Спосіб подачі газоподібного водню в зону різання
Номер патенту: 58676
Опубліковано: 15.08.2003
Автори: Мілько Володимир Володимирович, Бурлаков Андрій Анатолійович, Маковкін Олег Миколайович, Гладкий Ярослав Миколайович
Формула / Реферат
Спосіб подачі газоподібного водню у зону різання, який включає джерело водню та його нагрівання, який відрізняється тим, що як джерело водню використовують гідрид інтерметалічного з’єднання або високоємнісний гідрид металу, який за рахунок температурної дисоціації, що змінюється, з змінами режимів різання постачає газоподібний водень в такій кількості, яка забезпечує зменшення сил різання протягом всього часу обробки, причому акумулятор водню – гідрид інтерметалічного з’єднання розміщають безпосередньо на різальному інструменті на найменшій відстані від різальної кромки і нагрівають до 100-600оС.
Текст
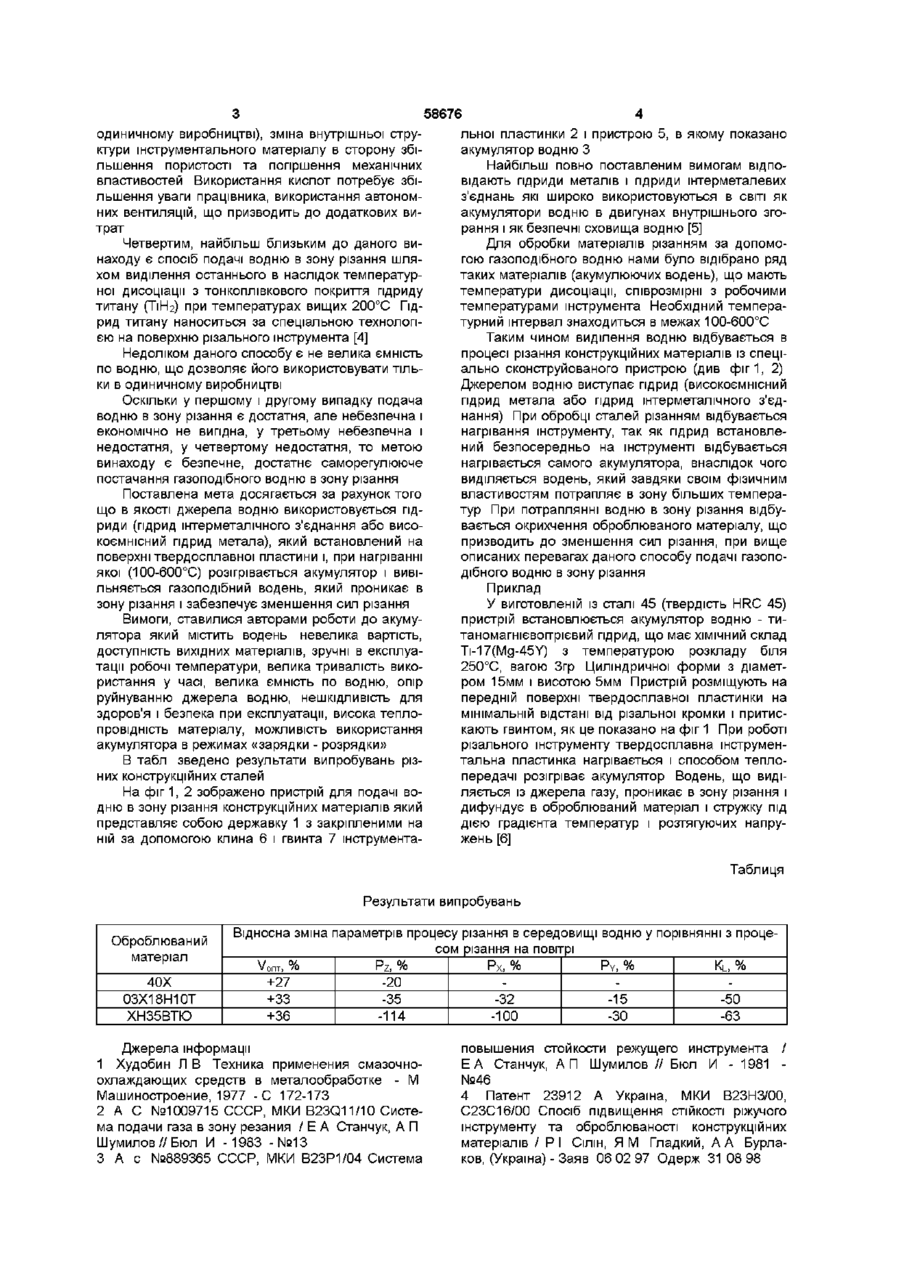
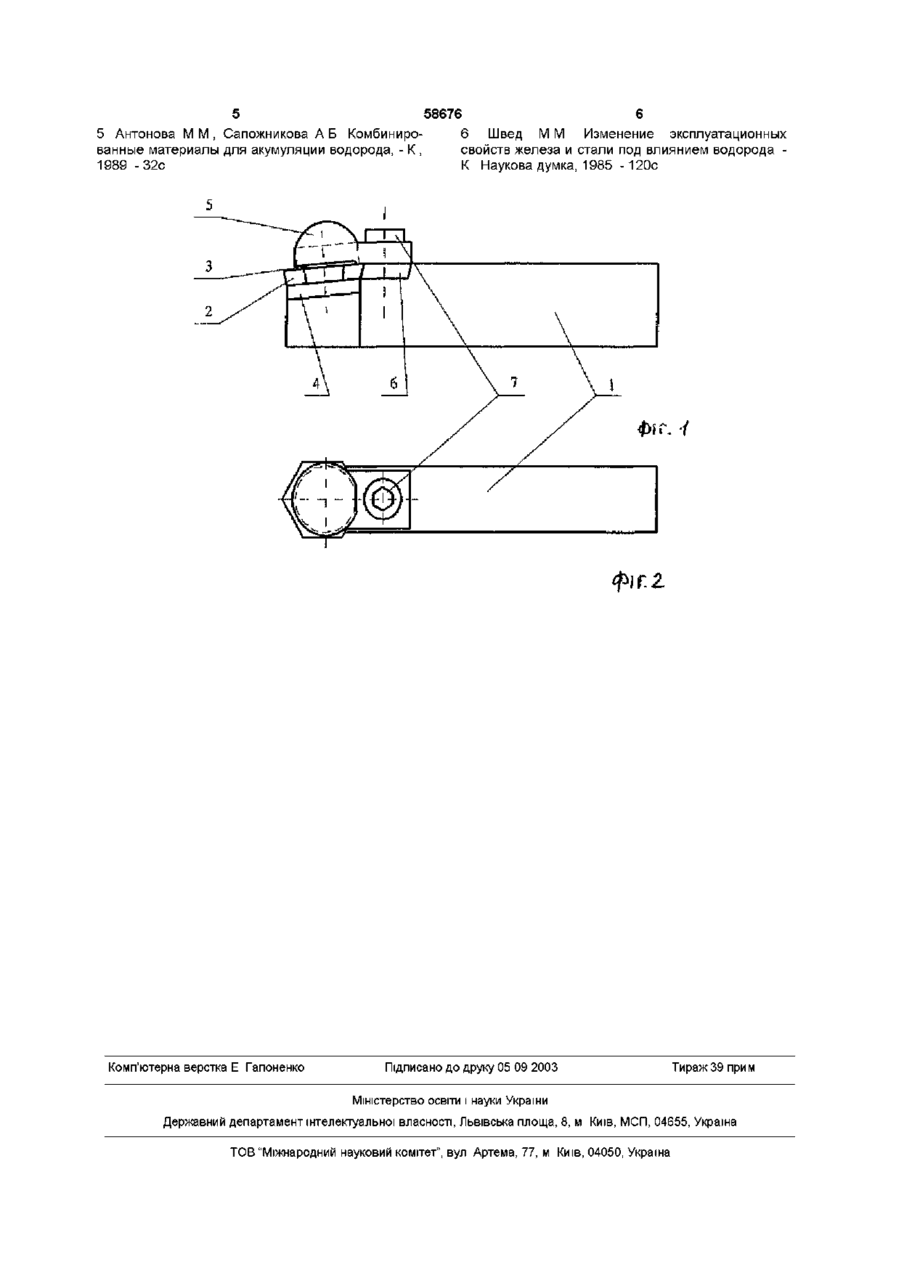
Спосіб подачі газоподібного водню у зону різання, який включає джерело водню та його нагрівання, який відрізняється тим, що як джерело Винахід відноситься до машинобудування, зокрема до способів подачі різних технологічних середовищ в зону різання заготовок з метою саморегулювання подачі газоподібного водню, підвищення ЗНОСОСТІЙКОСТІ різального інструменту і покращення оброблюваності конструкційних матеріалів Винахід може бути використано в різних галузях машинобудування Існує декілька способів подачі газоподібного водню в зону обробки різальним інструментом Одним з способів є безпосередня подача водню за допомогою системи для подачі газоподібних мастильно охолоджувальних середовищ до різального інструменту, закріпленого на верстаті, яка включає в себе джерело газу у вигляді стандартних балонів з газом, редуктор, газопідвідні трубки, осушувач вологи, вентиль для регулювання витрат середовища, запобіжник і сопла [1] Недоліками відомої системи є наявність ємностей особливо вибухонебезпечного газу (водню) під високим тиском, що підвищує небезпеку при роботі з установкою, низька точність КІЛЬКОСТІ подачі газу у зону різання, що призводить до надмірних витрат високо вартісного газу якщо його подавати з запасом і мала ефективність при недостатній КІЛЬКОСТІ водню, також потребується постійне втручання працівника (або спеціальний пристрій) для регулювання витрат водню з змінами режимів різання, а також повинні жорстко бути поставленні питання що до вентиляції приміщення щоб не було скупчення водню що призведе до вибуху (гримуча речовина) водню використовують гідрид штерметалічного з'єднання або високоємнісний гідрид металу, який за рахунок температурної дисоціації, що змінюється, з змінами режимів різання постачає газоподібний водень в такій КІЛЬКОСТІ, яка забезпечує зменшення сил різання протягом всього часу обробки, причому акумулятор водню - гідрид штерметалічного з'єднання розміщають безпосередньо на різальному інструменті на найменшій відстані від різальної кромки і нагрівають до 100-600°С Другим способом подачі водню в зону різання системою, яка має джерело газу, виконане у вигляді електролізеру з випрямлячем змінного струму і реостатом, з'єднаним газопідвідними трубками через перепускний вентиль з встановленими в зоні різання соплами, регулятор тиску і запобіжний пристрій Система укомплектована чотирьохходовим краном, розташованим між ним і соплами, барботером і з'єднаним трубкою з чотирьохходовим краном - іскрогасником з соплом [2] Недоліком даного способу є недостатня безпека установки завдяки наявності двох пожежо вибухонебезпечних газів, таких як кисень і водень під тиском, а також недоліки перераховані для першого методу подачі газу у зону різання Третім способом подачі водню в зону різання матеріалів є різальний інструмент, попередньо насичений воднем електролітичним шляхом [3] Сутність електролітичного насичення наступна інструмент підключають до від'ємного електроду на весь період його електролітичної обробки в електроліті визначеного складу При витримуванні в такому електроліті на протязі 4-16 хвилин при ЩІЛЬНОСТІ струму 100-900мА/см2 і напрузі 4-14В відбувається насичення воднем При роботі таким інструментом водень виділяється в зону різання Недоліком даного способу є дисоціація водню з інструменту при кімнатній температурі, що не дозволяє тривалий час зберігати інструмент, який містить водень, недостатня ємність по водню що зменшує область використання даного способу (зокрема його можна використовувати тільки в (О 1^ (О 00 ю одиничному виробництві), зміна внутрішньої структури інструментального матеріалу в сторону збільшення пористості та погіршення механічних властивостей Використання кислот потребує збільшення уваги працівника, використання автономних вентиляцій, що призводить до додаткових витрат Четвертим, найбільш близьким до даного винаходу є спосіб подачі водню в зону різання шляхом виділення останнього в наслідок температурної дисоціації з тонкоплівкового покриття гідриду титану (ТіЬЬ) при температурах вищих 200°С Гідрид титану наноситься за спеціальною технологією на поверхню різального інструмента [4] Недоліком даного способу є не велика ємність по водню, що дозволяє його використовувати тільки в одиничному виробництві Оскільки у першому і другому випадку подача водню в зону різання є достатня, але небезпечна і економічно не вигідна, у третьому небезпечна і недостатня, у четвертому недостатня, то метою винаходу є безпечне, достатнє саморегулююче постачання газоподібного водню в зону різання Поставлена мета досягається за рахунок того що в якості джерела водню використовується гідриди (гідрид інтерметалічного з'єднання або високоємніснии гідрид метала), який встановлений на поверхні твердосплавної пластини і, при нагріванні якої (100-600°С) розігрівається акумулятор і вивільняється газоподібний водень, який проникає в зону різання і забезпечує зменшення сил різання Вимоги, ставилися авторами роботи до акумулятора який містить водень невелика вартість, доступність вихідних матеріалів, зручні в експлуатації робочі температури, велика тривалість використання у часі, велика ємність по водню, опір руйнуванню джерела водню, нешкідливість для здоров'я і безпека при експлуатації, висока теплопровідність матеріалу, можливість використання акумулятора в режимах «зарядки - розрядки» В табл зведено результати випробувань різних конструкційних сталей На фіг 1, 2 зображено пристрій для подачі водню в зону різання конструкційних матеріалів який представляє собою державку 1 з закріпленими на ній за допомогою клина 6 і гвинта 7 інструмента 58676 льної пластинки 2 і пристрою 5, в якому показано акумулятор водню З Найбільш повно поставленим вимогам відповідають гідриди металів і гідриди інтерметалевих з'єднань які широко використовуються в СВІТІ як акумулятори водню в двигунах внутрішнього згорання і як безпечні сховища водню [5] Для обробки матеріалів різанням за допомогою газоподібного водню нами було відібрано ряд таких матеріалів (акумулюючих водень), що мають температури дисоціації, співрозмірні з робочими температурами інструмента Необхідний температурний інтервал знаходиться в межах 100-600°С Таким чином виділення водню відбувається в процесі різання конструкційних матеріалів із спеціально сконструйованого пристрою (див фіг1, 2) Джерелом водню виступає гідрид (високоємніснии гідрид метала або гідрид інтерметалічного з'єднання) При обробці сталей різанням відбувається нагрівання інструменту, так як гідрид встановлений безпосередньо на інструменті відбувається нагрівається самого акумулятора, внаслідок чого виділяється водень, який завдяки своїм фізичним властивостям потрапляє в зону більших температур При потраплянні водню в зону різання відбувається окрихчення оброблюваного матеріалу, що призводить до зменшення сил різання, при вище описаних перевагах даного способу подачі газоподібного водню в зону різання Приклад У виготовленій із сталі 45 (твердість HRC 45) пристрій встановлюється акумулятор водню - титаномагнієвоітрієвий гідрид, що має ХІМІЧНИЙ склад Ті-17(Mg-45Y) з температурою розкладу біля 250°С, вагою Згр Циліндричної форми з діаметром 15мм і висотою 5мм Пристрій розміщують на передній поверхні твердосплавної пластинки на мінімальній відстані від різальної кромки і притискають гвинтом, як це показано на фіг 1 При роботі різального інструменту твердосплавна інструментальна пластинка нагрівається і способом теплопередачі розігріває акумулятор Водень, що виділяється із джерела газу, проникає в зону різання і дифундує в оброблюваний матеріал і стружку під дією градієнта температур і розтягуючих напружень Г61 Таблиця Результати випробувань Оброблюваний матеріал 40Х 03X18Н ЮТ ХН35ВТЮ Відносна зміна параметрів процесу різання в середовищі водню у порівнянні з процесом різання на повітрі KL, % Voni, % Pz, % Px, % PY, % +27 -20 +33 -35 -32 -15 -50 +36 -114 -100 -ЗО -63 Джерела інформації 1 Худобин Л В Техника применения смазочноохлаждающих средств в металообработке - М Машиностроение, 1977 -С 172-173 2 А С №1009715 СССР, МКИ B23Q11/10 Система подачи газа в зону резания / Е А Станчук, А П Шумилов//Бюл И -1983 -№13 3 А с №889365 СССР, МКИ В23Р1/04 Система повышения стойкости режущего инструмента / ЕА Станчук, А П Шумилов // Бюл И - 1981 №46 4 Патент 23912 А Україна, МКИ В23НЗ/00, С23С16/00 Спосіб підвищення СТІЙКОСТІ ріжучого інструменту та оброблюваності конструкційних матеріалів / Р І СІЛІН, Я М Гладкий, А А Бурлаков, (Україна) - Заяв 06 02 97 Одерж 31 08 98 5 58676 5 Антонова М М, Сапожникова А Б Комбинированные материалы для акумуляции водорода, - К , 1989 -32с Комп'ютерна верстка Е Гапоненко 6 6 Швед М М Изменение эксплуатационных свойств железа и стали под влиянием водорода К Наукова думка, 1985 - 120с Підписано до друку 05 09 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for admission of gaseous hydrogen into cutting zone
Автори англійськоюGladkyi Yaroslav Mykolaiovych, Burlakov Andrii Anatoliiovych, Milko Volodymyr Volodymyrovych, Makovkin Oleh Mykolaiovych
Назва патенту російськоюСпособ подачи газообразного водорода в зону резки
Автори російськоюГладкий Ярослав Николаевич, Бурлаков Андрей Анатолиевич, Милько Владимир Владимирович, Маковкин Олег Николаевич
МПК / Мітки
МПК: B23Q 11/10
Мітки: подачі, водню, різання, газоподібного, зону, спосіб
Код посилання
<a href="https://ua.patents.su/3-58676-sposib-podachi-gazopodibnogo-vodnyu-v-zonu-rizannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб подачі газоподібного водню в зону різання</a>
Спосіб зберігання водню
Номер патенту: 47939
Опубліковано: 15.07.2002
Автори: Росоха Володимир Омелянович, Соловей Олег Іванович, Абрамов Юрій Олексійович, Кривцова Валентина Іванівна, Корнієнко Руслан Валерійович
МПК: F25B 15/16
Мітки: спосіб, водню, зберігання
Формула / Реферат:
Спосіб зберігання водню, який включає його подачу на речовину, яка утворює гідрид, а також зберігання його в акумуляторі у вигляді гідриду, який відрізняється тим, що заправлений гідридний акумулятор водню розміщують в ємності, в якій розташовують гетер, вакуумують її, а при наявності течії водню, яку визначають по зміні електромагнітних властивостей гетера, на гідрид подають газ, що пасивує.
Спосіб введення твердого, рідкого або газоподібного палива в зону горіння печі та пальник для його здійснення
Номер патенту: 42116
Опубліковано: 15.10.2001
Автор: Ольсен Іб
МПК: F23C 1/00
Мітки: печі, рідкого, введення, газоподібного, зону, горіння, спосіб, палива, здійснення, пальник, твердого
Формула / Реферат:
1. Спосіб введення твердого, рідкого або газоподібного палива в зону горіння печі, такої, як обертова піч для виробництва цементного клінкеру або аналогічних продуктів, в якому паливо підводять через канал або канали (1, 6), а первинне повітря підводять, принаймні, через два кільцеві канали (8, 9), розташовані по суті концентричне відносно каналу/ів для палива і навколо нього/них, при цьому частина повітря в одному з повітряних каналів (9)...
Система збереження і подачі водню
Номер патенту: 37967
Опубліковано: 15.05.2001
Автори: Кривошеєв Борис Федорович, Яновський Виктор Ернестович, Росоха Володимир Омелянович, Абрамов Юрій Олексійович, Кривцова Валентина Іванівна
МПК: C01B 3/06
Мітки: подачі, збереження, водню, система
Текст:
...7 і далі до споживача. Клапан 4 відчиняється тоді, коли в реакторі 1 будуть забезпечені необхідні технологічні умови для одержання водню, що контролюється за допомогою датчика тиску 3. В тому випадку, коли в реакторі 1 створюється аварійна ситуація, що ідентифікується по перевищенню тиску, вище Рдоп, система управління 8 виробляє сигнал, по якому відчиняється клапан 12 і продукти реакції зливаються з реактору 1 в генератор піни 13....
Механізм подачі мастила в зону тертя штампа

Номер патенту: 50144
Опубліковано: 15.10.2002
Автор: Гупка Богдан Васильович
МПК: B21D 37/00
Мітки: подачі, штампа, мастила, механізм, тертя, зону
Формула / Реферат:
Механізм подачі мастила в зону тертя штампа, який виконаний у вигляді корпуса зі змащувальними елементами, який взаємодіє з пуансоном, систем підпружинення і подачі мастила, які кріпляться до верхньої плити штампа, який відрізняється тим, що механізм змащення виконано з двох аналогічних підпружинених корпусів, які встановлені на вході штампа, один корпус кріпиться до верхньої плити, а другий - до нижньої змащувальними елементами одні до одних...
Система збереження і подачі водню
Номер патенту: 37122
Опубліковано: 16.04.2001
Автори: Кривцова Валентина Іванівна, Абрамов Юрій Олексійович, Росоха Володимир Омелянович
МПК: C01B 3/06
Мітки: подачі, водню, система, збереження
Текст:
...вхід клапану 9, а управляючий вхід клапану 14 з'єднаний із виходом підсилювача-формувателя 18 і з управляючим входом клапану 19, через котрий балон з інертним газом 20 з'єднаний трубопроводом із реактором 1. Датчик рівня II установлений на рівні нижнього торця реактора 1 і його вихід з'єднаний через елемент НЕ 17 з входом підсилювача-формувателя 18. Крім того, вихід датчика рівня 11 з'єднаний із другим входом системи управління 8. СЗП водню...
Попередній патент: Автобалансуючий пристрій
Наступний патент: Спосіб виконання “чашок” на деталях зрубу та пристрій для його здійснення
Випадковий патент: Спосіб видалення шламу з ділянки жолобної системи