Спосіб виконання “чашок” на деталях зрубу та пристрій для його здійснення
Номер патенту: 58678
Опубліковано: 15.08.2003
Автори: Ткаченко Олександр Андрійович, Коваленко Михайло Васильович, Білозьоров Володимир Ілліч
Формула / Реферат
1. Спосіб виконання «чашок» на деталях зрубу, який полягає у вирізанні в тілі деталі поперечного паза з циліндричною боковою поверхнею, вісь якої розташована у площині паралельній осі деталі, а діаметр дорівнює діаметру суміжної деталі, який відрізняється тим, що вирізання паза виконується шляхом випилювання його пилою стрічкопильного механізму, яку переміщують по дузі кола, відповідного поперечному перерізу циліндричної поверхні паза.
2. Спосіб виконання «чашок» на деталях зрубу за п. 1, який відрізняється тим, що випилювання виконують однією з гілок стрічкової пили, яку заглиблюють в деталь по дин бік від осі паза, переміщують по півколу і виводять з деталі по другий бік від його осі.
3. Спосіб виконання «чашок» на деталях зрубу за п. 1, який відрізняється тим, що випилювання виконують обома гілками пили, одну з яких заглиблюють в деталь по один бік від осі паза і переміщують хоча б на четверту частину кола, а другу гілку пили заглиблюють з протилежного боку від осі паза і переміщують до з'єднання з виконаним пропилом.
4. Пристрій для здійснення способу, що включає раму, різальне пристосування з приводом і засіб переміщення різального пристосування відносно рами, який відрізняється тим, що різальне пристосування виконано у вигляді стрічкопильного механізму, а засіб його переміщення виконано у вигляді поворотного механізму, який включає вісь, що встановлена на рамі з можливістю вільного обертання і споряджена засобом для ручного повороту, при цьому на осі встановлені опори обертання ведучого і веденого шківів стрічкопильного механізму, одна з яких споряджена пристроєм натягнення пили.
5. Пристрій для здійснення способу за п. 2, який відрізняється тим, що рама споряджена засобом базування та фіксації на деталі зрубу.
6. Пристрій для здійснення способу за п. 2, який відрізняється тим, що рама споряджена засобом кріплення на каретці циліндрувального верстата.
Текст
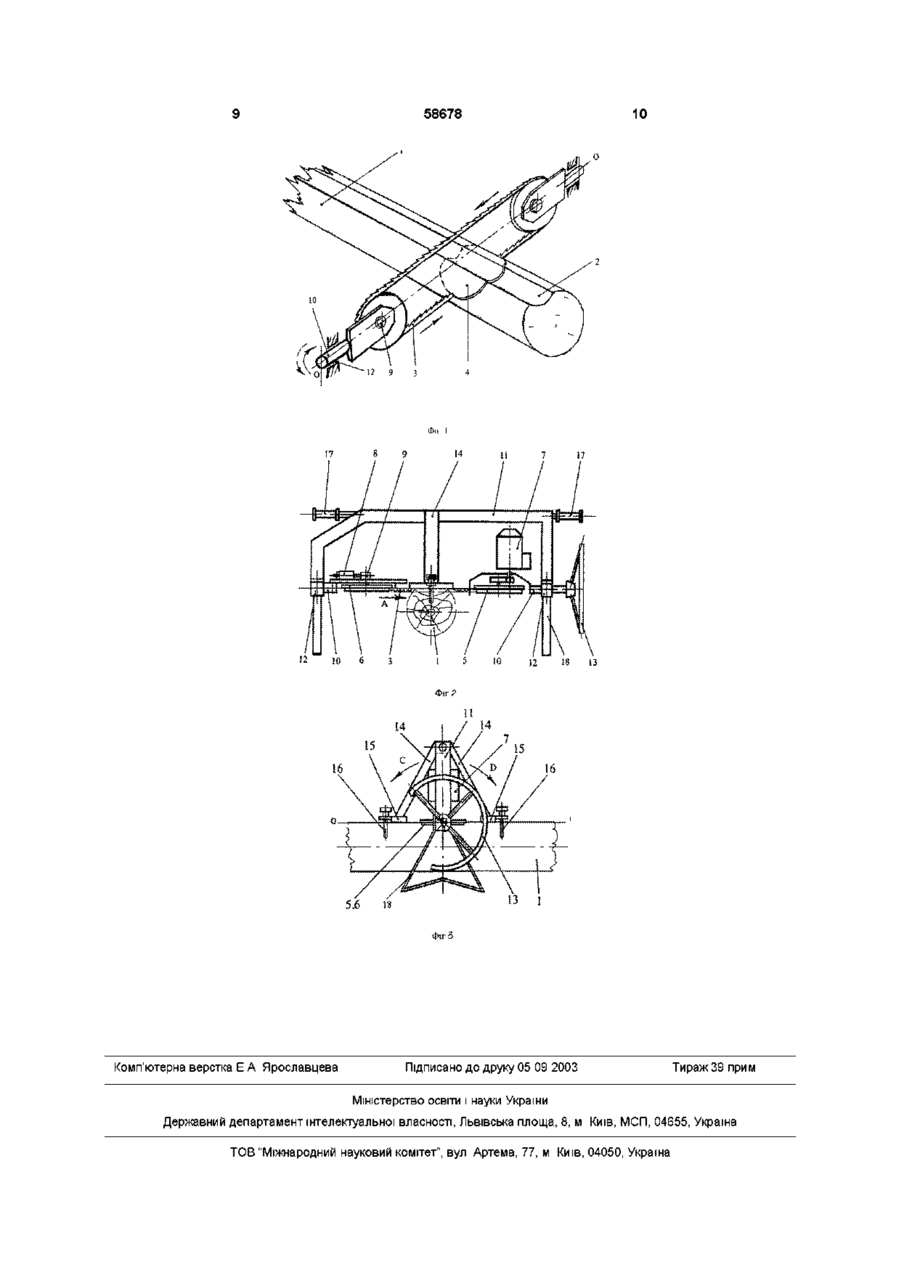
1 Спосіб виконання «чашок» на деталях зрубу, який полягає у вирізанні в ТІЛІ деталі поперечного паза з циліндричною боковою поверхнею, вісь якої розташована у площині паралельній осі деталі, а діаметр дорівнює діаметру суміжної деталі, який відрізняється тим, що вирізання паза виконується шляхом випилювання його пилою стрічкопильного механізму, яку переміщують по дузі кола, ВІДПОВІДНОГО поперечному перерізу циліндричної поверхні паза 2 Спосіб виконання «чашок» на деталях зрубу за п 1, який відрізняється тим, що випилювання виконують однією з гілок стрічкової пили, яку заглиблюють в деталь по дин бік від осі паза, переміщують по півколу і виводять з деталі по другий бік від ЙОГО ОСІ 3 Спосіб виконання «чашок» на деталях зрубу за п 1, який відрізняється тим, що випилювання ви конують обома гілками пили, одну з яких заглиблюють в деталь по один бік від осі паза і переміщують хоча б на четверту частину кола, а другу гілку пили заглиблюють з протилежного боку від осі паза і переміщують до з'єднання з виконаним пропилом 4 Пристрій для здійснення способу, що включає раму, різальне пристосування з приводом і засіб переміщення різального пристосування відносно рами, який відрізняється тим, що різальне пристосування виконано у вигляді стрічкопильного механізму, а засіб його переміщення виконано у вигляді поворотного механізму, який включає вісь, що встановлена на рамі з можливістю вільного обертання і споряджена засобом для ручного повороту, при цьому на осі встановлені опори обертання ведучого і веденого ШКІВІВ стрічкопильного механізму, одна з яких споряджена пристроєм натягнення пили 5 Пристрій для здійснення способу за п 2, який відрізняється тим, що рама споряджена засобом базування та фіксації на деталі зрубу 6 Пристрій для здійснення способу за п 2, який відрізняється тим, що рама споряджена засобом кріплення на каретці циліндрувального верстата 00 1^ Цей винахід відноситься до деревообробного обладнання і може бути використаний у деревообробній промисловості, а більш конкретно - в галузі дерев'яного домобудування Останніми роками різко зросла популярність дерев'яних будинків котеджного типу, зведених із циліндрованих колод Це обумовлено підвищенням рівня життя, яке дозволило заможній частині населення мати свій будинок, з комфортабельністю на рівні міської квартири, і з усіма перевагами садибного життя При цьому повернення до такого давнього будівельного матеріалу як деревина обумовлене насамперед підвищенням вимог до екологічної безпечності сучасного житла Деревина - це натуральний, створений самою природою, екологічно чистий матеріал, що віками використовується людиною для спорудження житлових та господарських будівель Завдяки своїм унікальним якостям, житло з дерева забезпечує його мешканцям підвищений комфорт, сприятливо впливає на організм та подовжує життя У дерев'яному будинку дишеться на "повні груди", бо його зруб виконує роль кондиціонера, який забезпечує протягом доби дворазове оновлення повітря Традиційне спорудження зрубів полягає в укладанні колод в стіну При цьому з давніх часів дерев'яні зруби в більшості зводилися з круглих протесаних і підігнаних вручну одна до одної колод Створення верстатів для циліндрування колод дало змогу підвищити продуктивність праці, та скоротити строки будівництва В даний час житлове будівництво з круглих колод ведеться виключно з використанням машинної обробки деталей на сучасному обладнанні, яке забезпечує низьку собівартість робіт при високій точність форми деталей, що в кінцевому підсумку забезпечує ЩІЛЬНІСТЬ (О 00 Ю 58678 у всіх з'єднувальних стиках Все наведене вище та останні досягнення у фізико - ХІМІЧНИХ методах захисту деревини, які дозволяють у кілька разів підвищити її СТІЙКІСТЬ та пожежобезпечність, різко підвищило привабливість цього давнього будівельного матеріалу для споживачів Не останню роль у популярності будівель з циліндрованих колод відіграє природна краса самої деревини, яка при вдалих архітектурних рішеннях та у поєднанні з сучасними матеріалами надає будівлі неповторного оригінального вигляду Зараз відношення до таких будинки змінилося кардинально, вони стали не тільки привабливими для покупців, а навіть "ввійшли В моду" Деталь сучасного зрубу - це колода циліндричної форми, споряджена елементами поздовжнього та поперечного кріплення, компенсаційним пропилом і теплозахисним замком Елементи поздовжнього кріплення у більшості випадків мають вигляд поздовжніх пазів з циліндричною бічною поверхнею, в якому виконують згаданий компенсаційний пропил та замок Елементи поперечного кріплення деталі - це найчастіше так звані "чашки", що мають вигляд поперечних пазів в ТІЛІ деталі з циліндричною формою бічних поверхонь і діаметром рівним діаметру деталі, з якою вона сполучається Точність виготовлення чашки у великій мірі відбивається на якості всього зрубу, а саме ЩІЛЬНОСТІ з'єднань та теплозахисних якостях будівлі, МІЦНОСТІ та правильності форми зрубу Найдавнішим серед відомих способом виготовлення "чашок" є спосіб вирубування їх сокирою по розмітці, яку виконували спеціальним інструментом - так званою "рискою" Цей спосіб ще й досі використовується в практиці, наприклад акціонерним товариством "ЛАД" (Росія), в рекламі якого вказано, що при зведенні зрубів вони використовують саме цей спосіб, але для полегшення роботи попередньо виконують надпили електричною, чи бензопилою Однак, це дуже трудомісткий прийом, який потребує високу кваліфікацію виконавців, і навіть при кількох послідовних примірках та підгонках не може гарантувати достатня точності розмірів та форми "чашки" Відома компанія "Makron Engmering Oy" (ФІНЛЯНДІЯ) при виготовлення деталей зрубів використовує власну технологію та обладнання для виконання чашок Технологія основана на фрезеруванні в ТІЛІ деталі поперечного пазу за допомогою набору дискових фрез з діаметром рівним бажаному діаметру паза (діаметру суміжної деталі), які послідовно одна за одною встановлені на валу, спорядженому приводом обертання Вал розташований перпендикулярно осі деталі і змонтований на каретці, яка встановлена в поступальних направляючих верстату для виготовлення деталей зрубу При цьому згадані направляючі розташовані перпендикулярно осі деталі і нижче неї В процесі виконання пазу вал з набором фрез рухається впоперек деталі і фрезерує циліндричний паз Недоліком цього способу є те, що вся деревина, яка займає об'єм пазу перетворюється фрезою в тирсу, що потребує непродуктивних витрат часу та електроенергії і вимагає потужного двигуна у приводі фрезерної головки Крім цього краї пазу при фрезеруванні мають відколи, вириви, нерівності та ІНШІ дефекти, що характерно для роботи фрезою Обладнання для виконання пазу складне, громіздке та дороге Найближчим серед відомих за технічною суттю до запропонованого винаходу є спосіб і пристрій для виготовлення поперечного пазу на колоді, захищені патентом Роси №2026173 по М кл B27L 1/00 Згідно З ОПИСОМ ДО патенту паз виконується шляхом фрезерування торцевою фрезою, діаметр якої дорівнює діаметру суміжної деталі, а саму фрезу переміщують вздовж и осі, яка лежить у площині паралельній осі деталі Пристрій включає фрезерну головку з торцевою фрезою і електроприводом, яка встановлена у поступальних направляючих рами та споряджена приводом переміщення вздовж них Пристрій стаціонарно встановлений на каретці верстата для виготовлення деталей зрубу, тобто його рама закріплена на остові згаданої каретки Дана технологія реалізується більш простим обладнанням ніж те, що описане вище Однак ІНШІ недоліки, тобто подрібнення всієї маси деревини, яка займає об'єм пазу, і пов'язані з цим марні витрати часу та енергії, а також використанням потужного двигуна у приводі фрези, та низька якість країв пазу повністю повторюються В основу винаходу покладена задача удосконалення відомого способу виконання чашок на деталях зрубу та пристрою для його здійснення При цьому, удосконалення способу здійснено за рахунок зміни умов виконання операції вирізання пазу, шляхом використання іншого інструменту та порядку і форми його взаємодії з оброблюваним об'єктом Удосконалення пристрою досягнуто за рахунок зміни форми виконання елементів конструкції, тобто ріжучого пристосування та засобу переміщення ріжучого пристосування відносно рами, а також зміни взаємозв'язків між елементами, тобто згаданим пристосуванням і засобом його переміщення та рамою Технічний результат, який досягнуто від запропонованих удосконалень способу виконання чашки на деталі зрубу, полягає в тому, що деревина в пазу замість подрібнення до тирси, випилюється цілим шматком, тобто виконується тільки пропил циліндричної форми в ТІЛІ деталі Таким чином запропонований спосіб забезпечує кількаразове зменшення витрат часу та енергії і дає змогу позбутися ВІДХОДІВ у вигляді тирси При випилюванні пазу стрічковою пилою забезпечується висока якість, як бічної поверхні пазу (чистота поверхні та точність розмірів), так і його країв (відсутні задирів, ВІДКОЛІВ, виривів) Технічний результат, який досягнуто від удосконалення пристрою для здійснення запропонованого способу полягає у тому, що в кілька разів зменшено потужність двигуна у приводі ріжучого механізму, та значно зменшено навантаження на всі елементи конструкції, що дало змогу їх спростити та полегшити настільки, що пристрій виконується як переносний ручний інструмент зручний у практичному використанні Поставлена задача вирішується тим, що у відомому способі виконання чашок на деталях зрубу, який полягає у вирізанні в ТІЛІ деталі поперечного пазу з циліндричною боковою поверхнею, вісь 58678 якої розташована у площині паралельній осі деталі, а діаметр рівний діаметру суміжної деталі, запропоновано операцію вирізання пазу виконувати шляхом випилювання його пилою стрічкопильного механізму, яку переміщують по дузі кола, ВІДПОВІДНОГО поперечному перетину циліндричної поверхні пазу Поставлена задача вирішується тим, що у відомому пристрої, який включає раму, ріжуче пристосування з приводом і засіб переміщення ріжучого пристосування відносно рами, запропоновано ріжуче пристосування виконати у вигляді стрічкопильного механізму, а засіб його переміщення виконати у вигляді поворотного механізму, що включає вісь, яка встановлена на рамі з можливістю вільного повороту і споряджена рукояткою, при цьому на осі встановлені опори обертання ведучого і веденого ШКІВІВ стрічкопильного механізму, одна з яких споряджена пристроєм натягнення пили Суттєвими ознаками запропонованого способу виконання чашок на деталях зрубу спільними з прототипом є такі - способі виконання чашок на деталях зрубу, - спосіб полягає у вирізанні в ТІЛІ деталі поперечного пазу з циліндричною боковою поверхнею, - вісь циліндричної поверхні розташована у площині паралельній осі деталі, - діаметр циліндричної поверхні дорівнює діаметру суміжної деталі До нових суттєвих ознак запропонованого способу слід віднести - вирізання пазу виконують шляхом випилювання його пилою стрічкопильного механізму, - пилу переміщують по дузі кола, ВІДПОВІДНОГО поперечному перетину циліндричної поверхні пазу Суттєвими ознаками пристрою для здійснення запропонованого способу спільними з прототипом є такі - пристрої включає раму, - включає ріжуче пристосування з приводом, - включає засіб переміщення ріжучого пристосування відносно рами До нових суттєвих ознак пристрою для здійснення запропонованого способу слід віднести такі - ріжуче пристосування виконано у вигляді стрічкопильного механізму, - засіб переміщення стрічкопильного механізму виконаний у вигляді поворотного механізму, - поворотний механізм включає вісь, яка встановлена на рамі з можливістю вільного повороту і споряджена рукояткою, - на осі встановлені опори обертання ведучого і веденого ШКІВІВ стрічкопильного механізму, - одна з опор споряджена пристроєм натягнення пили Суть винаходу ілюструють додані до опису креслення, на яких зображено На фіг 1 - схема здійснення способу, На фіг 2 - загальний вигляд пристрою, На фіг 3 - теж вид з боку обслуговування Запропонований спосіб здійснюється наступним чином Елементи поперечного кріплення, тобто "чашки" у вигляді поперечних циліндричних пазів виконують на колоді 1, яка вже пройшла операції циліндрування, де їй надано форму циліндра бажаного діаметра, та операцію вибирання поздовжнього пазу 2, з циліндричною боковою поверхнею, наприклад, шляхом фрезерування Виконання зазначених поперечних пазів здійснюють шляхом випилювання їх пилою 3 стрічкопильного механізму Для цього стрічкопильний механізм підводять до місця, де на колоді бажано виконати паз, базують і фіксують на колоді в цьому положенні У випадку, коли використовують переносний варіант пристрою, наприклад при випилюванні пазів на будівельному майданчику, або безпосередньо на зрубі, то стрічкопильний механізм базують по елементах поздовжнього кріплення деталі, тобто по поздовжньому пазу, чи компенсаційному пропилу Можливе також базування пристрою по ЗОВНІШНІЙ циліндричній поверхні деталі У випадку випилювання пазів на верстаті для виготовлення деталей зрубу, тобто у випадку стаціонарного встановлення стрічкопильного механізму на каретці верстата, його підводять до бажаного місця на колоді засобами переміщення каретки, а базування та кріплення вже забезпечене самим верстатом Операцію випилювання здійснюють, використовуючи одну гілку пили механізму, або послідовно - спочатку одну, а за нею другу У першому випадку стрічкопильний механізм повертають навколо осі 0-0 на половину повного оберту При цьому гілка пили заглиблюється в тіло деталі по один бік від осі О-О, описує навколо неї півколо, яке відповідає поперечному перетину паза, і виходить на поверхню деталі по другий бік від зазначеної осі і ВІДДІЛЯЄ від тіла деталі відрізок 4 У другому випадку, стрічкопильний механізм спочатку повертають навколо осі 0-0 на четверту частину повного оберту та повертають його у вихідне положення, а за цим повертають його в протилежному напрямку на четверту частину повного оберту і повертають у вихідне положення Таким чином, спочатку одна гілка пили заглиблюється в тіло деталі з одного боку від осі 0-0 і виконує половину пропилу, а за цим друга гілка пили заглиблюється в колоду з протилежного боку від зазначеної осі і виконує половину пропилу до з'єднання з уже виконаною частиною пропилу В результаті від колоді ВІДДІЛЯЄТЬСЯ такий же відрізок як і в першому випадку бу Приклади здійснення запропонованого спосо Поперечні пази випилювалися на деталях зрубу, кожна з яких була попередньо оброблена на верстаті, тобто проциліндрована до діаметру 200мм , споряджена поздовжнім циліндричним пазом шириною 100мм , і діаметром 200мм , та компенсуючим пропилом глибиною 8 мм, і шириною 12мм При цьому використовувався ручний переносний варіант пристою з пилою типу - "стрічкова столярна для криволінійного розпилу" з параметрами 10x0,6x6,0 Випилювання проводилося з ЛІНІЙНОЮ швидкістю пили 15,0м/сек В результаті спостереження за роботою пристрою та вимірювання і обстеження 20 пазів, виконаних на п'яти деталях (по 4 пази на одній деталі), було встановлено, що в процесі роботи пристрій споживає струм потужністю 500 Ват Поверхня пазів має гладку правильну циліндричну форму бічної пове 58678 рхні а краї мають рівні лінії переходу між циліндричними поверхнями деталі та пазу без ВІДКОЛІВ, виривів Запропонований спосіб здійснюється за допомогою пристрою, який включає стрічкопильний механізм з безкінечною пилою 3, яка охоплює ведучий 5 та ведений 6 шківи При цьому ведучий шків споряджений електродвигуном 7, а ведений пристосуванням 8 пристосуванням для натягування пили, будь-якої придатної для цього конструкції Опори 9 обертання обох ШКІВІВ встановлені на осі 10, яка змонтована на рамі 11 пристрою з можливістю вільного обертання в опорах 12 Зазначена вісь споряджена засобом для її поворотів вручну, наприклад у вигляді маховика 13, рукоятки, чи штурвалу Запропонований пристрій може використовуватися у переносному та стаціонарному варіантах У переносному варіанті запропонований пристрій використовують на будівельному майданчику, або безпосередньо на зрубі, тому його раму споряджають засобами базування та фіксації відносно деталі Цей засіб виконано у вигляді двох опорних лап 14 з підп'ятниками 15 В залежності від конкретної форми елементів поздовжнього кріплення, виконаних на деталі (поздовжній паз, паз з виступом, паз з компенсаційним пропилом і т д ) вибирають конструкцію зазначеного підп'ятника Для фіксації пристрою на деталі підп'ятники мають гвинти 16 У стаціонарному варіанті пристрій встановлюють на каретці верстата для виготовлення деталей зрубу, тому його раму споряджають кронштейном для кріплення на остові каретки Для зручності при перенесенні пристрою його рама споряджена ручками 17 Для захисту стрічкової пили від пошкодження при тимчасовому зберіганні в неробочому положенні на рамі пристрою встановлені опори 18, які доцільно виконати відкидними, або швидкоз'ємними Робота запропонованого пристрою незалежно від стаціонарного чи переносного варіанту виконання відбувається однаково, відрізняється лише базування пристрою та фіксація відносно деталі У випадку, коли використовують переносний варіант стрічкопильного механізму, наприклад при випилюванні пазів на будівельному майданчику, або безпосередньо на зрубі, то стрічкопильний механізм базують по елементах поздовжнього кріплення деталі, тобто по поздовжньому пазу, чи компенсаційному пропилу Можливе також базування пристрою по ЗОВНІШНІЙ циліндричній поверхні деталі У випадку випилювання пазів на верстаті для виготовлення деталей зрубу, тобто у випадку стаціонарного встановлення стрічкопильного механі 8 зму на каретці верстата, його підводять до бажаного місця на деталі за допомогою засобів переміщення каретки, а базування та кріплення вже забезпечене самим верстатом Операцію випилювання здійснюють, використовуючи одну, або обидві гілки При роботі однією гілкою пили 3 стрічкопильний механізм повертають навколо осі 0-0 на половину повного оберту При цьому гілка пили заглиблюється в тіло деталі по один бік від осі ОО, описує навколо неї півколо, яке відповідає поперечному перетину паза, і виходить на поверхню деталі по другий бік від зазначеної осі і ВІДДІЛЯЄ ВІД тіла деталі 1 відрізок 4 У другому випадку, стрічкопильний механізм спочатку повертають навколо осі 0-0 на четверту частину повного оберту та повертають його у вихідне положення, а за цим повертають його в протилежному напрямку на четверту частину повного оберту і повертають у вихідне положення Таким чином, спочатку одна гілка пили заглиблюється в тіло деталі з одного боку від осі 0-0 і виконує половину пропилу, а за цим друга гілка пили заглиблюється в колоду з протилежного боку від зазначеної осі і виконує половину пропилу до з'єднання з уже виконаною частиною пропилу В результаті від колоді ВІДДІЛЯЄТЬСЯ такий же відрізок як і в першому випадку Обидва варіанти роботи практично рівноцінні, хоча випилювання обома гілками пили дає чисті краї паза з обох боків від його осі, а робота однією гілкою виключає появу ділянки переходу в середній частині пазу Запропонований винахід має суттєві переваги перед прототипом Основною перевагою способу виконання чашки на деталі зрубу є те, що деревина в пазу замість подрібнення до тирси, випилюється цілим шматком, тобто виконується тільки пропил циліндричної форми в ТІЛІ деталі Таким чином запропонований спосіб забезпечує кількаразове зменшення витрат часу та енергії і дає змогу позбутися ВІДХОДІВ у вигляді тирси При випилюванні пазу стрічковою пилою забезпечується висока якість, як бічної поверхні пазу (чистота поверхні та точність розмірів), так і його країв (відсутні задирів, ВІДКОЛІВ, виривів) Перевагами пристрою для здійснення запропонованого способу є те, що в кілька разів зменшено потужність двигуна у приводі ріжучого механізму, та значно зменшено навантаження на всі елементи конструкції, що дало змогу їх спростити та полегшити настільки, що пристрій виконується як переносний ручний інструмент зручний у практичному використанні 58678 10 1 10 6 і з 5 S O 12 1 7 S 8 В 14 15 16 О 1 Фіг З Комп'ютерна верстка Е А Ярославцева Підписано до друку 05 09 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for production of “cups” on framework parts
Автори англійськоюKovalenko Mykhailo Vasyliovych
Назва патенту російськоюСпособ выполнения «чашек» на деталях сруба и устройство для его осуществления
Автори російськоюКоваленко Михаил Васильевич
МПК / Мітки
МПК: B27B 15/00
Мітки: пристрій, деталях, спосіб, зрубу, виконання, здійснення, чашок
Код посилання
<a href="https://ua.patents.su/5-58678-sposib-vikonannya-chashok-na-detalyakh-zrubu-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виконання “чашок” на деталях зрубу та пристрій для його здійснення</a>
Спосіб здійснення пластичної опереції по омолодженню обличчя та інструменти для його виконання

Номер патенту: 40858
Опубліковано: 15.08.2001
Автор: Пасічник Василь Васильович
МПК: A61B 17/3209, A61B 17/08
Мітки: інструменти, опереції, омолодженню, обличчя, спосіб, виконання, пластичної, здійснення
Формула / Реферат:
1. Спосіб здійснення пластичної операції по омолодженню обличчя, що полягає у підокісному відсепаруванні м'яких тканин над лобовою і тім'яною кістками і підфасціальному відсепаруванні над скроневим м'язом по обидва боки голови, наступною репозицією їх угору - назад і фіксацією в заданій позиції до кісток склепіння черепа, який відрізняється тим, що здійснюють формування окремих фіксуючих точок для переміщених тканин по фронту натягу тканини,...
Верстат для виготовлення дерев’яних деталей зрубу
Номер патенту: 55755
Опубліковано: 15.04.2003
Автори: Гром Олександр Анатолійович, Білозьоров Володимир Ілліч, Масленніков Сергій Генадійович
МПК: B27B 15/00
Мітки: деталей, верстат, зрубу, дерев'яних, виготовлення
Формула / Реферат:
1. Верстат для виготовлення дерев'яних деталей зрубу, який включає станину з двома парами паралельних між собою горизонтальних поступальних напрямних, робочу каретку, з фрезерною головкою та пристрій кріплення колоди з приводним та затискним центрами, при цьому робоча каретка встановлена в одній парі горизонтальних напрямних рами і споряджена приводом переміщення вздовж них, затискний центр встановлено в другій парі напрямних, а фрезерна...
Спосіб приготування трести та пристрій для його виконання
Номер патенту: 35002
Опубліковано: 15.03.2001
Автори: Валько Віталій Миколайович, Чурсіна Людмила Андріївна
МПК: D01C 1/00
Мітки: спосіб, пристрій, приготування, трести, виконання
Формула / Реферат:
1. Спосіб приготування трести із зволожених стебел луб'яних культур з наступним їх витримуванням в умовах, що забезпечують життєдіяльність пектиноруйнуючих бактерій без доступу повітря із зовнішнього середовища, що відрізняється тим, що в процесі витримування після 48 годин періодично через 3-4 години проводять вентилювання анаеробною газовою сумішшю.2. Пристрій по п. 1, що містить ємкість з укриттям, що відрізняється тим, що ємкість...
Спосіб визначення капілярного кровообігу та пристрій для його виконання
Номер патенту: 50058
Опубліковано: 15.10.2002
Автори: Деменко Василь Дмитрійович, Майстренко Ігор Олександрович
МПК: A61B 5/02
Мітки: капілярного, кровообігу, пристрій, спосіб, виконання, визначення
Формула / Реферат:
1. Спосіб визначення капілярного кровообігу шляхом механічної дії на шкіру обличчя, шиї, ніг і рук протягом трьох секунд при температурі навколишнього середовища 21-22°С до появи білої плями, який відрізняється тим, що за 5 хвилин до початку процедури вводять внутрішньовенно 2,0 мг 1% розчину нікотинової кислоти.2. Пристрій для визначення капілярного кровообігу, який відрізняється тим, що містить в корпусі вимірювальний шток, пелот,...
Спосіб хірургічного лікування остеохондрозу хребта та пристрій для його виконання
Номер патенту: 24789
Опубліковано: 06.10.1998
Автори: Продан Олександр Іванович, Перепечай Олег Олексійович
МПК: A61B 17/22, A61B 17/34
Мітки: хірургічного, лікування, остеохондрозу, виконання, хребта, пристрій, спосіб
Формула / Реферат:
1. Спосіб хірургічного лікування остеохондрозу хребта полягає у проведенні в зону драглистого ядра голки, провідників та трубки з рукояткою, виконанні дискографії, вакуумуванні диска, фенестрації фіброзного кільця та видаленні драглистого ядра, який відрізняється тим, що, використовуючи електроннооптичний перетворювач, до гирла грижі диска підводять голку зігнуту по радіусу, укол голки роблять на відстані 5 - 6см від лінії остюкових виростків...