Спосіб нанесення зміцнюючих покриттів контактних пар
Номер патенту: 56193
Опубліковано: 15.05.2003
Автори: Лопатин Ігор Петрович, Дігам Марк Семенович, Драмарадський Леонід Степанович


Формула / Реферат
1. Спосіб нанесення зміцнюючих покриттів контактних пар, що включає формування струмопровідних дискретних покриттів електричним розрядом, який відрізняється тим, що нанесення струмопровідних дискретних покриттів здійснюють електродами з матеріалів з різними фізико-механічними характеристиками та складом легуючих елементів, а саме сукупністю щонайменше трьох електродів зі сталі, з графіту та з кольорового металу, при цьому співвідношення сумарної площі дискретних покриттів і площі зміцнюваної поверхні складає 60-90%.
2. Спосіб нанесення покриттів контактних пар за п.1, який відрізняється тим, що фізико-механічні характеристики зміцнюваної поверхні регулюють шляхом зміни відношення площі дискретних ділянок, створюваних кожним електродом, до площі зміцнюваної поверхні при їх рівномірному розподілі, при цьому суцільність дискретних покриттів складає, %:
електрод зі сталі
15-60
електрод з графіту
15-60
електрод з кольорового металу
15-60.
3. Спосіб нанесення покриттів контактних пар за пп. 1 або 2, який відрізняється тим, що глибина залягання дискретних ділянок у зміцнюваних матеріалах складає 2-4 мм.
Текст
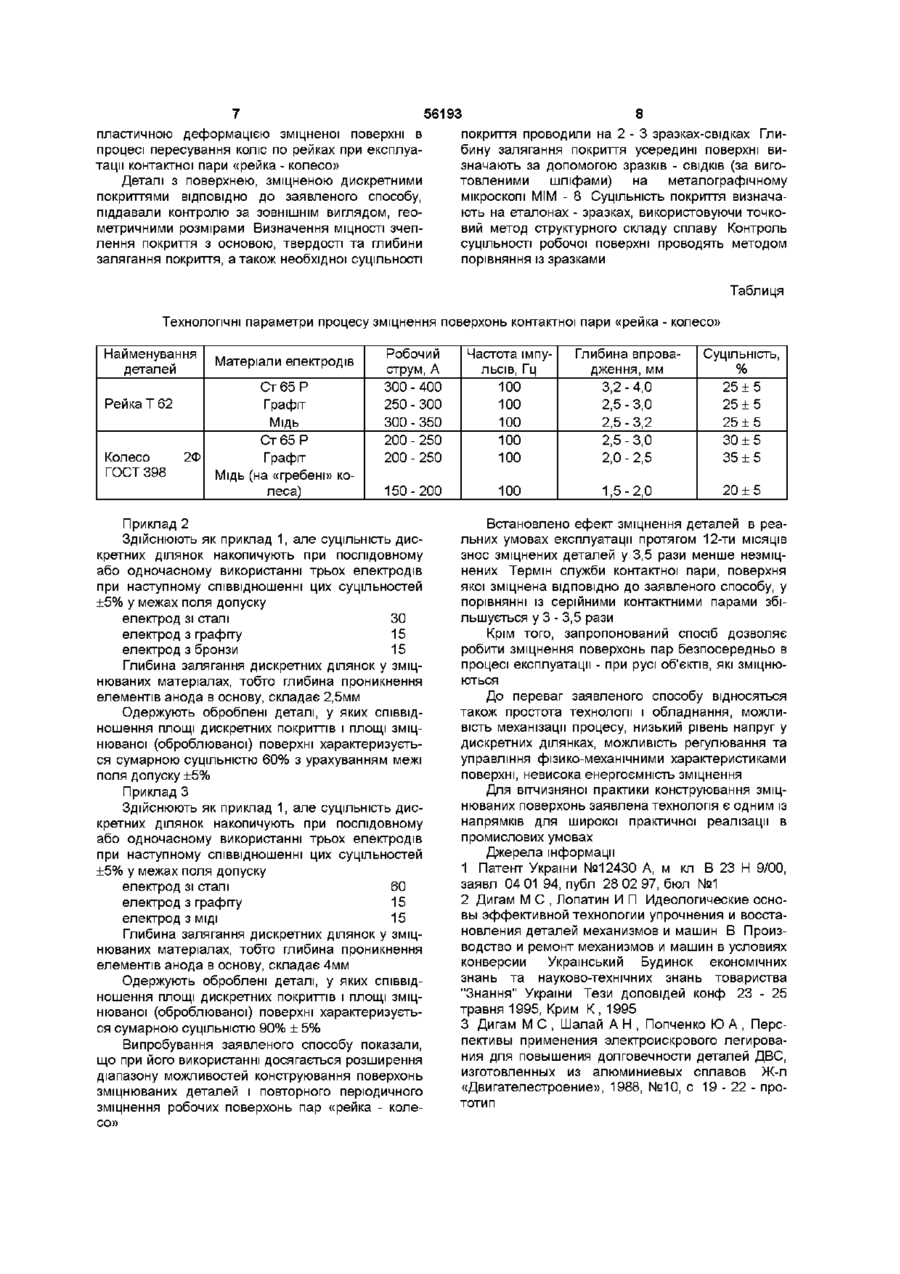
1 Спосіб нанесення зміцнюючих покриттів контактних пар, що включає формування струмопровідних дискретних покриттів електричним розрядом, який відрізняється тим, що нанесення струмопровідних дискретних покриттів здійснюють електродами з матеріалів з різними фізикомеханічними характеристиками та складом легуючих елементів, а саме сукупністю щонайменше трьох електродів зі сталі, з графіту та з кольорово го металу, при цьому співвідношення сумарної площі дискретних покриттів і площі зміцнюваної поверхні складає 60 - 90% 2 Спосіб нанесення покриттів контактних пар за п 1 , який відрізняється тим, що фізико-механічні характеристики зміцнюваної поверхні регулюють шляхом зміни відношення площі дискретних ділянок, створюваних кожним електродом, до площі зміцнюваної поверхні при їх рівномірному розподілі, при цьому суцільність дискретних покриттів складає, % електрод зі сталі 15-60 електрод з графіту 15-60 електрод з кольорового металу 15-60 3 Спосіб нанесення покриттів контактних пар за пп 1 або 2, який відрізняється тим, що глибина залягання дискретних ділянок у зміцнюваних матеріалах складає 2 - 4мм О Винахід відноситься до електрофізичних методів зміцнення поверхонь шляхом електричного розряду - електроіскрового легування, і може бути використаний для нанесення зміцнюючих покриттів контактних пар, наприклад, «рейка - колесо» Відомий спосіб зміцнення деталей механізмів, що передбачає формування їхніх покриттів методом електроіскрового легування (див патент України №12430А, м кл В23Н9/00, заявл 04 0194, публ 28 02 97, бюл №1 [1]) Таке вирішення дозволяє збільшити ДОВГОВІЧНІСТЬ роботи електродвигунів, однак воно не дозволяє конструювати задане зміцнюване покриття в залежності від умов експлуатації і, ВІДПОВІДНО, одержати оптимальне зміцнення для контактних пар ВІДОМІ методи зміцнення деталей механізмів, що передбачають конструювання зміцненої поверхні шляхом електроіскрового легування (див Дигам М С , Лопатин И П Идеологические основы эффективной технологии упрочнения и восстановления деталей механизмов и машин В Производство и ремонт механизмов и машин в условиях конверсии Український будинок економічних знань та науково-технічних знань товариства "Знання" України Тези доповідей конф 23 - 25 травня 1995, Крим К, 1995) [2]) Однак в даній роботі не вирішуються конкретні завдання практичної технологи, а показані загальні напрямки розвитку основ технологій зміцнення дискретними покриттями, які автори використовують для подальших практичних розробок Найбільш близьким до такого, що заявляється, є спосіб нанесення зміцнюючих покриттів, який може застосовуватися для зміцнення поверхонь контактних пар та передбачає формування струмопровідних дискретних покриттів електроіскровим легуванням (див Дигам М С, Шалай А Н , Попченко Ю А, Перспективы применения электроискрового легирования для повышения долговечности деталей ДВС, изготовленных из алюминиевых сплавов Ж-л «Двигателестроение», 1988, №10, с 19-22[3]) Однак такий спосіб передбачає використання тільки одного електрода, що обмежує діапазон можливостей конструювання поверхонь зміцнюваних деталей з потрібними фізико-механічними властивостями Завданням даного винаходу є створення спо СО о> (О Ю 56193 собу нанесення зміцнюючих покриттів контактних властивостей зміцнюваної поверхні шляхом зміни пар, у якому шляхом нанесення струмопровідних співвідношення дискретних ділянок з їх рівномірдискретних покриттів електродами, різними за фіним розподілом по зміцнюваній поверхні при позико-механічними характеристиками та за складом слідовному або одночасному використанні електлегуючих елементів, а саме електродом зі сталі, рода зі сталі, електрода з графіту та електрода з електродом з графіту та електродом з кольорового МІДІ при співвідношенні суцільностей дискретних металу, при певному співвідношенні сумарної покриттів електрод зі сталі - 15 - 60%, електрод з площі дискретних покриттів і площі зміцнюваної графіту - 15 - 60%, електрод з МІДІ - 15 - 60% на поверхні досягалося б розширення діапазону мозміцнюваній поверхні формуються дискретні діляжливостей конструювання забезпечувалася необнки з різними фізико-механічними властивостями хідна якість зміцнюваної поверхні за принципом "синергізму" - дія комплексу фізикомеханічних властивостей відрізняється від їх суми Поставлене завдання вирішується тим, що спосіб нанесення зміцнюючих покриттів контактних При здійсненні заявленого способу створювапар включає формування струмопровідних дисне покриття дискретної структури забезпечує опкретних покриттів електричним розрядом ВІДПОВІтимальні експлуатаційні характеристики зміцненоДНО до винаходу нанесення струмопровідних дисго шару за рахунок збільшення адгезіиної МІЦНОСТІ кретних покриттів здійснюють електродами з При цьому отримана зміцнена поверхня додатково матеріалів із різними фізико-механічними характепіддається ущільненню пластичним деформуванристиками та складом легуючих елементів, а саме ням в процесі експлуатації Підвищення адгезіиної сукупністю щонайменше трьох електродів зі сталі, і когезійної тривкості дискретних ділянок, що утвоз графіту та з кольорового металу, при цьому співрюють зміцнюючий шар, досягається вибором їхвідношення сумарної площі дискретних покриттів і ньої глибини, фізико-механічних характеристик та площі зміцнюваної поверхні складає 60 - 90% робочої площі, зайнятої ділянками, стосовно всієї робочої поверхні Фізико-механічні характеристики зміцнюваної поверхні регулюють шляхом зміни відношення Завдяки заявленому способу зміцнювана поплощі дискретних ділянок, створюваних кожним верхня стає твердою, гладенькою і міцною Викоелектродом, до площі зміцнюваної поверхні при їх ристання заявленого способу дозволяє також нарівномірному розподілі, при цьому суцільність дисносити дискретне покриття на рейку з наступним кретних покриттів складає, % вигинанням її на радіус необхідної величини електрод зі сталі 15-60 Запропонований спосіб при його використанні для контактної пари «рейка - колесо» дозволяє електрод з графіту 15-60 також при необхідності виключати фінішну операелектрод з кольорового металу 15-60 цію в зв'язку з тим, що зміцнена поверхня додатГлибина залягання дискретних ділянок у зміцково піддається ущільненню пластичним дефорнюваних матеріалах, тобто проникнення елемента муванням в процесі експлуатації анода в основу, складає 2 - 4мм Сукупність всіх ознак заявленого винаходу доВибір граничних меж КІЛЬКІСНИХ параметрів зузволяє в порівнянні з прототипом розширити діамовлений тим, що при сумарній суцільності сфорпазон можливостей конструювання поверхонь змімованих дискретних ділянок менше 60% з урахуцнюваних деталей і забезпечити можливість ванням межі поля допуску ±5% залишаються повторного періодичного зміцнення робочих повенезміцненими ділянки в оброблюваній зоні велирхонь пар «рейка - колесо», що дозволяє експлуаких розмірів, що призводить до підвищення коефітувати контактну пару скільки завгодно довго Крім цієнта тертя в контактній парі Зміцнення обробтого, запропонований спосіб розширює технологілюваного матеріалу при сумарній суцільності чні можливості зміцнення, дозволяє робити зміцсформованих дискретних ділянок понад 90% з нення поверхонь пар безпосередньо в процесі врахуванням межі поля допуску ±5% порушує експлуатації - при русі об'єктів зміцнення принцип дискретності, що призводить до порушення МІЦНОСТІ дискретних точкових ділянок ГраНові ознаки заявленого способу - нанесення ничні значення суцільності дискретних покриттів струмопровідних дискретних покриттів електродакожного з електродів, а саме електрода зі сталі ми з матеріалів, різних за фізико-механічними ха15 - 60%, електрода з графіту 15 - 60% і електрода рактеристиками та за складом легуючих елеменз кольорового металу 15 - 60%, визначені аналогітів, а саме електродом зі сталі, електродом з чно граничним значенням їхньої сумарної площі графіту та електродом з кольорового металу, допри суцільності сформованих дискретних ділянок зволяють на поверхні дискретних ділянок формуменше кожного нижнього граничного значення з вати різноманітні покриття з обраними фізикоурахуванням межі поля допуску ±5% залишаються механічними характеристиками електричним рознезміцненими ділянки в оброблюваній зоні велирядом регульованої потужності При цьому відбуких розмірів, що призводить до підвищення коефівається процес дифузійного проникнення легуюцієнта тертя в контактній парі, а зміцнення обробчих елементів всередину поверхні, проникнення люваного матеріалу при суцільності сформованих мікро та макрочасток всередину поверхні та термідискретних ділянок більше верхнього значення з чна обробка урахуванням межі поля допуску ±5% порушує Однією З ОСНОВНИХ характеристик ЗНОСОСТІЙКОпринцип дискретності Глибина залягання дискреСТІ зміцненої поверхні є суцільність дискретних тних ділянок у зміцнюваних матеріалах саме в покриттів - відношення сумарної площі дискретних межах 2 - 4мм є оптимальною при глибині менше покриттів до площі зміцнюваної поверхні, яка у 2мм не достатньо забезпечуються МІЦНІСНІ харакспособі, що заявляється, складає 60 - 90% теристики, а глибина більше 4мм є економічно За рахунок регулювання фізико-механічних 56193 недоцільною нанесення на зміцнювану поверхню дискретних Термін служби контактної пари, поверхня якої покриттів На зміцнюваній поверхні формують дисзміцнена ВІДПОВІДНО до заявленого способу, до кретні ділянки з різними фізико-механічними власпояви початкового зносу порівняно із серійними тивостями із суцільністю 75% з урахуванням межі контактними парами збільшується у 3 - 3,5 рази поля допуску ±5%, які наносять зі швидкістю 1 Заявлений-спосіб також досить простий тех2м/сек нологічно, дозволяє механізувати процес, регулюВ процесі обробки деталей при зближенні елевати та управляти фізико-механічними характериктрода (анода) і оброблюваної деталі (катода) настиками поверхні пруга електричного поля збільшується і, досягнуТаким чином, заявлений спосіб має новизну і вши певної величини, викликає пробій проміжку відповідає критерію "винахідницький рівень" між електродом і деталлю Виникає канал наскріз5 ної провідності ЩІЛЬНІСТЬ струму досягає 10 Практична реалізація способу ілюструється 6 2 10 А/см , а температура в каналі розряду досягає наступними прикладами його конкретного здійс8000 - 10000°С По каналу наскрізної провідності нення пучок електронів з поверхні деталі бомбардує поПриклад 1 верхню електрода, внаслідок чого метал електроВІДПОВІДНО ДО заявленого способу ЗМІЦНЮЮЧІ да локально розігрівається до 4000 - 5000°С, видискретні КОМПОЗИЦІЙНІ покриття наносять на зміцпаровується та у вигляді пари активно дифузійно нюваний виріб - робочу поверхню трамвайної рейвпроваджується у поверхню деталі Крім того, в ки, трамвайного колеса (катод) електродом (анорезультаті ударної хвилі туди ж переносяться мікдом), за допомогою якого формують струмороскопічні частки електрода В результаті чого провідні дискретні покриття методом електричного утворюється дискретна ділянка покриття, фізико розряду - електроіскрового легування Зміцнювані механічні властивості якого значно відрізняються об'єкти - трамвайна жолобчаста рейка, трамвайне від властивостей деталі В процесі електричного колесо працюють в умовах тертя ковзання і тертя розряду відбувається локальний розігрів поверхні катання при контактній взаємодії пари «рейка з інтенсивним відводом тепла у масу зміцнюваного колесо» матеріалу, в результаті якого відбувається утвоПеред нанесенням покриття робочі поверхні рення дискретних гартівних зон з високою твердісзміцнюваного об'єкта, призначені під обробку, готю HRC 60 - 62од тують під покриття - очищають від лаків, фарб, іржі, бруду для забезпечення стабільного електриДжерело живлення за час дії розряду підготочного контакту вляє запас енергії для наступного імпульсу, що Визначають також умови експлуатації об'єктів формує наступну дискретну ділянку покриття Від(деталей), що підлягають зміцненню, та види зностань між ділянками покриття регулюють швидкіссу робочих поверхонь тю відносного переміщення деталі та електрода Виходячи з умов експлуатації та видів зносу, Фізико-механічні характеристики зміцнюваної визначають електричні режими Добирають швидповерхні регулюють шляхом зміни відношення кість руху електродів і, отже, частоту імпульсу на площі дискретних ділянок, створюваних кожним з поверхні деталі, добирають також інтенсивність трьох електродів, до площі зміцнюваної поверхні охолодження зміцнюваної поверхні при їх рівномірному розподілі, при цьому суцільність дискретних покриттів складає ±5% у межах Нанесення струмопровідних дискретних пополя допуску криттів на робочу поверхню здійснюють різними електродами, тобто електродами, різними за фізиелектрод зі сталі 25 ко-механічними характеристиками та складом леелектрод з графіту 20 гуючих елементів, а саме - використовують електелектрод з МІДІ ЗО роди зі сталі, з графіту, з кольорового металу Глибина залягання дискретних ділянок у зміцМІДІ нюваних матеріалах складає 2,5мм Для нанесення покриттів на деталі плоскої або Одержують оброблені деталі, у яких співвідциліндричної форми застосовують генератор еленошення площі дискретних покриттів і площі зміцктричних імпульсів, що подає розряд різної потужнюваної поверхні характеризується сумарною суності на анод (електродну головку +) і катод (децільністю 75% з урахуванням межі поля допуску таль -) Основні технічні характеристики генера±5% тора електричних імпульсів живлення від мережі Параметри процесу зміцнення поверхонь деоднофазного струму напругою 220в ± 10% при талей контактної пари «рейка - колесо» наведені в частоті 50Гц, споживана потужність від 2 до 15КвА таблиці В залежності від форми і розмірів зміцнюваних При необхідності здійснюють фінішну обробку деталей електрод може поступально переміщати(фінішну технологічну операцію) зміцнюваної пося відносно зміцнюваної поверхні деталі (колеса), верхні, яка полягає у пластичному деформуванні яку закріплюють у верстаті або у пристосуванні поверхні деталі з дискретним покриттям з метою и для надання їй обертального або поступального подальшого зміцнення та зниження зносу Таку руху відносно електрода із заданою швидкістю обробку роблять за умови наявності припуску на поверхні деталі, її проводять деформуючими поРейку зміцнюють за допомогою каретки візка, верхню технологічними операціями - викатуванна якому кріпиться електродержак і електрод Еленям, вигладжуванням, шліфуванням, дорнованктрод встановлюють на робочу поверхню рейки ням Зміцнюваний виріб встановлюють так, щоб забезпечити доступ електрода до зміцнюваної повеЗаявлений спосіб дозволяє виключити вищерхні Потім за допомогою електрода здійснюють описану фінішну технологічну операцію і робити и 8 56193 пластичною деформацією зміцненої поверхні в процесі пересування коліс по рейках при експлуатації контактної пари «рейка - колесо» Деталі з поверхнею, зміцненою дискретними покриттями ВІДПОВІДНО до заявленого способу, піддавали контролю за ЗОВНІШНІМ ВИГЛЯДОМ, гео метричними розмірами Визначення МІЦНОСТІ зчеплення покриття з основою, твердості та глибини залягання покриття, а також необхідної суцільності покриття проводили на 2 - 3 зразках-свідках Глибину залягання покриття усередині поверхні визначають за допомогою зразків - СВІДКІВ (за виготовленими шліфами) на металографічному мікроскопі МІМ - 8 Суцільність покриття визначають на еталонах - зразках, використовуючи точковий метод структурного складу сплаву Контроль суцільності робочої поверхні проводять методом порівняння із зразками Таблиця Технологічні параметри процесу зміцнення поверхонь контактної пари «рейка - колесо» Найменування деталей Рейка Т 62 Колесо 2Ф ГОСТ 398 Матеріали електродів Ст65Р Графіт Мідь Ст65Р Графіт Мідь (на «гребені» колеса) Робочий струм, А 300 - 400 250 - 300 300 - 350 200 - 250 200 - 250 Частота імпульсів, Гц 100 100 100 100 100 Глибина впровадження, мм 3,2-4,0 2,5-3,0 2,5-3,2 2,5-3,0 2,0-2,5 Суцільність, % 25 + 5 25 + 5 25 + 5 30 + 5 35 + 5 150-200 100 1,5-2,0 20 + 5 Приклад 2 Здійснюють ЯК приклад 1, але суцільність дискретних ділянок накопичують при послідовному або одночасному використанні трьох електродів при наступному співвідношенні цих суцільностей +5% у межах поля допуску електрод зі сталі ЗО електрод з графіту 15 електрод з бронзи 15 Глибина залягання дискретних ділянок у зміцнюваних матеріалах, тобто глибина проникнення елементів анода в основу, складає 2,5мм Одержують оброблені деталі, у яких співвідношення площі дискретних покриттів і площі зміцнюваної (оброблюваної) поверхні характеризується сумарною суцільністю 60% з урахуванням межі поля допуску +5% Приклад З Здійснюють ЯК приклад 1, але суцільність дискретних ділянок накопичують при послідовному або одночасному використанні трьох електродів при наступному співвідношенні цих суцільностей +5% у межах поля допуску електрод зі сталі 60 електрод з графіту 15 електрод з МІДІ 15 Глибина залягання дискретних ділянок у зміцнюваних матеріалах, тобто глибина проникнення елементів анода в основу, складає 4мм Одержують оброблені деталі, у яких співвідношення площі дискретних покриттів і площі зміцнюваної (оброблюваної) поверхні характеризується сумарною суцільністю 90% + 5% Випробування заявленого способу показали, що при його використанні досягається розширення діапазону можливостей конструювання поверхонь зміцнюваних деталей і повторного періодичного зміцнення робочих поверхонь пар «рейка - колесо» Встановлено ефект зміцнення деталей в реальних умовах експлуатації протягом 12-ти МІСЯЦІВ знос зміцнених деталей у 3,5 рази менше незміцнених Термін служби контактної пари, поверхня якої зміцнена ВІДПОВІДНО ДО заявленого способу, у порівнянні із серійними контактними парами збільшується у 3 - 3,5 рази Крім того, запропонований спосіб дозволяє робити зміцнення поверхонь пар безпосередньо в процесі експлуатації - при русі об'єктів, які зміцнюються До переваг заявленого способу відносяться також простота технології і обладнання, можливість механізації процесу, низький рівень напруг у дискретних ділянках, можливість регулювання та управління фізико-механічними характеристиками поверхні, невисока енергоємність зміцнення Для вітчизняної практики конструювання зміцнюваних поверхонь заявлена технологія є одним із напрямків для широкої практичної реалізації в промислових умовах Джерела інформації 1 Патент України №12430 А, м кл В 23 Н 9/00, заявл 04 01 94, публ 28 02 97, бюл №1 2 Дигам М С , Лопатин И П Идеологические основы эффективной технологии упрочнения и восстановления деталей механизмов и машин В Производство и ремонт механизмов и машин в условиях конверсии Український Будинок економічних знань та науково-технічних знань товариства "Знання" України Тези доповідей конф 23 - 25 травня 1995, Крим К , 1995 3 Дигам М С , Шалай А Н , Попченко Ю А , Перспективы применения электроискрового легирования для повышения долговечности деталей ДВС, изготовленных из алюминиевых сплавов Ж-л «Двигателестроение», 1988, №10, с 19 - 22 - прототип 56193 Підписано до друку 05 06 2003 р 10 Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for application of strengthening coatings of contact pairs
Назва патенту російськоюСпособ нанесения упрочняющих покрытий контактных пар
МПК / Мітки
МПК: C23C 4/00, B23H 7/00, B23H 9/00
Мітки: пар, нанесення, спосіб, покриттів, контактних, зміцнюючих
Код посилання
<a href="https://ua.patents.su/5-56193-sposib-nanesennya-zmicnyuyuchikh-pokrittiv-kontaktnikh-par.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення зміцнюючих покриттів контактних пар</a>
Спосіб нанесення дискретних зносостійких покриттів
Номер патенту: 33410
Опубліковано: 15.02.2001
Автори: Єрмолаєв Володимир Васильович, Ляшенко Борис Артемович
МПК: C23C 4/02
Мітки: зносостійких, покриттів, спосіб, дискретних, нанесення
Текст:
...окремого фрагменту покриття під час роботи деталі навіть па відкритому повітрі виникають ;они контактної коровії через різницю величин електродних потенціалів матеріалів покриття і основи й наявності агресивного еередоішша. Тому мають місце випадки, коли при контактних навантаженнях в умовах фретінг-корозії до вичерпання прогнозованого строку експлуатації - ресурсу, покриття руйнується. R основу передбачуваного винаходу покладене завдання...
Пристосування для використання в установці для нанесення на деталі покриттів, пристрій модульного типу, установка для нанесення покриттів на деталі і спосіб нанесення покриттів
Номер патенту: 49876
Опубліковано: 15.10.2002
Автори: Менчетті Джон Уілліам, Бьорнс Стівен Майкл
МПК: C23C 14/00, B05C 13/00, C23C 16/00
Мітки: пристосування, спосіб, установці, нанесення, модульного, деталі, установка, використання, типу, покриттів, пристрій
Формула / Реферат:
1. Пристосування для використання в установці для нанесення на деталі покриттів, що містить центральний елемент та пристрої для кріплення великої кількості деталей, на які необхідно нанести покриття, виконані таким чином, що поверхні деталей, на які наноситься покриття, виявляються розташованими на деякій відстані від зовнішньої поверхні центрального елемента, при цьому для нанесення на деталі покриття пристосування виконано з можливістю...
Спосіб нанесення антифрикційних покриттів
Номер патенту: 35859
Опубліковано: 16.04.2001
Автори: Щербина Андрій Михайлович, Наливайко Володимир Миколайович, Шепеленко Ігор Віталійович, Черновол Михайло Іванович, Черкун Віталій Володимирович, Солових Євген Костянтинович
МПК: C23C 20/00
Мітки: антифрикційних, спосіб, покриттів, нанесення
Формула / Реферат:
Спосіб нанесення антифрикційних покриттів, який полягає в їх нанесенні на циліндричні поверхні тертя, який відрізняється тим, що застосовують зворотнопоступальне переміщення інструмента паралельно осі деталі, що оброблюється.
Спосіб формування зносостійких покриттів
Номер патенту: 47955
Опубліковано: 15.07.2002
Автори: Волкогон Володимир Михайлович, Возненко Вікторія Віталіївна, Ляшенко Борис Артемович, Антонюк Віктор Степанович
МПК: B23H 9/00
Мітки: спосіб, зносостійких, покриттів, формування
Формула / Реферат:
Спосіб формування зносостійких покриттів, що включає нанесення легуючих елементів, розташованих острівцями на поверхні, шляхом вибору оптимальної щільності, який відрізняється тим, що щільність нанесення покриття складає від 30% до 80% із співвідношення мікротвердості легуючого елемента і основного матеріалу, а крок між острівцями визначають із співвідношення діаметра острівця до глибини проникнення легуючого елемента в матеріал в межах від 2...
Спосіб нанесення покриттів з порошків на внутрішню поверхню виробів
Номер патенту: 47956
Опубліковано: 15.07.2002
Автор: Мікульонок Ігор Олегович
МПК: B22F 7/04
Мітки: спосіб, поверхню, нанесення, внутрішню, порошків, покриттів, виробів
Формула / Реферат:
Спосіб нанесення покриттів з порошків на внутрішню поверхню виробів, що включає заповнення порошком завантажувального жолоба на довжині, яка відповідає довжині поверхні, що покривається, введення жолоба в порожнину виробу, поворот жолоба навколо поздовжньої осі, а також обертання виробу з одночасним розплавленням порошку, який відрізняється тим, що перед заповненням порошком завантажувальний жолоб розділяють перегородками на окремі секції, а...
Попередній патент: 1-гідрокси-2-піридони як засіб для лікування інфекцій шкіри, викликаних резистентними до антибіотиків бактеріями
Наступний патент: Спосіб світлостабілізації текстильних виробів, що містять поліамідні волокна
Випадковий патент: Ядерний реактор, активна зона ядерного реактора, спосіб управління активною зоною ядерного реактора, осередок "ядро-оболонка" паливних елементів ядерного реактора