Спосіб термічної обробки дротової заготовки
Номер патенту: 59744
Опубліковано: 15.09.2003
Автори: Туков Володимир Анатолійович, Алімов Валерій Іванович, Морозов Ігор Володимирович
Формула / Реферат
Спосіб термічної обробки дротової заготовки, що включає нагрівання для аустенітизації й охолодження для розпаду аустеніту в дифузійній області, який відрізняється тим, що нагрівання й охолодження здійснюють в електроліті циклічно, причому тривалість кожного наступного циклу при нагріванні в 1,5 - 2,5 рази коротша за попередню, а тривалість кожного наступного циклу при охолодженні в 2 - 3 рази довша за попередню.
Текст
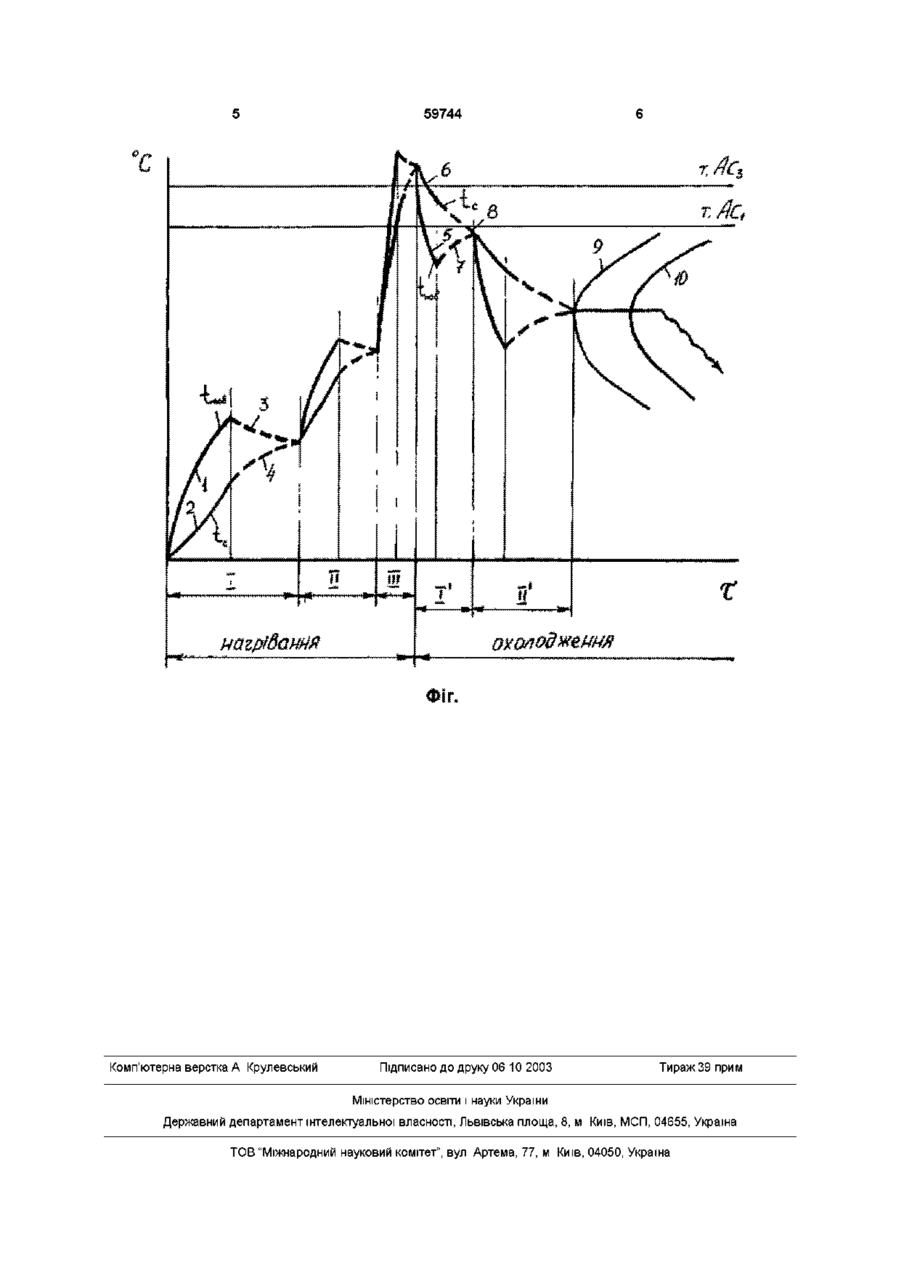
Спосіб термічної обробки дротової заготовки, що включає нагрівання для аустенітизацм й охолодження для розпаду аустеніту в дифузійній області, який відрізняється тим, що нагрівання й охолодження здійснюють в електроліті циклічно, причому тривалість кожного наступного циклу при нагріванні в 1,5 - 2,5 рази коротша за попередню, а тривалість кожного наступного циклу при охолодженні в 2 - 3 рази довша за попередню Винахід відноситься до галузі термічної обробки виробів, а більш конкретно до термічної обробки дротової заготівки, призначеної для переділу м на дріт з використанням холодного волочіння і може бути використаний у виробничих підрозділах заводів, що роблять сталевий дріт Відомий спосіб обробки катанки для високоміцного дроту, що включає прискорене охолодження катанки з прокатного нагріву, наступне нагрівання для аустенітизацм на глибину 0,2 - 0,8мм і охолодження зі швидкостями 5 - 10°С/с до температур 600 - 550°С (Патент України № 35517, кл 7C21D 9/52, опубл № 5 03 2001 Бюл № 2) Недоліком цього способу є те, що аустенітизацм піддається тільки тонкий поверхневий шар і тільки в ньому гарантується одержання сорбітної структури, необхідної для волочіння катанки на дріт У серцевині ж зберігається структура прискорено охолодженої катанки, а вона часто містить грубопластінчатий перліт і надлишкові фази - усе це погіршує деформованість катанки при ВОЛОЧІННІ на дріт і властивості цього дроту Відомий спосіб термічної обробки дроту, здійснюваний в агрегаті для термообробки сталевого дроту, що включає нагрівання для аустенітизацм в протяжливій печі й охолодження для розпаду аустеніту в дифузійній області в термостатах (А с СРСР № 1076472, кл C21D9/52, опубл 28 02 1984 Бюл №8) Цей спосіб по технічній суті є найбільш близьким що до заявляемого і тому прийнятий як найближчий аналог Ознаками, загальними для способу термічної обробки дротової заготівлі і найближчого аналога є нагрівання для аустенітизацм й охолодження для розпаду аустеніту в дифузійній області Недоліками цього способу є - спосіб призначений в основному для термообробки дроту з низьколегованої сталі, - велика тривалість термообробки, обумовлена повільним нагріванням у повітряній атмосфері протяжливої печі й охолодженням у повітряному середовищі в термостатах, - труднощі одержання сорбітної структури в заготівці з вуглецевої сталі, особливо великих діаметрів, через малу СТІЙКІСТЬ переохолодженого аустеніту В основу пропонованого винаходу поставлена задача такого удосконалення способу термічної обробки дротової заготівки, що дозволила б скоротити тривалість обробки і забезпечити одержання сорбітної структури в дротових заготівках зі сталей з малою СТІЙКІСТЮ переохолодженого аустеніту за рахунок циклічних режимів нагрівання й охолодження Поставлена задача вирішується тим, що в способі термічної обробки дротової заготівки, що включає нагрівання для аустенітизацм й охолодження для розпаду аустеніту в дифузійній області, ВІДПОВІДНО до винаходу нагрівання й охолодження здійснюють в електроліті циклічно, причому тривалість кожного наступного циклу при нагріванні в 1,5 - 2,5 рази коротше попереднього, а тривалість кожного наступного циклу при охолодженні в 2 - 3 рази триваліше попереднього Завдяки циклічному нагріванню в електроліті з тривалістю кожного наступного циклу в 1,5 - 2,5 рази коротше попереднього досягається скорочення тривалості термообробки на стадії нагрівай 1 ю 59744 ня при досягненні рівномірного прогріву дротової заготівлі по перетину, завдяки циклічному охолодженню в електроліті з тривалістю кожного наступного циклу в 2 - 3 рази триваліше попереднього досягається скорочення тривалості термообробки на стадії охолодження при забезпеченні одержання сорбітної структури в дротових заготівлях зі сталей з малою СТІЙКІСТЮ переохолодженого аустеніту Якщо при циклічному нагріванні тривалість кожного наступного циклу буде коротше попереднього менш чим у 1,5 рази, то до кінця кожного циклу температура не встигає вирівнятися по перетину заготівки, так що до кінця стадії нагрівання температура по перетину заготівки буде неоднаковою, якщо ж тривалість кожного наступного циклу буде коротше попереднього більш ніж у 2,5 рази, то це нераціонально подовжить стадію нагрівання, тому що вирівнювання температури забезпечується при укороченні тривалості наступного циклу в 1,5 - 2,5 рази При тривалості кожного наступного циклу при охолодженні триваліше попереднього менш чим у 2 рази, температура по перетину заготівки не встигає вирівнятися, так що до кінця стадії охолодження вона буде неоднаковою по перетину заготівки і, отже, не може бути отримана однорідна сорбітна структура, при тривалості ж кожного наступного циклу при охолодженні триваліше попереднього більш ніж у 3 рази розпад аустеніту через малу його СТІЙКІСТЬ почнеться в процесі охолодження, так що й у цьому випадку не може бути отримана однорідна сорбітна структура Спосіб термічної обробки дротової заготівки пояснюється фігурою, на якій приведена графічна схема режиму термічної обробки Стадія нагрівання в електроліті складається з циклів, наприклад, циклів І, II, III, стадія охолодження в електроліті також складається з циклів, наприклад, циклів І і II Кожний з циклів нагрівання І, II, III містить активний етап 1 нагріву для температури поверхні заготівки і 2 - для серцевини заготівки й етап З вирівнювання температури для поверхні заготівки і 4 - для серцевини заготівки Кожний з циклів охолодження І і II містить активний етап 5 охолодження для температури поверхні заготівки і 6 - для серцевини заготівки й етап 7 вирівнювання температури для поверхні заготівки і 8 - для серцевини заготівки Криві 9 і 10 показують ВІДПОВІДНО початок і кінець розпаду аустеніту в сорбітну структуру Спосіб термічної обробки дротової заготівки здійснюють таким чином Дротову заготівку циклічно нагрівають в електроліті Остаточну температуру нагріву признача ють так, щоб вона забезпечила аустенітизацію з одержанням однорідного аустеніту з заданим розміром зерна Кожен наступний цикл при нагріванні призначають у 1,5 - 2,5 рази коротше попереднього Потім роблять циклічне охолодження до температури розпаду аустеніту в дифузійній області в сорбітну структуру, для чого користуються діаграмами розпаду аустеніту, що приводяться в довідниках Тривалість кожного наступного циклу при охолодженні призначають у 2 - 3 рази триваліше попереднього Після досягнення і вирівнювання заданої температури по перетині заготівлі відбувається розпад аустеніту в сорбітну структуру, Приклад Для здійснення способу термічної обробки дротової заготівки в лабораторних умовах використовували зразки дротової заготівки діаметром 5,0мм зі сталі 60 змістом, мас % 0.62С, 0,27Si, 0,66Mn, 0.28S, 0,021 Р Для нагрівання й охолодження використовували лабораторну установку, у якій як робоче середовище застосовували електроліт, що уявляє собою 8%-вий розчин ІЧагСОз у воді Попередньо установили, що температура нагріву цієї сталі для аустенітизацм повинна складати 910 - 930°С, а температура розпаду в дифузійній області для одержання сорбітної структури - 660 - 680°С, причому час до початку розпаду складає 7 с Нагрівання в електроліті проводили в 3 цикли тривалість першого циклу нагрівання склала 15 с, другого -8с, третього - 4с, таким чином, тривалість другого циклу при нагріванні виявилася коротше першого циклу в 1,875 рази, а тривалість третього циклу - у 2 рази коротше другого циклу Загальний час нагрівання склало 27 с Охолодження проводили в 2 цикли тривалість першого циклу охолодження склала 1,5 с, а другого - 4с, тобто другий цикл був у 2,67 рази триваліше першого циклу охолодження Загальний час охолодження до температури розпаду аустеніту склала 5,5 с, що менше часу до початку розпаду аустеніту (7 с) Підтримка температури під час розпаду і подальше охолодження здійснювали відомими прийомами Оцінку отриманої мікроструктури робили за допомогою металографічного мікроскопа «Неофот», а мікротвердості - мікротвердомера ПМТ-3 По всьому перетину заготівки одержали сорбітну структуру, що підтверджують значення мікротвердості, що знаходяться в межах 2350 - 2550Н/мм2 Таким чином, підтверджено, що термічна обробка дротової заготівки по способу, що заявляється, скорочує тривалість термообробки і забезпечує одержання сорбітної структури в дротових заготівках зі сталей з малою СТІЙКІСТЮ переохолодженого аустеніту 59744 Комп'ютерна верстка А Крулевський Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermal treatment of wire half-finished product
Автори англійськоюAlimov Valerii Ivanovych, Tukov Volodymyr Anatoliiovych
Назва патенту російськоюСпособ термической обработки проволочной заготовки
Автори російськоюАлимов Валерий Иванович, Туков Владимир Анатольевич
МПК / Мітки
МПК: C21D 9/52
Мітки: дротової, спосіб, обробки, термічної, заготовки
Код посилання
<a href="https://ua.patents.su/3-59744-sposib-termichno-obrobki-drotovo-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки дротової заготовки</a>
Спосіб термічної обробки зварних з’єднань

Номер патенту: 21066
Опубліковано: 04.11.1997
Автор: Коровайченко Юрій Миколайович
МПК: C21D 1/00
Мітки: зварних, спосіб, обробки, з'єднань, термічної
Формула / Реферат:
Спосіб термічної обробки зварних з'єднань, включаючий місцеву зональну термічну обробку шва і зон термічного впливу автономними нагрівачами, який відрізняється тим, що зварні з'єднання піддають багаторазовому нагріванню з швидкістю 350-500°С/хв до температури АC1+40 - 60°С без витримки, природному охолодженню з швидкістю 80-100 С/хв до температури Аr1 -50 - 70°С І примусовому охолодженню з швидкістю 600-900°С/хв до температури 50-100°С у...
Спосіб термічної обробки сталі
Номер патенту: 57152
Опубліковано: 16.06.2003
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: сталі, обробки, спосіб, термічної
Формула / Реферат:
Спосіб термічної обробки сталі, що включає проведення термоциклування, гартування і відпуск, який відрізняється тим, що термоциклування проводиться нагрівом сталі до температури вище точки Ас3 на 30...50°С і охолодженням нижче точки Аr3 на 30...50°С, а в подальшому здійснюють охолодження до температур 600, 400, 200°С і до кімнатної температури з нагрівом вище точки Ас3, на 30...50°С перед кожним із охолоджень, а потім виконують гартування...
Спосіб термічної обробки високолегованого чавуну
Номер патенту: 59272
Опубліковано: 15.08.2003
Автори: Куцов Андрій Юрійович, Куцова Валентина Зиновіївна, Мамченко Ганна Валеріївна, Ковзель Максим Анатолійович
МПК: C21D 5/00
Мітки: термічної, спосіб, високолегованого, чавуну, обробки
Формула / Реферат:
Спосіб термічної обробки високолегованого чавуну, що включає аустенітизацію й охолодження, який відрізняється тим, що проводять аустенітизацію при температурі 950-1050°С і додатково ізотермічну витримку при температурі 300-350°С перед охолодженням, при цьому охолодження проводять у воді після ізотермічної витримки.
Спосіб термічної обробки виробів
Номер патенту: 34833
Опубліковано: 15.03.2001
Автор: Зелікович Олександр Якович
МПК: C21D 9/36, C21D 1/18, C21D 1/84, B21H 1/00
Мітки: виробів, спосіб, термічної, обробки
Формула / Реферат:
Спосіб термічної обробки виробів, що містить прокатування, післядеформаційне підстуджування на повітрі, загартування і відпуск, який відрізняється тим, що підстуджування до температури загартування проводять протягом 105-600 с.
Спосіб термічної обробки виробів
Номер патенту: 34291
Опубліковано: 15.02.2001
Автор: Зелікович Олександр Якович
МПК: B21H 1/00, C21D 9/36, C21D 1/18
Мітки: обробки, виробів, спосіб, термічної
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Попередній патент: Спосіб сорбційно-спектроскопічного визначення стануму (iv)
Наступний патент: Спосіб обробки циліндричних отворів двоступінчастим осьовим інструментом
Випадковий патент: Пристрій сигнальний автомобіля