Спосіб виготовлення металевої штаби шляхом деформування валками прокатного стану
Номер патенту: 38089
Опубліковано: 15.05.2001
Автори: Терновий Юрій Федорович, Артамонов Юрій Вікторович, Лазоркін Віктор Андрійович

Текст
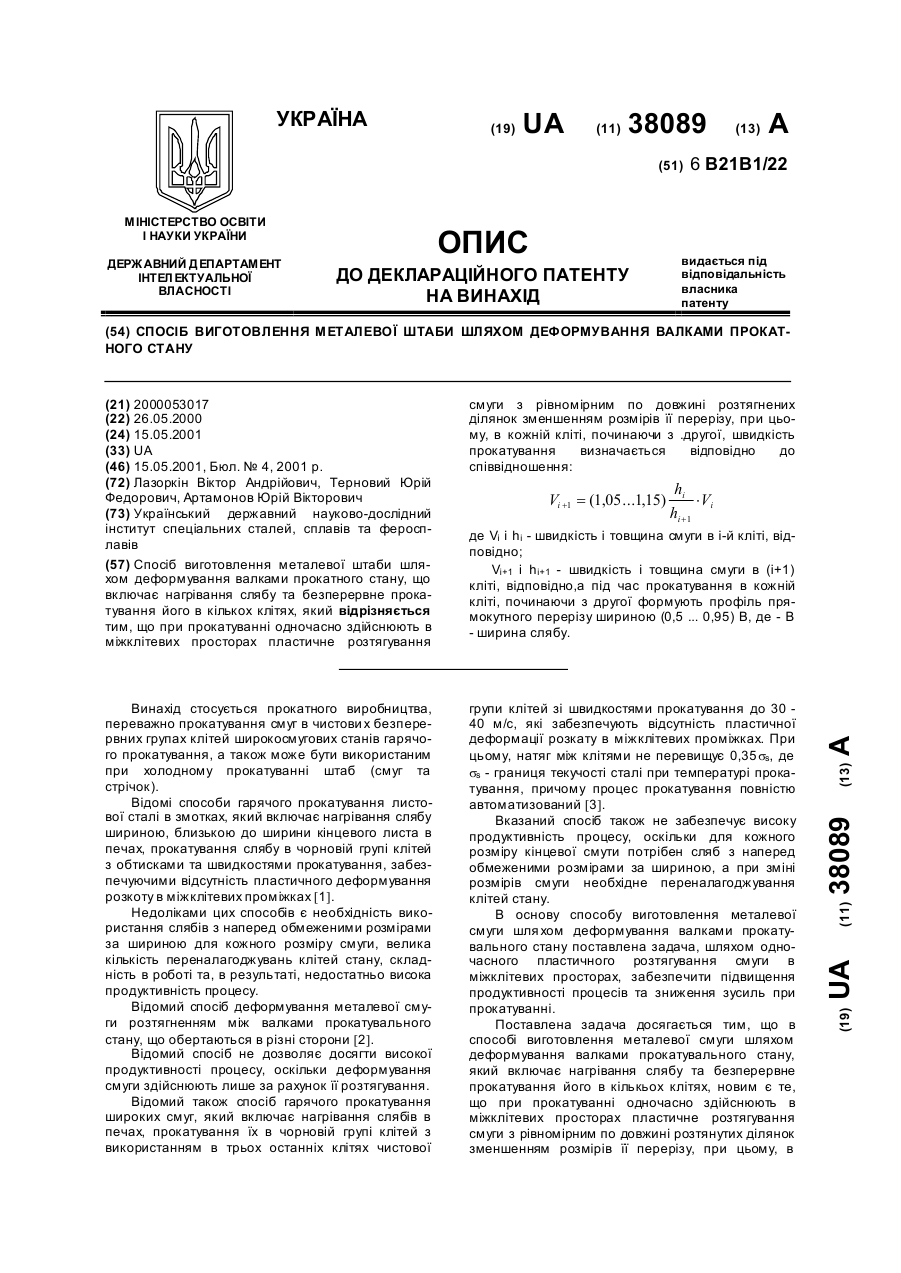
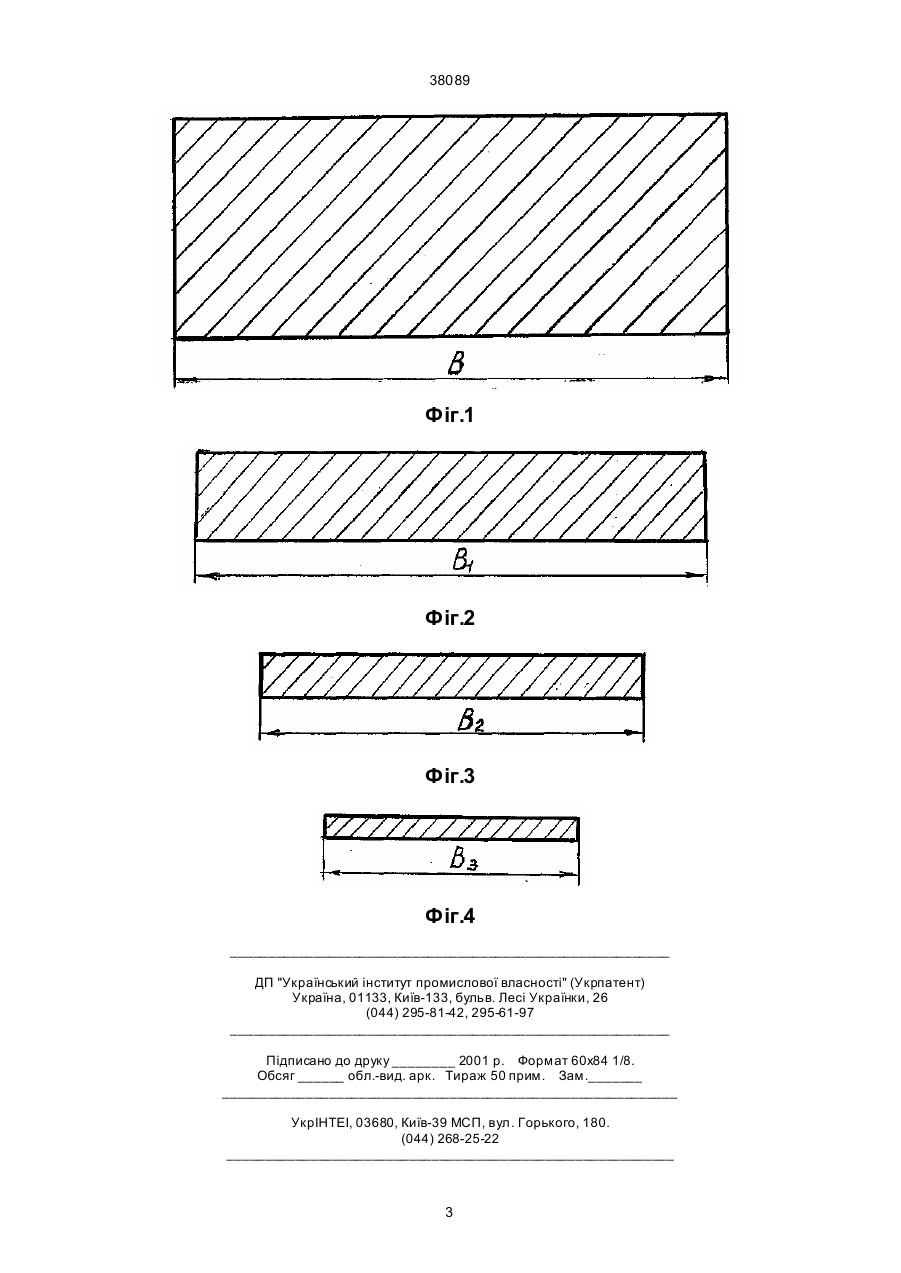
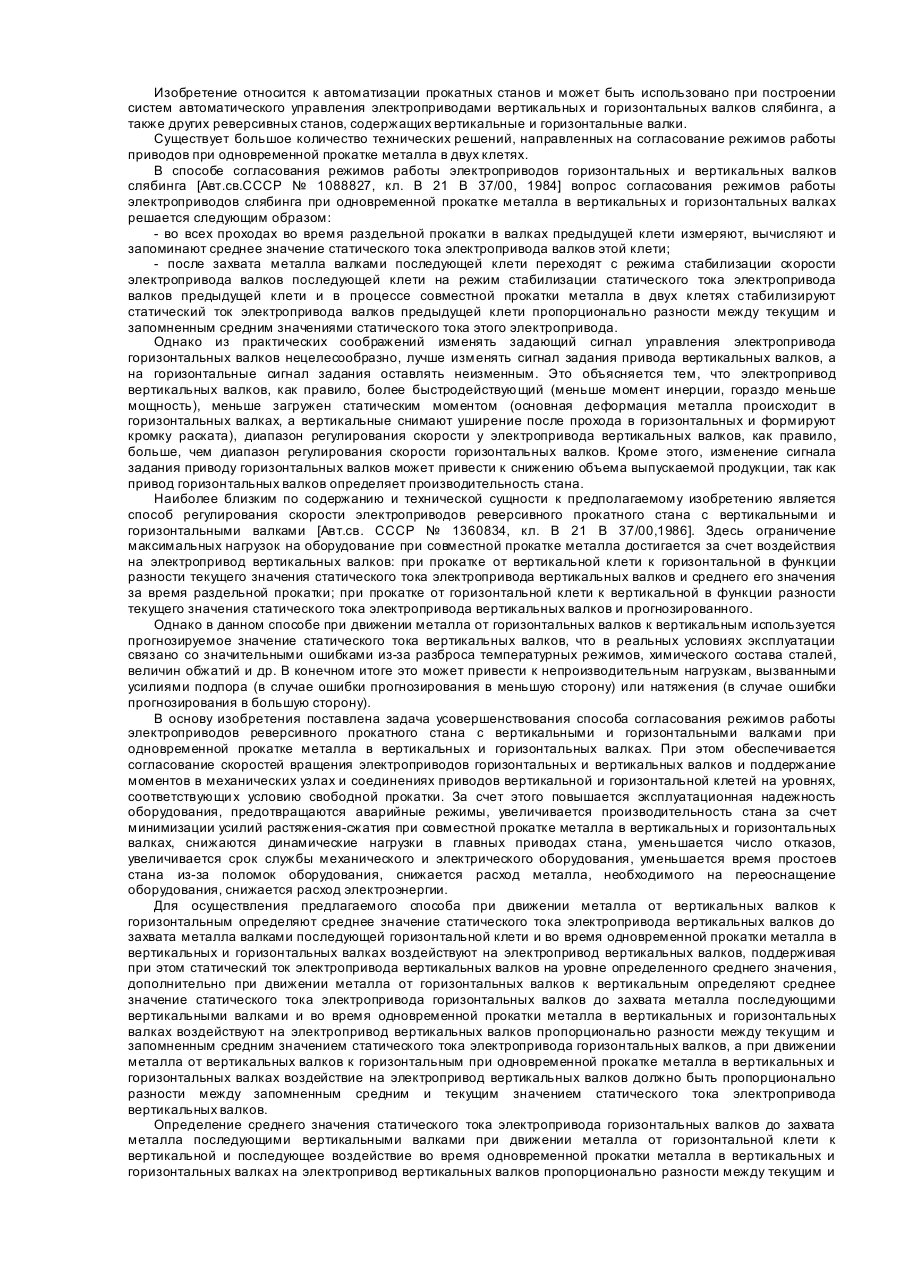
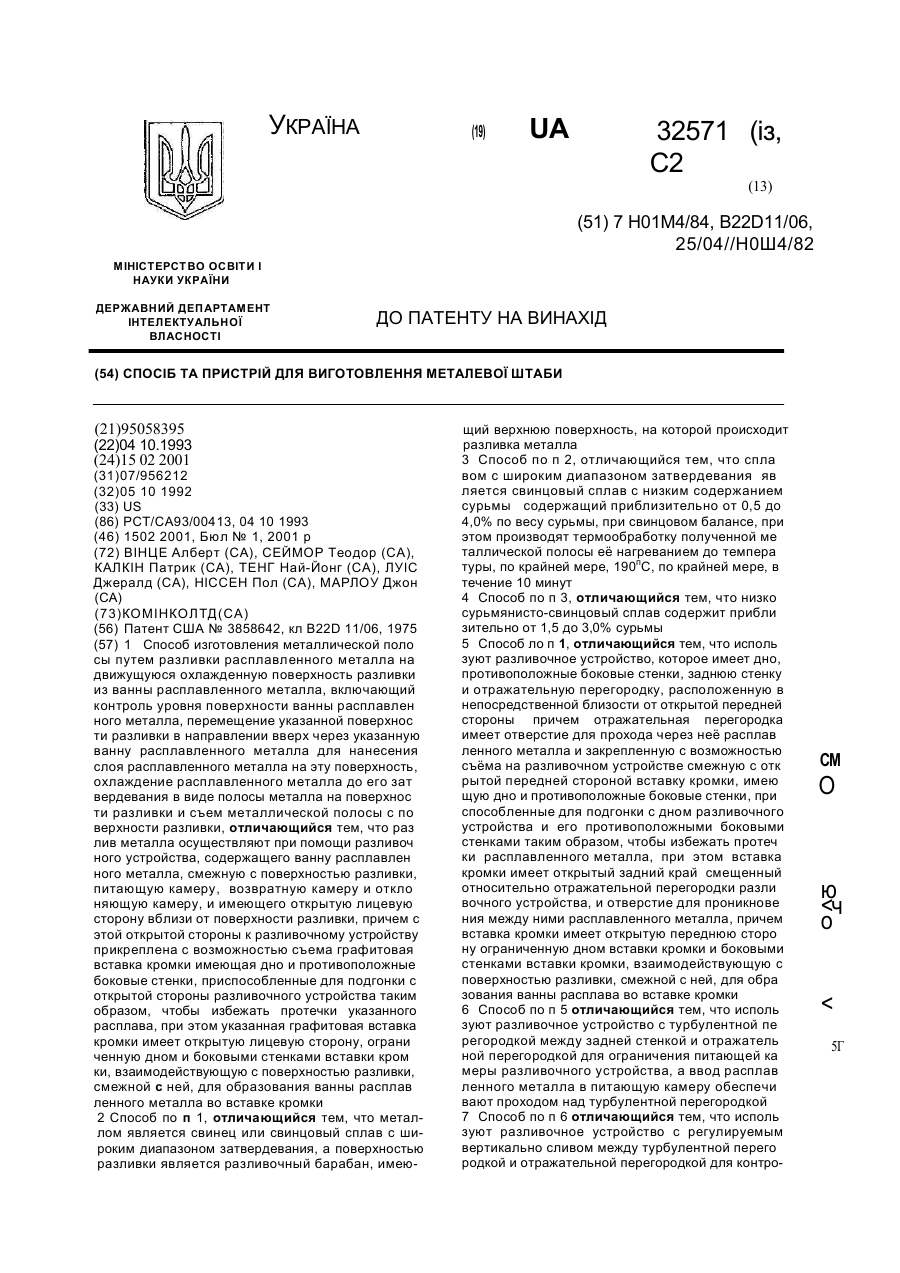
Спосіб виготовлення металевої штаби шляхом деформування валками прокатного стану, що включає нагрівання слябу та безперервне прокатування його в кількох клітях, який відрізняється тим, що при прокатуванні одночасно здійснюють в міжклітевих просторах пластичне розтягування смуги з рівномірним по довжині розтягнених ділянок зменшенням розмірів її перерізу, при цьому, в кожній кліті, починаючи з .другої, швидкість прокатування визначається відповідно до співвідношення: Винахід стосується прокатного виробництва, переважно прокатування смуг в чистови х безперервних групах клітей широкосмугових станів гарячого прокатування, а також може бути використаним при холодному прокатуванні штаб (смуг та стрічок). Відомі способи гарячого прокатування листової сталі в змотках, який включає нагрівання слябу шириною, близькою до ширини кінцевого листа в печах, прокатування слябу в чорновій групі клітей з обтисками та швидкостями прокатування, забезпечуючими відсутність пластичного деформування розкоту в міжклітевих проміжках [1]. Недоліками цих способів є необхідність використання слябів з наперед обмеженими розмірами за шириною для кожного розміру смуги, велика кількість переналагоджувань клітей стану, складність в роботі та, в результаті, недостатньо висока продуктивність процесу. Відомий спосіб деформування металевої смуги розтягненням між валками прокатувального стану, що обертаються в різні сторони [2]. Відомий спосіб не дозволяє досягти високої продуктивності процесу, оскільки деформування смуги здійснюють лише за рахунок її розтягування. Відомий також спосіб гарячого прокатування широких смуг, який включає нагрівання слябів в печах, прокатування їх в чорновій групі клітей з використанням в трьох останніх клітях чистової групи клітей зі швидкостями прокатування до 30 40 м/с, які забезпечують відсутність пластичної деформації розкату в міжклітевих проміжках. При цьому, натяг між клітями не перевищує 0,35 ss, де ss - границя текучості сталі при температурі прокатування, причому процес прокатування повністю автоматизований [3]. Вказаний спосіб також не забезпечує високу продуктивність процесу, оскільки для кожного розміру кінцевої смути потрібен сляб з наперед обмеженими розмірами за шириною, а при зміні розмірів смуги необхідне переналагоджування клітей стану. В основу способу виготовлення металевої смуги шля хом деформування валками прокатувального стану поставлена задача, шляхом одночасного пластичного розтягування смуги в міжклітевих просторах, забезпечити підвищення продуктивності процесів та зниження зусиль при прокатуванні. Поставлена задача досягається тим, що в способі виготовлення металевої смуги шляхом деформування валками прокатувального стану, який включає нагрівання слябу та безперервне прокатування його в кількьох клітях, новим є те, що при прокатуванні одночасно здійснюють в міжклітевих просторах пластичне розтягування смуги з рівномірним по довжині розтянутих ділянок зменшенням розмірів її перерізу, при цьому, в Vi += (1,05 ...1,15) 1 hi ×Vi hi +1 (19) UA (11) 38089 (13) A де Vi i hi - швидкість і товщина смуги в і-й кліті, відповідно; Vi+1 i hi+1 - швидкість і товщина смуги в (і+1) кліті, відповідно,а під час прокатування в кожній кліті, починаючи з другої формують профіль прямокутного перерізу шириною (0,5 ... 0,95) В, де - В - ширина слябу. 38089 кожній кліті, починаючи з другої, швидкість прокатування встановлюють відповідно до співвідношення: Vi +1 = (1,05 ...1,15) вання та спотворення геометричної форми початкового перерізу. Формування розкату шириною більше 0,95 В не забезпечує якості прокату по краях смуги внаслідок недостатнього обтиснення країв в клітях чорнової групи. Пропонований спосіб суттєво збільшує продуктивність власне стану та розширює його технологічні можливості. За діючою технологією кожен профілерозмір смуги за шириною прокатують зі свого слябу (наприклад лист шириною 1000 мм зі слябу шириною 1050 мм, лист шириною 1500 мм зі слябу шириною 1550 мм і т.д.). За цим способом на стані 1700 можна прокатати зі слябу шириною 1550 мм листи шириною 800, 1000, 1250, 1400, 1500, 1550 мм та листи з проміжними розмірами за шириною. Приклад. Сляб розмірами 120x1500x5000 мм зі сталі 20КП нагрівають в методичній печі до температури 1300°С, прокатують в чорновій групі клітей до перерізу 25x1520 мм, потім в шестиклітевій чистовій групі з пластичним розтягуванням в міжклітевому просторі. При цьому, відношення швидкості прокатування між другою і першою клітями складає 1,06; між третьою та другою 1,08; між четвертою і третьою - 1,10; між п'ятою і четвертою - 1,12; між шостою і п'ятою 1,14. Внаслідок такого прокатування кінцеві розміри перерізу складають 2,5x1250 мм. При прокатуванні в другій кліті формували профіль прямокутного перерізу шириною 0,83 В, де В - ширина слябу. Для порівняння варто зазначити, що для прокатування смуги за способом-прототипом з розмірами перерізу 2,5x1250 мм потрібний сляб шириною 1300 мм. Годинна продуктивність при прокатуванні по пропонованому способу для вказаного профілерозміру на 15 % вище ніж по відомому способу. Підвищення продуктивності, відповідно, широкосмугового стану при прокатуванні всього сортаменту стану згідно заявленого способу коливається в межах 5 - 25%, що для сучасних станів складає 200 - 1250 тис. т на рік. Спосіб прокатування широких смуг особливо перспективний для прокатування слябів, отримуваних на машинах безперервного виливання заготовок, оскільки в цьому випадку не потрібно кожного разу змінювати кристалізатор для нових розмірів смуг. Оскільки, всі типорозміри смуг можна отримати з одного злитку. Окрім того, при прокатуванні з розтягуванням смуги в 1,5 - 2 рази, знижується зусилля на прокатні валки. Джерела інформації. 1. М.М.Сыфьян. Горячая лрокатка листов на непрерывных и полунепрерывных станах. М., 1962, с. 190-275. 2. А.С. СССР № 221635, В21В 1/22, В21Д 5/14, 1973. 3. Прогрессивные методы прокатки и отделка листовой стали. Мелешко В.И., Качайлов А.Д., Мазур В.П. Металлургия, 1980, с. 33-72 (прототип). hi ×Vi hi +1 де Vi i hi - швидкість і товщина смуги в і-й кліті, відповідно; Vi+1 i hi+1 - швидкість і товщина смуги в (і+1) кліті, відповідно, а під час прокатування в кожній кліті, починаючи з другої, формують профіль прямокутного перерізу завширшки (0,5 - 0,95) В, де В ширина слябу. На фіг. 1 зображено переріз слябу, на фіг. 2 переріз смуги після прокатування в першій кліті чистової гр упи клітей; на фіг. 3 -переріз смуги після прокатування її в др угій кліті чистової гр упи клітей та одночасного пластичного розтягування її між першою та другою кліттю; на фіг. 4 - переріз смуги після прокатування її в третій кліті чистової групи клітей та одночасного пластичного розтягування її між другою та третьої клітями. Еластичне деформування смуги в міжклітевому просторі здійснюють розтягненням з питомим натягом рівним 1,15 границі текучості сталі при температурі прокатування, за рахунок регулювання швидкостей між клітями. При цьому, в кожній наступній кліті чистової групи швидкість прокатування встановлюють відповідно зі співвідношенням: Vi +1 = (1,05 ...1,15) hi ×Vi hi +1 де Vi i hi - швидкість і товщина смуги в і-й кліті, відповідно; Vi+1 i hi+1 - швидкість і товщина смуги в (і+1) кліті, відповідно. Пластичне розтягування розкату між клітями здійснюють з рівномірним за шириною розтягнених ділянок зменшенням його розмірів перерізу. При швидкості прокатування: Vi +1 1,15 × hi ×Vi hi +1 не забезпечується рівномірне зменшення розмірів перерізу смути , виникає загроза її розривання. Після прокатування слябу в першій кліті безперервної групи отримують смугу шириною В1. При прокатуванні в кожній наступній кліті, починаючи з другої, формують профіль прямокутного перерізу завширшки (0,5 - 0,95) В, де В - ширина слябу. Отримання профілю прямокутного перерізу завширшки менше 0,5 В, навіть шля хом прокатування заготовки в кількох клітях, недоцільно, оскільки може відбутися нерівномірне її деформу 2 38089 Фіг.1 Фіг.2 Фіг.3 Фіг.4 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing metallic strip by deformation by mill rollers
Автори англійськоюLazorkin Viktor Andriovych, Lazorkin Viktor Andriiovych, Ternovyi Yurii Fedorovych, Artamonov Yurii Viktorovych
Назва патенту російськоюСпособ изготовления металлической полосы путем деформации валками прокатного стана
Автори російськоюЛазоркин Виктор Андреевич, Терновый Юрий Федорович, Артамонов Юрий Викторович
МПК / Мітки
МПК: B21B 1/22
Мітки: виготовлення, валками, шляхом, стану, штаби, деформування, спосіб, прокатного, металевої
Код посилання
<a href="https://ua.patents.su/3-38089-sposib-vigotovlennya-metalevo-shtabi-shlyakhom-deformuvannya-valkami-prokatnogo-stanu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення металевої штаби шляхом деформування валками прокатного стану</a>
Спосіб узгодження режимів роботи електроприводів реверсивного прокатного стану з вертикальними та горизонтальними валками при одночасній прокатці металу у вертикальних та горизонтальних валках
Номер патенту: 23186
Опубліковано: 19.05.1998
Автори: Штехно Олег Миколайович, Кузьмін Олександр Вікторович, Тилик Василь Трохимович, Дишлевич Ігор Йосипович, Ситий Володимир Іванович, Мовшович Вілорд Соломонович, Світличний Олексій Васильович, Феофілактов Андрій Вікторович, Будаква Сергій Анатолійович, Калабухов Віктор Іванович
МПК: B21B 37/00
Мітки: режимів, металу, стану, прокатці, горизонтальними, спосіб, вертикальних, одночасній, горизонтальних, вертикальними, реверсивного, електроприводів, валках, узгодження, прокатного, роботи, валками
Формула / Реферат:
Способ согласования режимов работы электроприводов реверсивного прокатного стана с вертикальными и горизонтальными валками при одновременной прокатке металла в вертикальных и горизонтальных валках, включающий определение среднего значения статического тока электропривода вертикальных валков при движении металла от вертикальных валков к горизонтальным до захвата металла валками последующей горизонтальной клети, поддержание статического тока...
Спосіб та пристрій для виготовлення металевої штаби
Номер патенту: 32571
Опубліковано: 15.02.2001
Автори: МАРЛОУ Джон, ВІНЦЕ Алберт, СЕЙМОР Теодор, ТЕНГ Най-Йонг, НІССЕН Пол, КАЛКІН Патрик, ЛУІС Джералд
МПК: B22D 11/06, B22D 25/00, H01M 4/64
Мітки: виготовлення, спосіб, пристрій, штаби, металевої
Текст:
...известных процессов На фиг 1 схематически изображена линия для непрерывной разливки металлической полосы 1 Линия непрерывной разливки включает разливочный барабан 2, соединенный одной стороной с разливочным устройством 3, а другой стороной со съемной плитой 4, проходящей через агрегат 5 для продольной резки полосы 1, в котором происходит подрезка боковых краев полосы 1 Затем линия разливки проходит под последовательными газовыми...
Рольганг-кантувач прокатного стану
Номер патенту: 34645
Опубліковано: 15.03.2001
Автори: Гребенюк Надія Павлівна, Брехов Євген Володимирович, Васільєв Юрій Андрійович, Плотников Володимир Олександрович
МПК: B21B 39/14
Мітки: рольганг-кантувач, стану, прокатного
Формула / Реферат:
Рольганг-кантувач прокатного стану, що містить в собі раму з циліндричними роликами, механізм перевертання рами та механізм, призначений зафіксувати палету з бунтом дроту, який відрізняться тим, що рольганг-кантувач оснащений важелем, шарнірно з'єднаним з рамою через ланцюг змінної довжини та розміщений по осі зафіксованої палети, при цьому один кінець важеля шарнірно з'єднаний з приводом повороту важеля, а другий - виконано з можливістю...
Спосіб визначення стану клітинного імунітету шляхом проведення прик-тесту компакт-ланцетами
Номер патенту: 35810
Опубліковано: 16.04.2001
Автори: Русанова Вікторія Борисівна, Пухлик Борис Михайлович
МПК: A61K 39/00, A61B 10/00, A61M 5/00
Мітки: імунітету, шляхом, компакт-ланцетами, стану, прик-тесту, клітинного, спосіб, проведення, визначення
Формула / Реферат:
Спосіб визначення стану клітинного імунітету шляхом проведення прик-тесту компакт-ланцетами, який заключається в нанесенні на спис ланцету висушених розчинів алергенів та проколу шкіри, який відрізняється тим, що в якості ланцету використовують компакт-ланцети, які складаються з металевого спису, що кріпиться до пластикової ручки та пластикової кришечки, а в якості алергенів туберкулін ППД-Л, дифтерійний анатоксин, кандидін та...
Привід прокатного стану
Номер патенту: 3609
Опубліковано: 27.12.1994
Автори: Юрген Штельбрінк, Хайнц Фосбек, Герхард Артель
МПК: B21B 35/14
Мітки: прокатного, привід, стану
Формула / Реферат:
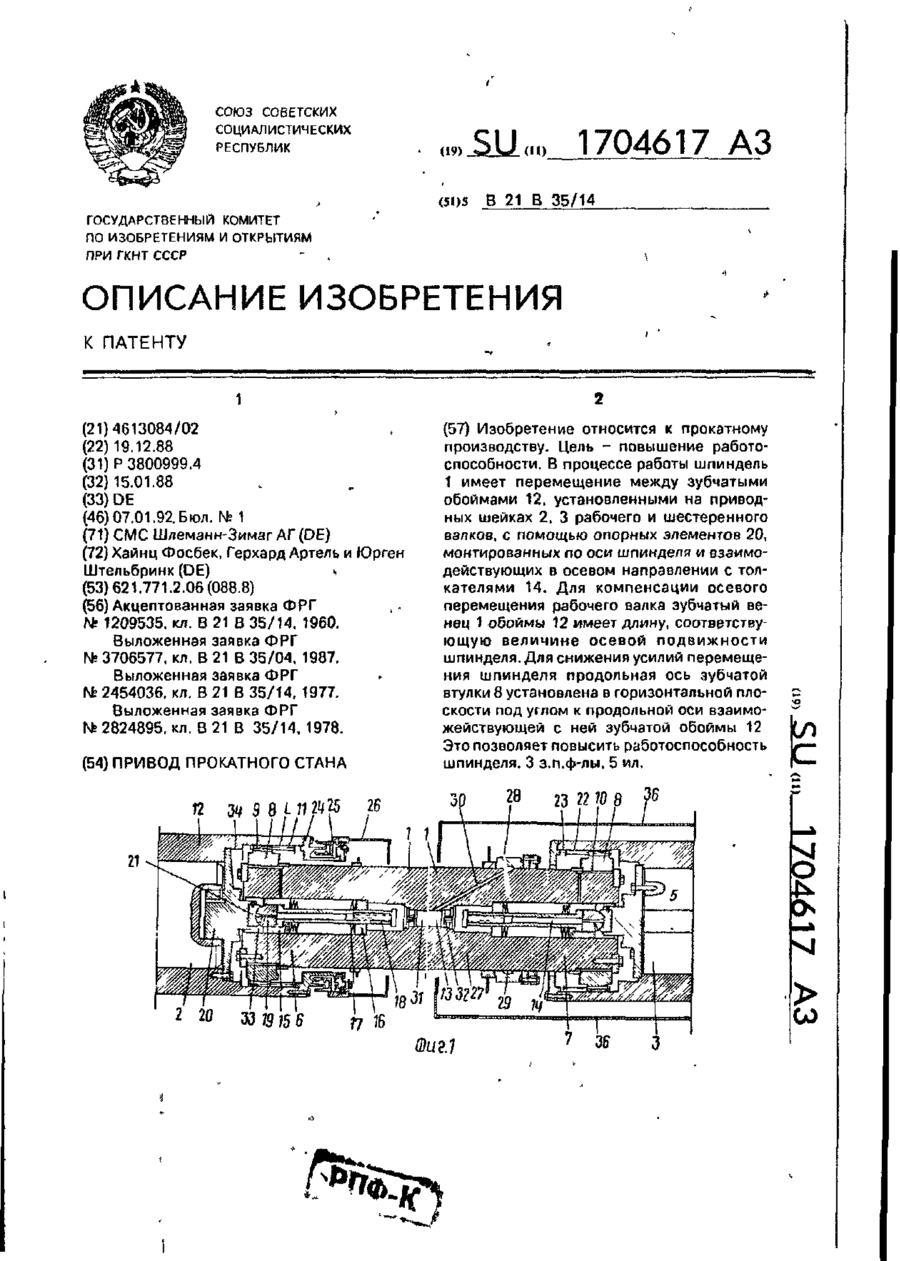
1. Привод прокатного стана, содержащий шарнирные шпиндели с зубчатыми обоймами на шейках прокатных и шестеренных валков, каждый из которых смонтирован с возможностью осевого перемещения в зубчатых обоймах, в которых установлены зубчатые втулки с дугообразными зубьями, смонтированный в осевом канале каждого шпинделя со стороны одной шейки толкатель шпинделя с упругими элементами и сферической опорой, взаимодействующими с опорным элементом,...
Попередній патент: Універсальна шпиндельна ротаційно-обтискна машина
Наступний патент: Спосіб радіального кування коротких злитків
Випадковий патент: Пристрій для збору конденсату повітря, що видихається