Система моніторингу якості складних виробничих процесів
Номер патенту: 61504
Опубліковано: 25.07.2011
Автори: Васьків Мар'яна Василіївна, Іващук Вячеслав Віталійович

Формула / Реферат
Система моніторингу якості складних виробничих процесів, що містить блок оператора, блок регулярного моніторингу показників якості складного технологічного процесу, блок статистичного керування складними технологічними процесами, яка відрізняється тим, що блок статистичного керування технологічними процесами містить послідовно з'єднані блок реєстрації фактичних значень параметрів, який має вхід для блока виробничого задання, блок попереднього дослідження стану технологічного процесу, що містить блок визначення статистичних характеристик та блок визначення вірогідної частки дефектної продукції, блок регулярного моніторингу показників якості технологічного процесу, який містить блок оцінки результативності технологічного процесу, що має вихід до блока виробничої системи і блока аналізу та керування процесами, причому другий вихід блока попереднього дослідження стану технологічного процесу підключено до блока аналізу та керування процесами, блока аналізу та керування процесами, блока коригуючих дій, що зв'язані базою знань.
Текст
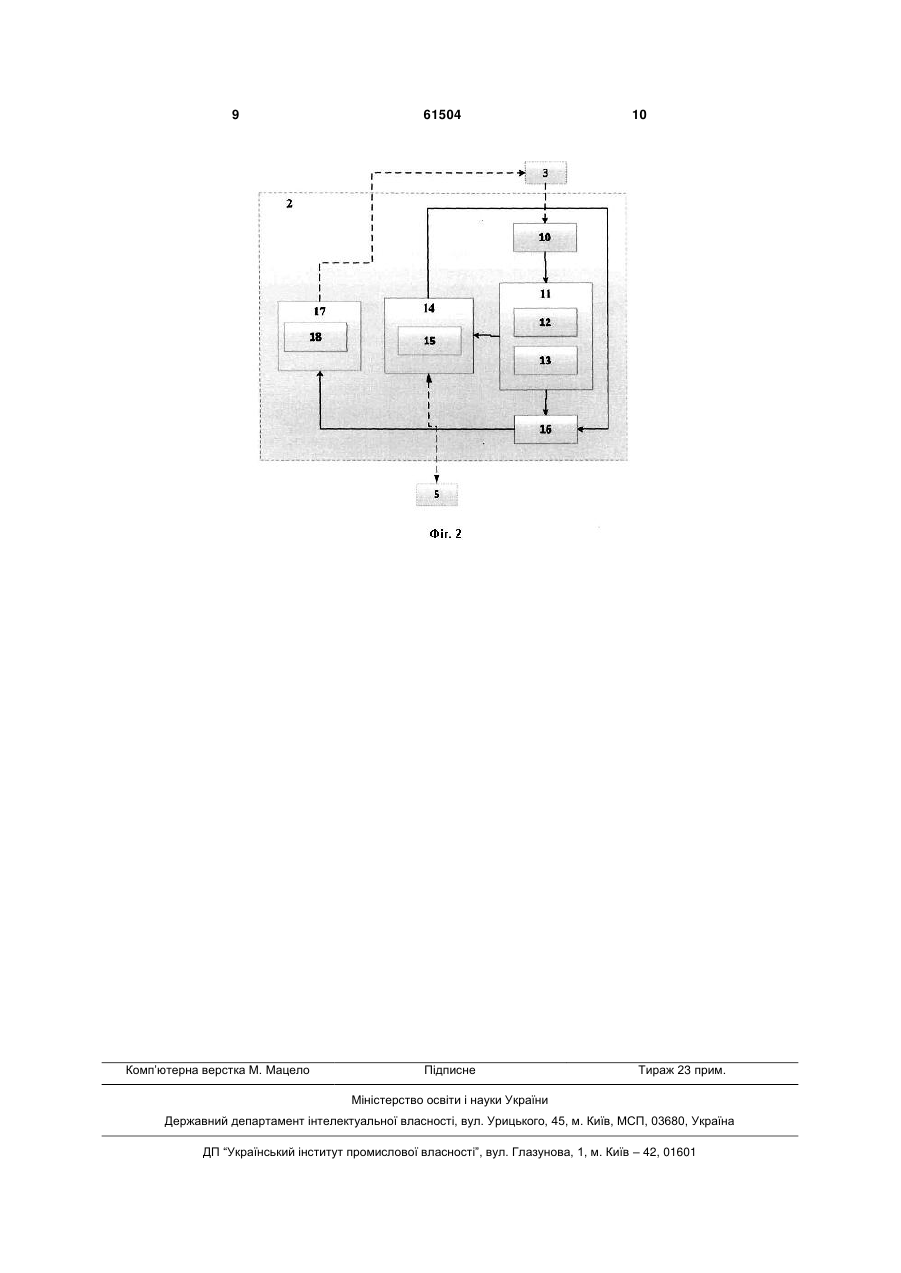
Система моніторингу якості складних виробничих процесів, що містить блок оператора, блок регулярного моніторингу показників якості складного технологічного процесу, блок статистичного керування складними технологічними процесами, яка відрізняється тим, що блок статистичного керування технологічними процесами містить послідовно з'єднані блок реєстрації фактичних зна 3 процесу, та створення міжфункціональної команди, який має вхід для підключення до блока оператора, а вихід його підключено до другого входу блока збору даних про показники якості складного технологічного процесу і виходів його підпроцесів і їх попередньої обробки, третій вхід якого підключено до другого виходу блока регулярного моніторингу показників якості складного технологічного процесу, третій вихід якого підключено до другого входу блока проведення декомпозиції складного технологічного процесу, при цьому вихід блока дослідження кореляції між показниками якості та її виявлення на виході складного технологічного процесу підключено до входу блока визначення показників якості складного технологічного процесу і складових його підпроцесів, а другий вхід його є входом-виходом для підключення до блока контролю виробничої системи. До недоліків даної корисної моделі можна віднести обмежене коло використання, неспроможність реалізації корисної моделі у класі систем з нелінійною поведінкою, здійснення координації блока статистичного керування технологічними процесами безпосередньо оператором. В основу створеної корисної моделі поставлена задача розробки системи, що гарантує усунення дефектів продукту, що пов'язані з незадовільною реалізацією процесів виробництва, а також збільшення автономності процесу прийняття рішень, що сприяє зменшенню тривалості загального виробничого циклу та підвищує ритмічність потоку процесів. Поставлені задачі вирішуються за рахунок того, що система моніторингу якості складних виробничих процесів, що містить блок оператора, блок регулярного моніторингу показників якості складного технологічного процесу, блок статистичного керування складними технологічними процесами. Згідно корисної моделі, блок статистичного керування складними технологічними процесами містить послідовно з'єднані блок реєстрації фактичних значень параметрів, який має вхід для блока виробничого задання, блок попереднього дослідження стану технологічного процесу, що містить блок визначення статистичних характеристик та блок визначення вірогідної частки дефектної продукції, блок регулярного моніторингу показників якості технологічного процесу, який містить блок оцінки результативності технологічного процесу, що має вихід до блока виробничої системи і блока аналізу та керування процесами, причому другий вихід блока попереднього дослідження стану технологічного процесу підключено до блока аналізу та керування процесами, блока аналізу та керування процесами, блока коригуючих дій, що зв'язані базою знань. У запропонованій системі корисний ефект отримується за рахунок створення коригуючих рішень різного рангу, що дозволяє приймати автономне керування або здійснювати кардинальні зміни в реалізації процесу із залученням вищих керівних рішень. Причинно-наслідковий зв'язок між запропонованими ознаками та технічним результатом полягає в наступному. 61504 4 Сутність корисної моделі пояснюється структурними схемами, що зображені на фігурі 1 та фігурі 2. Запропонована система моніторингу якості містить: 1 - блок моніторингу якості виробництва продукції, 2 - блок статистичного керування складними технологічними процесами, 3 - блок виробничого задання, 4 - блок оператор, 5 - блок виробничої системи, 6 -блок планування, 7 - блок готових виробів, 8 - блок контролю якості готових виробів, 9 - блок коригуючих дій 2-го типу (Фіг. 1). Блок статистичного керування складними технологічними процесами містить: 10 - блок реєстрації фактичних значень параметрів, 11 - блок попереднього дослідження стану технологічного процесу, 12 - блок визначення статистичних характеристик, 13 - блок визначення вірогідної частки дефектної продукції, 14 - блок регулярного моніторингу показників якості технологічного процесу, 15 - блок оцінки результативності технологічного процесу, 16 - блок аналізу та керування процесами, 17 блок коригуючих дій 1 -го типу, 18 - базу знань (Фіг. 2). Блок 10 (блок реєстрації фактичних значень параметрів). Виділяються та ідентифікуються параметри, які необхідно вимірювати (найбільш впливають на дефектність продукції). Дані беруться з вимірювальних приладів. Блок 11 (блок попереднього дослідження стану технологічного процесу). Основна мета попереднього аналізу стану технологічного процесу полягає в тому, щоб на основі отриманих результатів у разі потреби привести процес в статистично керований стан. В результаті попереднього дослідження стану технологічного процесу вирішуються наступні задання: 1) отримують оцінки параметрів нормального розподілу і (визначення статистичних характеристик); 2) визначають вірогідну частку дефектної продукції Р; Блок 12 (блок визначення статистичних характеристик). Для контролю відбирають, як мінімум, N=100 одиниць продукції (після наладки устаткування). При цьому доцільніше відбирати одиницю продукції не підряд, а, наприклад, кожну п'яту, десяту і т.д., тобто так, щоб охопити більший інтервал роботи устаткування, що дозволить правильніше оцінити стан технологічного процесу. У відібраних одиницях продукції контролюють заданий параметр X. Якщо таких параметрів декілька, то відбирають найважливіші з них і потім всю процедуру дослідження проводять окремо по кожному з цих параметрів. Результати контролю відзначають серіями по n одиниць, де n - об'єм вибірки, що встановлений для статистичного регулювання досліджуваного технологічного процесу. Об'єм вибірки вибирають в кількості не менше трьох і не більше десяти одиниць продукції. За наслідками контролю кожної вибірки обчис люють статистичні характеристики: або , , де - середнє арифметичне значення, середнє квадратичне відхилення. 5 61504 Параметр отримують як середнє арифме___ тичне k значень i : ____ 1 k ___ i; k i1 де, i (1) , i 12,...k 1 n ; ij , n i1 j 12,...n (2) Параметр розраховують: 2 1 n b , b 1,2,...N; N 1 b1 (3) де, N - об'єм контролю; Хb - результати контролю, отримані на стадії попереднього дослідження; - середнє арифметичне результатів конт___ ролю . Блок 13 (блок визначення вірогідної частки дефектної продукції). Вірогідна частка дефектної продукції Р обчислюємо за формулою (4): UCL LCL 1 , (4) Де, UCL,LCL - верхня і нижня межі поля допуску; - середнє значення контрольованого параметра X; - середнє квадратичне відхилення контрольованого параметра; Ф (X) - функція нормального розподілу. Блок 14 (блок регулярного моніторингу показників якості технологічного процесу). Моніторинг показників якості технологічного процесу проводиться з метою: - Спостереження за ходом реалізації технологічного процесу; - Оцінки результативності технологічного процесу, що проводиться в рамках використання методики статистичного управління технологічними процесами; - Профілактичне виявлення відхилень від норми основних параметрів процесу. Блок 15 (блок оцінки результативності технологічних процесів). Оцінка результативності технологічних процесів проводиться на основі визначення: - Оцінки стану процесу, Сp; - Оцінки точності технологічного процесу, Кт; - Оцінки відсотку бездефектної/дефектної продукції. Оцінка стану процесу Ср, розглядається як здатність процесу залишатися у визначених допустимих межах. Процес розглядається здатним, коли процентний склад вимірів, які знаходяться в області допусків, більший, як попередньо визначе 6 на величина. Процентне відношення вимірів, яке повинне знаходитися в цій області, обчислюється за допомогою середнього квадратичного відхилення (сигма): по 3 сигма з кожної сторони середнього значення. Це означає, що 99,74 % виміряних величин знаходиться в області допусків. Оцінка стану процесу Ср визначається за формулою (5): UCL LCL Cp ; 6 (5) де UCL - верхня границя норми, LCL - нижня границя норми. За допомогою відповідних критеріїв оцінюють стан технологічного процесу. Точність процесу визначається як властивість технологічного процесу, що обумовлює близькість дійсних і номінальних значень параметрів продукції, що виготовляється. Вона оцінюється коефіцієнтом точності Кт: 6 , (6) де, Т = UCL-LCL - допуск виробу; Точність технологічного процесу оцінюють виходячи із наступних критеріїв: КТ 0,75 - технологічний процес точний, задовольняє поставленим вимогам; КТ = 0,76-0,98 - технологічний процес потребує нагляду; КТ > 0,98 - технологічний процес являється незадовільним; Отже чим менше значення КТ, тим більший запас точності і тим більша гарантія бездефектного виготовлення продукції в впродовж певного часу. Оцінка % бездефектної/дефектної продукції отримують розрахувавши відхилення верхнього і нижнього допустимих значень параметру від середніх: ___ ULC Z ; (7) ___ LCL Z ; (8) Далі, використовуючи відповідні розрахованим даним (ZВ і ZН) табличні значення (ZBT,ZHT) інтегральної функції нормального розподілу, визначаємо: - Відсоток продукції, що відповідає нормі; - Відсоток дефектної продукції. Блок 16 (блок аналізу та керування процесами). Основна мета аналізу та керування стану технологічного процесу полягає в тому, щоб на основі отриманих результатів, у разі потреби, привести процес в статистично керований стан. 7 Статистичне регулювання технологічних процесів зручно здійснювати за допомогою контрольних карт, на яких відзначають значення певної статистики, отриманої за результатами вибіркового контролю. Такими статистиками являються се___ реднє арифметичне , медіана, середньоквадратичне відхилення , розмах R, частка дефектних одиниць продукції Р та ін. На контрольній карті відзначають межі регулювання, в межах яких знаходиться область допустимих значень статистики. Вихід вимірюваних параметрів процесу за межі регулювання (або поява її на самій межі) служить сигналом про розлад технологічного процесу. Контрольна карта дозволяє не тільки виявляти неякісний процес, але і допомагає знаходити причини виникнення розладу. Крім того, контрольна карта служить документом, який може бути використаний для ухвалення рішень по поліпшенню якості продукції. Цілями застосування контрольних карт можуть бути: - виявлення некерованого процесу; - контроль за керованим процесом; оцінювання можливостей процесу. Блок 17 (блок коригуючих дій 1-го типу). На основі цінної інформації, отриманої за допомогою оцінки результативності процесу, контрольних карт за допомогою блока 18 (бази знань), у разі, коли технологічний процес визнано не контрольованим і незадовільним, проводять коригуючі дії 1го типу: виявлення і ліквідація негативної дії причин і наслідків, що впливають на досліджуваний об'єкт; переналадка технологічного обладнання. Система моніторингу якості складних виробничих процесів працює наступним чином: для отримання завантаження обладнання оператор 4 задає виробниче задання (рецептуру), яке зберігається в блоці виробничих завдань 3. Через блок статистичного керування складними технологічними процесами 2 фіксуються параметри виробництва, які надходять в блок реєстрації фактичних 61504 8 значень параметрів 10. Для визначення точності і стабільності технологічного процесу на відповідність його нормативно-технічній документації проводиться статистичний аналіз технологічного процесу: обчислюються статистичні характеристики (блок 12), визначається вірогідна частка дефектної продукції (блок 13), оцінюється стан процесу (блок 11), визначається точність технологічного процесу і відсоток виробництва дефектної продукції (блок 15). У разі виявлення відхилень від норми основних параметрів процесу (блок 14) необхідно налагодити оперативний контроль процесу і провести суцільні дослідження виробів, що випускаються, з метою попередження браку (блок 16). Разом з тим потрібно провести системне дослідження чинників, що впливають на розкид, і прийняти заходи щодо поліпшення стану процесу (блок 17). Блок коригуючих дій 1-го типу дозволяє змінити схеми взаємозв'язків між режимами технологічних операцій і якістю продукції, між видами і причинами браку, а також підготувати відповідні рекомендації для наладки технологічного процесу у разі такої необхідності. При виявленні подібних ситуацій з бази знань 18 в блок коригуючих дій 1-го типу передаються рекомендації щодо покращення роботи системи і виробляються коригуючі діяння, які подаються в блок виробничих завдань. Задовільний технологічний процес (відповідає нормам основних параметрів процесу) реалізується блоком виробничої системи 5, який реалізує очікувані характеристики готової продукції в блоці готових виробів 7 з подальшим їх контролем у блоці 8. У разі відмови виробничої системи (обладнання) або аварійній ситуації та отриманні на виході дефектної продукції блок контролю 8 подає сигнал на блок оператора 4, який за допомогою блока корегуючих дій 2-го типу 9 надходить до блока планування 6, де визначаються рекомендації до зміни загальних вимог регламенту процесу, документації, а також приймається рішення на виконання ремонту (заміни) елементу обладнання. 9 Комп’ютерна верстка М. Мацело 61504 Підписне 10 Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMonitoring system for quality of complicated industrial processes
Автори англійськоюIvaschuk Viacheslav Vitaliiovych, Vaskiv Mariana Vasylivna
Назва патенту російськоюСистема мониторинга качества сложных производственных процессов
Автори російськоюИващук Вячеслав Витальевич, Васькив Марьяна Васильевна
МПК / Мітки
МПК: G07C 3/14
Мітки: складних, якості, процесів, моніторингу, виробничих, система
Код посилання
<a href="https://ua.patents.su/5-61504-sistema-monitoringu-yakosti-skladnikh-virobnichikh-procesiv.html" target="_blank" rel="follow" title="База патентів України">Система моніторингу якості складних виробничих процесів</a>
Система завантаження узагальнених виробничих систем складання на основі статистичного керування складними технологічними процесами
Номер патенту: 45225
Опубліковано: 26.10.2009
Автори: Філіппова Марина В`ячеславівна, Діордіца Ірина Миколаївна, Іваненко Руслан Олександрович, Діордіца Анна Миколаївна, Філіппов Олексій В'ячеславович, Вислоух Сергій Петрович
МПК: B23Q 41/08
Мітки: складання, система, завантаження, складними, процесами, систем, основі, узагальнених, технологічними, статистичного, керування, виробничих
Формула / Реферат:
Система завантаження узагальнених виробничих систем складання на основі статистичного керування складними технологічними процесами, що містить блок керування виробничою системою, в який входить блок оператора, вхід якого підключено до виходу блока інформації про виробничі завдання, а вихід - до входу блока статистичного керування складними технологічними процесами, який має зв'язок з блоком "узагальнена виробнича система" та містить...
Система завантаження узагальнених виробничих систем складання
Номер патенту: 14681
Опубліковано: 15.05.2006
Автори: Філіппова Марина В`ячеславівна, Вислоух Сергій Петрович
МПК: B23Q 41/08
Мітки: завантаження, система, узагальнених, складання, систем, виробничих
Формула / Реферат:
Система завантаження узагальнених виробничих систем складання, що містить блок оператора, вхід якого підключено до блока інформації про виробничі завдання, а вихід - через блок керування оптимальним технологічним процесом через двосторонній зв'язок підключено до бази знань, другий вихід блока керування оптимальним технологічним процесом підключено до блока узагальненої виробничої системи, що має зв'язок з блоком готових виробів, яка...
Система завантаження та контролю роботи узагальнених виробничих систем складання
Номер патенту: 39621
Опубліковано: 10.03.2009
Автори: Вислоух Сергій Петрович, Волошко Оксана В'ячеславівна, Діордіца Ірина Миколаївна, Філіппов Олексій В'ячеславович, Філіппова Марина В`ячеславівна, Діордіца Анна Миколаївна
МПК: B23Q 41/08
Мітки: складання, роботи, контролю, систем, виробничих, узагальнених, система, завантаження
Формула / Реферат:
Система завантаження узагальнених виробничих систем складання, що містить блок оператора, вхід якого підключено до виходу блока інформації про виробничі завдання, а вихід - до входу блока інтелектуального керування оптимальним технологічним процесом, який має зв'язок вхід - вихід з базою знань та блоком вибору оптимального технологічного процесу відповідно, блок узагальненої виробничої системи, вихід якого підключено до входу блока готових...
Спосіб та приймач для моніторингу якості інформації у безпровідному каналі звязку, спосіб визначення полярності бітів керування потужністю, а також спосіб моніторингу якості субканалу керування потужністю та пр
Номер патенту: 74167
Опубліковано: 15.11.2005
Автори: Чен Тао, Лінг Фун'юн, Тіедеманн Едвард Дж., молодший
МПК: H04L 25/00, H04B 7/005, H04Q 7/00, H04B 7/00, H04B 1/00, H04L 1/00
Мітки: безпровідному, моніторингу, каналі, визначення, керування, зв'язку, приймач, також, якості, субканалу, інформації, бітів, полярності, спосіб, потужністю
Формула / Реферат:
1. Спосіб моніторингу якості інформації, прийнятої у безпровідному каналі зв'язку, який включає операції:прийому інформації, яка містить як відому, так і невідому інформацію,створення заміщаючої частоти появи хибних бітів на основі відомої інформації ізастосування заміщаючої частоти появи хибних бітів до невідомої.2. Спосіб за п. 1, який відрізняється тим, що у переданий сигнал безпровідного каналу зв'язку не...
Світловий інформаційний екран диспетчерського пульта моніторингу складних систем
Номер патенту: 83569
Опубліковано: 25.07.2008
Автори: Єрохін Андрій Леонідович, Бурцев Володимир Миколайович, Бондаренко Михайло Федорович, Бурцев Валерій Миколайович
МПК: G09F 13/00, G09F 9/00
Мітки: моніторингу, екран, систем, світловий, складних, диспетчерського, пульта, інформаційний
Формула / Реферат:
1. Світловий інформаційний екран диспетчерського пульта моніторингу складних систем, що містить принаймні три оптично прозорих світлопровідних елементи, широкі поверхні яких обернені до спостерігача, а торцеві поверхні оптично погоджені з наборами твердотільних світлодіодів, що електрично зв'язані з електронним блоком керування, при цьому на широкі поверхні світлопровідних пластин нанесені інформаційні знаки, які дифузно відбивають світло,...
Попередній патент: Похідні 1-вініл-3,4-епоксициклогексану як регулятори росту рослин
Наступний патент: Спосіб діагностики анемії при системному червоному вовчаку
Випадковий патент: Пристрій для механічного блокування електричного апарату