Інструмент для обробки глибоких отворів
Номер патенту: 39366
Опубліковано: 15.06.2001
Автори: Копаньов Микола Миколаєвич, Єськов Олексій Леонтієвич
Формула / Реферат
Інструмент для обробки глибоких отворів, що складається з оправки , яка має різцетримачі, які установлені діаметрально протилежно з можливостю переміщення відносно геометричної вісі інструмента і несуть різцеві елементи, а також з центрувальної головки та засобів примусового дрібнення стружки, виконаних у вигляді роликів і торцових кулачків, закріплених відповідно на різцетримачах і центрувальній головці, який відрізняється тим, що різцеві елементи установлені з перекриттям згадуваної геометричної вісі інструмента, а їх різцеві окрайки розташовані у площині, яка проходить крізь згадувану геометрічну вісь, при цьому торцові кулачки в кількості, котра дорівнюється непарному числу, установлені з можливостю почергової взаємодії з роликами і виконані у вигляді секторів кола з рівними центральними кутами і середніми радіусами.
Текст
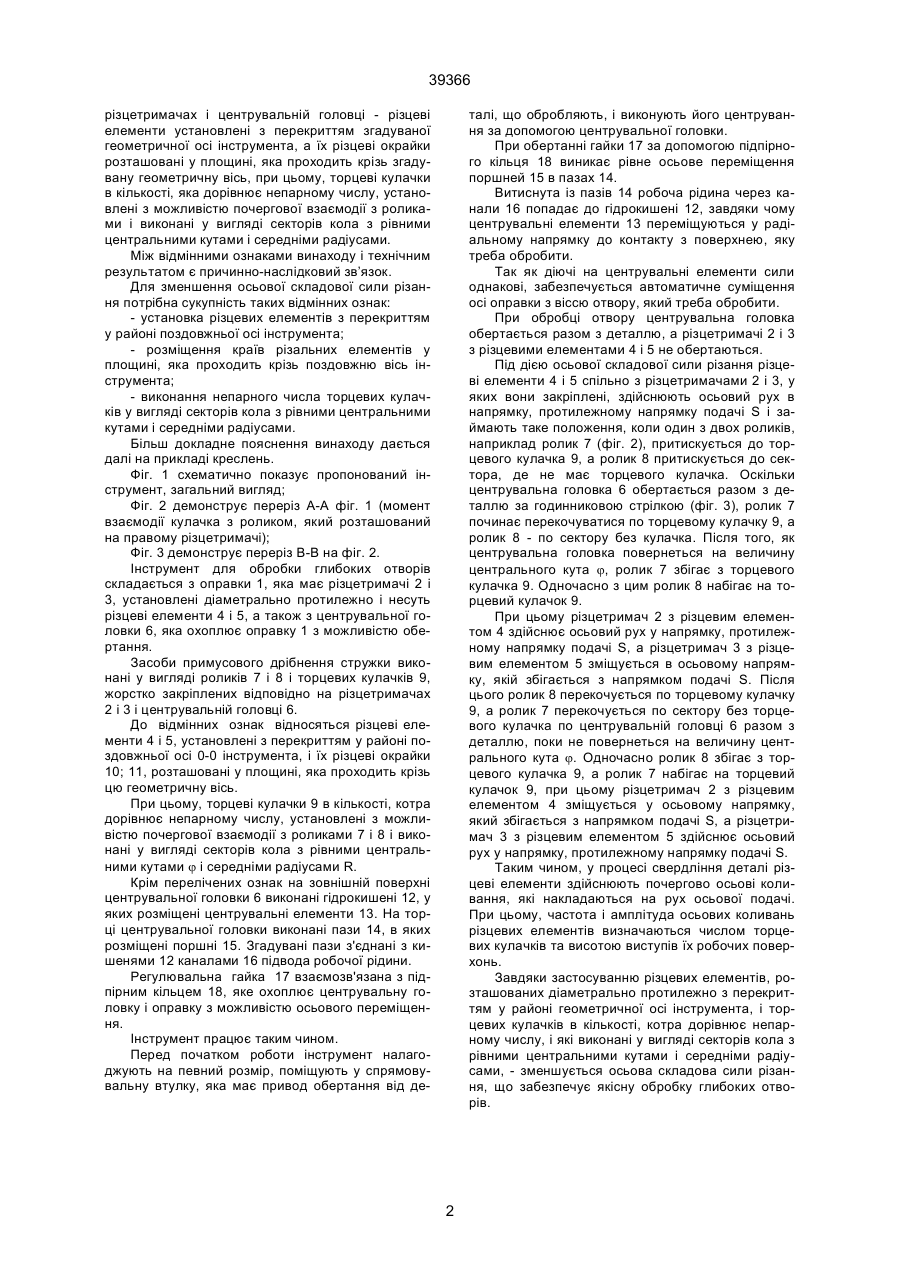
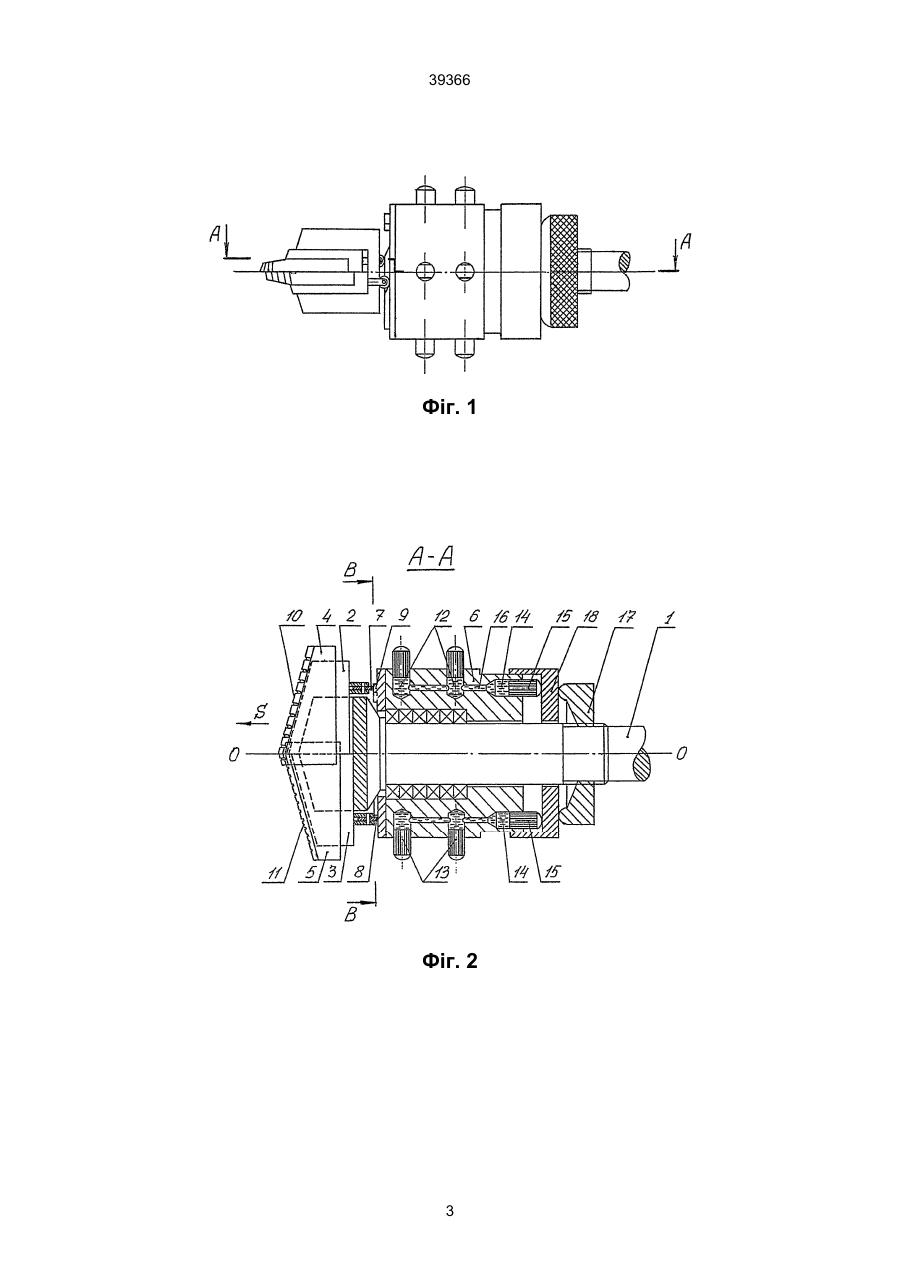
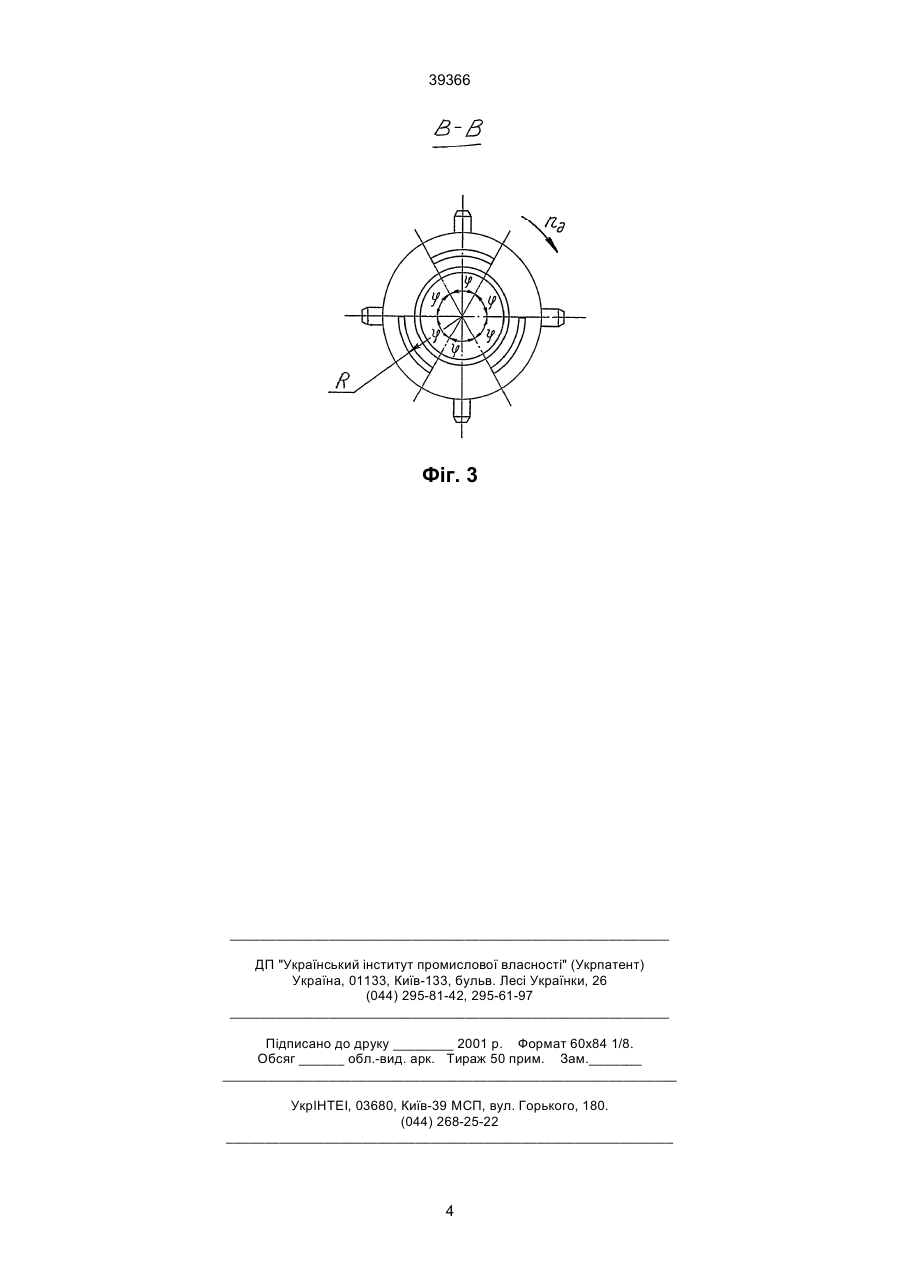
Інструмент для обробки глибоких отворів, що складається з оправки, яка має різцетримачі, які установлені діаметрально протилежно з можливістю переміщення відносно геометричної осі інструмента і несуть різцеві елементи, а також з центру 39366 різцетримачах і центрувальній головці - різцеві елементи установлені з перекриттям згадуваної геометричної осі інструмента, а їх різцеві окрайки розташовані у площині, яка проходить крізь згадувану геометричну вісь, при цьому, торцеві кулачки в кількості, яка дорівнює непарному числу, установлені з можливістю почергової взаємодії з роликами і виконані у вигляді секторів кола з рівними центральними кутами і середніми радіусами. Між відмінними ознаками винаходу і технічним результатом є причинно-наслідковий зв’язок. Для зменшення осьової складової сили різання потрібна сукупність таких відмінних ознак: - установка різцевих елементів з перекриттям у районі поздовжньої осі інструмента; - розміщення країв різальних елементів у площині, яка проходить крізь поздовжню вісь інструмента; - виконання непарного числа торцевих кулачків у вигляді секторів кола з рівними центральними кутами і середніми радіусами. Більш докладне пояснення винаходу дається далі на прикладі креслень. Фіг. 1 схематично показує пропонований інструмент, загальний вигляд; Фіг. 2 демонструє переріз А-А фіг. 1 (момент взаємодії кулачка з роликом, який розташований на правому різцетримачі); Фіг. 3 демонструє переріз В-В на фіг. 2. Інструмент для обробки глибоких отворів складається з оправки 1, яка має різцетримачі 2 і 3, установлені діаметрально протилежно i несуть різцеві елементи 4 і 5, а також з центрувальної головки 6, яка охоплює оправку 1 з можливістю обертання. Засоби примусового дрібнення стружки виконані у вигляді роликів 7 і 8 i торцевих кулачків 9, жорстко закріплених відповідно на різцетримачах 2 i 3 і центрувальній головці 6. До відмінних ознак відносяться різцеві елементи 4 і 5, установлені з перекриттям у районі поздовжньої осі 0-0 інструмента, i їх різцеві окрайки 10; 11, розташовані у площині, яка проходить крізь цю геометричну вісь. При цьому, торцеві кулачки 9 в кількості, котра дорівнює непарному числу, установлені з можливістю почергової взаємодії з роликами 7 i 8 i виконані у вигляді секторів кола з рівними центральними кутами j і середніми радіусами R. Крім перелічених ознак на зовнішній поверхні центрувальної головки 6 виконані гідрокишені 12, у яких розміщені центрувальні елементи 13. На торці центрувальної головки виконані пази 14, в яких розміщені поршні 15. Згадувані пази з'єднані з кишенями 12 каналами 16 підвода робочої рідини. Регулювальна гайка 17 взаємозв'язана з підпірним кільцем 18, яке охоплює центрувальну головку і оправку з можливістю осьового переміщення. Інструмент працює таким чином. Перед початком роботи інструмент налагоджують на певний розмір, поміщують у спрямовувальну втулку, яка має привод обертання від де талі, що обробляють, і виконують його центрування за допомогою центрувальної головки. При обертанні гайки 17 за допомогою підпірного кільця 18 виникає рівне осьове переміщення поршней 15 в пазах 14. Витиснута із пазів 14 робоча рідина через канали 16 попадає до гідрокишені 12, завдяки чому центрувальні елементи 13 переміщуються у радіальному напрямку до контакту з поверхнею, яку треба обробити. Так як діючі на центрувальні елементи сили однакові, забезпечується автоматичне суміщення осі оправки з віссю отвору, який треба обробити. При обробці отвору центрувальна головка обертається разом з деталлю, а різцетримачі 2 і 3 з різцевими елементами 4 і 5 не обертаються. Під дією осьової складової сили різання різцеві елементи 4 і 5 спільно з різцетримачами 2 і 3, у яких вони закріплені, здійснюють осьовий pyx в напрямку, протилежному напрямку подачі S і займають таке положення, коли один з двох роликів, наприклад ролик 7 (фіг. 2), притискується до торцевого кулачка 9, а ролик 8 притискується до сектора, де не має торцевого кулачка. Оскільки центрувальна головка 6 обертається разом з деталлю за годинниковою стрілкою (фіг. 3), ролик 7 починає перекочуватися по торцевому кулачку 9, а ролик 8 - по сектору без кулачка. Після того, як центрувальна головка повернеться на величину центрального кута j, ролик 7 збігає з торцевого кулачка 9. Одночасно з цим ролик 8 набігає на торцевий кулачок 9. При цьому різцетримач 2 з різцевим елементом 4 здійснює осьовий рух у напрямку, протилежному напрямку подачі S, а різцетримач 3 з різцевим елементом 5 зміщується в осьовому напрямку, якій збігається з напрямком подачі S. Після цього ролик 8 перекочується по торцевому кулачку 9, а ролик 7 перекочується по сектору без торцевого кулачка по центрувальній головці 6 разом з деталлю, поки не повернеться на величину центрального кута j. Одночасно ролик 8 збігає з торцевого кулачка 9, а ролик 7 набігає на торцевий кулачок 9, при цьому різцетримач 2 з різцевим елементом 4 зміщується у осьовому напрямку, який збігається з напрямком подачі S, а різцетримач 3 з різцевим елементом 5 здійснює осьовий pyx у напрямку, протилежному напрямку подачі S. Таким чином, у процесі свердління деталі різцеві елементи здійснюють почергово осьові коливання, які накладаються на pyx осьової подачі. При цьому, частота і амплітуда осьових коливань різцевих елементів визначаються числом торцевих кулачків та висотою виступів їх робочих поверхонь. Завдяки застосуванню різцевих елементів, розташованих діаметрально протилежно з перекриттям у районі геометричної осі інструмента, і торцевих кулачків в кількості, котра дорівнює непарному числу, і які виконані у вигляді секторів кола з рівними центральними кутами і середніми радіусами, - зменшується осьова складова сили різання, що забезпечує якісну обробку глибоких отворів. 2 39366 Фіг. 1 Фіг. 2 3 39366 Фіг. 3 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюTool for machining of deep holes
Автори англійськоюYeskov Oleksii Leontiievych, Kopaniov Mykola Mykolaievych
Назва патенту російськоюИнструмент для обработки глубоких отверстий
Автори російськоюЕськов Алексей Леонтьевич, Копанев Николай Николаевич
МПК / Мітки
МПК: B23B 29/00
Мітки: обробки, інструмент, отворів, глибоких
Код посилання
<a href="https://ua.patents.su/4-39366-instrument-dlya-obrobki-glibokikh-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Інструмент для обробки глибоких отворів</a>
Інструмент для обробки глибоких отворів
Номер патенту: 39275
Опубліковано: 15.06.2001
Автори: Копаньов Микола Миколаевич, Єськов Олексій Леонтієвич
МПК: B23B 29/00
Мітки: отворів, інструмент, обробки, глибоких
Формула / Реферат:
Інструмент для обробки глибоких отворів, що складається з оправки, яка має різцетримач з різальним елементом, центрувальну головку і пристрій для примусового роздріблення стружки в вигляді роликів і торцевих кулачків, що закріплені відповідно на різцетримачі і центрувальній головці, який відрізняється тим, що торцеві кулачки виконано у вигляді секторів з однаковими центральними кутами і різними середніми радіусами, а ролики установлені з...
Верстат для обробки глибоких отворів
Номер патенту: 39809
Опубліковано: 15.06.2001
Автори: Єськов Олексій Леонтієвич, Копаньов Микола Миколаевич
МПК: B23B 41/00
Мітки: верстат, обробки, отворів, глибоких
Формула / Реферат:
1. Верстат для обробки глибоких отворів, який складається зі станини, бабки виробу, інструментальної бабки, маслоприймача з кондукторною втулкою, борштанги, свердлувальної та розточувальної головок, який відрізняється тим, що його обладнано додатковим маслоприймачем, оснащеним привідним патроном та штангою, яка обхоплює з кільцевим зазором борштангу та перепущена через основний маслоприймач, при цьому додатковий маслоприймач встановлено на...
Верстат для обробки глибоких отворів
Номер патенту: 12136
Опубліковано: 25.12.1996
Автори: Попова Ніна Григоровна, Боков Віктор Андріанович
МПК: B23B 41/00
Мітки: отворів, верстат, обробки, глибоких
Формула / Реферат:
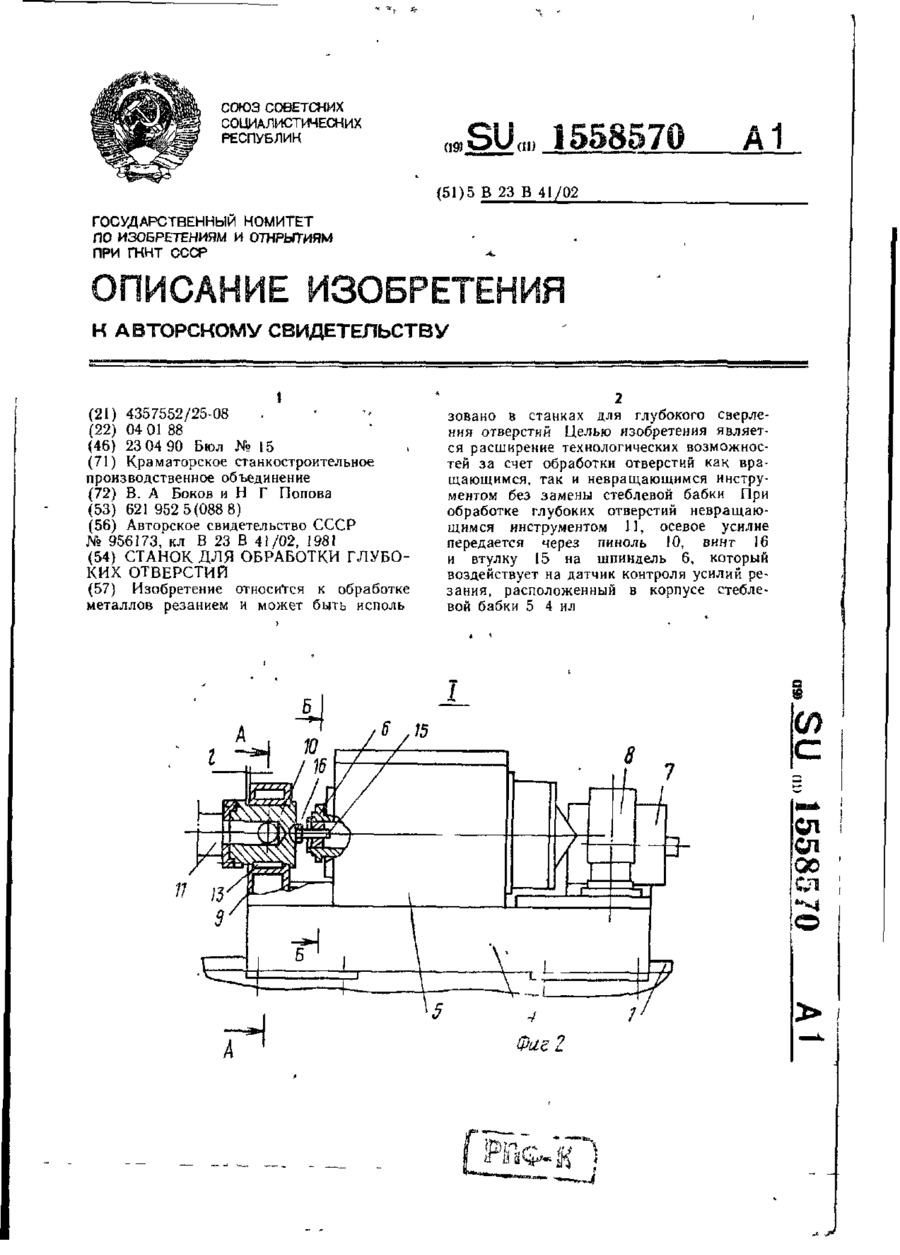
Станок для обработки глубоких отверстий, на станине которого установлена каретка со стеблевой бабкой и с приводами вращения шпинделя и подачи каретки с бабкой, отличающийся тем, что с целью расширения технологических возможностей за счет обработки отверстий невращающимся инструментом без смены стеблевой бабки, станок снабжен установленной на каретке опорой с пинолыо, фиксатором, втулкой и винтом, причем пиноль установлена соосно с шпинделем...
Різальний інструмент для обробки отворів
Номер патенту: 19628
Опубліковано: 25.12.1997
Автори: Чайковська Валерія Едуардівна, Крепак Олександр Сергійович, Крепак Сергій Олександрович
МПК: B23F 21/00
Мітки: отворів, інструмент, обробки, різальний
Формула / Реферат:
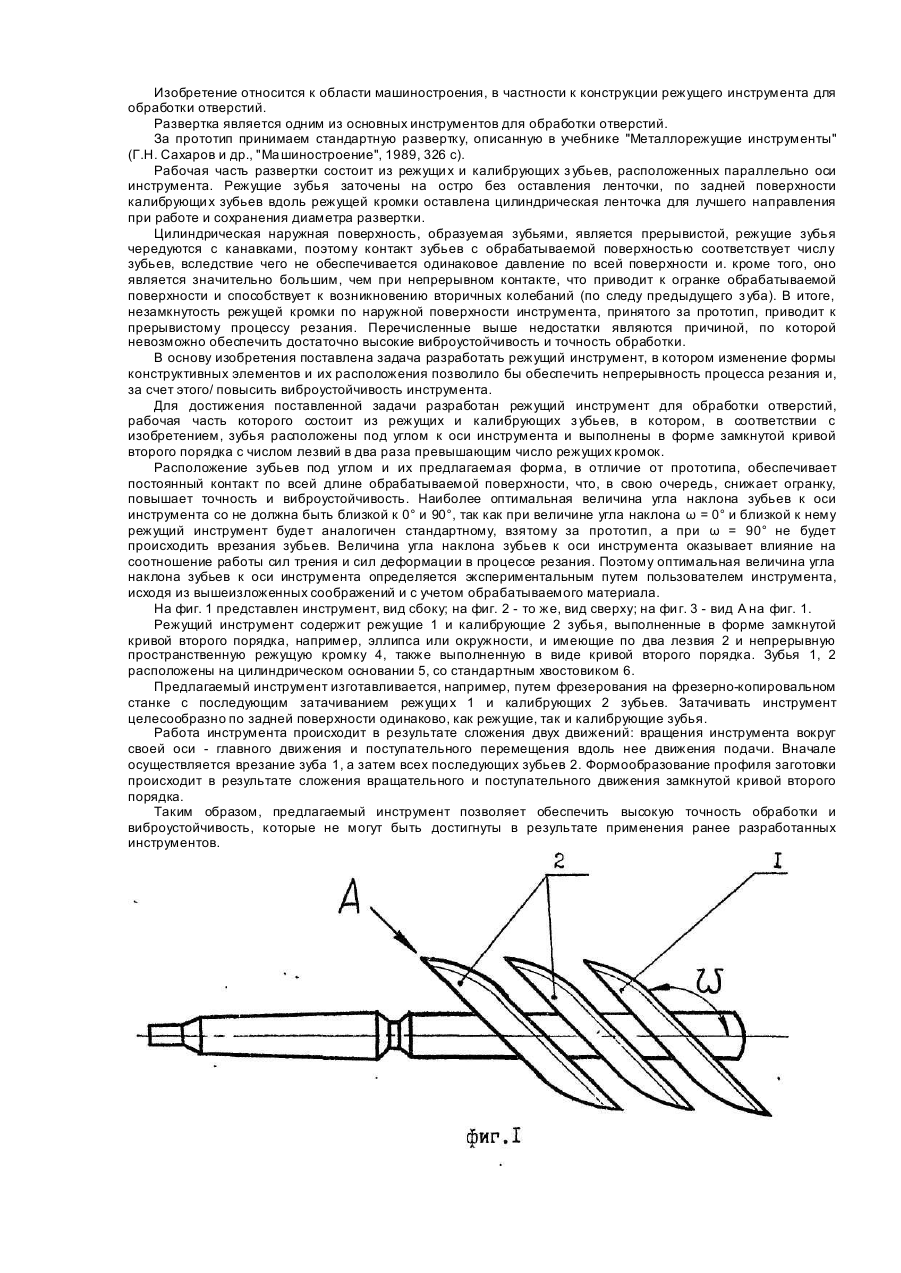
Режущий инструмент для обработки отверстий, содержащий рабочую часть, образованную режущими и калибрующими зубьями с лезвиями и режущими кромками, отличающийся тем, что зубья расположены подуглом к оси инструмента и выполнены в форме замкнутой кривой второго порядка с числом лезвий в два раза превышающим число режущих кромок.
Інструмент-катод для електрохімічної абразивної обробки отворів
Номер патенту: 12645
Опубліковано: 28.02.1997
Автор: Гурвіч Роберт Олександрович
МПК: B23H 5/00
Мітки: електрохімічної, абразивної, обробки, інструмент-катод, отворів
Формула / Реферат:
1. Инструмент-катод для электрохимической абразивной обработки отверстий, содержащий электропроводный хвостовик, жестко соединенный с рабочим элементом, состоящим из катода и выступающего относительно него поликристаллического элемента из сверхтвердого материала, расположенного под углом к оси вращения инструмента, отличающийся тем, что профиль наружной поверхности поликристаллического элемента представляет собой замкнутую кривую,...
Попередній патент: Спосіб обробки продуктивних пластів
Наступний патент: Промивальна рідина
Випадковий патент: Кожух безмастильної муфти