Спосіб фінішної обробки дроту
Номер патенту: 60881
Опубліковано: 15.10.2003
Автори: Медведська Ельвіда Олександрівна, Матросов Микола Іванович, Дугадко Олександр Борисович, Білошенко Віктор Олександрович
Формула / Реферат
Спосіб фінішної обробки дроту, що включає операцію калібрування гідростатичним волочінням шляхом послідовного протягування дротової заготовки через вхідну ущільнювальну волоку з малим ступенем обтиснення, впливу на неї мастильного середовища під тиском та наступної деформації у вихідній робочій волоці, який відрізняється тим, що операцію калібрування гідростатичним волочінням сполучають із додатковою операцією термомеханічної обробки-стабілізації електроконтактним нагріванням до температур, що надають матеріалу необхідних за регламентом фізико-механічних властивостей, на постійній базі нагрівання й охолодження на прямолінійній ділянці при подовжньому розтягу у межах пружної деформації зусиллям намотки, при цьому підтримують постійними величину тиску робочого середовища, постійного струму, що пропускається, швидкості волочіння і рівень води в ємності охолодження, а також здійснюють синхронізацію швидкості подачі дроту в зону нагрівання зі швидкістю його прийому з зони термообробки, намотки дроту на приймальну котушку у міру збільшення діаметра намотки у такому співвідношенні:
 ,
,
де nп. кот. - швидкість обертання приймальної котушки, об/хв;
nт. бар. - швидкість обертання тягового барабана, об/хв;
Dт. бар. - діаметр тягового барабана, мм;
Dп. кот. - діаметр намотки приймальної котушки, мм.
Текст
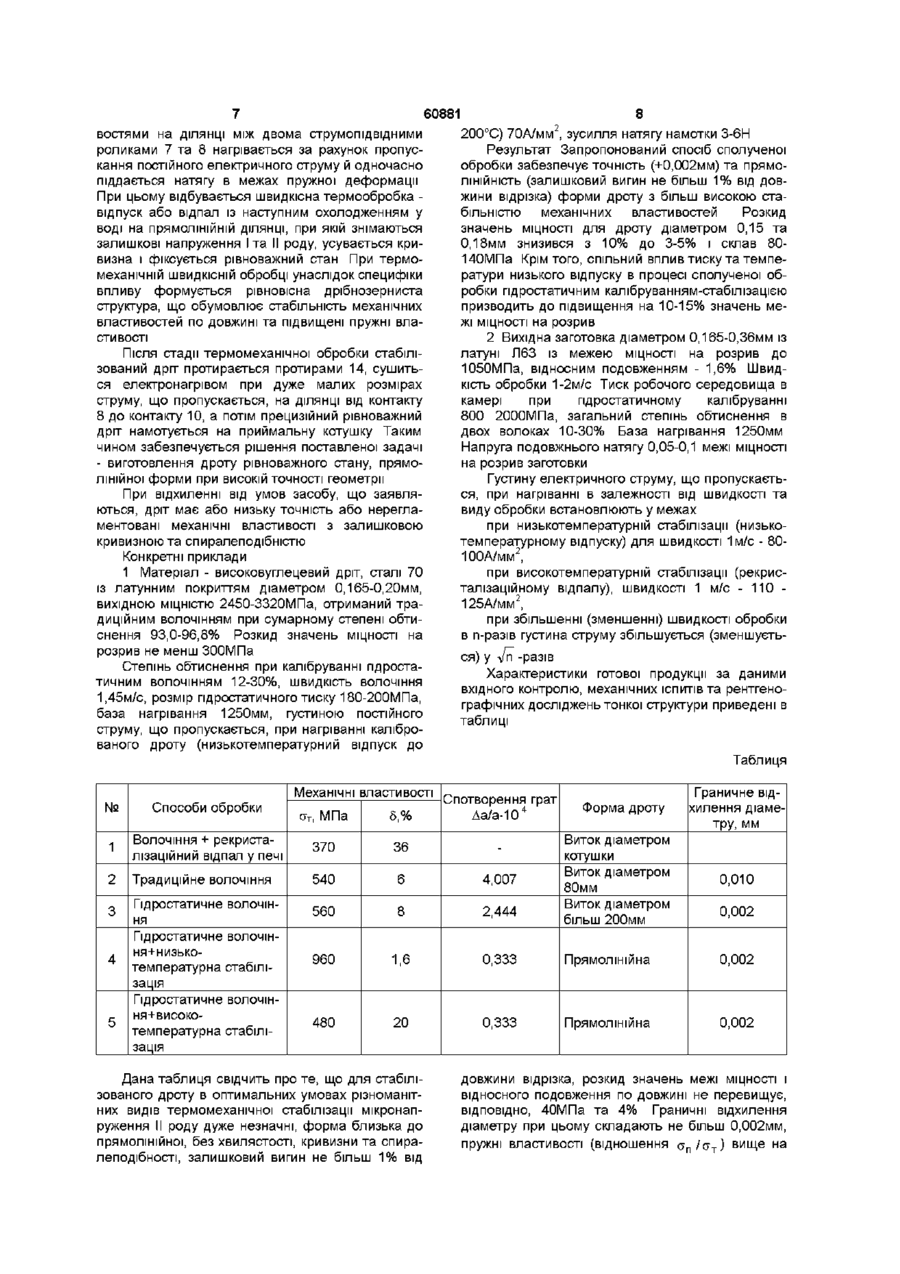
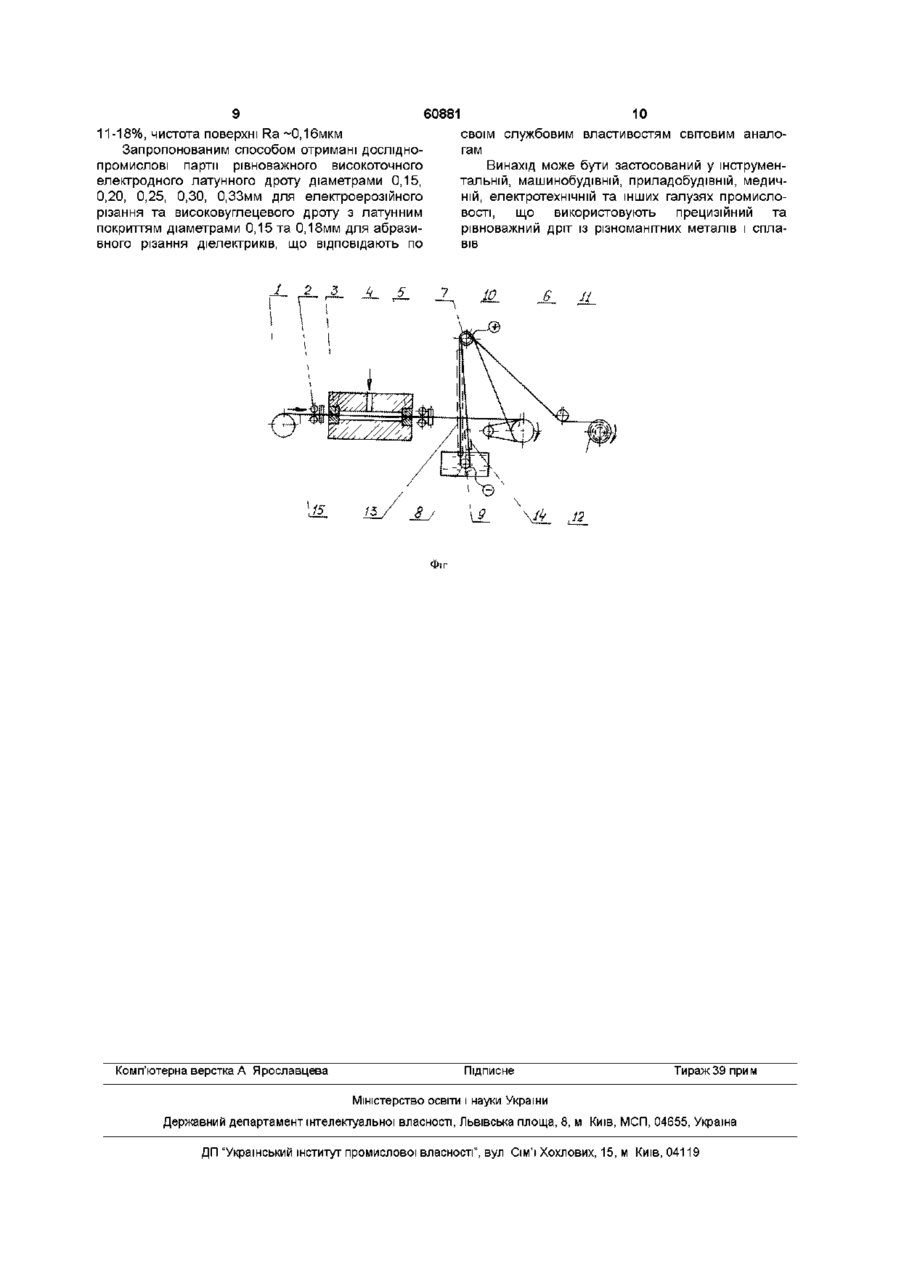
Спосіб фінішної обробки дроту, що включає операцію калібрування гідростатичним волочінням шляхом послідовного протягування дротової заготовки через вхідну ущільнювальну волоку з малим ступенем обтиснення, впливу на неї мастильного середовища під тиском та наступної деформації у ВИХІДНІЙ робочій волоці, який відрізняється тим, що операцію калібрування гідростатичним волочінням сполучають із додатковою операцією термомеханічної обробки-стабілізацм електроконтактним нагріванням до температур, що надають матеріалу необхідних за регламентом фізико Винахід відноситься до області обробки металів тиском, зокрема волочильному виробництву дроту тонкого (0,1-0,4мм) діапазону діаметрів, і може бути використаний в різноманітних галузях промисловості для виготовлення прецизійного рівноважного дроту зі сталі, кольорових металів і сплавів, що може бути застосованим в якості інструменту для абразивного та електроерозійного різання, калібрування втулок оргтехніки, як конструктивний елемент вузлів точного приладобудування, для медичного і технічного інструментарію Відомо, ЩО будь-який дріт скривлений після волочіння (Перлін ІЛ Теорія волочіння М Металурпяі 971-133с) Причиною цього є неоднозначність умов тертя на контактній поверхні, відсутність збігу осі волоки з напрямком зусилля волочіння, неоднорідність властивостей заготовки, наявність дефектів волоки та ІНШІ ЧИННИКИ, ЩО виникають у процесі волочіння Для формування особливої стійкої структури, часткового або повного зняття залишкових напруг, забезпечення високої точності та прямолінійності механічних властивостей, на ПОСТІЙНІЙ базі нагрівання й охолодження на прямолінійній ДІЛЯНЦІ при подовжньому розтягу у межах пружної деформації зусиллям намотки, при цьому підтримують постійними величину тиску робочого середовища, постійного струму, що пропускається, швидкості волочіння і рівень води в ємності охолодження, а також здійснюють синхронізацію швидкості подачі дроту в зону нагрівання зі швидкістю його прийому з зони термообробки, намотки дроту на приймальну котушку у міру збільшення діаметра намотки у такому співвідношенні р тбар '-'пкат де п п кот - швидкість обертання приймальної котушки, об/хв, пт б р - швидкість обертання тягового барабана, а об/хв, DT б р - діаметр тягового барабана, мм, а Dn кот - діаметр намотки приймальної котушки, мм форми застосовують різноманітні технологічні схеми фінішної обробки, дріт піддають термічному, механічному або термомеханічному впливу Спосіб обробного волочіння дроту (А с СРСР №644575 кл В21С 1/00, опубл 30 01 79) включає волочіння через послідовно розташовані нерухому й обертову волоки з обтисненням в останньої 12% і швидкістю 50-100об/хв Відомий спосіб не дозволяє одержання дроту з високою чистотою поверхні, обумовленої низькою швидкістю обертання волоки, що деформує Відомий спосіб виробництва пруткового матеріалу (Заявка ФРН №2714018 кл В21С 1/16 опубл 25 10 79) шляхом протягання його через волоку містить рішення поточному центруванню матеріалу, що надходить, волокита зусилля волочіння Відомий спосіб у визначеній мірі компенсує вплив несиметричних бічних сил Проте усунення зазначених явищ усе ж не гарантує унаслідок багатофакторності одержання рівноважного тонкого дроту У пристрої (Заявка ФРН №3622529 кл В21С 00 00 о (О 60881 47/06 опубл 07 01 88) раніше протягнений дріт додатково в один прохід волочиться з метою надання остаточного точного діаметру, обчищується його поверхня та рихтується у роликовому пристосуванні У способі одержання рівноважного латунірованого сталевого дроту [Чорна металургія 1988 №24 С 28-29] прямолінійність дроту досягається східчастим волочінням через утроєний волочильний інструмент на останніх переходах та одночасним рихтуванням дроту роликами ВІДОМІ рішення правки дроту роликовими устроями обмежені можливістю якісної правки дроту тонкого діапазону діаметрів Крім того, при прямуванні дроту через правильні елементи, як правило, утворюються поверхневі дефекти, що знижують якість виробів Спосіб (Ас СРСР №1286329 кл B21F 1/02 опубл ЗО 01 87) правки дроту малих діаметрів (0,2мм і менше) з одночасним зміцненням і зняттям залишкових напруг, включає операції нагрівання та пластичного деформування розтягом Спосіб забезпечує одержання прямолінійного дроту практично не маючого кривизни Недолік відомого способу полягає в тому, що використання засобу пластичного деформування розтягом накладає обмеження на можливість одержання високоточного, із граничними відхиленнями діаметру не більш 0,002мм, дроту Після операції нагрівання з розтягом (випрямлення) геометричний розмір перетину зменшується на 0,005-0,006мм, у готового виробу відсутня стабільність властивостей по довжині Щоб забезпечити таким чином високу точність повинні бути строго регламентовані геометричні параметри вихідного дроту для правки, прийоми його попередньої чистової обробки (калібрування) Зазначених прийомів і режимів відомий спосіб не містить У способі гідростатичного волочіння дроту [Ас СРСР №1592071 кл В21С 1/00 опубл 15 09 90], прийнятому за прототип, досягнення сприятливого структурно-напруженого стану та високої точності геометрії перетину, реалізується безупинним протяганням дроту через вхідну ущільнювальну волоку з малим степенем обтиснення, герметизовану камеру високого тиску мастила і вихідну робочу волоку До переваг прототипу варто віднести можливість деформації (калібрування) в умовах граничного або рідинного тертя з тонкою плівкою мастильного матеріалу і протинатягу, що дозволяє краще витримати допуск на діаметр, сприяє підвищенню рівномірності деформації та зниженню температури в осередку деформації і, як слідство, знижує напруги І та II роду у дроті, накопичені в процесі попереднього опрацювання, вирівнює у визначеній мірі механічні властивості (підвищує стабільність властивостей) Недолік прототипу полягає в тому, що калібрування гідростатичним волочінням, незважаючи на м'які умови деформації, знімаючи проблему одержання високоточного із бездефектною поверхнею дроту, цілком не вирішує проблему усунення кривизни форми, досягнення рівноважного структурно-напруженого стану Дріт повинний бути цілком стабілізований, тобто мати рівноважний структурно-напружений стан (форму, близьку до прямолінійної, стабільність властивостей по довжині дроту), крім того мати високу точність і чистоту поверхні, необхідні МІЦНІСТНІ та пружні властивості Такий дріт повинний зберігати прямолінійність при багаторазовому перемотуванні протягом тривалого періоду часу Одержання такого високоточного та рівноважного дроту є дуже актуальною проблемою для інструментальної, медичної, приладобудівної та ряду інших галузей точного машинобудування Загальними ознаками прототипу і способу, що заявляється, є протягання дротової заготовки через вхідну ущільнювальну волоку з малим степенем обтиснення, вплив на неї мастильного середовища під тиском та наступним калібруванням у ВИХІДНІЙ робочій волоці (операція калібрування гідростатичним волочінням) В основу винаходу поставлена задача підвищення якості дротового виробу, забезпечивши йому показники рівноважності-прямолінійності форми (без хвилястості, спіралеподібності та різко вираженої криволінійності) у широкому діапазоні фізико-механічних властивостей матеріалу при високій точності геометрії перетину та стабільності властивостей по довжині виробу Поставлена задача вирішується тим, що операцію калібрування гідростатичним волочінням сполучають із додатковою операцією термомеханічної обробки-стабілізацм електроконтактним нагріванням до температур, що надають матеріалу необхідні за регламентом фізико-механічні властивості, на ПОСТІЙНІЙ базі нагрівання й охолодження на прямолінійній ДІЛЯНЦІ при подовжньому розтягу у межах пружної деформації зусиллям намотки, при цьому підтримують постійними розмір тиску робочого середовища, постійного струму, що пропускається, швидкості волочіння і рівня води в ємності охолодження, а також здійснюють синхронізацію швидкості подачі дроту в зону нагрівання зі швидкістю його прийому з зони термообробки, намотки дроту на приймальну котушку у міру збільшення діаметру намотки в такому співвідношенні р П КЭТ тбар Т иЗр г-*. и > пкат Ппкат - швидкість обертання приймальної котушки, об/хв Птбар - швидкість обертання тягового барабану, об/хв DT6ap - діаметр тягового барабану, мм Опкат - діаметр намотки приймальної котушки, мм Причинно-наслідковий зв'язок між ВІДМІТНИМИ ознаками та технічним результатом, що досягається, полягає у наступному Обрані прийоми та режими дій, їхня сукупність ознак забезпечують досягнення поставленої ЦІЛІ Чистове попереднє калібрування гідростатичним волочінням забезпечує високу точність з однорідною бездефектною поверхнею та низьким рівнем залишкових напруг у матеріалі дроту Режими наступної термомеханічної обробки-стабілізацм (електроконтактне нагрівання до температур низько 60881 температурного відпуску або рекристалізаційного відпалу, подовжнього розтягу у межах пружної деформації, умови охолодження на прямолінійній ДІЛЯНЦІ та синхронізації швидкості волочіння і намотки) забезпечують формування рівноважного структурно-напруженого стану матеріалу у широкому діапазоні його властивостей Рівноважність стану, прямолінійність форми досягаються за рахунок високої точності діаметру дроту, винятків термічних напруг (напруг І роду), зняття структурних напруг (напруг II роду) і формування дрібнозернистої рівновісної структури, що обусловлюють однорідність (стабільність) механічних властивостей по довжині дроту та підвищенні пружні властивості матеріалу, як у м'якому та напівтвердому так і у твердому стан ах Операції гідростатичного калібрування та термомеханічної обробки відбуваються у єдиному сполученому технологічному процесі Запропоноване рішення відрізняється від прототипу і відповідає критерію "новизна" Виявлені ознаки відомих рішень з аналізу науково-технічної та патентної літератури, проведеного в рамках пошуку, у повному обсязі не збігаються з ознаками способу, що заявляється Пропоноване рішення забезпечує новий позитивний ефект, що дає підстави вважати його ВІДПОВІДНИМ критерію "винахідницький рівень" Пристрій, за допомогою якого реалізують запропонований спосіб та схематично показаний на фіг, складається з котушки, що віддає, 1, встановленої у размотувальному механізмі, роликових елементів 2, що спрямовують, блоку високого тиску з контейнером 3 із розміщеними в камері з рідиною високого тиску (джерело високого тиску не показане ) волоками 4 та 5, що калібрують, вузлу тягового барабану 6, електроконтактних роликів 7, 8 та 10, сполучених із джерелом стабілізованого постійного струму, ємності охолодження 9, заповненою водою, ролика раскладчика 11 та приймальної котушки 12 вузла намотки Для захисту дроту від окислювання при нагріванні передбачена захисна камера 13 у виді труби, нижній кінець якої занурений у воду ємності охолодження 9, для очищення дроту після термообробки служать протири 14 Електроконтактні ролики 7, 8, 10, ємність охолодження 9, захисна камера 13 та протири 14 розміщені на штанзі, закріпленої вертикально на столі приймально-тягнучого вузла перед тяговим барабаном 6 Контактний ролик 8 розміщений у ємності охолодження 9 У якості джерела рідини ВТ може бути використаний мультиплікатор пресового типу або насосна гідравлічна регульована установка (УНГР-3000) У якості джерела струму застосоване стабілізоване 2-х канальне джерело постійного струму з плавно регульованою напругою від 0 до 36 вольт та силою струму до 20А, каналами якого утворені два електричні ланцюги на довжині від контакту 7 до 8 - ділянка термообробки, від контакту 8 до 10 - ділянка сушіння Робочим мастильним середовищем ВТ служить мінеральне мастило 1-20, рідиною, що прохолоджує, - проточна вода, робочим інструментом, що деформує діамантові волоки загального призначення СтруМОПІДВІД до контактних роликів 7 та 8 - колекторний через мідно-графітові щітки Конструкція пристрою та система керування забезпечують безперервність дії, необхідну стабільність технологічних параметрів, електричного контакту та належної їхньої синхронізації Позицією 15 позначен оброблюваний дріт, підготування поверхні заготовки не проводиться Вихідну заготовку пропускають через ущільнювальну волоку 4, камеру контейнера високого тиску 3, робочу волоку 5, фіксують направляючими елементами 2 Протягнений кінець заготовки заправляють на тяговий барабан формуванням не менше трьох витків дроту, потім спрямовують у жолоб контактного ролика 7, заводять у захисну камеру 13 і далі протягають у напрямку контактних роликів 8, 10 через протири 14 до приймальної котушки 12 З урахуванням матеріалу і властивостей дротової заготовки визначають розмір робочого гідростатичного тиску, з урахуванням необхідних властивостей готового виробу (дроту) визначають вид термообробки (низькотемпературний відпуск або рекристалізаційний відпал), ВІДПОВІДНО ДО НЬОГО необхідні температуру нагрівання і, отже, силу струму, що пропускається, а також ШВИДКІСНІ та силові параметри волочіння і намотки Робочі параметри вибирають на підставі попередніх експериментальних проб або рекомендацій технологічного регламенту Після ЦЬОГО вмикають електроприводи устрою, створюють робочий тиск у камері контейнеру, зусилля волочіння та намотки При виході на робочі технологічні режими вмикають джерело постійного струму У процесі роботи стежать за показаннями приладів, що контролюють тиск, швидкість тягового барабану та приймальної котушки, розмір струму і підтримують їх на постійному рівні Робочий рівень гідростатичного тиску підтримується періодичним вмиканням генератора ВТ Постійний розмір струму, швидкості волочіння та синхронізація швидкості тягового барабану та приймальної котушки у міру зміни діаметра и намотки, що забезпечують подовжній натяг зусиллям намотки у межах пружної деформації і що виключають не контрольоване пластичне витягування, досягається електронною схемою стабілізації джерела струму та системою керування електроприводами приймально-тягнучого вузла і підтримуються автоматично Операції гідромеханічної деформації (гідростатичного волочіння) та правки термомеханічною обробкою відбуваються безупинно одночасно в єдиному сполученому технологічному процесі калібрування-стабілізацм Калібрування гідростатичним волочінням, здійснюване на першій стадії опрацювання, реалізується в умовах прояви пдропластичного ефекту рідини високого тиску при сприятливому протинатягу, із більш низькою напругою волочіння, радіальним тиском на стінки каналу волоки та тертям в осередку деформації, що сприяє досягненню високої точності і стабільності розміру, однорідної бездефектної поверхні, низького рівня залишкових напруг та розкиду механічних властивостей Від калібрований гідростатичним волочінням дріт із жорстким полем допуску (0,002мм) на діаметр та більш однорідними механічними власти 60881 востями на ДІЛЯНЦІ між двома струмопідвідними роликами 7 та 8 нагрівається за рахунок пропускання постійного електричного струму й одночасно піддається натягу в межах пружної деформації При цьому відбувається швидкісна термообробка відпуск або відпал із наступним охолодженням у воді на прямолінійній ДІЛЯНЦІ, при якій знімаються залишкові напруження І та II роду, усувається кривизна і фіксується рівноважний стан При термомеханічній ШВИДКІСНІЙ обробці унаслідок специфіки впливу формується рівновісна дрібнозерниста структура, що обумовлює стабільність механічних властивостей по довжині та підвищені пружні властивості Після стадії термомеханічної обробки стабілізований дріт протирається протирами 14, сушиться електронагрівом при дуже малих розмірах струму, що пропускається, на ДІЛЯНЦІ ВІД контакту 8 до контакту 10, а потім прецизійний рівноважний дріт намотується на приймальну котушку Таким чином забезпечується рішення поставленої задачі - виготовлення дроту рівноважного стану, прямолінійної форми при високій точності геометрії При відхиленні від умов засобу, що заявляються, дріт має або низьку точність або нерегламентовані механічні властивості з залишковою кривизною та спиралеподібністю Конкретні приклади 1 Матеріал - високовуглецевий дріт, сталі 70 із латунним покриттям діаметром 0,165-0,20мм, вихідною МІЦНІСТЮ 2450-3320МПа, отриманий традиційним волочінням при сумарному степені обтиснення 93,0-96,8% Розкид значень МІЦНОСТІ на розрив не менш ЗООМПа Степінь обтиснення при калібруванні гідростатичним волочінням 12-30%, швидкість волочіння 1,45м/с, розмір гідростатичного тиску 180-200МПа, база нагрівання 1250мм, густиною постійного струму, що пропускається, при нагріванні каліброваного дроту (низькотемпературний відпуск до 8 200°С) 70А/мм2, зусилля натягу намотки 3-6Н Результат Запропонований спосіб сполученої обробки забезпечує точність (+0,002мм) та прямолінійність (залишковий вигин не більш 1% від довжини відрізка) форми дроту з більш високою стабільністю механічних властивостей Розкид значень МІЦНОСТІ для дроту діаметром 0,15 та 0,18мм знизився з 10% до 3-5% і склав 80140МПа Крім того, спільний вплив тиску та температури низького відпуску в процесі сполученої обробки гідростатичним калібруванням-стабілізацією призводить до підвищення на 10-15% значень межі МІЦНОСТІ на розрив 2 Вихідна заготовка діаметром 0,165-0,36мм із латуні Л63 із межею МІЦНОСТІ на розрив до 1050МПа, відносним подовженням - 1,6% Швидкість обробки 1-2м/с Тиск робочого середовища в камері при гідростатичному калібруванні 800 2000МПа, загальний степінь обтиснення в двох волоках 10-30% База нагрівання 1250мм Напруга подовжнього натягу 0,05-0,1 межі МІЦНОСТІ на розрив заготовки Густину електричного струму, що пропускається, при нагріванні в залежності від швидкості та виду обробки встановлюють у межах при низькотемпературній стабілізації (низькотемпературному відпуску) для швидкості 1м/с - 80ЮОА/мм2, при високотемпературній стабілізації (рекристалізаційному відпалу), швидкості 1 м/с - 110 125А/ММ2, при збільшенні (зменшенні) швидкості обробки в n-разів густина струму збільшується (зменшується) у Vn -разів Характеристики готової продукції за даними вхідного контролю, механічних ІСПИТІВ та рентгенографічних досліджень тонкої структури приведені в таблиці Таблиця ат, МПа 5,% Волочіння + рекристалізаційний відпал у печі 370 36 Традиційне волочіння 540 6 4,007 560 8 2,444 960 1,6 480 20 Способи обробки 1 2 3 4 5 Механічні властивості Спотворення ґрат Да/а-104 № Гідростатичне волочіння Гідростатичне волочіння+низькотемпературна стабілізація Гідростатичне волочіння+високотемпературна стабілізація Дана таблиця свідчить про те, що для стабілізованого дроту в оптимальних умовах різноманітних видів термомеханічної стабілізації мікронапруження II роду дуже незначні, форма близька до прямолінійної, без хвилястості, кривизни та спиралеподібності, залишковий вигин не більш 1% від Форма дроту Граничне відхилення діаметру, мм Виток діаметром котушки Виток діаметром 80мм Виток діаметром більш 200мм 0,010 0,333 Прямолінійна 0,002 0,333 Прямолінійна 0,002 0,002 довжини відрізка, розкид значень межі МІЦНОСТІ І ВІДНОСНОГО подовження по довжині не перевищує, ВІДПОВІДНО, 40МПа та 4% Граничні відхилення діаметру при цьому складають не більш 0,002мм, пружні властивості (відношення сп/ст) вище на 60881 10 11-18%, чистота поверхні Ra ~0,16мкм своїм службовим властивостям світовим аналогам Запропонованим способом отримані досліднопромислові партії рівноважного високоточного Винахід може бути застосований у інструменелектродного латунного дроту діаметрами 0,15, тальній, машинобудівній, приладобудівній, медич0,20, 0,25, 0,30, 0,33мм для електроерозійного ній, електротехнічній та інших галузях промислорізання та в и со ко вуглецевого дроту з латунним вості, що використовують прецизійний та покриттям діаметрами 0,15 та 0,18мм для абразирівноважний дріт із різноманітних металів і сплавного різання діелектриків, що відповідають по вів L. JL Комп'ютерна верстка А Ярославцева З к 5 7 6 Підписне Ц Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for final treatment of wire
Автори англійськоюMatrosov Mykola Ivanovych, Medvedska Elvida Oleksandrivna, Duhadko Oleksandr Borysovych, Biloshenko Viktor Oleksandrovych
Назва патенту російськоюСпособ финишной обработки проволоки
Автори російськоюМатросов Николай Иванович, Медведская Эльвида Александровна, Дугадко Александр Борисович, Билошенко Виктор Александрович
МПК / Мітки
Мітки: обробки, спосіб, фінішної, дроту
Код посилання
<a href="https://ua.patents.su/5-60881-sposib-finishno-obrobki-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб фінішної обробки дроту</a>
Спосіб волочіння дроту
Номер патенту: 33831
Опубліковано: 15.02.2001
Автори: Васильєв Олександр Генадійович, Таратута Костянтин Васильович, Ніколаєв Віктор Олександрович
МПК: B21B 27/02
Мітки: волочіння, дроту, спосіб
Текст:
...збільшенні e/d>1,2 сила волочіння починав зростати до Рe/P0=0,76-0,83 (дос ліди 7; 14). Зменшенню сили волочіння у дослідах 3-6; 10-13 до Рe/Р0=0,62-0,69 при наявності віброколивань сприяє суттєве зниження сил тертя в осередку деформації. Це забезпечується при відношенні e/d=0,18-1,2. При волочінні з e/d1,2 сила волочіння зростає у порівнянні з волочінням при e/d=0,18-1,2, що слід пояснити з'явленням додаткових динамічних навантажень на...
Спосіб волочіння дроту
Номер патенту: 38756
Опубліковано: 15.05.2001
Автори: Ніколаєв Віктор Олександрович, Жук Анатолій Якович, Таратута Костянтин Васильович
МПК: B21C 1/02
Мітки: спосіб, дроту, волочіння
Формула / Реферат:
Спосіб волочіння дроту, який включає вібронавантаження дроту у процесі його протягування крізь дві волоки, який відрізняється тим, що за допомогою збуджувального пристрою з ексцентриковим роликом вібронавантаження здійснюють між волоками шляхом епіциклоїдних коливань дроту відносно лінії волочіння з відносною кутовою частотою w2/w1=0,0625 - 0,375, де w1, w2, - відповідно частота обертання ексцентрикового ролика та збуджувального...
Спосіб виготовлення дроту періодичного профілю
Номер патенту: 30290
Опубліковано: 15.11.2000
Автори: Овчаренко Володимир Михайлович, Чигріна Марія Петрівна, Ханонкін Олександр Аркадійович, Кременчуцька Маргарита Костянтинівна, Реньга Вадим Романович
МПК: B21C 1/00
Мітки: виготовлення, дроту, спосіб, профілю, періодичного
Формула / Реферат:
Спосіб виготовлення дроту періодичного профілю, що включає операції волочіння і профілювання, який відрізняється тим, що профілювання здійснюється шляхом дії на дріт імпульсного електричного струму в процесі волочіння.
Спосіб волочіння дроту
Номер патенту: 42172
Опубліковано: 15.10.2001
Автори: Жук Анатолій Якович, Ніколаєв Віктор Олександрович, Таратута Костянтин Васильович
МПК: B21C 1/02
Мітки: волочіння, дроту, спосіб
Формула / Реферат:
Спосіб волочіння дроту, який включає вібронавантаження дроту у процесі його протягнення крізь дві волоки, який відрізняється тим, що вібронавантаження здійснюють шляхом надання дроту колових коливань, відносно лінії волочіння, з кутовою частотою w = 5-25с-1 та відносною амплітудою a/l=0,0025-0,01, де a - амплітуда віброколивань,мм, l - відстань між волокою та пристроєм для збудження віброколивань, мм.
Спосіб обробки катанки для високоміцного дроту
Номер патенту: 35517
Опубліковано: 15.03.2001
Автори: Маншилін Олександр Гейнійович, Корінь Андрій Олександрович, Кукуй Давид Пенхусович, Алімов Валерій Іванович, Максаков Анатолій Іванович
МПК: C21D 9/52
Мітки: високоміцного, дроту, катанки, спосіб, обробки
Формула / Реферат:
Спосіб обробки катанки для високоміцного дроту, за яким здійснюють прискорене охолоджування катанки з прокатного нагрівання і наступну її термічну обробку, який відрізняється тим, що при термічній обробці нагрівають катанку для аустенітизації на глибину 0,2+0,8 мм, а потім охолоджують зі швидкостями 5+10°C/c до температур 600+550°С.
Попередній патент: Спосіб утворення дрібнодисперсних аерозольних часток рідини
Наступний патент: Спосіб гасіння пожежі та склад для його здійснення
Випадковий патент: Кистевий еспандер