Пристрій для осьового розкочування фарби у друкарських машинах
Номер патенту: 59865
Опубліковано: 15.09.2003
Автори: Верхола Михайло Іванович, Бабінець Василь Михайлович, Гук Ігор Богданович, Никифорук Богдан Васильович

Формула / Реферат
Пристрій для осьового розкочування фарби в друкарських машинах, який складається із системи для визначення і автоматичного задавання та регулювання фазового положення осьового руху розтиральних циліндрів, що містить розтиральні циліндри, кожний з яких через двоплечий важіль рухомо з'єднаний з втулкою, що охоплює частину пазового кулачка, пару зубчастих коліс, вал, рухому опору, зв'язану із серединою двоплечого важеля, гвинт, який відрізняється тим, що у склад системи додатково входить електродвигун приводу вала, з'єднаний механічно через редуктор з останнім, а електрично - з реверсивним блоком керування швидкістю двигуна, вхід якого через перший аналоговий комутатор, перший підсилювач і перший цифро-аналоговий перетворювач зв'язаний з виходом першого алгебраїчного суматора, перший вхід якого з'єднаний з виходом датчика перетворення кута повороту вала в код, який одночасно зв'язаний через перший дешифратор з цифровим індикатором фазового положення осьового руху розтирального циліндра, а другий вхід першого алгебраїчного суматора через першу логічну схему АБО зв'язаний із датчиком фазового положення і одночасно з першим виходом першого демультиплекса, перший і другий входи якого з'єднані відповідно з першим і третім виходами мікроконтролера, входом зв'язаного з блоком визначення і задавання фазового положення та амплітуди осьового руху циліндрів, а другим виходом - з першим входом другого демультиплекса, другий вхід якого з'єднаний з третім виходом мікроконтролера, одна із ліній керування з третього виходу якого зв'язана з другим входом першого аналогового комутатора, а вихід другого демультиплесора через другу логічну схему АБО, як і вихід датчика амплітуди осьового руху розтирального циліндра, з'єднаний з другим входом другого алгебраїчного суматора, вихід якого через другий цифро-аналоговий перетворювач і другий підсилювач зв'язаний з першим входом другого аналогового комутатора, другим входом з'єднаного через компаратор з виходом першого підсилювача, а виходом – з входом реверсивного блока керування швидкістю, вихід якого, у свою чергу, з'єднаний з входом електродвигуна приводу гвинта, який механічно з'єднаний з датчиком положення, а останній електрично зв'язаний через аналого-цифровий перетворювач з першим входом другого алгебраїчного суматора і одночасно через другий дешифратор з входом цифрового індикатора амплітуди осьового руху розтирального циліндра.
Текст
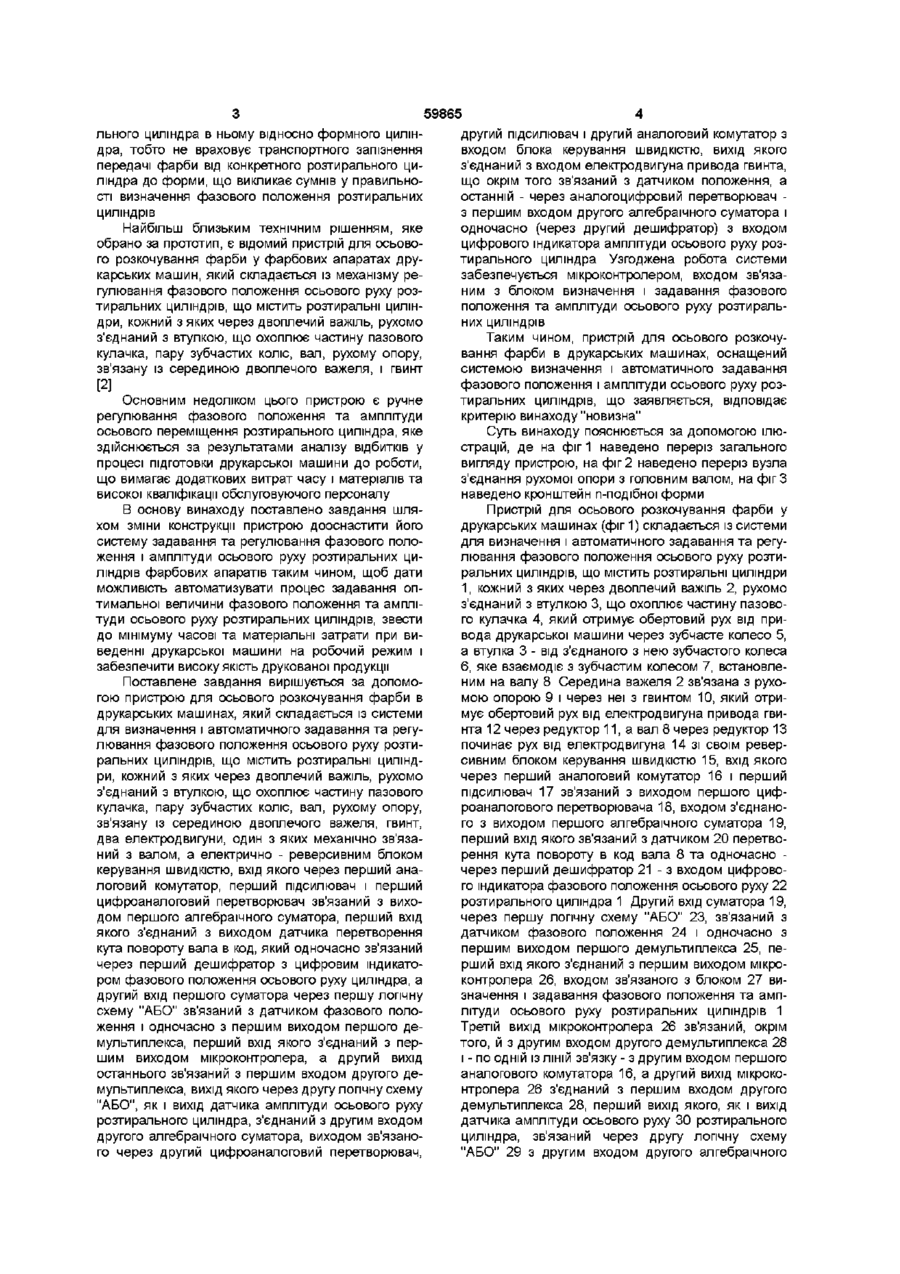
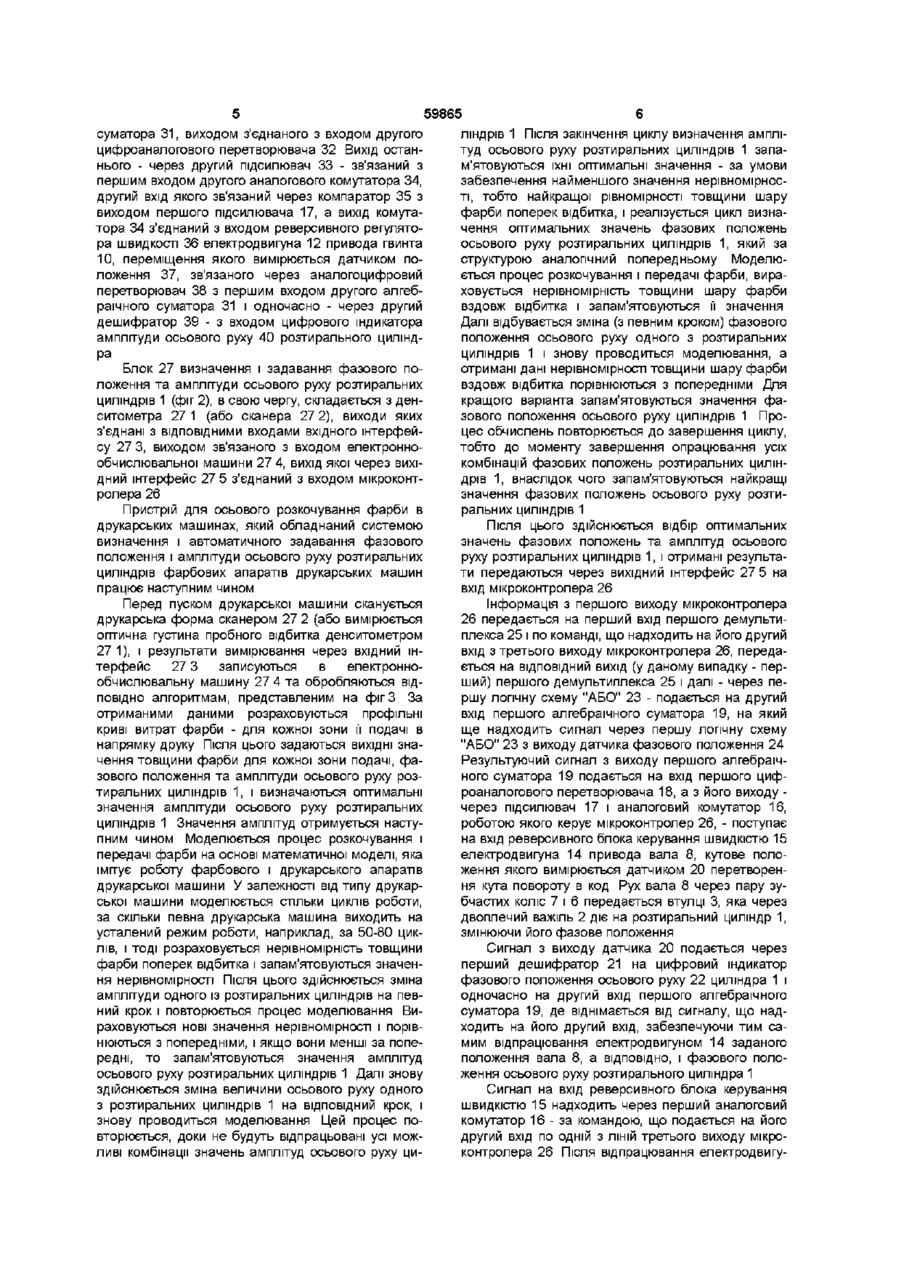
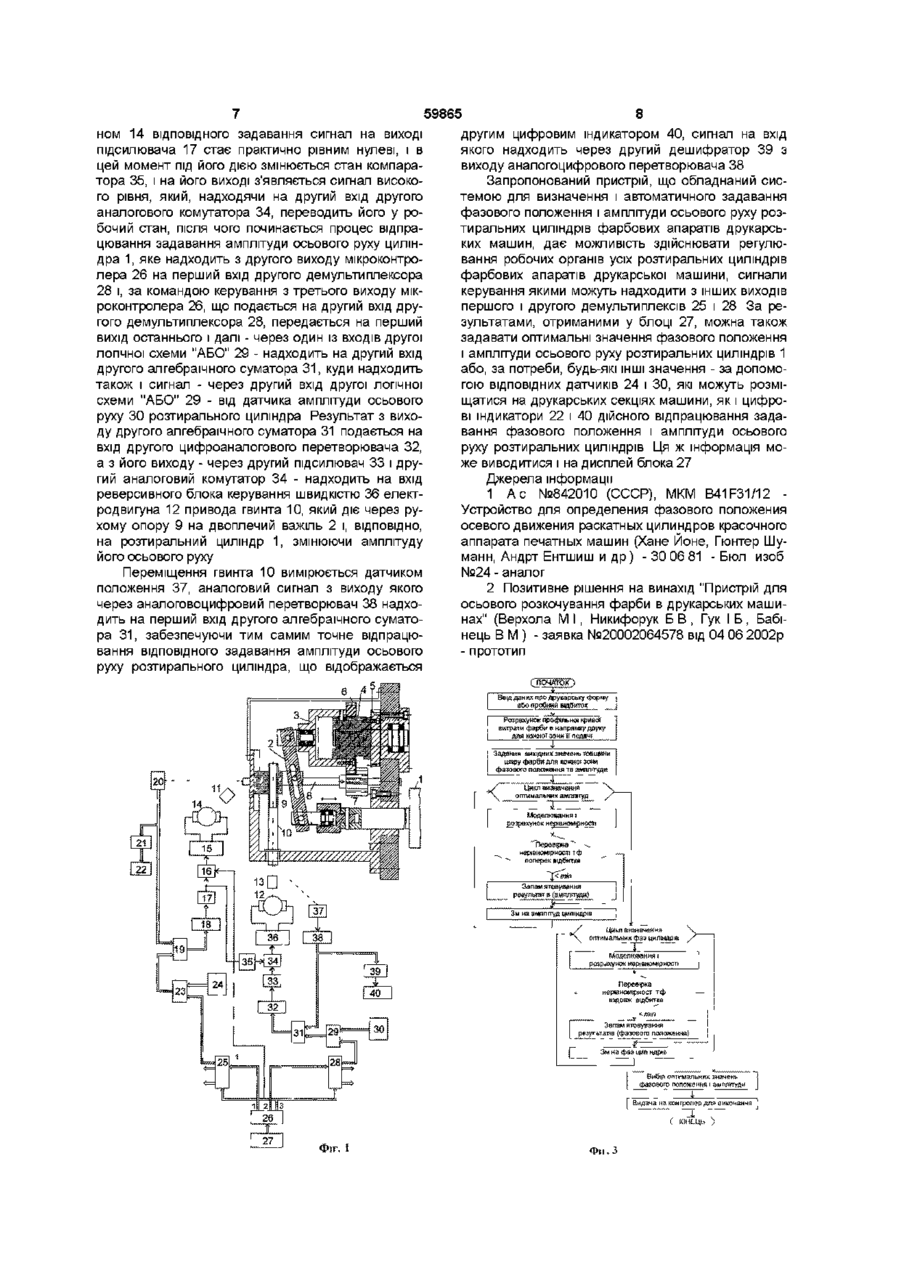
Пристрій для осьового розкочування фарби в друкарських машинах, який складається із системи для визначення і автоматичного задавання та регулювання фазового положення осьового руху розтиральних циліндрів, що містить розтиральні циліндри, кожний з яких через двоплечий важіль рухомо з'єднаний з втулкою, що охоплює частину пазового кулачка, пару зубчастих коліс, вал, рухому опору, зв'язану із серединою двоплечого важеля, гвинт, який відрізняється тим, що у склад системи додатково входить електродвигун приводу вала, з'єднаний механічно через редуктор з останнім, а електрично - з реверсивним блоком керування швидкістю двигуна, вхід якого через перший аналоговий комутатор, перший підсилювач і перший цифроаналоговий перетворювач зв'язаний з виходом першого алгебраїчного суматора, перший вхід якого з'єднаний з виходом датчика перетворення кута повороту вала в код, який одночасно зв'язаний через перший дешифратор з цифровим індикатором фазового положення осьового руху розтирального Винахід відноситься до галузі поліграфічного машинобудування і може бути використаний для автоматизації фарбових апаратів друкарських машин, до складу яких входять розкочувальні циліндри, що мають, крім обертового руху, ще й осьове переміщення Відомий пристрій для осьового розкочування фарби має систему визначення фазового положення (початкової фази) осьового руху розтиральних циліндрів фарбового апарату, до складу якого входять основа з напрямними, на якій нанесено профільну криву витрати фарби по довжині друкарської форми - в залежності від кута повороту формного циліндра - і встановлені у напрямних основи рухомі циліндра, а другий вхід першого алгебраїчного суматора через першу логічну схему АБО зв'язаний із датчиком фазового положення і одночасно з першим виходом першого демультиплекса, перший і другий входи якого з'єднані ВІДПОВІДНО З першим і третім виходами мікроконтролера, входом зв'язаного з блоком визначення і задавання фазового положення та амплітуди осьового руху циліндрів, а другим виходом - з першим входом другого демультиплекса, другий вхід якого з'єднаний з третім виходом мікроконтролера, одна із ЛІНІЙ керування з третього виходу якого зв'язана з другим входом першого аналогового комутатора, а вихід другого демультиплесора через другу логічну схему АБО, як і вихід датчика амплітуди осьового руху розтирального циліндра, з'єднаний з другим входом другого алгебраїчного суматора, вихід якого через другий цифроаналоговий перетворювач і другий підсилювач зв'язаний з першим входом другого аналогового комутатора, другим входом з'єднаного через компаратор з виходом першого підсилювача, а виходом - з входом реверсивного блока керування швидкістю, вихід якого, у свою чергу, з'єднаний з входом електродвигуна приводу гвинта, який механічно з'єднаний з датчиком положення, а останній електрично зв'язаний через аналого-цифровий перетворювач з першим входом другого алгебраїчного суматора і одночасно через другий дешифратор з входом цифрового індикатора амплітуди осьового руху розтирального циліндра ЛІНІЙКИ, КІЛЬКІСТЬ ЯКИХ відповідає числу розтираль них циліндрів, з нанесеними на них профільними кривими подачі фарби (в залежності від осьового переміщення циліндрів) і маркувальними мітками [1] Недоліками цього пристрою є те, що, по-перше, його потрібно виготовляти індивідуально для кожної друкарської машини, оскільки необхідно враховувати довжину форми, розміри виїмки для її кріплення та КІЛЬКІСТЬ розтиральних циліндрів, по-друге, він не враховує величину амплітуди осьового руху циліндрів, яка має суттєвий вплив на процес розкочування фарби, по-третє, пристрій не враховує побудову фарбового апарата і позиції конкретного розтира ю (О 00 о> ю 59865 льного циліндра в ньому відносно формного циліндра, тобто не враховує транспортного запізнення передачі фарби від конкретного розтирального циліндра до форми, що викликає сумнів у правильності визначення фазового положення розтиральних циліндрів Найбільш близьким технічним рішенням, яке обрано за прототип, є відомий пристрій для осьового розкочування фарби у фарбових апаратах друкарських машин, який складається із механізму регулювання фазового положення осьового руху розтиральних циліндрів, що містить розтиральні циліндри, кожний з яких через двоплечий важіль, рухомо з'єднаний з втулкою, що охоплює частину пазового кулачка, пару зубчастих коліс, вал, рухому опору, зв'язану із серединою двоплечого важеля, і гвинт [2] Основним недоліком цього пристрою є ручне регулювання фазового положення та амплітуди осьового переміщення розтирального циліндра, яке здійснюється за результатами аналізу відбитків у процесі підготовки друкарської машини до роботи, що вимагає додаткових витрат часу і матеріалів та високої кваліфікації обслуговуючого персоналу В основу винаходу поставлено завдання шляхом зміни конструкції пристрою дооснастити його систему задавання та регулювання фазового положення і амплітуди осьового руху розтиральних циліндрів фарбових апаратів таким чином, щоб дати можливість автоматизувати процес задавання оптимальної величини фазового положення та амплітуди осьового руху розтиральних циліндрів, звести до мінімуму часові та матеріальні затрати при виведенні друкарської машини на робочий режим і забезпечити високу якість друкованої продукції Поставлене завдання вирішується за допомогою пристрою для осьового розкочування фарби в друкарських машинах, який складається із системи для визначення і автоматичного задавання та регулювання фазового положення осьового руху розтиральних циліндрів, що містить розтиральні циліндри, кожний з яких через двоплечий важіль, рухомо з'єднаний з втулкою, що охоплює частину пазового кулачка, пару зубчастих коліс, вал, рухому опору, зв'язану із серединою двоплечого важеля, гвинт, два електродвигуни, один з яких механічно зв'язаний з валом, а електрично - реверсивним блоком керування швидкістю, вхід якого через перший аналоговий комутатор, перший підсилювач і перший цифроаналоговий перетворювач зв'язаний з виходом першого алгебраїчного суматора, перший вхід якого з'єднаний з виходом датчика перетворення кута повороту вала в код, який одночасно зв'язаний через перший дешифратор з цифровим індикатором фазового положення осьового руху циліндра, а другий вхід першого суматора через першу логічну схему "АБО" зв'язаний з датчиком фазового положення і одночасно з першим виходом першого демультиплекса, перший вхід якого з'єднаний з першим виходом мікроконтролера, а другий вихід останнього зв'язаний з першим входом другого демультиплекса, вихід якого через другу логічну схему "АБО", як і вихід датчика амплітуди осьового руху розтирального циліндра, з'єднаний з другим входом другого алгебраїчного суматора, виходом зв'язаного через другий цифроаналоговий перетворювач, другий підсилювач і другий аналоговий комутатор з входом блока керування швидкістю, вихід якого з'єднаний з входом електродвигуна привода гвинта, що окрім того зв'язаний з датчиком положення, а останній - через аналогоцифровий перетворювач з першим входом другого алгебраїчного суматора і одночасно (через другий дешифратор) з входом цифрового індикатора амплітуди осьового руху розтирального циліндра Узгоджена робота системи забезпечується мі кро контроле ром, входом зв'язаним з блоком визначення і задавання фазового положення та амплітуди осьового руху розтиральних циліндрів Таким чином, пристрій для осьового розкочування фарби в друкарських машинах, оснащений системою визначення і автоматичного задавання фазового положення і амплітуди осьового руху розтиральних циліндрів, що заявляється, відповідає критерію винаходу "новизна" Суть винаходу пояснюється за допомогою ілюстрацій, де на фіг 1 наведено переріз загального вигляду пристрою, на фіг 2 наведено переріз вузла з'єднання рухомої опори з головним валом, на фіг З наведено кронштейн n-подібноі форми Пристрій для осьового розкочування фарби у друкарських машинах (фіг 1) складається із системи для визначення і автоматичного задавання та регулювання фазового положення осьового руху розтиральних циліндрів, що містить розтиральні циліндри 1, кожний з яких через двоплечий важіль 2, рухомо з'єднаний з втулкою 3, що охоплює частину пазового кулачка 4, який отримує обертовий рух від привода друкарської машини через зубчасте колесо 5, а втулка 3 - від з'єднаного з нею зубчастого колеса 6, яке взаємодіє з зубчастим колесом 7, встановленим на валу 8 Середина важеля 2 зв'язана з рухомою опорою 9 і через неї з гвинтом 10, який отримує обертовий рух від електродвигуна привода гвинта 12 через редуктор 11, а вал 8 через редуктор 13 починає рух від електродвигуна 14 зі своїм реверсивним блоком керування швидкістю 15, вхід якого через перший аналоговий комутатор 16 і перший підсилювач 17 зв'язаний з виходом першого цифроаналогового перетворювача 18, входом з'єднаного з виходом першого алгебраїчного суматора 19, перший вхід якого зв'язаний з датчиком 20 перетворення кута повороту в код вала 8 та одночасно через перший дешифратор 21 - з входом цифрового індикатора фазового положення осьового руху 22 розтирального циліндра 1 Другий вхід суматора 19, через першу логічну схему "АБО" 23, зв'язаний з датчиком фазового положення 24 і одночасно з першим виходом першого демультиплекса 25, перший вхід якого з'єднаний з першим виходом мікроконтролера 26, входом зв'язаного з блоком 27 визначення і задавання фазового положення та амплітуди осьового руху розтиральних циліндрів 1 Третій вихід мікроконтролера 26 зв'язаний, окрім того, й з другим входом другого демультиплекса 28 і - по одній із ЛІНІЙ зв'язку - з другим входом першого аналогового комутатора 16, а другий вихід мікроконтролера 26 з'єднаний з першим входом другого демультиплекса 28, перший вихід якого, як і вихід датчика амплітуди осьового руху ЗО розтирального циліндра, зв'язаний через другу логічну схему "АБО" 29 з другим входом другого алгебраїчного 59865 суматора 3 1 , виходом з'єднаного з входом другого цифроаналогового перетворювача 32 Вихід останнього - через другий підсилювач 33 - зв'язаний з першим входом другого аналогового комутатора 34, другий вхід якого зв'язаний через компаратор 35 з виходом першого підсилювача 17, а вихід комутатора 34 з'єднаний з входом реверсивного регулятора швидкості 36 електродвигуна 12 привода гвинта 10, переміщення якого вимірюється датчиком положення 37, зв'язаного через аналогоцифровий перетворювач 38 з першим входом другого алгебраїчного суматора 31 і одночасно - через другий дешифратор 39 - з входом цифрового індикатора амплітуди осьового руху 40 розтирального циліндра Блок 27 визначення і задавання фазового положення та амплітуди осьового руху розтиральних циліндрів 1 (фіг 2), в свою чергу, складається з денситометра 27 1 (або сканера 27 2), виходи яких з'єднані з ВІДПОВІДНИМИ входами вхідного інтерфейсу 27 3, виходом зв'язаного з входом електроннообчислювальної машини 27 4, вихід якої через вихідний інтерфейс 27 5 з'єднаний з входом мікроконтролера 26 Пристрій для осьового розкочування фарби в друкарських машинах, який обладнаний системою визначення і автоматичного задавання фазового положення і амплітуди осьового руху розтиральних циліндрів фарбових апаратів друкарських машин працює наступним чином Перед пуском друкарської машини сканується друкарська форма сканером 27 2 (або вимірюється оптична густина пробного відбитка денситометром 27 1), і результати вимірювання через вхідний інтерфейс 27 3 записуються в електроннообчислювальну машину 27 4 та обробляються ВІДПОВІДНО алгоритмам, представленим на фіг 3 За отриманими даними розраховуються профільні криві витрат фарби - для кожної зони її подачі в напрямку друку Після цього задаються ВИХІДНІ значення товщини фарби для кожної зони подачі, фазового положення та амплітуди осьового руху розтиральних циліндрів 1, і визначаються оптимальні значення амплітуди осьового руху розтиральних циліндрів 1 Значення амплітуд отримується наступним чином Моделюється процес розкочування і передачі фарби на основі математичної моделі, яка імітує роботу фарбового і друкарського апаратів друкарської машини У залежності від типу друкарської машини моделюється стільки циклів роботи, за скільки певна друкарська машина виходить на усталений режим роботи, наприклад, за 50-80 циклів, і тоді розраховується нерівномірність товщини фарби поперек відбитка і запам'ятовуються значення нерівномірності Після ЦЬОГО ЗДІЙСНЮЄТЬСЯ зміна амплітуди одного із розтиральних циліндрів на певний крок і повторюється процес моделювання Вираховуються нові значення нерівномірності і порівнюються з попередніми, і якщо вони менші за попередні, то запам'ятовуються значення амплітуд осьового руху розтиральних циліндрів 1 Далі знову здійснюється зміна величини осьового руху одного з розтиральних циліндрів 1 на ВІДПОВІДНИЙ крок, і знову проводиться моделювання Цей процес повторюється, доки не будуть відпрацьовані усі можливі комбінації значень амплітуд осьового руху ци ліндрів 1 Після закінчення циклу визначення амплітуд осьового руху розтиральних циліндрів 1 запам'ятовуються їхні оптимальні значення - за умови забезпечення найменшого значення нерівномірності, тобто найкращої рівномірності товщини шару фарби поперек відбитка, і реалізується цикл визначення оптимальних значень фазових положень осьового руху розтиральних циліндрів 1, який за структурою аналогічний попередньому Моделюється процес розкочування і передачі фарби, вираховується нерівномірність товщини шару фарби вздовж відбитка і запам'ятовуються її значення Далі відбувається зміна (з певним кроком) фазового положення осьового руху одного з розтиральних циліндрів 1 і знову проводиться моделювання, а отримані дані нерівномірності товщини шару фарби вздовж відбитка порівнюються з попередніми Для кращого варіанта запам'ятовуються значення фазового положення осьового руху циліндрів 1 Процес обчислень повторюється до завершення циклу, тобто до моменту завершення опрацювання усіх комбінацій фазових положень розтиральних циліндрів 1, внаслідок чого запам'ятовуються найкращі значення фазових положень осьового руху розтиральних циліндрів 1 Після ЦЬОГО ЗДІЙСНЮЄТЬСЯ відбір оптимальних значень фазових положень та амплітуд осьового руху розтиральних циліндрів 1, і отримані результати передаються через вихідний інтерфейс 27 5 на вхід мікроконтролера 26 Інформація з першого виходу мікроконтролера 26 передається на перший вхід першого демультиплекса 25 і по команді, що надходить на його другий вхід з третього виходу мікроконтролера 26, передається на ВІДПОВІДНИЙ вихід (у даному випадку - перший) першого демультиплекса 25 і далі - через першу логічну схему "АБО" 23 - подається на другий вхід першого алгебраїчного суматора 19, на який ще надходить сигнал через першу логічну схему "АБО" 23 з виходу датчика фазового положення 24 Результуючий сигнал з виходу першого алгебраїчного суматора 19 подається на вхід першого цифроаналогового перетворювача 18, а з його виходу через підсилювач 17 і аналоговий комутатор 16, роботою якого керує мікроконтролер 26, - поступає на вхід реверсивного блока керування швидкістю 15 електродвигуна 14 привода вала 8, кутове положення якого вимірюється датчиком 20 перетворення кута повороту в код Рух вала 8 через пару зубчастих коліс 7 і 6 передається втулці 3, яка через двоплечий важіль 2 діє на розтиральний циліндр 1, змінюючи його фазове положення Сигнал з виходу датчика 20 подається через перший дешифратор 21 на цифровий індикатор фазового положення осьового руху 22 циліндра 1 і одночасно на другий вхід першого алгебраїчного суматора 19, де віднімається від сигналу, що надходить на його другий вхід, забезпечуючи тим самим відпрацювання електродвигуном 14 заданого положення вала 8, а ВІДПОВІДНО, І фазового положення осьового руху розтирального циліндра 1 Сигнал на вхід реверсивного блока керування швидкістю 15 надходить через перший аналоговий комутатор 16 - за командою, що подається на його другий вхід по одній з ЛІНІЙ третього виходу мікроконтролера 26 Після відпрацювання електродвигу ном 14 ВІДПОВІДНОГО задавання сигнал на виході підсилювача 17 стає практично рівним нулеві, і в цей момент під його дією змінюється стан компаратора 35, і на його виході з'являється сигнал високого рівня, який, надходячи на другий вхід другого аналогового комутатора 34, переводить його у робочий стан, після чого починається процес відпрацювання задавання амплітуди осьового руху циліндра 1, яке надходить з другого виходу мікроконтролера 26 на перший вхід другого демультиплексора 28 і, за командою керування з третього виходу мікроконтролера 26, що подається на другий вхід другого демультиплексора 28, передається на перший вихід останнього і далі - через один із входів другої логічної схеми "АБО" 29 - надходить на другий вхід другого алгебраїчного суматора 31, куди надходить також і сигнал - через другий вхід другої логічної схеми "АБО" 29 - від датчика амплітуди осьового руху ЗО розтирального циліндра Результат з виходу другого алгебраїчного суматора 31 подається на вхід другого цифроаналогового перетворювача 32, а з його виходу - через другий підсилювач 33 і другий аналоговий комутатор 34 - надходить на вхід реверсивного блока керування швидкістю 36 електродвигуна 12 привода гвинта 10, який діє через рухому опору 9 на двоплечий важіль 2 і, ВІДПОВІДНО, на розтиральний циліндр 1, змінюючи амплітуду його осьового руху Переміщення гвинта 10 вимірюється датчиком положення 37, аналоговий сигнал з виходу якого через аналоговоцифровий перетворювач 38 надходить на перший вхід другого алгебраїчного суматора 31, забезпечуючи тим самим точне відпрацювання ВІДПОВІДНОГО задавання амплітуди осьового руху розтирального циліндра, що відображається 59865 8 другим цифровим індикатором 40, сигнал на вхід якого надходить через другий дешифратор 39 з виходу аналогоцифрового перетворювача 38 Запропонований пристрій, що обладнаний системою для визначення і автоматичного задавання фазового положення і амплітуди осьового руху розтиральних циліндрів фарбових апаратів друкарських машин, дає можливість здійснювати регулювання робочих органів усіх розтиральних циліндрів фарбових апаратів друкарської машини, сигнали керування якими можуть надходити з інших виходів першого і другого демультиплексів 25 і 28 За результатами, отриманими у блоці 27, можна також задавати оптимальні значення фазового положення і амплітуди осьового руху розтиральних циліндрів 1 або, за потреби, будь-які ІНШІ значення - за допомогою ВІДПОВІДНИХ датчиків 24 і ЗО, які можуть розміщатися на друкарських секціях машини, як і цифрові індикатори 22 і 40 дійсного відпрацювання задавання фазового положення і амплітуди осьового руху розтиральних циліндрів Ця ж інформація може виводитися і на дисплей блока 27 Джерела інформації 1 Ас №842010 (СССР), МКМ B41F31/12 Устройство для определения фазового положения осевого движения раскатных цилиндров красочного аппарата печатных машин (Хане Ионе, Гюнтер Шуманн, Андрт Ентшиш и др) -30 06 81 - Бюл изоб №24 - аналог 2 Позитивне рішення на винахід "Пристрій для осьового розкочування фарби в друкарських машинах" (Верхола М І , Никифорук Б В , Гук І Б , Бабінець В М ) - заявка №20002064578 від 04 06 2002р - прототип Ввід дани? про друкарську форыу | або пробний вщбитої! і Розрахунок профільної кривої витрата фарби в напрямку друку дпк ножної зони її пцда' 1 [ ( «ІИЩЬ ) ФІГ. І ФІІ .З 59865 10 27 Фіг. 2 Комп'ютерна верстка Л Ціхановська Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for axial rolling out of paint in printing presses
Автори англійськоюVerkhola Mykhailo Ivanovych, Nykyforuk Bohdan Vasyliovych, Huk Ihor Bohdanovych, Babinets Vasyl' Mykhailovych
Назва патенту російськоюУстройство для осевого раскатывания краски в печатных машинах
Автори російськоюВерхола Михаил Иванович, Никифорук Богдан Васильевич, Гук Игорь Богданович, Бабинец Василий Михайлович
МПК / Мітки
МПК: B41F 31/00
Мітки: пристрій, друкарських, фарби, машинах, осьового, розкочування
Код посилання
<a href="https://ua.patents.su/5-59865-pristrijj-dlya-osovogo-rozkochuvannya-farbi-u-drukarskikh-mashinakh.html" target="_blank" rel="follow" title="База патентів України">Пристрій для осьового розкочування фарби у друкарських машинах</a>
Пристрій для осьового розкочування фарби в друкарських машинах
Номер патенту: 54191
Опубліковано: 17.02.2003
Автори: Верхола Михайло Іванович, Бабінець Василь Михайлович, Гук Ігор Богданович, Никифорук Богдан Васильович
МПК: B41F 31/00
Мітки: осьового, розкочування, машинах, фарби, пристрій, друкарських
Формула / Реферат:
Пристрій для осьового розкочування фарби в друкарських машинах, що містить розтиральні циліндри, кожний з яких кінематично зв'язаний з втулкою, що охоплює частину пазового кулачка, на якій встановлено ролик, регулювальне колесо фази траєкторії руху (циклового положення осьового переміщення) розтирального циліндра, з'єднане з валом, і пару зубчастих коліс, який відрізняється тим, що він додатково має механізм регулювання величини осьового ходу...
Пристрій для автоматичного регулювання процесу розкочування фарби в друкарських машинах
Номер патенту: 54192
Опубліковано: 17.02.2003
Автори: Верхола Михайло Іванович, Никифорук Богдан Васильович, Гук Ігор Богданович, Бабінець Василь Михайлович
МПК: B41F 31/00
Мітки: регулювання, фарби, пристрій, автоматичного, друкарських, машинах, процесу, розкочування
Формула / Реферат:
Пристрій для автоматичного регулювання процесу розкочування фарби в друкарських машинах, що містить розтиральний циліндр, пазовий кулачок, механічно зв'язаний з валом електродвигуна, вхід якого з'єднаний з блоком керування швидкістю обертання, задавальні елементи перетворення кута повороту в код, кінематично зв'язані входами з формним циліндром і пазовим кулачком, а виходами електрично зв'язані з входами першого суматора, імпульсні задавальні...
Пристрій для автоматичного регулювання періоду подавання фарби у фарбових апаратах друкарських машин
Номер патенту: 57339
Опубліковано: 16.06.2003
Автори: Верхола Михайло Іванович, Никифорук Богдан Васильович, Бабінець Василь Михайлович
МПК: B41F 31/00
Мітки: автоматичного, подавання, фарби, регулювання, фарбових, машин, періоду, пристрій, апаратах, друкарських
Формула / Реферат:
Пристрій для автоматичного регулювання періоду подавання фарби у фарбових апаратах друкарських машин, який містить електродвигун, механічно з'єднаний, через кулачок, з передавальним валиком, а електрично - з блоком керування швидкістю обертання, імпульсні датчики швидкості обертання, входами механічно з'єднані з валом електродвигуна приводу формного циліндра та валом електродвигуна приводу передавального валика, а виходами - електрично з...
Система друкарських циліндрів машини для металографічного друку на ролевих машинах
Номер патенту: 26307
Опубліковано: 30.08.1999
Автори: Шеллер Лео Вольфганг, Фессер Адольф
МПК: B41F 13/08
Мітки: машинах, циліндрів, ролевих, металографічного, друкарських, друку, машини, система
Формула / Реферат:
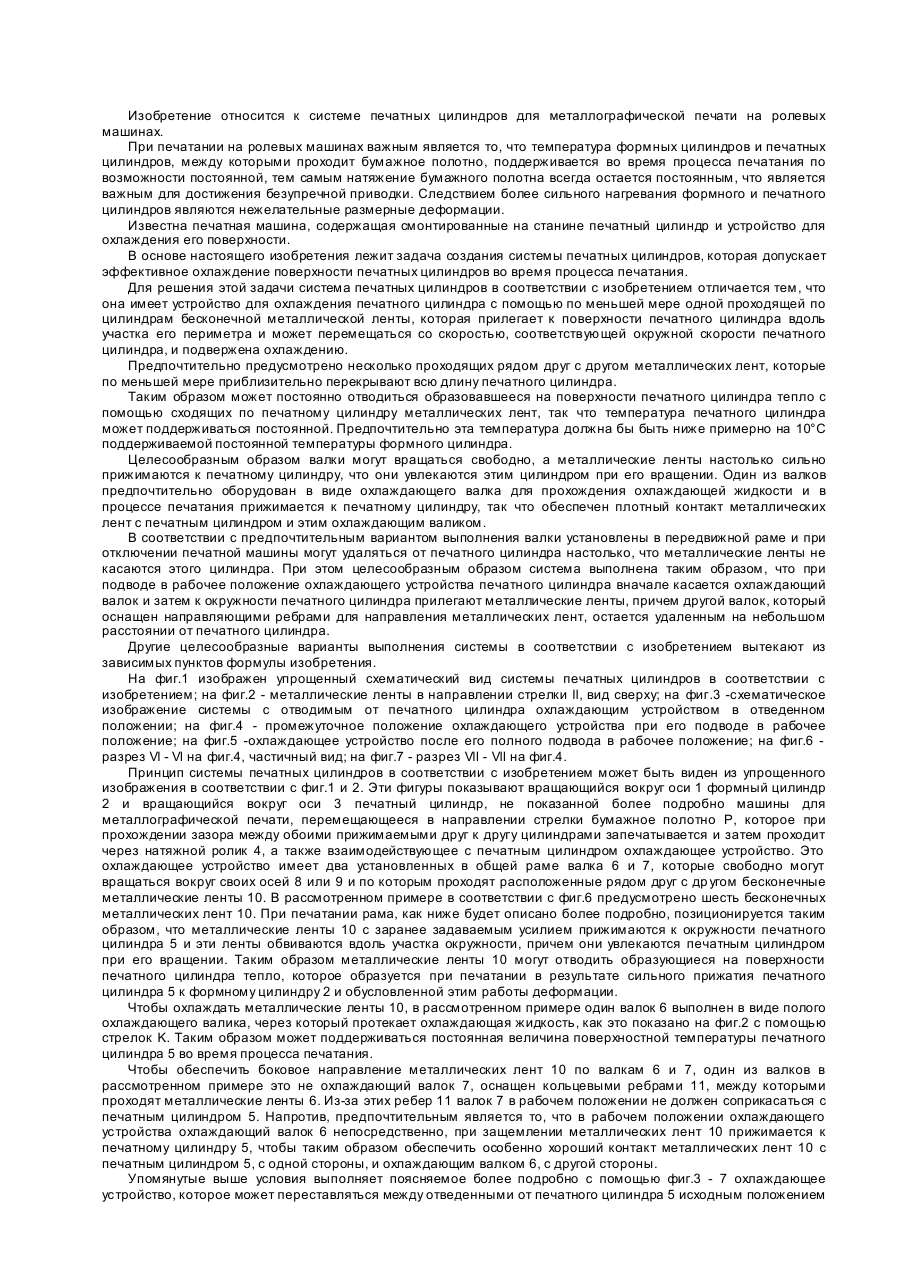
1. Система печатных цилиндров машины для металлографической печати на ролевых машинах, содержащая смонтированные на станине печатный цилиндр и устройство для охлаждения его поверхности, отличающаяся тем, что устройство для охлаждения поверхности печатного цилиндра содержит, по меньшей мере, одну бесконечную металлическую ленту, огибающую валки, контактирующую с участком периферийной поверхности печатного цилиндра и установленную с...
Композиція фарби (варіанти), суміш лусочок оптично змінних пігментів для композиції фарби та захищений документ, в якому використана композиція фарби
Номер патенту: 52807
Опубліковано: 15.01.2003
Автори: Блейколм Антон, Мюллер Едгар, Розумек Олів'є
МПК: C09C 1/00, C09D 11/00
Мітки: варіанти, якому, лусочок, змінних, оптично, композиції, пігментів, суміш, використана, захищений, документ, фарби, композиція
Формула / Реферат:
1. Композиція фарби, що містить сполучне на основі полімерної смоли та лусочки першого оптично змінного дихроїчного пігменту, які складаються з подрібненої багатошарової тонкоплівкової структури, що створює ефект інтерференції та містить набір суцільно паралельних та плоских шарів, принаймні один з яких є повністю відбивним, має першу і другу плоскі поверхні, паралельні одна до одної, та покритий, принаймні на одній плоскій поверхні,...
Попередній патент: Спосіб оброблення зернового крохмалю
Наступний патент: Газовий пальниковий пристрій
Випадковий патент: Фільтрувальний респіратор