Напівавтомат для виготовлення пет- пляшок
Номер патенту: 55867
Опубліковано: 15.04.2003
Автори: Вігдергауз Леонід Павлович, Москаленко Олександр Володимирович
Формула / Реферат
Напівавтомат для виготовлення поліетиленових пляшок, що включає пневмосхему, важільний механізм, блок циліндрів, пульт керування, панелі автоматики і силову, хитний пневмоциліндр, матриці, вентилятори охолодження форм, ресивер і кронштейн, який відрізняється тим, що застосована конструкція тришарнірного важільного механізму, що створює тиск на середній частині кріплення матриць і сприймає зусилля, що виникають при видуванні, оригінально розробленою пневмосхемою, застосуванням знімних вкладишів і установкою кронштейна разом із блоком циліндрів видування і розтягування преформ, можливістю установки по дві змінні матриці для пляшок від 0,25 до 5,0 л на одній плиті, що дозволяє підвищити продуктивність напівавтомата і знизити його вартість.
Текст
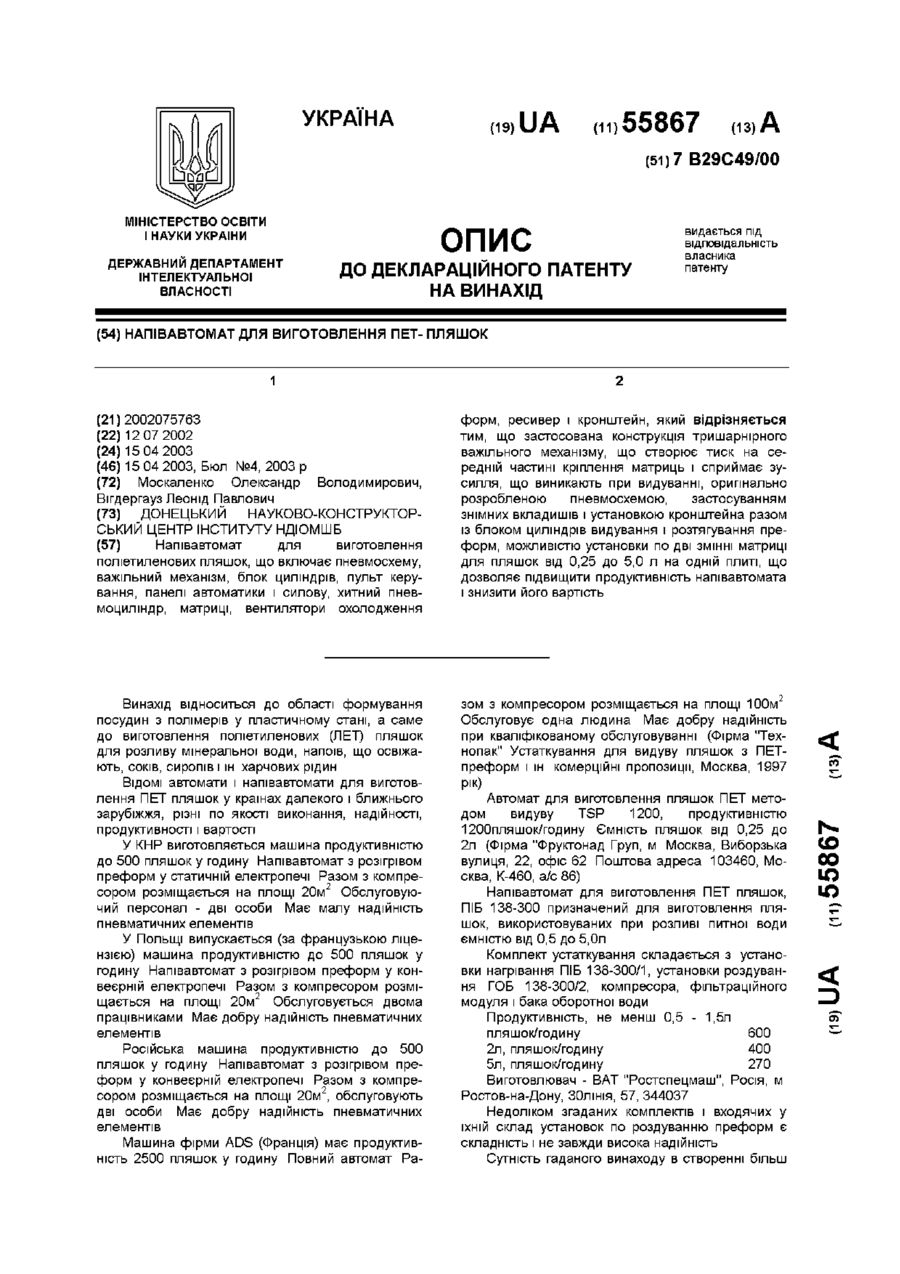
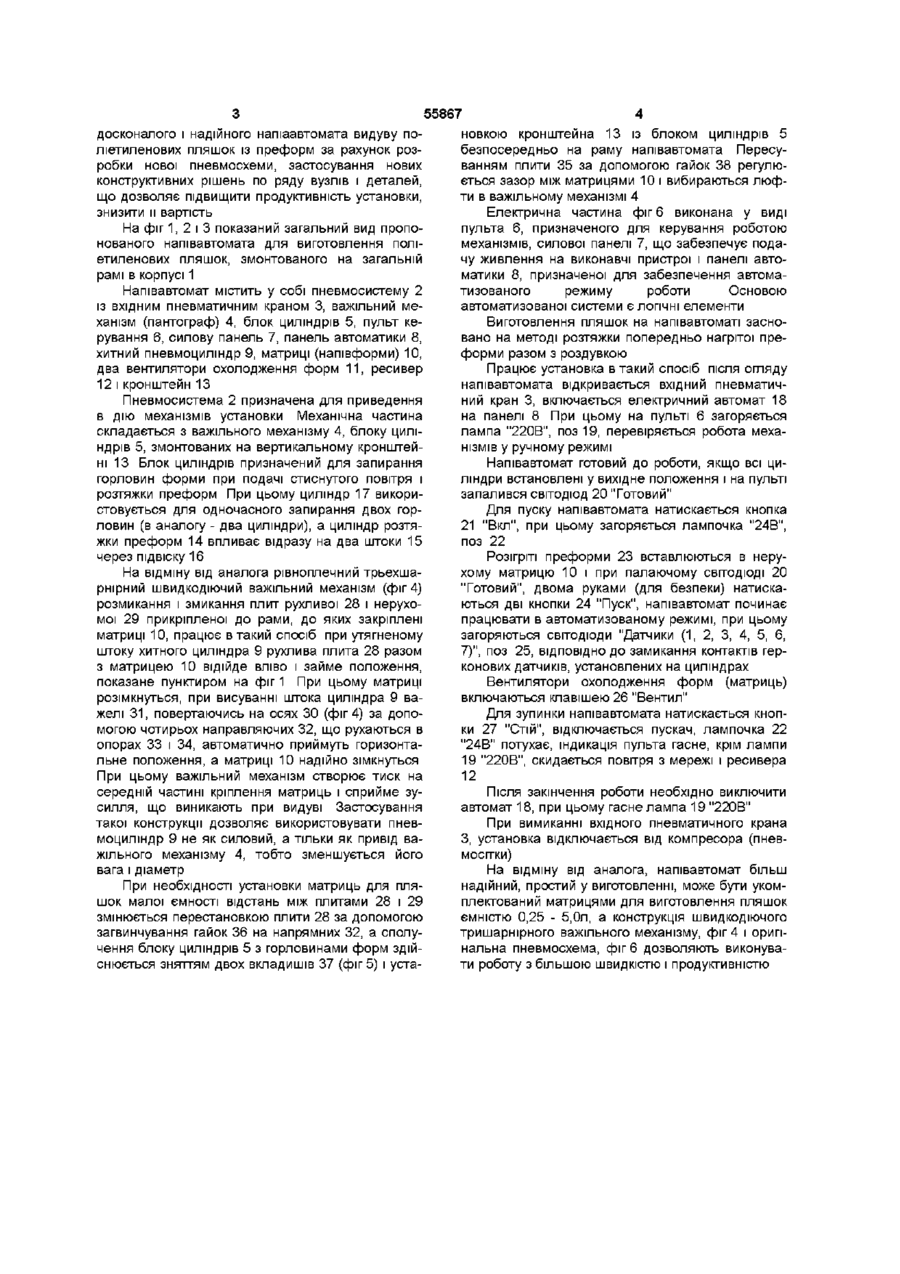
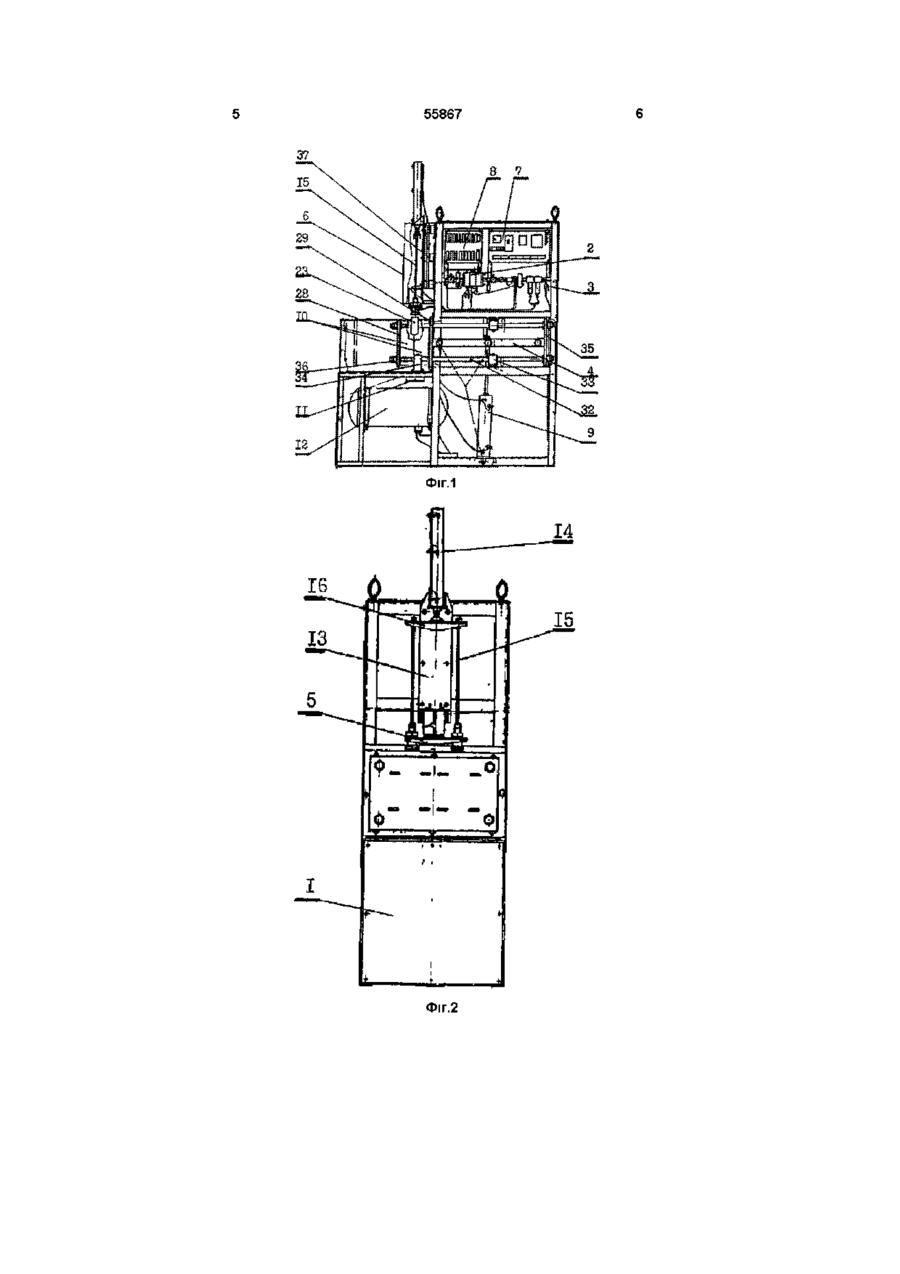
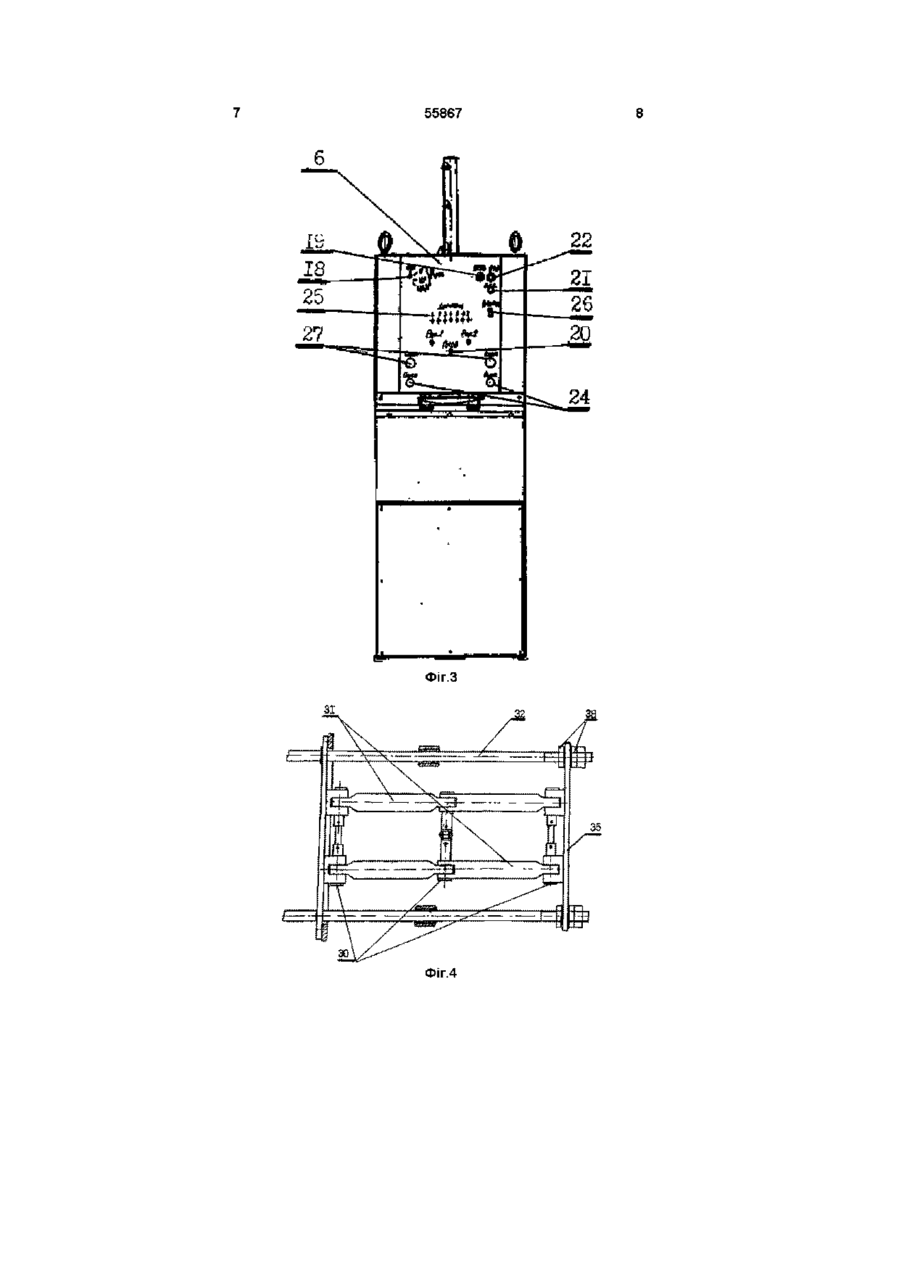
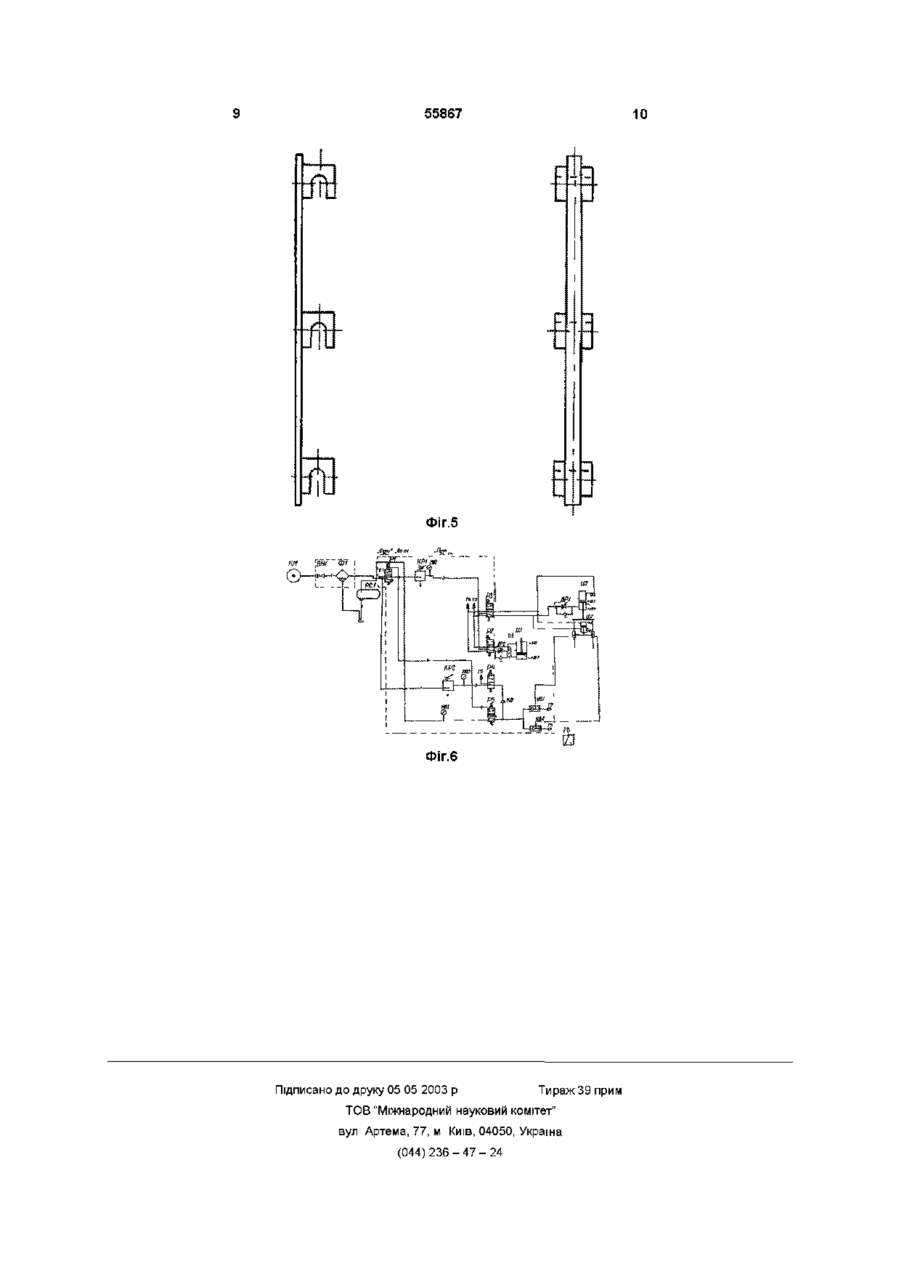
Напівавтомат для виготовлення поліетиленових пляшок, що включає пневмосхему, важільний механізм, блок циліндрів, пульт керування, панелі автоматики і силову, хитний пневмоциліндр, матриці, вентилятори охолодження Винахід відноситься до області формування посудин з полімерів у пластичному стані, а саме до виготовлення поліетиленових (ЛЕТ) пляшок для розливу мінеральної води, напоїв, що освіжають, соків, сиропів і ш харчових рідин ВІДОМІ автомати і напівавтомати для виготовлення ПЕТ пляшок у країнах далекого і ближнього зарубіжжя, різні по якості виконання, надійності, продуктивності і вартості У КНР виготовляється машина продуктивністю до 500 пляшок у годину Напівавтомат з розігрівом преформ у статичній електропечі Разом з компресором розміщається на площі 20м2 Обслуговуючий персонал - дві особи Має малу надійність пневматичних елементів У Польщі випускається (за французькою ліцензією) машина продуктивністю до 500 пляшок у годину Напівавтомат з розігрівом преформ у конвеєрній електропечі Разом з компресором розміщається на площі 20м2 Обслуговується двома працівниками Має добру надійність пневматичних елементів Російська машина продуктивністю до 500 пляшок у годину Напівавтомат з розігрівом преформ у конвеєрній електропечі Разом з компресором розміщається на площі 20м2, обслуговують дві особи Має добру надійність пневматичних елементів Машина фірми ADS (Франція) має продуктивність 2500 пляшок у годину Повний автомат Ра форм, ресивер і кронштейн, який відрізняється тим, що застосована конструкція тришарнірного важільного механізму, що створює тиск на середній частині кріплення матриць і сприймає зусилля, що виникають при видуванні, оригінально розробленою пневмосхемою, застосуванням знімних вкладишів і установкою кронштейна разом із блоком циліндрів видування і розтягування преформ, можливістю установки по дві ЗМІННІ матриці для пляшок від 0,25 до 5,0 л на одній плиті, що дозволяє підвищити продуктивність напівавтомата і знизити його вартість зом з компресором розміщається на площі 100м Обслуговує одна людина Має добру надійність при кваліфікованому обслуговуванні (Фірма "Технопак" Устаткування для видуву пляшок з ПЕТпреформ і ш комерційні пропозиції, Москва, 1997 рік) Автомат для виготовлення пляшок ПЕТ методом видуву TSP 1200, продуктивністю 1200пляшок/годину Ємність пляшок від 0,25 до 2л (Фірма "Фруктонад Груп, м Москва, Виборзька вулиця, 22, офіс 62 Поштова адреса 103460, Москва, К-460, а/с 86) Напівавтомат для виготовлення ПЕТ пляшок, ПІБ 138-300 призначений для виготовлення пляшок, використовуваних при розливі питної води ємністю від 0,5 до 5,0л Комплект устаткування складається з установки нагрівання ПІБ 138-300/1, установки роздування ГОБ 138-300/2, компресора, фільтраційного модуля і бака оборотної води Продуктивність, не менш 0,5 - 1,5л пляшок/годину 600 2л, пляшок/годину 400 5л, пляшок/годину 270 Виготовлювач - ВАТ "Ростспецмаш", Росія, м Ростов-на-Дону, ЗОЛІНІЯ, 57, 344037 Недоліком згаданих комплектів і входячих у їхній склад установок по роздуванню преформ є складність і не завжди висока надійність Сутність гаданого винаходу в створенні більш 1 (О 00 ю ю 55867 досконалого і надійного напіаавтомата видуву поліетиленових пляшок із преформ за рахунок розробки нової пневмосхеми, застосування нових конструктивних рішень по ряду вузлів і деталей, що дозволяє підвищити продуктивність установки, знизити и вартість На фіг 1, 2 і 3 показаний загальний вид пропонованого напівавтомата для виготовлення поліетиленових пляшок, змонтованого на загальній рамі в корпусі 1 Напівавтомат містить у собі пневмосистему 2 із вхідним пневматичним краном 3, важільний механізм (пантограф) 4, блок циліндрів 5, пульт керування 6, силову панель 7, панель автоматики 8, хитний пневмоциліндр 9, матриці (напівформи) 10, два вентилятори охолодження форм 1 1 , ресивер 12 і кронштейн 13 Пневмосистема 2 призначена для приведення в дію механізмів установки Механічна частина складається з важільного механізму 4, блоку циліндрів 5, змонтованих на вертикальному кронштейні 13 Блок циліндрів призначений для запирання горловин форми при подачі стиснутого повітря і розтяжки преформ При цьому циліндр 17 використовується для одночасного запирання двох горловин (в аналогу - два циліндри), а циліндр розтяжки преформ 14 впливає відразу на два штоки 15 через підвіску 16 На відміну від аналога рівноплечний трьехшарнірний швидкодіючий важільний механізм (фіг 4) розмикання і змикання плит рухливої 28 і нерухомої 29 прикріпленої до рами, до яких закріплені матриці 10, працює в такий спосіб при утягненому штоку хитного циліндра 9 рухлива плита 28 разом з матрицею 10 відійде вліво і займе положення, показане пунктиром на фіг 1 При цьому матриці розімкнуться, при висуванні штока циліндра 9 важелі 3 1 , повертаючись на осях ЗО (фіг 4) за допомогою чотирьох направляючих 32, що рухаються в опорах 33 і 34, автоматично приймуть горизонтальне положення, а матриці 10 надійно зімкнуться При цьому важільний механізм створює тиск на середній частині кріплення матриць і сприйме зусилля, що виникають при видуві Застосування такої конструкції дозволяє використовувати пневмоциліндр 9 не як силовий, а тільки як привід важільного механізму 4, тобто зменшується його вага і діаметр При необхідності установки матриць для пляшок малої ємності відстань між плитами 28 і 29 змінюється перестановкою плити 28 за допомогою загвинчування гайок 36 на напрямних 32, а сполучення блоку циліндрів 5 з горловинами форм здійснюється зняттям двох вкладишів 37 (фіг 5) і уста новкою кронштейна 13 із блоком циліндрів 5 безпосередньо на раму напівавтомата Пересуванням плити 35 за допомогою гайок 38 регулюється зазор між матрицями 10 і вибираються люфти в важільному механізмі 4 Електрична частина фіг 6 виконана у виді пульта 6, призначеного для керування роботою механізмів, силової панелі 7, що забезпечує подачу живлення на виконавчі пристрої і панелі автоматики 8, призначеної для забезпечення автоматизованого режиму роботи Основою автоматизованої системи є ЛОГІЧНІ елементи Виготовлення пляшок на напівавтоматі засновано на методі розтяжки попередньо нагрітої преформи разом з роздувкою Працює установка в такий спосіб після огляду напівавтомата відкривається вхідний пневматичний кран 3, включається електричний автомат 18 на панелі 8 При цьому на пульті 6 загоряється лампа "220В", поз 19, перевіряється робота механізмів у ручному режимі Напівавтомат готовий до роботи, якщо всі циліндри встановлені у вихідне положення і на пульті запалився світодюд 20 "Готовий" Для пуску напівавтомата натискається кнопка 21 "Вкл", при цьому загоряється лампочка "24В", поз 22 Розігріті преформи 23 вставлюються в нерухому матрицю 10 і при палаючому СВІТОДІОДІ 20 "Готовий", двома руками (для безпеки) натискаються дві кнопки 24 "Пуск", напівавтомат починає працювати в автоматизованому режимі, при цьому загоряються світодюди "Датчики (1, 2, 3, 4, 5, 6, 7)", поз 25, ВІДПОВІДНО до замикання контактів герконових датчиків, установлених на циліндрах Вентилятори охолодження форм (матриць) включаються клавішею 26 "Вентил" Для зупинки напівавтомата натискається кнопки 27 "Стій", відключається пускач, лампочка 22 "24В" потухає, індикація пульта гасне, крім лампи 19 "220В", скидається повітря з мережі і ресивера 12 Після закінчення роботи необхідно виключити автомат 18, при цьому гасне лампа 19 "220В" При вимиканні вхідного пневматичного крана З, установка відключається від компресора (пневмосітки) На відміну від аналога, напівавтомат більш надійний, простий у виготовленні, може бути укомплектований матрицями для виготовлення пляшок ємністю 0,25 - 5,0л, а конструкція швидкодіючого тришарнірного важільного механізму, фіг 4 і оригінальна пневмосхема, фіг 6 дозволяють виконувати роботу з більшою швидкістю і продуктивністю 55867 8 Фіг.1 Фіг.2 7 55867 Г I f — \ ./ , ЛГ Фіг.4 .ТРГ 55867 10 ГІ —J I z\ Фіг.5 ФІГ.6 Підписано до друку 05 05 2003 p Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюSemi-automatic device for production of pet bottles
Назва патенту російськоюПолуавтомат для изготовления пэт-бутылок
МПК / Мітки
МПК: B29C 49/00
Мітки: напівавтомат, виготовлення, пет, пляшок
Код посилання
<a href="https://ua.patents.su/5-55867-napivavtomat-dlya-vigotovlennya-pet-plyashok.html" target="_blank" rel="follow" title="База патентів України">Напівавтомат для виготовлення пет- пляшок</a>
Двопозиційний напівавтомат для видуву пляшок пет

Номер патенту: 23266
Опубліковано: 19.05.1998
Автор: Косс Аркадій Ізяславович
МПК: B29C 49/08
Мітки: пет, пляшок, видуву, двопозиційний, напівавтомат
Формула / Реферат:
Двопозиційний напівавтомат для виду-ву пляшок ПЕТ, який містить станину, нерухомий стояк, механізм змикання та розмикання півформ, механізм приводу стержнів для осьового витягування заготовок та механізм притиску заготовок, який включає пневмоциліндр, корпус якого зв'язаний з нерухомим стояком, а шток з'єднаний з рухомою у вертикальному напрямку плитою, в якій закріплені стакани з отворами для підведення повітря та центральними отворами для...
Зубофрезерний багатошпиндельний напівавтомат
Номер патенту: 51941
Опубліковано: 16.12.2002
Автори: Чернявський Олександр Васильович, Гліжинський Дмитро Адольфович, Гліжинський Адольф Дмитрович
МПК: B23F 9/00
Мітки: зубофрезерний, багатошпиндельний, напівавтомат
Формула / Реферат:
Зубофрезерний багатошпиндельний напівавтомат для обробки конічних коліс дисковими фасонними фрезами, що містить інструментальну фрезерну бабку з механізмом головного руху, багатошпиндельну бабку з механізмами затиску заготовок, механізми поздовжньої подачі, установки глибини фрезерування, підйому та спуску фрезерної бабки, автоматичний ділильний пристрій, який відрізняється тим, що шпинделі бабки заготовок розташовані відносно...
Пристрій для укладання пляшок в тару

Номер патенту: 54241
Опубліковано: 17.02.2003
Автори: Пітра Михайло Михайлович, Сторіжко Йосип Іванович, Ковальов Олександр Іванович
МПК: B65B 21/00
Мітки: пристрій, тару, укладання, пляшок
Формула / Реферат:
1. Пристрій для укладання пляшок в тару, який складається із конвеєрів для подачі пляшок і тари, механізму орієнтації і фіксації тари, стола-накопичувача для формування шару пляшок, важільного механізму переміщення і змонтовану на останньому захватну головку для шару пляшок, який відрізняється тим, що вузол переміщення шару пляшок складається із шатунно-коромислового механізму, на якому змонтована захватна головка, та кулісного механізму з...
Пристрій для укладання пляшок в тару

Номер патенту: 45852
Опубліковано: 15.04.2002
Автори: Жарова Світлана Іванівна, Валіулін Генадій Романович, Кошков Олександр Васильович, Базаренко Володимир Васильович
МПК: B65B 21/00
Мітки: укладання, тару, пляшок, пристрій
Формула / Реферат:
1. Пристрій для укладання пляшок в тару, який складається із конвеєрів для подачі пляшок і тари, механізму орієнтації і фіксації тари, шарнірного стулкового механізму з напрямними, механізму подачі в тару пляшок, а також відсікача пляшок, який відрізняється тим, що вузол для завантаження укладальної головки складається із рухомого багатострічкового пластинчастого конвеєра з напрямними і двох рухомих підтримуючих стулок з боковим огородженням,...
Пристрій для виготовлення ковпачків з прокладками для закупорювання пляшок
Номер патенту: 2581
Опубліковано: 26.12.1994
Автори: Мітін Олександр Пилипович, Нечуйвітер Микола Федорович, Остапенко Микола Юхимович, Бокарев Олександр Степанович, Болібрук Святослав Григорович
МПК: B67B 3/00
Мітки: виготовлення, пляшок, пристрій, прокладками, ковпачків, закупорювання
Формула / Реферат:
1. Устройство для изготовления колпачков с прокладками для укупорки бутылок, состоящее из механизмов подачи и штамповки фольги, диска с каналами и смонтированных с возможностью возвратно-поступательного перемещения штоков для сборки колпачков с прокладками, течек для подачи колпачков и прокладок и приспособлений для съема и фиксации колпачков, отличающееся тем, что, с целью повышения надежности работы, диск смонтирован из вертикальной оси,...
Попередній патент: Пристрій для визначення ваги розплаву у ковшах на підйомних кранах
Наступний патент: Зубчасте зачеплення попова о.п.
Випадковий патент: Поступальний електропривід