Спосіб розмірної обробки електричною дугою отворів та порожнин
Номер патенту: 22072
Опубліковано: 30.04.1998

Формула / Реферат
1. Спосіб розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, який відрізняється тим, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний бічний зазор, який утворений зовнішньою поверхнею електрода-інструмента і еквідистантно розташованою навколо неї внутрішньою бічною поверхнею герметизованої камери, причому штучний бічний зазор дорівнює боковому міжелектродному зазору або порівняний із ним.
2. Спосіб по п. 1, який відрізняється тим, що довжини трас течії робочої рідини у протилежних штучних бічних зазорах у плоскості відносно нахилу стартової і донної поверхонь із боку гострого кута (Іг) і з боку протилежному гострому куту (Іп) регулюють із умови 1г ≤ 1п.
Текст
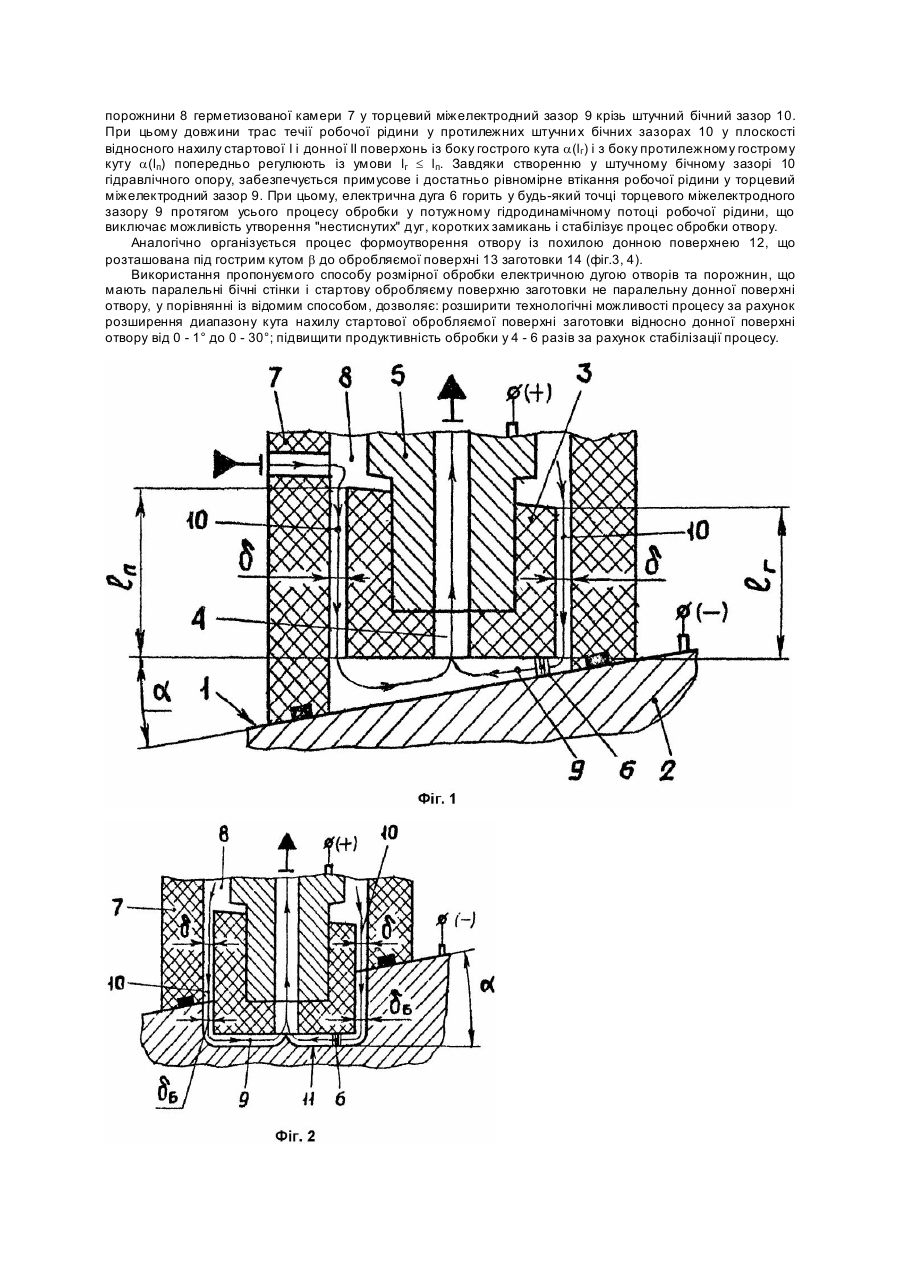
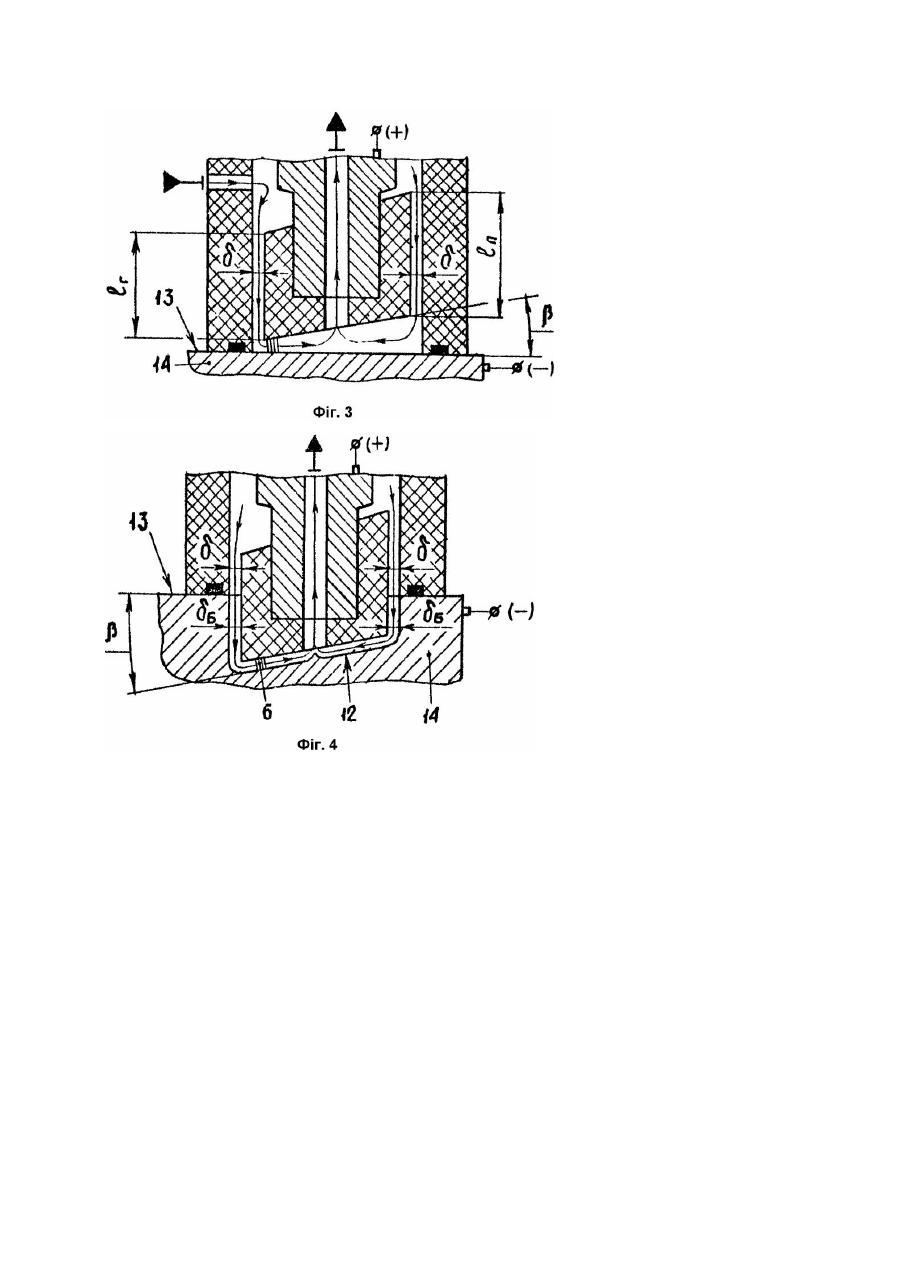
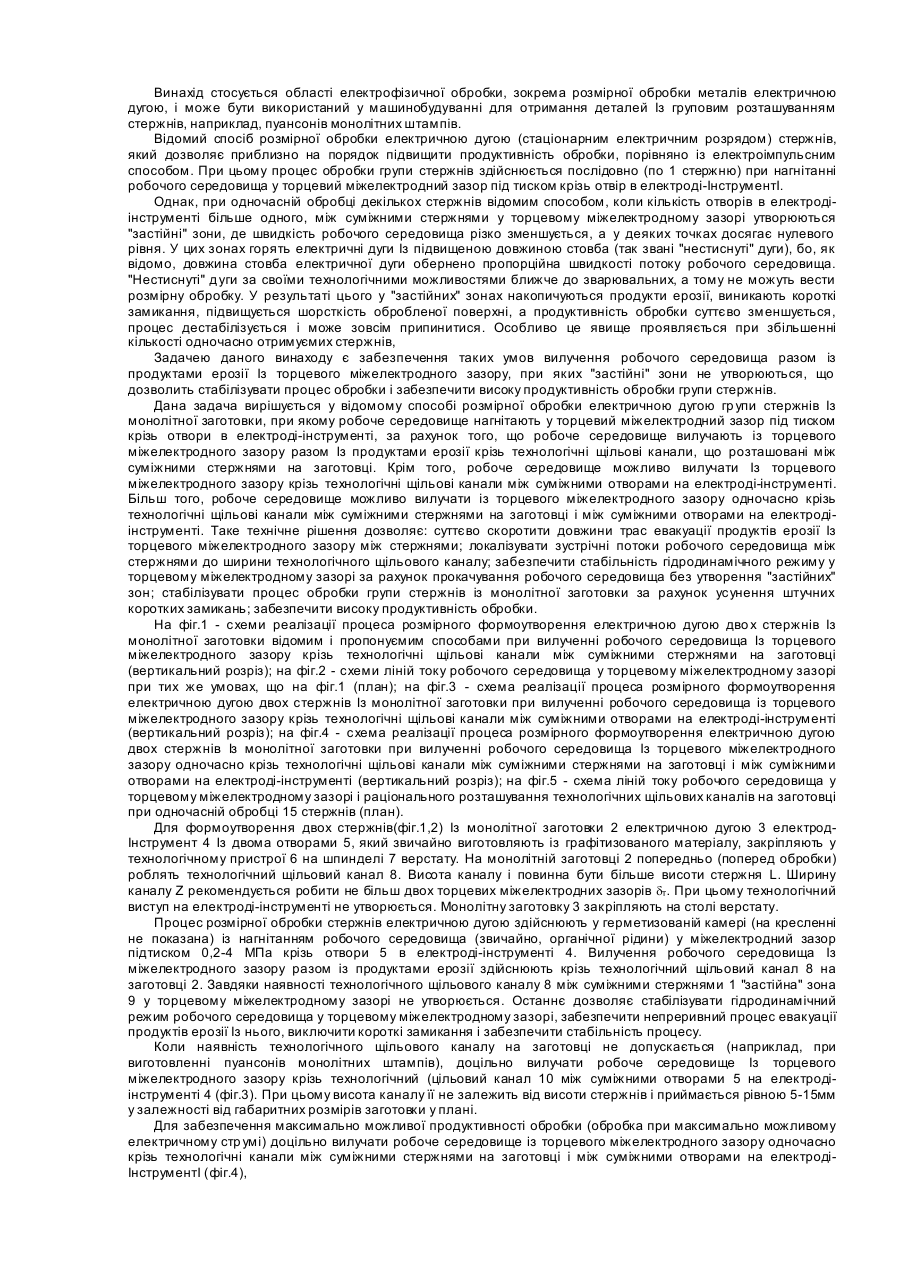
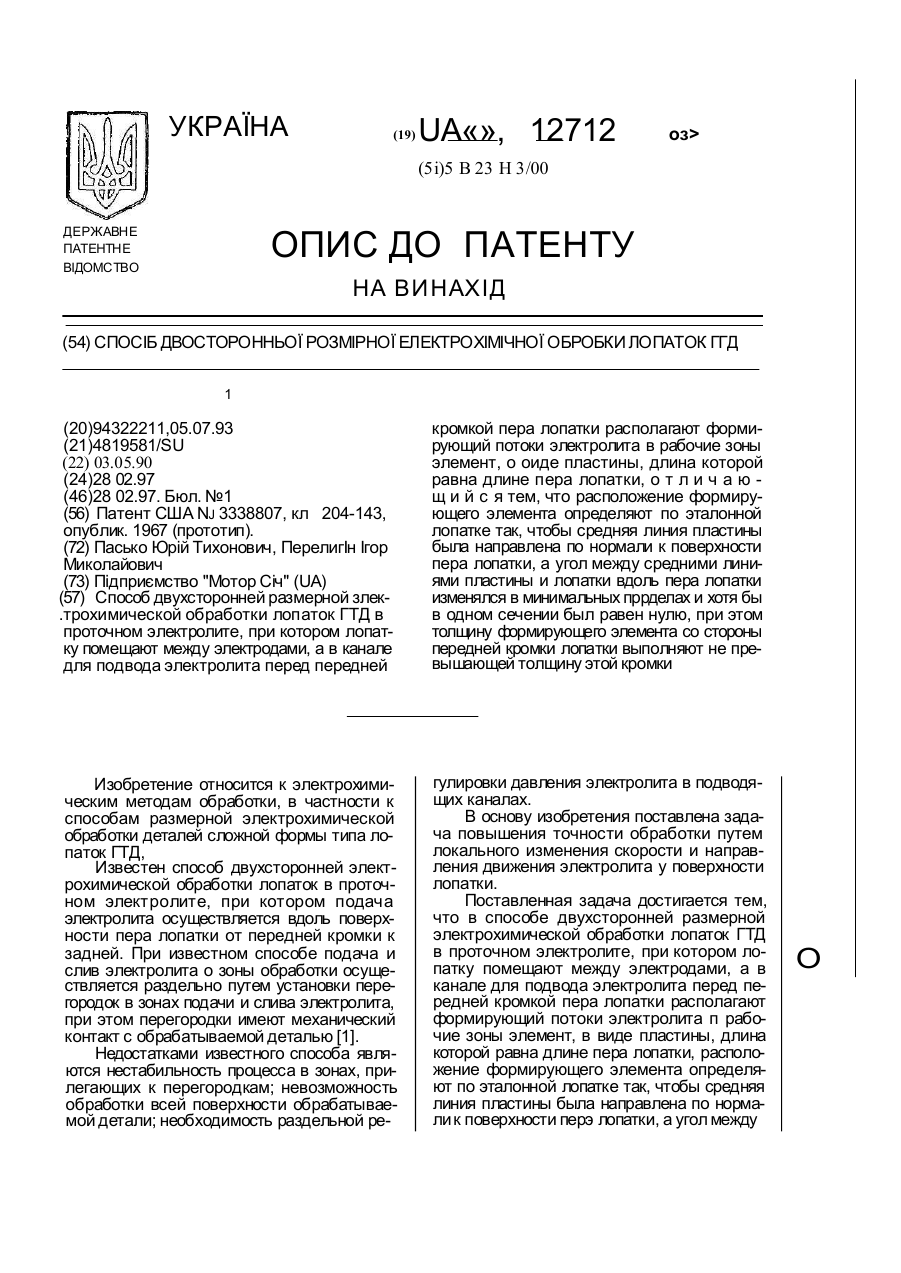
Винахід стосується області електрофізичної обробки, зокрема розмірної обробки металів електричною дугою, і може бути використаний у машинобудуванні для отримання отворів і порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню заготовки не паралельну донної поверхні отвору. Відомі аналогічні електрофізичні способи розмірної обробки отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню заготовки не паралельну донної поверхні отвору, наприклад, електроімпульсний спосіб. Даний спосіб дозволяє отримувати отвори та порожнини практично із будь-яким гострим кутом взаємного розташування даних поверхонь (Электроэрозионная и электрохимическая обработка. Расчет, проектирование, изготовление и применение электродов-инструментов. - Ч. 1. Электроэрозионная обработка. - М.: НИИмаш, 1980. - С.74). Аналогічні електрофізичні способи володіють низькою продуктивности обробки, тому, що використовують для обробки нестаціонарні форми електричного розряду (електричну іскру, електричний імпульс). Відомий спосіб розмірної обробки електричною дугою (стаціонарним електричним розрядом) отворів та порожнин, що мають паралельні бічні стінки, який приблизно на порядок підвищує продуктивність обробки, порівняно із електроімпульсним способом. При реалізації даного способу процес обробки здійснюється при нагнітанні робочої рідини із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента. Даний спосіб дозволяє обробити отвори та порожнини у яких стартова обробляєма поверхня розташована під гострим кутом 0 - 1° по відношенню до донної поверхні отвору (Носуленко В.И., Мещеряков Г.Н. Размерная обработка металлов электрической дугой // Электронная обработка материалов. - 1981. - №1. - С.20). Однак, при підвищенні кута нахилу стартової обробляємої поверхні до донної поверхні отвору більш ніж на 1°, в початковий момент процесу обробки відбувається суттєвий перерозподіл потоку на вході у торцевий міжелектродний зазор пропорційно величині торцевого зазору на периметрі обробляємого отвору. Таким чином, основний потік робочої рідини, згідно із принципом найменшого опору, буде втікати у торцевий міжелектродний зазор не там, де починається обробка отвору, а із протилежного боку, де обробка не відбувається. Тому у місцях, де починається обробка отвору, загораються електричні дуги із підвищеною довжиною стовпа (так звані "нестиснуті" дуги), бо, як відомо, довжина стовпа електричної дуги обернено пропорційна швидкості потоку робочої рідини у міжелектродному зазорі. "Нестиснуті" дуги за своїми технологічними можливостями ближче до зварювальних, а тому не можуть вести якісну розмірну обробку. У результаті цього продукти ерозії не вилучаються із торцевого зазору, виникають короткі замикання, підвищується шорсткість обробленої поверхні, а продуктивність обробки суттєво зменшується, процес дестабілізується і може зовсім припинитися. Причиною цього є те, що на електроерозійних верстатах звичайно застосовують універсальні герметизовані камери, які охоплюють відносно великий діапазон розмірів обробляємих отворів та порожнин. Так, наприклад, універсальна герметична камера внутрішнім діаметром 160мм, що застосовується на верстаті "Дуга-8Д", дозволяє отримувати отвори із найбільшим розміром у плані від 4 до 100мм (Носуленко В.И., Боков В.М. Высокопроизводительный электроэрозионный станок "Дуга-8Д". - Информационный листок №94-1, Кировоградский ЦНТЭИ). Як бачимо, бічний зазор між камерою і електродом-інструментом у 10 - 500 разів перевищує бічний міжелектродний зазор, тобто не порівнянний із ним. Тому робоча рідина втікає у торцевий міжелектродний зазор вільно, без суттєвого гідравлічного опору із боку камери і перерозподіляється за периметром обробляємого отвору за вказаним вище принципом. Задачею даного винаходу є забезпечення таких умов нагнітання робочої рідини у торцевий міжелектродний зазор, при яких у початковий момент процесу обробки не відбувається суттєвий перерозподіл потоку на периметрі обробляємого отвору, що дозволить стабілізувати процес обробки. Дана задача вирішується у відомому способі розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню заготовки не паралельну донної поверхні отвору, при якому робочу рідину нагнітають із герметизованої камери у торцевий міжелектродний зазор під тиском у напрямку від периферії до центру електрода-інструмента, за рахунок того, що нагнітання робочої рідини у торцевий міжелектродний зазор здійснюють крізь штучний бічний зазор, який утворений зовнішнею бічною поверхнею електрода-інструмента і еквідістантно розташованою навколо неї внутрішнею бічною поверхнею герметизованої камери, причому штучний бічний зазор дорівнює боковому міжелектродному зазору або порівнянний із ним. Крім того, довжини трас течії робочої рідини у протилежних штучних бічних зазорах у плоскості відносного нахилу стартової і донної поверхонь із боку гострого кута (lг) і з боку протилежному гострому куту (lп) регулюють із умови lг £ lп. Таке технічне рішення дозволяє: забезпечити примусове і достатньо рівномірне втікання робочої рідини у торцевий міжелектродний зазор за периметром обробляємого отвору за рахунок створення гідравлічного опору у штучному боковому зазорі; забезпечити стабільність гідродинамічного режиму у зоні обробки у початковий момент; стабілізувати процес обробки за рахунок усунення штучни х коротких замикань; забезпечити високу продуктивність процесу. На приведених кресленнях схематично зображено: початкова (фіг.1) і кінцева (фіг.2) фази реалізації способу розмірної обробки електричною дугою отвору, що розташован на похилої обробляємої поверхні заготовки; початкова (фіг.3) і кінцева (фіг.4) фази реалізації способу розмірної обробки електричною дугою отвору із похилою донною поверхнею. Для формоутворення отвору, що розташован на похилої обробляємої поверхні 1 заготовки 2 (фіг.1, 2) електрод-інструмент 3 із центральним технологічним отвором 4 жорстко закріплюють на трубчастому електродотримачу 5, який з'єднують із шпинделем електроерозійного верстату (на кресленні не показаний), що реалізує спосіб розмірної обробки електричною дугою 6 отворів та порожнин. Навколо електродаінструмента 3 встановлюють герметизовану камеру 7 із рівномірним бічним зазором d 10, який дорівнює або порівнянний із бічним міжелектродним зазором dб . Процес розмірної обробки електричною дугою 6 отвору ведуть при нагнітанні робочої рідини із порожнини 8 герметизованої камери 7 у торцевий міжелектродний зазор 9 крізь штучний бічний зазор 10. При цьому довжини трас течії робочої рідини у протилежних штучни х бічних зазорах 10 у плоскості відносного нахилу стартової I і донної II поверхонь із боку гострого кута a(lг) і з боку протилежному гострому куту a(lп) попередньо регулюють із умови lг £ lп. Завдяки створенню у штучному бічному зазорі 10 гідравлічного опору, забезпечується примусове і достатньо рівномірне втікання робочої рідини у торцевий міжелектродний зазор 9. При цьому, електрична дуга 6 горить у будь-який точці торцевого міжелектродного зазору 9 протягом усього процесу обробки у потужному гідродинамічному потоці робочої рідини, що виключає можливість утворення "нестиснутих" дуг, коротких замикань і стабілізує процес обробки отвору. Аналогічно організується процес формоутворення отвору із похилою донною поверхнею 12, що розташована під гострим кутом b до обробляємої поверхні 13 заготовки 14 (фіг.3, 4). Використання пропонуємого способу розмірної обробки електричною дугою отворів та порожнин, що мають паралельні бічні стінки і стартову обробляєму поверхню заготовки не паралельну донної поверхні отвору, у порівнянні із відомим способом, дозволяє: розширити технологічні можливості процесу за рахунок розширення диапазону кута нахилу стартової обробляємої поверхні заготовки відносно донної поверхні отвору від 0 - 1° до 0 - 30°; підвищити продуктивність обробки у 4 - 6 разів за рахунок стабілізації процесу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of dimensional machining by electric arc of openings and cavities
Автори англійськоюBokov Viktor Myhailovych, Popova Marharyta Ivanivna
Назва патенту російськоюСпособ размерной обработки электрической дугой отверстий и полостей
Автори російськоюБоков Виктор Михайлович, Попова Маргарита Ивановна
МПК / Мітки
МПК: B23H 7/00
Мітки: електричною, отворів, порожнин, спосіб, розмірної, обробки, дугою
Код посилання
<a href="https://ua.patents.su/3-22072-sposib-rozmirno-obrobki-elektrichnoyu-dugoyu-otvoriv-ta-porozhnin.html" target="_blank" rel="follow" title="База патентів України">Спосіб розмірної обробки електричною дугою отворів та порожнин</a>
Спосіб розмірної обробки електричною дугою групи стержнів із монолітної заготовки
Номер патенту: 19498
Опубліковано: 25.12.1997
Автор: Боков Віктор Михайлович
Мітки: групи, електричною, дугою, заготовки, стержнів, монолітної, обробки, розмірної, спосіб
Формула / Реферат:
Спосіб розмірної обробки електричною дугою групи стержнів Із монолітної заготовки, при якому робоче середовище нагнітають у торцевий міжелектродний зазор під тиском крізь отвори в електроді-інструменті, а вилучають Із нього крізь його периферійну частину, який відрізняється тим, що робоче середовище додатково вилучають із торцевого зазора крізь технологічні щільові канали між суміжними стержнями на заготовці, або крізь технологічні щільові...
Спосіб двосторонньої розмірної електрохімічної обробки лопаток гтд
Номер патенту: 12712
Опубліковано: 28.02.1997
Автори: Пасько Юрій Тихонович, Перелигін Ігор Миколайович
МПК: B23H 3/00
Мітки: розмірної, гтд, спосіб, обробки, лопаток, двосторонньої, електрохімічної
Формула / Реферат:
(57) Способ двухсторонней размерной злектрохимической обработки лопаток ГТД в проточном электролите, при котором лопатку помещают между электродами, а в канале для подвода электролита перед передней кромкой пера лопатки располагают формирующий потоки электролита в рабочие зоны элемент, в виде пластины, длина которой равна длине пера лопатки, отличающийся тем, что расположение формирующего элемента определяют по эталонной лопатке так, чтобы...
Пристрій для електрофізичної розмірної обробки
Номер патенту: 12713
Опубліковано: 28.02.1997
Автори: Перелигін Ігор Миколайович, Хмель Ігор Павлович, Рябов Костянтин Ілліч, Великий Віктор Іванович
МПК: B23H 1/02
Мітки: електрофізичної, розмірної, обробки, пристрій
Текст:
...1, выполненный из эрозионностойкого материала закрепленный на пустотелом штоке 2. Пустотелый шток 2 на своей внутренней поверхности имеет покрытие (футеровку) 3 из электропроводного эрозионностойкого материала, например графита. Высота участка с покрытием должна быть не менее, чем расстояние от торцевого межэлектродного зазора до участка окончания кристаллизации жидких продуктов эрозии обрабатываемого материала в потоке рабочей...
Пристрій для обробки біологічних порожнин
Номер патенту: 17432
Опубліковано: 06.05.1997
Автор: Бережний Володимир Володимирович
Мітки: біологічних, пристрій, порожнин, обробки
Формула / Реферат:
1. Устройство для обработки биологических полостей, содержащее источник жидкости под давлением, связанный с полым цилиндрическим корпусом, снабженным штуцером для подсоединения его к источнику жидкости под давлением, отличающееся тем, что устройство снабжено полой насадкой с резьбовым хвостовиком, закрепленной на корпусе с образованием между корпусом и насадкой кольцевой полости со щелью, а на хвостовике выполнены радиальные отверстия,...
Верстат для обробки глибоких отворів
Номер патенту: 12136
Опубліковано: 25.12.1996
Автори: Боков Віктор Андріанович, Попова Ніна Григоровна
МПК: B23B 41/00
Мітки: отворів, обробки, глибоких, верстат
Формула / Реферат:
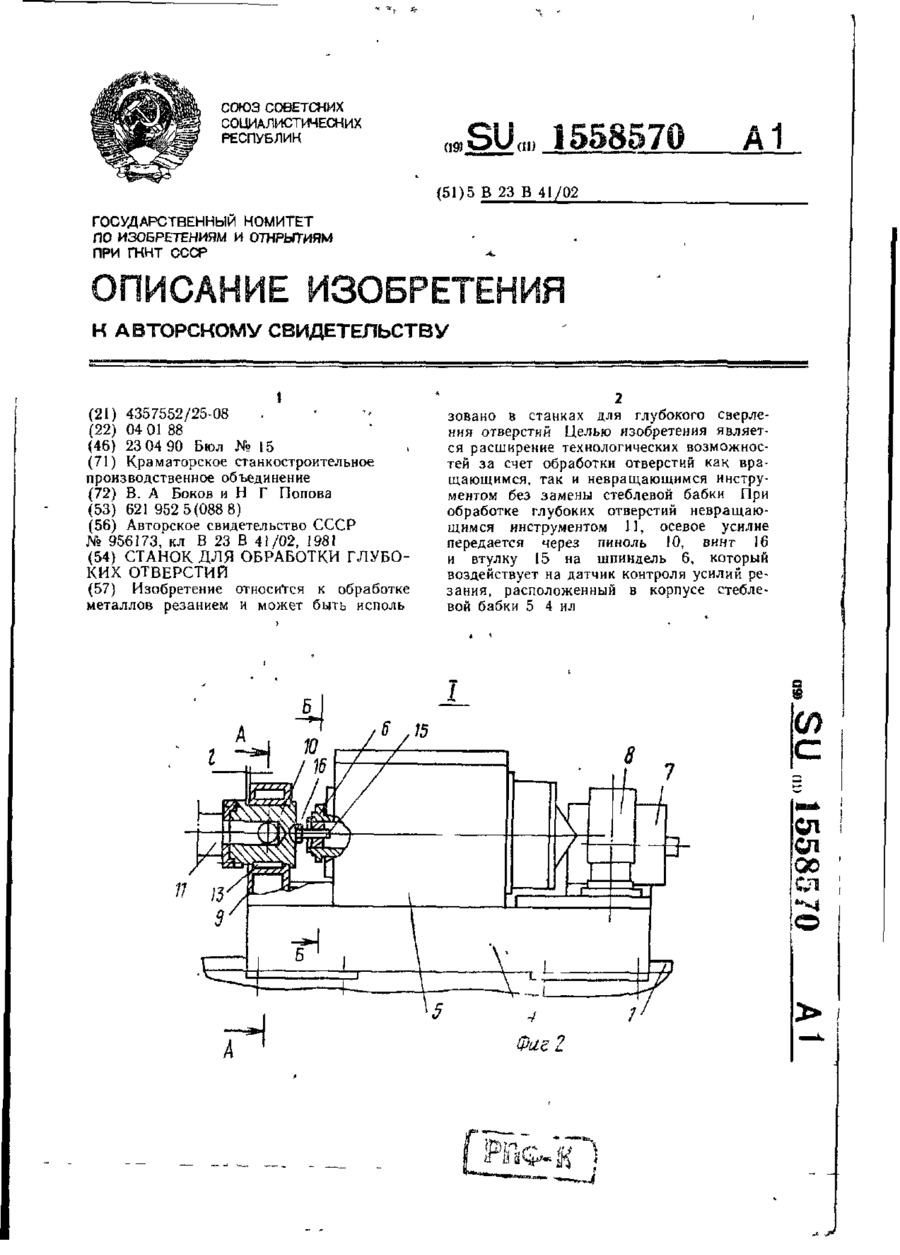
Станок для обработки глубоких отверстий, на станине которого установлена каретка со стеблевой бабкой и с приводами вращения шпинделя и подачи каретки с бабкой, отличающийся тем, что с целью расширения технологических возможностей за счет обработки отверстий невращающимся инструментом без смены стеблевой бабки, станок снабжен установленной на каретке опорой с пинолыо, фиксатором, втулкой и винтом, причем пиноль установлена соосно с шпинделем...
Попередній патент: Пневмосепаратор
Наступний патент: Спосіб неруйнівного вимірювання напружено-деформівного стану капілярнопористих колоїдних матеріалів
Випадковий патент: Саморозвантажний вагон монорейкових систем попова