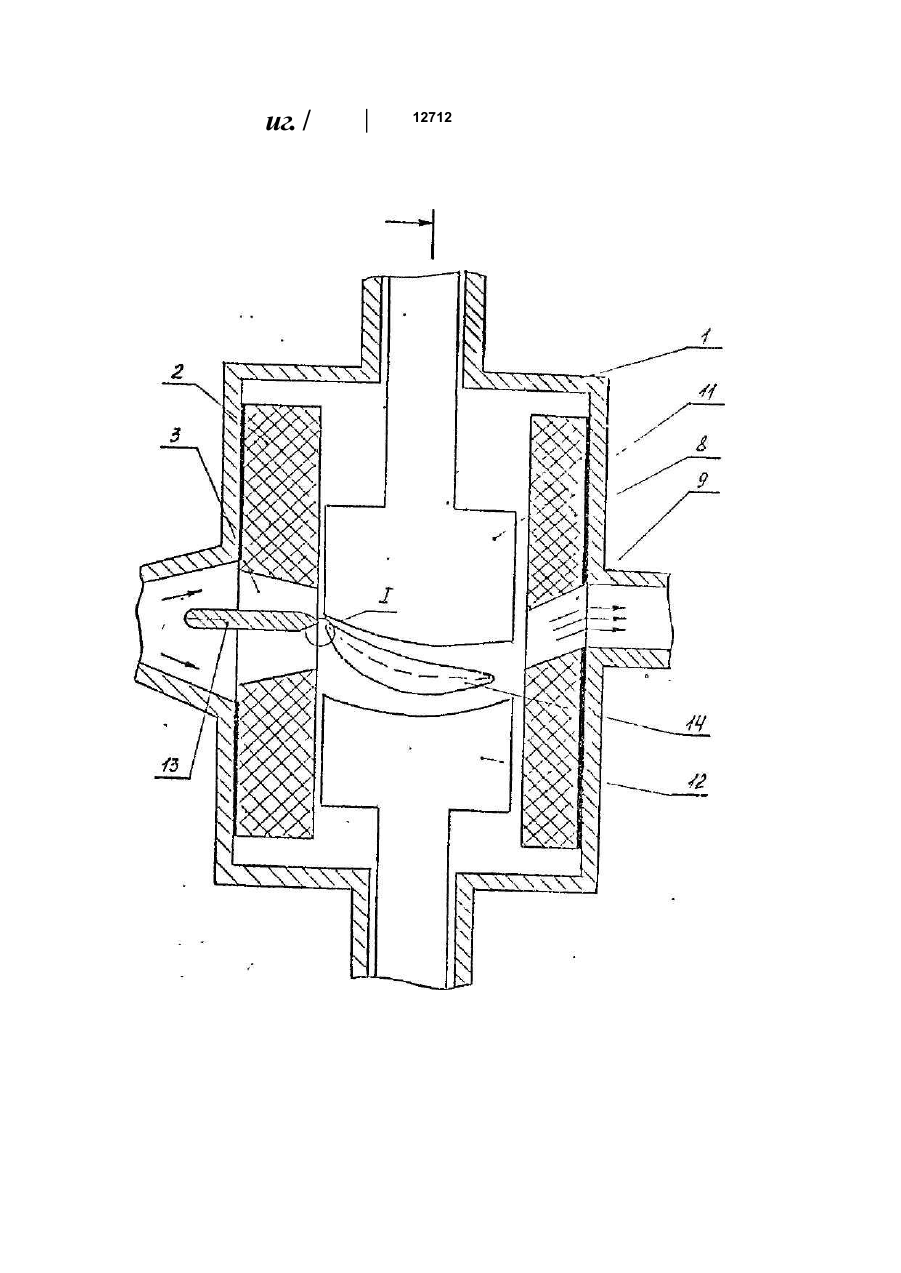
Способ двухсторонней размерной злек.трохимической обработки лопаток ГТД в проточном электролите, при котором лопатку помещают между электродами, а в канале для подвода электролита перед передней кромкой пера лопатки располагают формирующий потоки электролита в рабочие зоны элемент, о оиде пластины, длина которой равна длине пера лопатки, о т л и ч а ю щ и й с я тем, что расположение формирующего элемента определяют по эталонной лопатке так, чтобы средняя линия пластины была направлена по нормали к поверхности пера лопатки, а угол между средними линиями пластины и лопатки вдоль пера лопатки изменялся в минимальных пррделах и хотя бы в одном сечении был равен нулю, при этом толщину формирующего элемента со стороны передней кромки лопатки выполняют не превышающей толщину этой кромки Изобретение относится к электрохимическим методам обработки, в частности к способам размерной электрохимической обработки деталей сложной формы типа лопаток ГТД, Известен способ двухсторонней электрохимической обработки лопаток в проточном электролите, при котором подача электролита осуществляется вдоль поверхности пера лопатки от передней кромки к задней. При известном способе подача и слив электролита о зоны обработки осуществляется раздельно путем установки перегородок в зонах подачи и слива электролита, при этом перегородки имеют механический контакт с обрабатываемой деталью [1]. Недостатками известного способа являются нестабильность процесса в зонах, прилегающих к перегородкам; невозможность обработки всей поверхности обрабатываемой детали; необходимость раздельной ре гулировки давления электролита в подводящих каналах. В основу изобретения поставлена задача повышения точности обработки путем локального изменения скорости и направления движения электролита у поверхности лопатки. Поставленная задача достигается тем, что в способе двухсторонней размерной электрохимической обработки лопаток ГТД в проточном электролите, при котором лопатку помещают между электродами, а в канале для подвода электролита перед передней кромкой пера лопатки располагают формирующий потоки электролита п рабочие зоны элемент, в виде пластины, длина которой равна длине пера лопатки, расположение формирующего элемента определяют по эталонной лопатке так, чтобы средняя линия пластины была направлена по нормали к поверхности перэ лопатки, а угол между О 12712 средними линиями пластины и лопатки вдоль пера лопатки изменялся в минимальных пределах и хотя бы о одном сечении был равен нулю, при этом толщину формирующего элемента со стороны передней кромки лопатки выполняют не превышающей толщину этой кромки. На фиг. 1 изображен общий вид устройства для реализации предлагаемого способа; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 взаимное расположение кромок формирующего элемента и пера лопатки в одном из сечений. Устройство состоит из контейнера 1 с патрубком для подвода и отвода электролита, плиты 2 с каналом 3, закрепленных на плите 2 опор 4, 5 и фиксаторов 6, 7 для установки и крепления заготовки, плиты 8 с каналом 9 для отвода электролита, токоподвода 10, электродов - инструментов 11,12 и установленного в канале 4 формирователя 13. В качестве формирователя используется пластина, у которой длина задней (по направлению движения электролита) кромки равна длине передней кромки эталонной лопатки 14. Толщина задней кромки пластины не превышает толщину передней кромки эталонной лопатки. Пластина расположена задней кромкой вдоль передней кромки лопатки таким образом, чтобы средняя линия 15 (фиг. 3) пластины 13 была направлена по нормам к поверхности кромки, а угол между средней линией 16 лопатки 14 и средней линией 15 пластины хотя бы в одном сечении лопатки был равен нулю и изменялся вдоль кромки лопатки в минимальных пределах. Расстоя ние между кромками пластины и лопатки подбирается опытным путем, т.к. оно зависит от скорости и вязкости электролита, размеров пластины, снимаемого припуска и 5 может изменяться вдоль кромки лопатки от О до нескольких миллиметров. Предлагаемый способ осуществляется следующим образом. Заготовку 14 устанавливают в устройст10 во при помощи опор 4, 5 и фиксаторов б, 7. Электролит поступает через канал 3, обтекает формирователь 13, протекает через межэлектродные промежутки, образованные электродами 11, 12 и заготовкой, и сте15 кает через канал 9. Электроды 11 и 12 могут быть как подвижными, так и неподвижными. При обтекании формирователя 13 электролиту задается направление движения и за формирователем образуется гидродинами20 ческий след. Скорость электролита по оси следа (совпадающей с продолжением средней линии формирователя) меньше, чем в свободном потоке. В следе поток электролита турболизован. Таким образом, при помо25 щи формирователя создаются условия, способствующие выравниванию толщины пограничного (диффузионного) слоя по поверхности заготовки и, следовательно, повышению точности обработки. 30 Кроме того, формирователь не имеет механического контакта с обрабатываемой заготовкой и, следовательно, вся ее поверхность остается доступной для обработки. Перераспределение скорости электролита у 35 поверхности заготовки не связано с расходом электролита, что позволяет вести процесс ЭХО в оптимальном режиме. иг. / 12712 12712 Фиг. Л 12712 fit Упорядник Замовлення 4079 Техред М.Моргентал Коректор Л. ФІль Тираж Підписне Державне патентне відомство України, 254655, ГСП. КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.ГагарІна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of bilateral dimensional electrochemical working of blades of gas turbine engine
Автори англійськоюPasko Yurii Tykhonovych, Perelyhin Ihor Mykolaiovych
Назва патенту російськоюСпособ двухсторонней размерной электрохимической обработки лопаток гтд
Автори російськоюПасько Юрій Тихонович, Перелыгин Игорь Николаевич
МПК / Мітки
МПК: B23H 3/00
Мітки: спосіб, лопаток, електрохімічної, розмірної, гтд, двосторонньої, обробки
Код посилання
<a href="https://ua.patents.su/6-12712-sposib-dvostoronno-rozmirno-elektrokhimichno-obrobki-lopatok-gtd.html" target="_blank" rel="follow" title="База патентів України">Спосіб двосторонньої розмірної електрохімічної обробки лопаток гтд</a>
Інструмент-катод для електрохімічної абразивної обробки отворів
Номер патенту: 12645
Опубліковано: 28.02.1997
Автор: Гурвіч Роберт Олександрович
МПК: B23H 5/00
Мітки: інструмент-катод, обробки, абразивної, електрохімічної, отворів
Формула / Реферат:
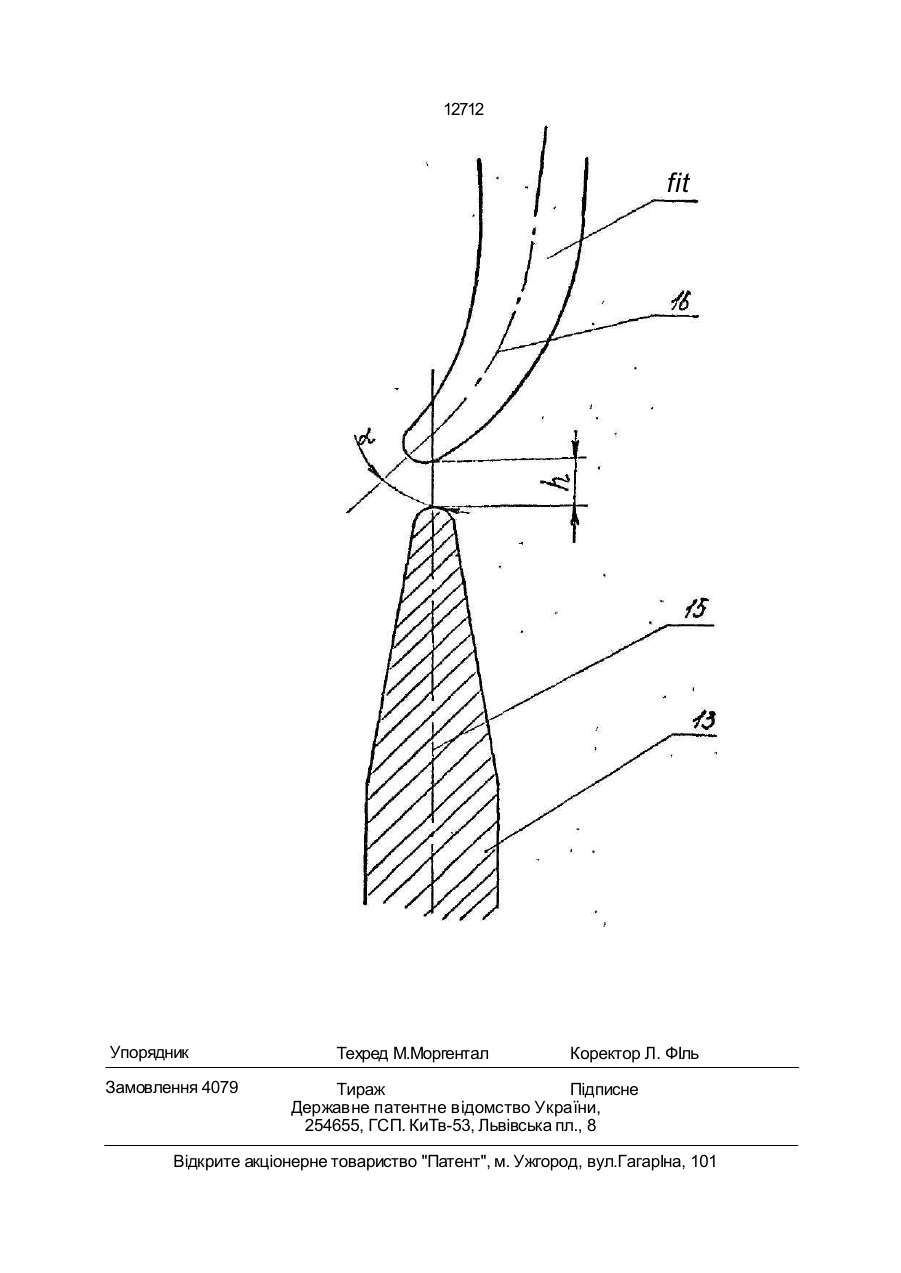
1. Инструмент-катод для электрохимической абразивной обработки отверстий, содержащий электропроводный хвостовик, жестко соединенный с рабочим элементом, состоящим из катода и выступающего относительно него поликристаллического элемента из сверхтвердого материала, расположенного под углом к оси вращения инструмента, отличающийся тем, что профиль наружной поверхности поликристаллического элемента представляет собой замкнутую кривую,...
Спосіб дробоструминного зміцнення профіля пера лопаток турбомашин
Номер патенту: 12528
Опубліковано: 28.02.1997
Автори: Яценко Віктор Кузьмич, Благовєщинський Вячеслав Ігоревич, Прітченко Володимир Федорович, Богуслаєв Вячеслав Олександрович
МПК: B24C 1/10
Мітки: профіля, дробоструминного, турбомашин, лопаток, спосіб, пера, зміцнення
Формула / Реферат:
1. Способ дробеструйного упрочнения профиля пера лопаток турбомашин, при котором лопатку вращают вокруг оси и перемещают вдоль нее относительно направленного на перо потока дроби, а интенсивностью и временем упрочнения участков пера управляют, регулируя эти перемещения и интенсивностью потока дроби в зависимости от перемещений лопатки, отличающийся тем, что поток дроби дополнительно перемещают поперек направления лопатки, причем поток...
Спосіб електрохімічної обробки стічних вод і пристрій для його здійснення
Номер патенту: 12473
Опубліковано: 28.02.1997
Автори: Кабиш Григорій Мінович, Маслов Олександр Федорович, Березненко Микола Петрович, Журавський Василь Антонович, Пошукайло Віталій Михайлович, Голубєв Анатолій Васильович
МПК: C02F 1/46
Мітки: електрохімічної, стічних, здійснення, обробки, пристрій, вод, спосіб
Формула / Реферат:
1. Способ электрохимической обработки сточных вод, включающий подачу сточной воды в катодную и анодную камеры диафрагменного электролизера, отличающийся тем, что в катодную камеру подают хромсодержащую сточную воду кожевенного производства, а в анодную камеру подают сточную воду, содержащую зольный раствор кожевенного производства, с последующим охлаждением католита до температуры 55-65°С.2. Устройство для электрохимической...
Спосіб електрохімічної обробки катіоніту

Номер патенту: 676
Опубліковано: 15.12.1993
Автори: Піпчук Віктор Павлович, Гудріт Тетяна Давидівна, Пенпало Йосип Йосипович, Писарук Віктор Іванович, Гребенюк Володимир Дмитрович
МПК: B01J 47/00, B01J 39/00
Мітки: спосіб, електрохімічної, обробки, катіоніту
Формула / Реферат:
Гидравлический классификатор, включающий лоток с открытым концом для выхода жидкости и загрузочным концом, жестко закрепленное над загрузочным концом загрузочное приспособление, сообщенное с открытым и загрузочным концами приспособления для поддержания постоянного потока жидкости в поперечном сечении лотка, размещенное на открытом конце разгрузочное приспособление для раздельного вывода предметов с различной плотностью, решетчатую...
Спосіб електрохімічної обробки води
Номер патенту: 9602
Опубліковано: 30.09.1996
Автори: Калашников Володимир Михайлович, Вергунова Рима Володимирівна
МПК: C02F 1/46
Мітки: спосіб, обробки, води, електрохімічної
Формула / Реферат:
1. Способ электрохимической обработки воды, включающий ее электролиз с использованием по крайней мере одного анода из титана с окиснорутениевым покрытием, отличающийся тем, что в качестве катода используют титановую стружку и/или опилки, которые помещают в сетку из титана или инертного материала, а электрообработку ведут при плотности тока 0,3 - 0,4 А/м.2. Способ по п. 1, отличающийся тем, что используют титановую стружку и/или...
Попередній патент: Спосіб оцінки ефективності лікування дітей хворих на бронхіальну ядуху
Наступний патент: Пристрій для електрофізичної розмірної обробки
Випадковий патент: Ущільнююча манжета опори шарошки