Процес виготовлення зміцнених пруткових виробів з поліаміду-6
Номер патенту: 56337
Опубліковано: 10.01.2011
Автори: Возняк Юрій Васильович, Возняк Андрій Васильович, Білошенко Віктор Олександрович
Формула / Реферат
1. Процес виготовлення зміцнених пруткових виробів з поліаміду-6, заснований на деформації заготовки простим зсувом із збереженням її вихідної форми і розмірів шляхом продавлювання за один прохід через систему, що складається з 4-х або більшого, переважно парного, числа каналів, які знаходяться в одній площині, перерізаються і мають однакові поперечні перерізи при температурі заготовки, рівній 0,85-0,9 температури плавлення полімеру, швидкості екструзії 0,6-1,0 мм/с, інтенсивності деформації 0,73-0,83, який відрізняється тим, що деформація простим зсувом здійснюється після екструзії через конічну фільєру з величиною накопиченої деформації, рівною 1,1-1,4.
2. Процес виготовлення зміцнених пруткових виробів за п. 1, який відрізняється тим, що величина накопиченої деформації при простому зсуві складає 1,3-2,1.
Текст
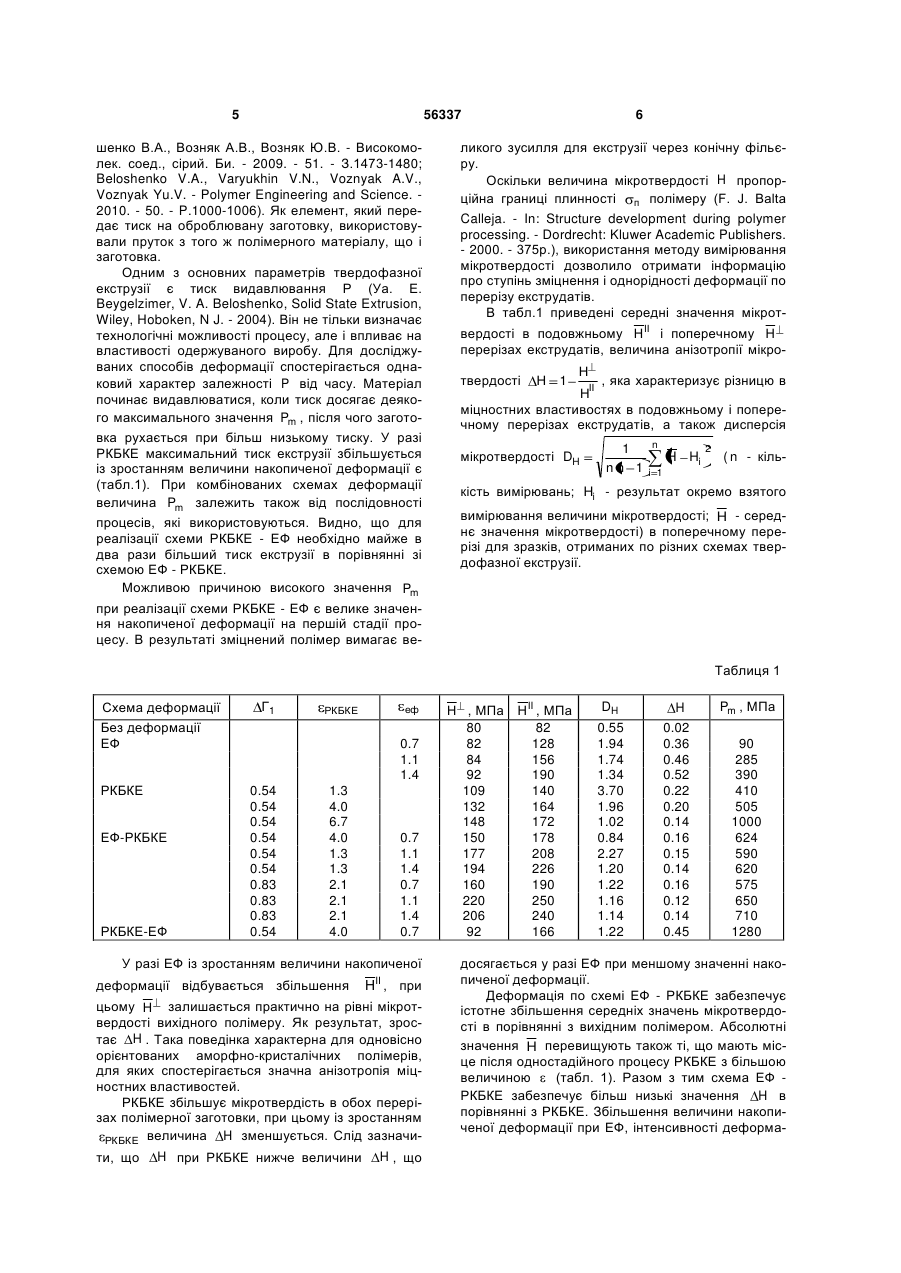
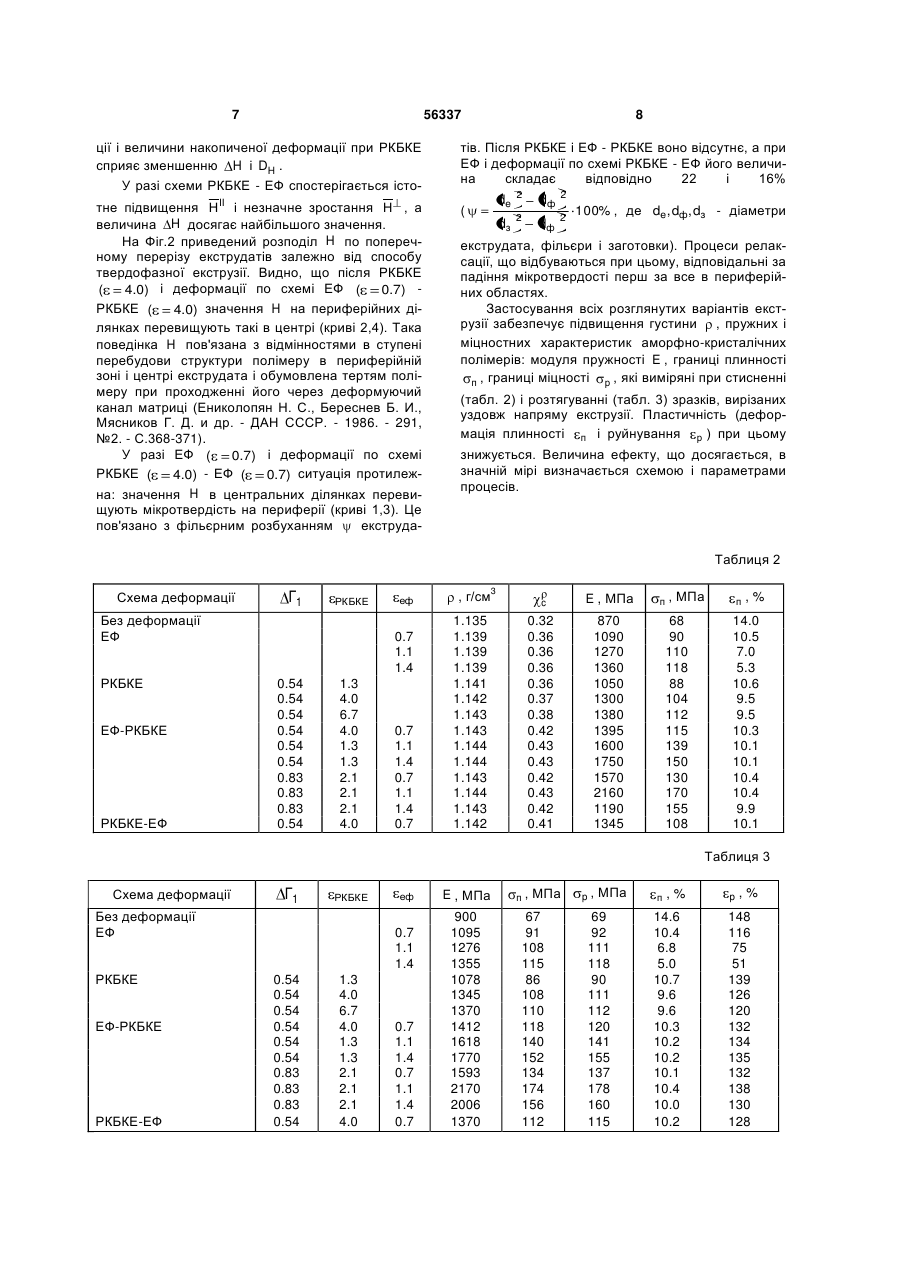
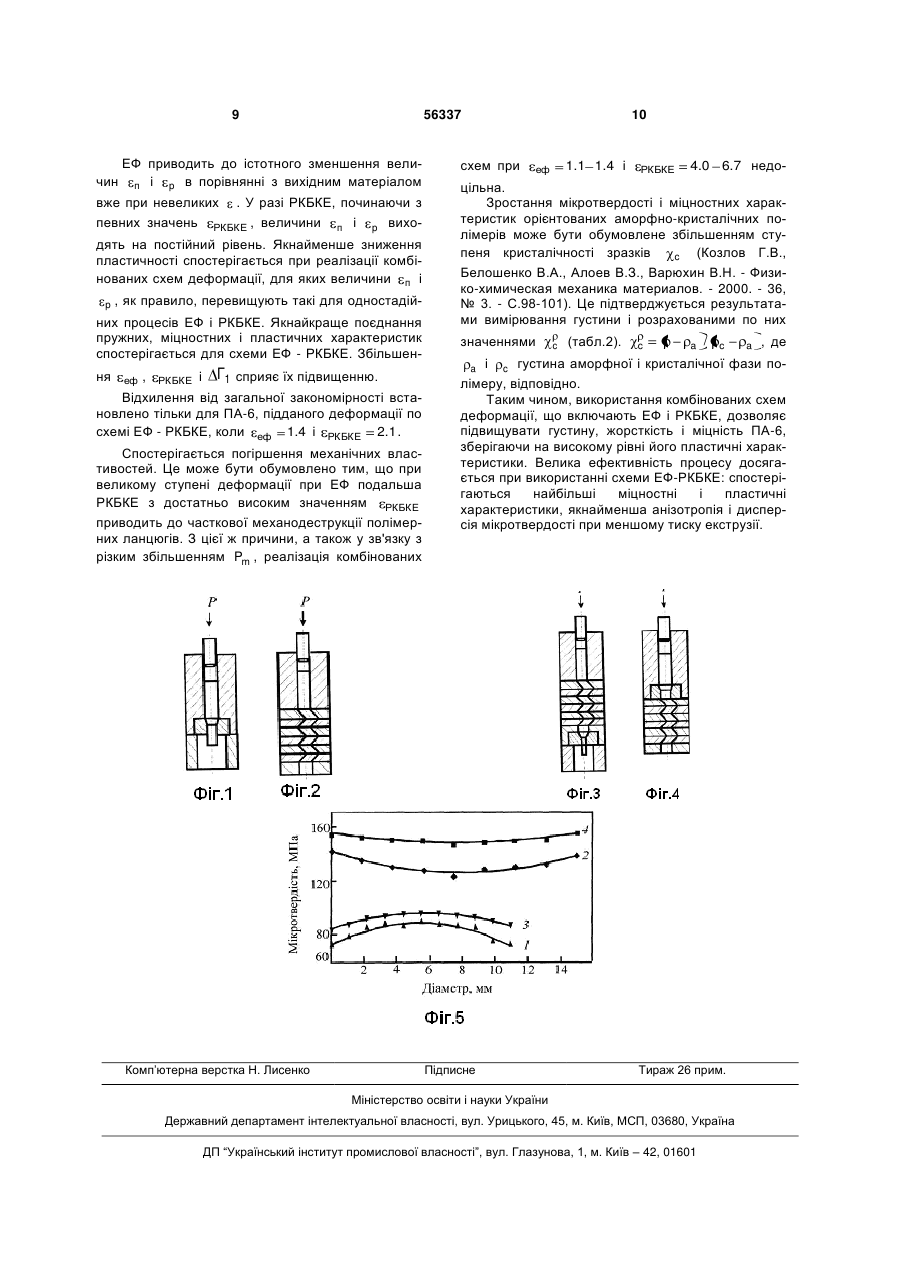
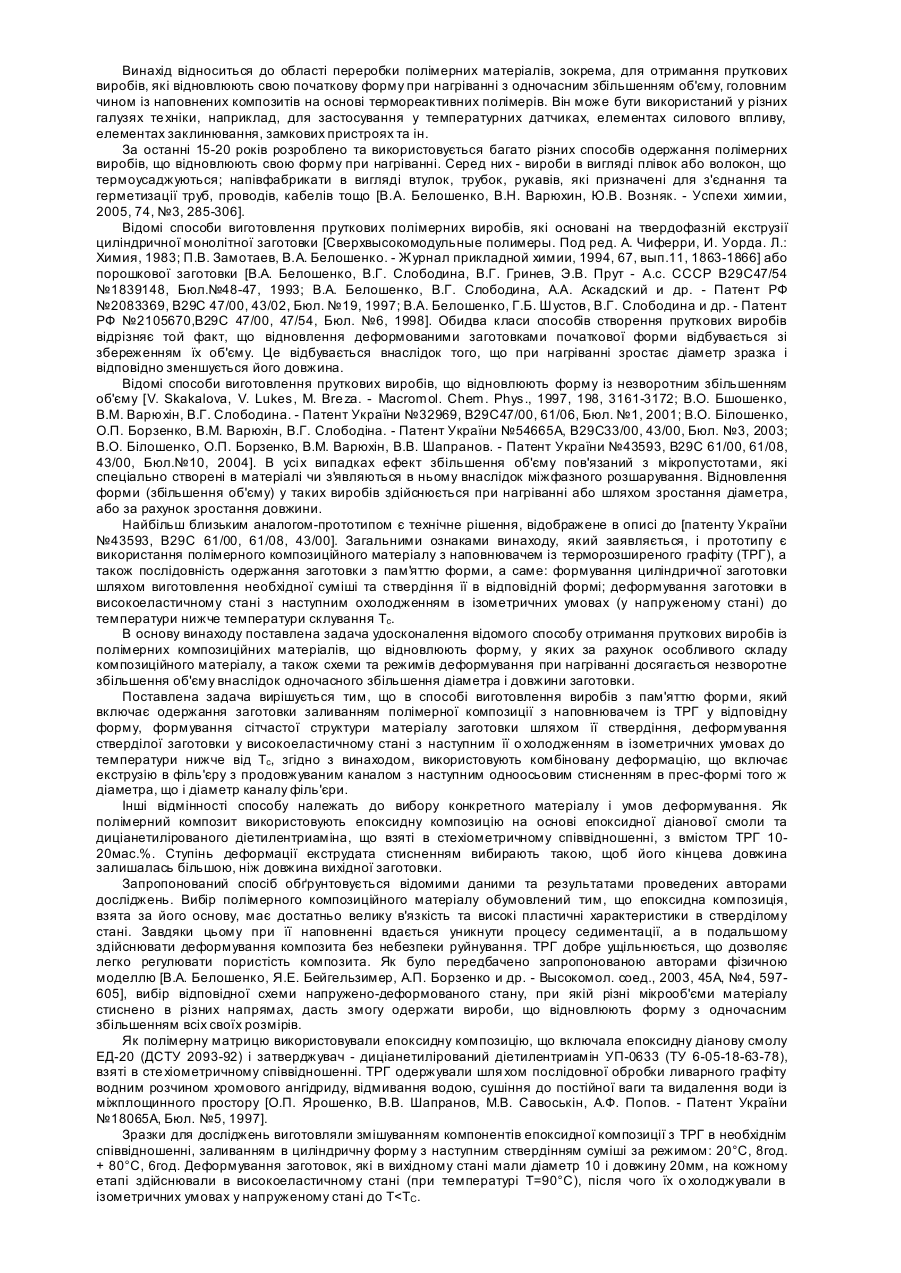
1. Процес виготовлення зміцнених пруткових виробів з поліаміду-6, заснований на деформації заготовки простим зсувом із збереженням її вихідної форми і розмірів шляхом продавлювання за один прохід через систему, що складається з 4-х 3 В., Zairi F., Nait-Abdelazizi M., Gloaguen J. M., Lefebvre J. M. - Mater. Sci. Eng. - 2010. - P. 71-78 показана перспективність застосування одного з них - рівноканальної кутової екструзії (РККЕ) для модифікації структури аморфно-кристалічних полімерів. РККЕ здійснюється шляхом продавлювання полімерної заготовки через два суміжні канали, які перерізаються та знаходяться в одній площині, мають однаковий поперечний переріз, відповідний перерізу заготовки. На відміну від традиційних способів реалізації твердофазної екструзії, РККЕ не приводить до зміни геометрії і розмірів полімерної заготовки, проте може покращувати її фізикомеханічні характеристики. З метою структурної модифікації аморфнокристалічних полімерів отримав розповсюдження також модифікований варіант РККЕ рівноканальна багатокутова екструзія (РКБКЕ) (Белошенко В.А., Возняк А.В., Возняк Ю.В. - Высокомолек. соед., сер.Б. - 2009. - 51. – С.1473-1480; Beloshenko V.A., Varyukhin V.N., Voznyak A.V., Voznyak Yu. V. Polymer Engineering and Science. - 2010. - 50. P.1000-1006). У разі РКБКЕ заготовка продавлюється через пристрій, що складається з декількох пар каналів одного діаметра, які перерізаються під заданими кутами. Таким чином, при РКБКЕ в каналі реалізується декілька зон зсувної деформації, що дозволяє вирішувати проблему накопичення великих пластичних деформацій за один цикл процесу і, як результат, забезпечувати більш високий рівень фізико-механічних властивостей полімерів. Найближчим аналогом-прототипом є технічне рішення, відображене в описі до патенту України на корисну модель №38465 В29С43/02, В29С47/00. Загальною ознакою корисної моделі і прототипу, що заявляється, є використання процесу РКБКЕ, який полягає в тому, що вихідну полімерну заготовку продавлюють за один прохід через забезпечену нагрівачем систему з чотирьох або більше каналів, які перерізаються та знаходяться в одній площині і мають однаковий поперечний переріз, відповідний перерізу заготовки, при температурі заготовки, рівній 0.85-0.9 температури плавлення полімеру, швидкості екструзії 0.61.0мм/с, інтенсивності деформації 0.73-0.83. Застосування РКБКЕ для обробки поліаміду-6 (ПА-6), як випливає з опису до патенту № 38465, підвищує мікротвердість, модуль пружності, границю плинності полімеру, одночасно зменшуючи його пластичність. В основу винаходу поставлена задача удосконалення відомого способу твердофазної структурної модифікації ПА-6 за рахунок використання комбінованої схеми деформації, що містить РКБКЕ і екструзію через конічну фільєру (ЕФ), а також встановлення раціональних режимів вказаних процесів з метою підвищення пружних і міцностних властивостей при збереженні на високому рівні його пластичності. Поставлена задача розв'язується тим, що в пропонованому способі вихідну полімерну заготовку продавлюють за один прохід через забезпечену нагрівачем систему, яка складається з двох послідовно розташованих матриць, перша з яких має 56337 4 вхідну конічну фільєру і калібруючий поясок, під нею розміщується друга матриця з чотирма суміжними каналами, що перерізаються та знаходяться в одній площині, мають однаковий поперечний переріз, вісь вхідного каналу соосна з віссю конічної матриці, а форма і площа його поперечного перерізу співпадають з формою і площею поперечного перерізу калібрувального пояска конічної матриці, при температурі екструзії, рівній 0.89 0.9 Tпл ( Тпл - температура плавлення), швидкості екструзії Ve 0.6 1.0 мм/с, величинах накопиченої деформації при ЕФ при еф 1.1 1.4 , 1.3 2.1 і інтенсивності деформації РКБКЕ Г1 0.73 0.83 . Пропонований спосіб обґрунтовується відомими фактами і результатами виконаних авторами досліджень. А саме: - Використання комбінованих методів твердофазної екструзії (Kanamoto Т., Ohama Т., Tanaka К. et al. - Polymer. - 1987. - 28. - P.1517-1520; Endo R., Jounai K., Uehara H. et al. - J. Polym. Sci. - 1998. 36B, N 14. - P.2551-2562; Endo R., Kanamoto Т., Porter R.S - Ibid. - 1998. - 36B, N 8. - P.1419-1422) сприяє формуванню у полімерів підвищеного рівня деформаційно-міцностних характеристик, недосяжного при одностадійному процесі. - Ефективне накопичення пластичної деформації реалізується при деформації без проміжного охолоджування екструдатів (Ward І. М., Taraiya A. K., Coates P. D. Solid state extrusion and die drawing/Eds. I. M. Ward, P. D. Coates, M. M. Dumoulin // Solid phase processing polymers. Munich: Hanser Publishers, 2000. - P.328-367; Beloshenko V.A., Varyukhin V.N., Voznyak A.V., Voznyak Yu.V. - Polymer Engineering and Science. 2010. - 50. - P.1000-1006). Дослідження проводили на поліаміді-6 (ERTANOL® 6SA, QUADRANT). У разі схем РКБКЕ, РКБКЕ - ЕФ вихідні заготовки мали діаметр 15мм, довжину 50мм Для процесу ЕФ РКБКЕ розміри вихідних заготовок підбиралися так, щоб після ЕФ їх діаметр складав 15мм. Твердофазну екструзію здійснювали з використанням різних схем процесу: ЕФ (Фіг.1), РКБКЕ (Фіг.2), РКБКЕ-ЕФ (Фіг.3) і ЕФ-РКБКЕ (Фіг.4). РКБКЕ виконували при інтенсивності деформації Г1 0.54 0.83 і величині накопиченої деформації РКБКЕ 1.3 6.7 n ctg i , де i - поло3 винний кут перерізу каналів, n - число кутів перерізу каналів) (Белошенко В.А., Возняк А.В., Возняк Ю.В. - Высокомолек. соед., сер.Б. - 2009. - 51. С.1473-1480). ЕФ - з величиною накопиченої де ( Гi 2ctg i , РКБКЕ 2 i 1 формації D2 0.7 1.4 , де D і d відповіd2 дно діаметр каналу контейнера і калібрувального отвору фільєри. Швидкість екструзії складала еф ln 0.6 10 3 м/с, температура екструзії - 423 К, що відповідало оптимальним умовам процесу (Бело 5 56337 шенко В.А., Возняк А.В., Возняк Ю.В. - Високомолек. соед., сірий. Би. - 2009. - 51. - З.1473-1480; Beloshenko V.A., Varyukhin V.N., Voznyak A.V., Voznyak Yu.V. - Polymer Engineering and Science. 2010. - 50. - P.1000-1006). Як елемент, який передає тиск на оброблювану заготовку, використовували пруток з того ж полімерного матеріалу, що і заготовка. Одним з основних параметрів твердофазної екструзії є тиск видавлювання Р (Уа. Е. Beygelzimer, V. A. Beloshenko, Solid State Extrusion, Wiley, Hoboken, N J. - 2004). Він не тільки визначає технологічні можливості процесу, але і впливає на властивості одержуваного виробу. Для досліджуваних способів деформації спостерігається однаковий характер залежності P від часу. Матеріал починає видавлюватися, коли тиск досягає деякого максимального значення Pm , після чого заготовка рухається при більш низькому тиску. У разі РКБКЕ максимальний тиск екструзії збільшується із зростанням величини накопиченої деформації є (табл.1). При комбінованих схемах деформації величина Pm залежить також від послідовності процесів, які використовуються. Видно, що для реалізації схеми РКБКЕ - ЕФ необхідно майже в два рази більший тиск екструзії в порівнянні зі схемою ЕФ - РКБКЕ. Можливою причиною високого значення Pm при реалізації схеми РКБКЕ - ЕФ є велике значення накопиченої деформації на першій стадії процесу. В результаті зміцнений полімер вимагає ве 6 ликого зусилля для екструзії через конічну фільєру. Оскільки величина мікротвердості H пропорційна границі плинності п полімеру (F. J. Balta Calleja. - In: Structure development during polymer processing. - Dordrecht: Kluwer Academic Publishers. - 2000. - 375p.), використання методу вимірювання мікротвердості дозволило отримати інформацію про ступінь зміцнення і однорідності деформації по перерізу екструдатів. В табл.1 приведені середні значення мікротвердості в подовжньому НІІ і поперечному Н перерізах екструдатів, величина анізотропії мікротвердості Н 1 Н , яка характеризує різницю в НІІ міцностних властивостях в подовжньому і поперечному перерізах екструдатів, а також дисперсія мікротвердості DH 1 nn 1 n H Hi 2 ( n - кіль i 1 кість вимірювань; Hi - результат окремо взятого вимірювання величини мікротвердості; H - середнє значення мікротвердості) в поперечному перерізі для зразків, отриманих по різних схемах твердофазної екструзії. Таблиця 1 Схема деформації Г1 РКБКЕ Без деформації ЕФ РКБКЕ ЕФ-РКБКЕ РКБКЕ-ЕФ еф 0.7 1.1 1.4 0.54 0.54 0.54 0.54 0.54 0.54 0.83 0.83 0.83 0.54 1.3 4.0 6.7 4.0 1.3 1.3 2.1 2.1 2.1 4.0 0.7 1.1 1.4 0.7 1.1 1.4 0.7 У разі ЕФ із зростанням величини накопиченої деформації відбувається збільшення НII , при цьому Н залишається практично на рівні мікротвердості вихідного полімеру. Як результат, зростає H . Така поведінка характерна для одновісно орієнтованих аморфно-кристалічних полімерів, для яких спостерігається значна анізотропія міцностних властивостей. РКБКЕ збільшує мікротвердість в обох перерізах полімерної заготовки, при цьому із зростанням H зменшується. Слід зазначиРКБКЕ величина ти, що H при РКБКЕ нижче величини H , що Н , МПа НII , МПа 80 82 82 128 84 156 92 190 109 140 132 164 148 172 150 178 177 208 194 226 160 190 220 250 206 240 92 166 DH H Pm , МПа 0.55 1.94 1.74 1.34 3.70 1.96 1.02 0.84 2.27 1.20 1.22 1.16 1.14 1.22 0.02 0.36 0.46 0.52 0.22 0.20 0.14 0.16 0.15 0.14 0.16 0.12 0.14 0.45 90 285 390 410 505 1000 624 590 620 575 650 710 1280 досягається у разі ЕФ при меншому значенні накопиченої деформації. Деформація по схемі ЕФ - РКБКЕ забезпечує істотне збільшення середніх значень мікротвердості в порівнянні з вихідним полімером. Абсолютні значення H перевищують також ті, що мають місце після одностадійного процесу РКБКЕ з більшою величиною (табл. 1). Разом з тим схема ЕФ РКБКЕ забезпечує більш низькі значення H в порівнянні з РКБКЕ. Збільшення величини накопиченої деформації при ЕФ, інтенсивності деформа 7 56337 ції і величини накопиченої деформації при РКБКЕ сприяє зменшенню H і DH . У разі схеми РКБКЕ - ЕФ спостерігається істотне підвищення НII і незначне зростання Н , а величина H досягає найбільшого значення. На Фіг.2 приведений розподіл H по поперечному перерізу екструдатів залежно від способу твердофазної екструзії. Видно, що після РКБКЕ ( 4.0) і деформації по схемі ЕФ ( 0.7) РКБКЕ ( 4.0) значення H на периферійних ділянках перевищують такі в центрі (криві 2,4). Така поведінка H пов'язана з відмінностями в ступені перебудови структури полімеру в периферійній зоні і центрі екструдата і обумовлена тертям полімеру при проходженні його через деформуючий канал матриці (Ениколопян Н. С., Береснев Б. И., Мясников Г. Д. и др. - ДАН СССР. - 1986. - 291, №2. - С.368-371). У разі ЕФ ( 0.7) і деформації по схемі РКБКЕ ( 4.0) - ЕФ ( 0.7) ситуація протилежна: значення H в центральних ділянках перевищують мікротвердість на периферії (криві 1,3). Це пов'язано з фільєрним розбуханням екструда 8 тів. Після РКБКЕ і ЕФ - РКБКЕ воно відсутнє, а при ЕФ і деформації по схемі РКБКЕ - ЕФ його величина складає відповідно 22 і 16% de 2 dф 2 dз ( 2 dф 2 100% , де de, dф, dз - діаметри екструдата, фільєри і заготовки). Процеси релаксації, що відбуваються при цьому, відповідальні за падіння мікротвердості перш за все в периферійних областях. Застосування всіх розглянутих варіантів екструзії забезпечує підвищення густини , пружних і міцностних характеристик аморфно-кристалічних полімерів: модуля пружності Е , границі плинності п , границі міцності р , які виміряні при стисненні (табл. 2) і розтягуванні (табл. 3) зразків, вирізаних уздовж напряму екструзії. Пластичність (деформація плинності п і руйнування р ) при цьому знижується. Величина ефекту, що досягається, в значній мірі визначається схемою і параметрами процесів. Таблиця 2 Схема деформації Г1 РКБКЕ Без деформації ЕФ РКБКЕ ЕФ-РКБКЕ РКБКЕ-ЕФ еф 0.7 1.1 1.4 0.54 0.54 0.54 0.54 0.54 0.54 0.83 0.83 0.83 0.54 1.3 4.0 6.7 4.0 1.3 1.3 2.1 2.1 2.1 4.0 0.7 1.1 1.4 0.7 1.1 1.4 0.7 , г/см3 1.135 1.139 1.139 1.139 1.141 1.142 1.143 1.143 1.144 1.144 1.143 1.144 1.143 1.142 c Е , МПа 0.32 0.36 0.36 0.36 0.36 0.37 0.38 0.42 0.43 0.43 0.42 0.43 0.42 0.41 п, 870 1090 1270 1360 1050 1300 1380 1395 1600 1750 1570 2160 1190 1345 МПа 68 90 110 118 88 104 112 115 139 150 130 170 155 108 п ,% 14.0 10.5 7.0 5.3 10.6 9.5 9.5 10.3 10.1 10.1 10.4 10.4 9.9 10.1 Таблиця 3 Схема деформації Г1 РКБКЕ Без деформації ЕФ РКБКЕ ЕФ-РКБКЕ РКБКЕ-ЕФ еф 0.7 1.1 1.4 0.54 0.54 0.54 0.54 0.54 0.54 0.83 0.83 0.83 0.54 1.3 4.0 6.7 4.0 1.3 1.3 2.1 2.1 2.1 4.0 0.7 1.1 1.4 0.7 1.1 1.4 0.7 Е , МПа 900 1095 1276 1355 1078 1345 1370 1412 1618 1770 1593 2170 2006 1370 п, МПа 67 91 108 115 86 108 110 118 140 152 134 174 156 112 p, МПа 69 92 111 118 90 111 112 120 141 155 137 178 160 115 п ,% 14.6 10.4 6.8 5.0 10.7 9.6 9.6 10.3 10.2 10.2 10.1 10.4 10.0 10.2 p ,% 148 116 75 51 139 126 120 132 134 135 132 138 130 128 9 чин 56337 ЕФ приводить до істотного зменшення велип і p в порівнянні з вихідним матеріалом вже при невеликих . У разі РКБКЕ, починаючи з певних значень РКБКЕ , величини п і p виходять на постійний рівень. Якнайменше зниження пластичності спостерігається при реалізації комбінованих схем деформації, для яких величини п і p , як правило, перевищують такі для одностадій них процесів ЕФ і РКБКЕ. Якнайкраще поєднання пружних, міцностних і пластичних характеристик спостерігається для схеми ЕФ - РКБКЕ. Збільшення еф , РКБКЕ і Г1 сприяє їх підвищенню. Відхилення від загальної закономірності встановлено тільки для ПА-6, підданого деформації по схемі ЕФ - РКБКЕ, коли еф 1.4 і РКБКЕ 2.1 . Спостерігається погіршення механічних властивостей. Це може бути обумовлено тим, що при великому ступені деформації при ЕФ подальша РКБКЕ з достатньо високим значенням РКБКЕ приводить до часткової механодеструкції полімерних ланцюгів. З цієї ж причини, а також у зв'язку з різким збільшенням Pm , реалізація комбінованих Комп’ютерна верстка Н. Лиcенко схем при 10 1.1 1.4 і еф РКБКЕ 4.0 6.7 недо цільна. Зростання мікротвердості і міцностних характеристик орієнтованих аморфно-кристалічних полімерів може бути обумовлене збільшенням ступеня кристалічності зразків (Козлов Г.В., c Белошенко В.А., Алоев В.З., Варюхин В.Н. - Физико-химическая механика материалов. - 2000. - 36, № 3. - С.98-101). Це підтверджується результатами вимірювання густини і розрахованими по них значеннями c (табл.2). c a / c a , де a і c густина аморфної і кристалічної фази полімеру, відповідно. Таким чином, використання комбінованих схем деформації, що включають ЕФ і РКБКЕ, дозволяє підвищувати густину, жорсткість і міцність ПА-6, зберігаючи на високому рівні його пластичні характеристики. Велика ефективність процесу досягається при використанні схеми ЕФ-РКБКЕ: спостерігаються найбільші міцностні і пластичні характеристики, якнайменша анізотропія і дисперсія мікротвердості при меншому тиску екструзії. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing reinforced rod products of polyamide-6
Автори англійськоюBiloshenko Viktor Oleksandrovych, Vozniak Andrii Vasyliovych, Vozniak Yurii Vasyliovych
Назва патенту російськоюПроцесс изготовления упрочненных прутковых изделий из полиамида-6
Автори російськоюБилошенко Виктор Александрович, Возняк Андрей Васильевич, Возняк Юрий Васильевич
МПК / Мітки
МПК: B29C 47/12, B29C 43/02
Мітки: поліаміду-6, зміцнених, виробів, пруткових, виготовлення, процес
Код посилання
<a href="https://ua.patents.su/5-56337-proces-vigotovlennya-zmicnenikh-prutkovikh-virobiv-z-poliamidu-6.html" target="_blank" rel="follow" title="База патентів України">Процес виготовлення зміцнених пруткових виробів з поліаміду-6</a>
Процес виготовлення зміцнених пруткових виробів з аморфно-кристалічних полімерів
Номер патенту: 38465
Опубліковано: 12.01.2009
Автори: Возняк Андрій Васильович, Возняк Юрій Васильович, Білошенко Віктор Олександрович
МПК: B29C 47/00, B29C 43/02
Мітки: зміцнених, полімерів, виробів, пруткових, виготовлення, процес, аморфно-кристалічних
Формула / Реферат:
1. Процес виготовлення зміцнених пруткових виробів з аморфно-кристалічних полімерів, що оснований на деформації заготовки простим зсувом із збереженням її вихідної форми і розмірів шляхом продавлювання за один прохід через систему, що складається з 4-х або більшого, переважно парного, числа каналів, які знаходяться в одній площині, перетинаються і мають однакові поперечні перерізи, який відрізняється тим, що деформація здійснюється методом...
Процес виготовлення зміцнених пруткових виробів з полімерів, що кристалізуються
Номер патенту: 8795
Опубліковано: 15.08.2005
Автори: Возняк Юрій Васильович, Білошенко Віктор Олександрович
МПК: B29C 43/02, B29C 47/00, B29C 47/36
Мітки: виробів, кристалізуються, полімерів, зміцнених, виготовлення, процес, пруткових
Формула / Реферат:
Процес виготовлення зміцнених пруткових виробів з полімерів, що кристалізуються, заснований на деформації заготовки простим зсувом із збереженням її первинної форми і розмірів шляхом продавлювання через суміжні канали, які знаходяться в одній площині, перетинаються і мають однакові поперечні перерізи, який відрізняється тим, що початкову заготовку продавлюють за один прохід через систему, що складається з чотирьох або більшого, переважно...
Процес виготовлення циліндричних пруткових виробів з пам`яттю форми із полімерних композиційних матеріалів
Номер патенту: 79188
Опубліковано: 25.05.2007
Автори: Борзенко Олександр Петрович, Возняк Юрій Васильович, Білошенко Віктор Олександрович, Варюхін Віктор Миколайович
МПК: B29C 43/00, B29C 33/40
Мітки: матеріалів, пам'яттю, пруткових, виробів, виготовлення, композиційних, форми, полімерних, процес, циліндричних
Формула / Реферат:
1. Процес виготовлення циліндричних пруткових виробів з пам'яттю форми із полімерних композиційних матеріалів, головним чином на основі термореактивних полімерів, який включає одержання заготовки заливанням полімерної композиції з наповнювачем із терморозширеного графіту у відповідну форму, формування сітчастої структури матеріалу заготовки шляхом її ствердіння, деформування стверділої заготовки у високоеластичному стані з наступним її...
Спосіб виготовлення пруткових виробів з аморфно-кристалічних полімерів з градієнтом властивостей за перетином
Номер патенту: 47520
Опубліковано: 10.02.2010
Автори: Возняк Андрій Васильович, Возняк Юрій Васильович, Бейгельзимер Яків Юхимович, Білошенко Віктор Олександрович, Синков Олександр Сергійович
МПК: B29C 43/02, B29C 47/00
Мітки: перетином, властивостей, полімерів, аморфно-кристалічних, пруткових, спосіб, градієнтом, виробів, виготовлення
Формула / Реферат:
1. Спосіб виготовлення пруткових виробів з аморфно-кристалічних полімерів з градієнтом властивостей за перетином, оснований на деформації заготовки простим зсувом із збереженням її вихідної форми і розмірів шляхом продавлювання через деформуючий блок, вхідний і вихідний канали якого виконані співвісними по вертикалі, при температурі заготовки, рівній 0,85-0,95 температури плавлення полімеру, який відрізняється тим, що деформація здійснюється...
Спосіб виготовлення відновлюючих форму пруткових виробів із полімерних матеріалів
Номер патенту: 54665
Опубліковано: 17.03.2003
Автори: Білошенко Віктор Олександрович, Слободіна Віра Глібовна, Борзенко Олександр Петрович, Варюхін Віктор Миколайович
МПК: B29C 33/00, B29C 43/00
Мітки: відновлюючих, виробів, форму, виготовлення, пруткових, полімерних, спосіб, матеріалів
Формула / Реферат:
1.Спосіб виготовлення відновлюючих форму пруткових виробів із полімерних матеріалів, головним чином на основі термопластичних аморфно-кристалічних полімерів, шляхом формування в прес-формі із порошку полімерного матеріалу заготовки з наступним її нагрівом та деформацією, який відрізняється тим, що формування заготовки здійснюється її нагрівом до температури плавлення полімеру з наступною кристалізацією при прикладенні одновісного тиску 10-30...
Попередній патент: Спосіб зменшення електромагнітного впливу тягової мережі змінного струму на рейкові кола суміжної колії
Наступний патент: g-(r-бензолоксамідо)-бутанова кислота, сполуки якої мають діуретичну, протизапальну та анальгетичну активність
Випадковий патент: Прутковий конвеєр