Автоматизована електродугова наплавна установка
Формула / Реферат
Автоматизована електродугова наплавна установка, що включає пристрій числового програмного управління, портал з координатним приводом, змонтований над робочим столом з можливістю переміщення в подовжньому напрямку, розміщений на поперечній балці порталу координатний сервопривід ведучої каретки з супортом, наплавною головкою і механізмом подачі зварювального дроту або стрічки з касети із зварювальним дротом або стрічкою, основне джерело живлення зварювальної дуги, фільтровентиляційну систему, систему охолоджування на базі комплексу спреєрів під охолоджуюче плинне середовище, систему фіксації листової заготівки для виготовлення біметалічного листа і пульт оператора, яка відрізняється тим, що оснащена, встановленою на загальній з ведучою кареткою поперечній балці порталу, веденою кареткою з супортом, наплавною головкою з механізмом подачі зварювального дроту або стрічки, касетою із зварювальним дротом або стрічкою, і додатковим джерелом живлення зварювальної дуги, при цьому ведена і ведуча каретки зв'язані між собою з можливістю переміщення одна щодо одної, а комплекс спреєрів системи охолоджування розміщений під листовою заготівкою для виготовлення зносостійкого біметалічного листа.
Текст
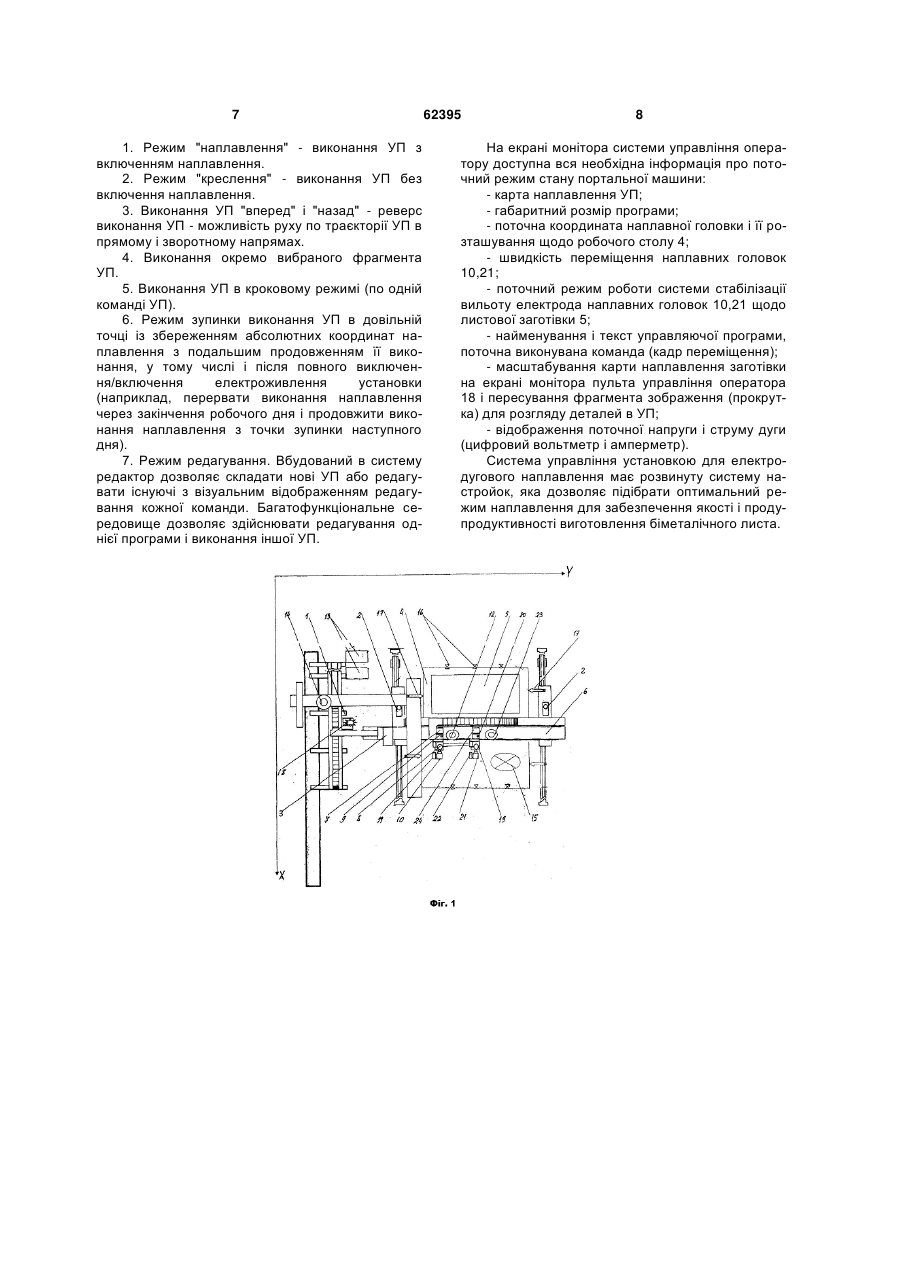
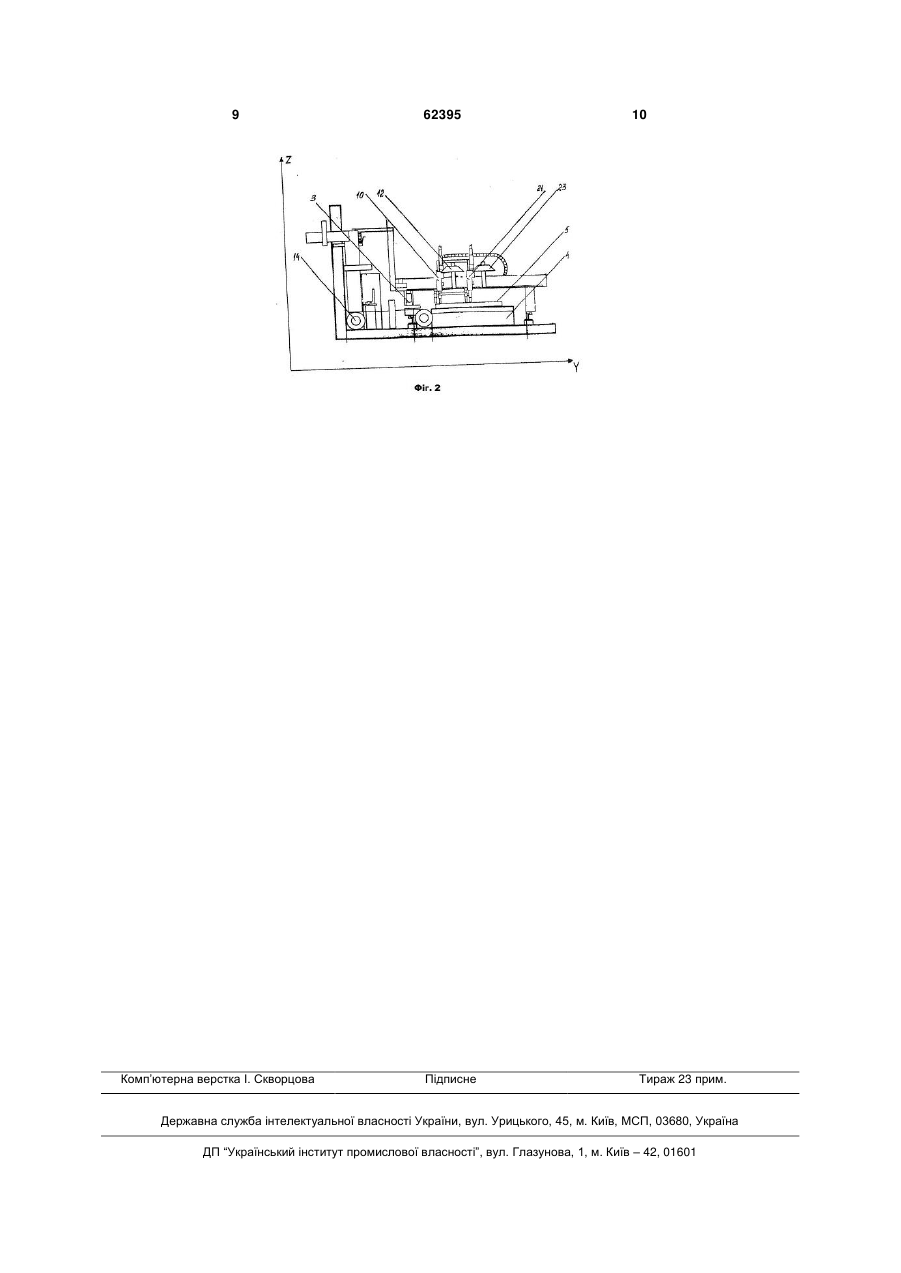
Автоматизована електродугова наплавна установка, що включає пристрій числового програмного управління, портал з координатним приводом, змонтований над робочим столом з можливістю переміщення в подовжньому напрямку, розміщений на поперечній балці порталу координатний сервопривід ведучої каретки з супортом, наплавною головкою і механізмом подачі зварювального дроту або стрічки з касети із зварювальним дротом або стрічкою, основне джерело живлення зварювальної дуги, фільтровентиляційну 3 винахід № 2208506С2, МПК7 В23К37/04, В23К7/10, В23К26/38,B23Q41/00 від 21.02.2001р., опублікованому 20.07.2003р., яка включає пристрій числового програмного управління, портал координатного приводу, змонтований над робочим столом з можливістю переміщення в подовжньому напрямку, розміщений на поперечній балці порталу координатний сервопривід ведучої каретки з супортом, наплавною головкою і механізмом подачі зварювального дроту або стрічки з касети із зварювальним дротом або стрічкою, основне джерело живлення зварювальної дуги, фільтровентиляційну систему, систему охолоджування на базі комплексу спреєрів під охолоджуюче плинне середовище, систему фіксації листової заготівки для виготовлення біметалічного листа і пульт оператора. На відміну від заявленої корисної моделі автоматизована ділянка різання і зварки металевих конструкцій оснащена встановленими в технологічній послідовності і зв'язаними між собою транспортними і передавальними засобами, одним або декількома технологічними лазерами, призначеними для зварки і різання, одним або декількома безконтактними пристроями контролю розташування кромок зварюваних або розрізних деталей, одним або декількома безконтактними пристроями вимірювання ширини зазору між зварюваними деталями, одним або декількома пристроями фіксації зварюваних деталей, при цьому ділянка оснащена однією або декількома установками для автоматичного дугового різання і зварки в середовищі захисних газів, а також пристроями регулювання сили струму зварювальної дуги, швидкості зварки і швидкості подачі присадного матеріалу, залежної від ширини зазору між зварюваними деталями. Загальним недоліком є те, що в наведених технічних рішеннях не передбачено автоматичне регулювання параметрів процесу наплавлення, швидкості наплавлення і швидкості подачі наплавних матеріалів. Відсутність можливості автоматичного регулювання цих параметрів погіршує якість автоматичного дугового наплавлення, що може привести до збільшення витрати наплавних матеріалів, і робить процес наплавлення трудомістким і непродуктивним. В основу корисної моделі поставлена задача удосконалити автоматизовану електродугову наплавну установку, шляхом зміни конструктивного рішення забезпечити автоматизований контроль всіх параметрів процесу наплавлення і за рахунок цього зменшити витрати наплавного матеріалу, підвищити продуктивність установки і покращити якість наплавних робіт при виготовленні зносостійких біметалічних листів. Задача корисної моделі вирішується тим, що автоматизована електродугова наплавна установка включає пристрій числового програмного управління, портал координатного приводу, змонтований над робочим столом з можливістю переміщення в подовжньому напрямку, розміщений на поперечній балці порталу координатний сервопривід ведучої каретки з супортом, наплавною головкою і механізмом подачі зварювального дроту або стрічки з касети із зварювальним дротом або стрі 62395 4 чкою, основне джерело живлення зварювальної дуги, фільтровентиляційну систему, систему охолоджування на базі комплексу спреєрів під охолоджуюче плинне середовище, систему фіксації листової заготівки для виготовлення біметалічного листа і пульт оператора, згідно з корисною моделлю вона оснащена, встановленою на загальній з ведучою кареткою поперечній балці порталу, веденою кареткою з супортом, наплавною головкою з механізмом подачі зварювального дроту або стрічки з касети із зварювальним дротом або стрічкою, і додатковим джерелом живлення зварювальної дуги, при цьому ведена і ведуча каретки зв'язані між собою з можливістю переміщення одна щодо одної, а комплекс спреєрів системи охолоджування розміщений під листовою заготівкою для виготовлення зносостійкого біметалічного листа. Завдяки тому, що автоматизована електродугова наплавна установка оснащена, встановленою на загальній з ведучою кареткою поперечній балці порталу, веденою кареткою з супортом, наплавною головкою з механізмом подачі зварювального дроту або стрічки з касети із зварювальним дротом або стрічкою, і додатковим джерелом живлення зварювальної дуги, при цьому ведена і ведуча каретки пов'язані між собою з можливістю переміщення одна щодо одної, а комплекс спреєрів системи охолоджування розміщений під листовою заготівкою для виготовлення досягнуто зменшення витрат наплавного матеріалу, підвищення продуктивності установки і покращення якості наплавних робіт при виготовленні зносостійких біметалічних листів. Суть корисної моделі пояснюється кресленнями, де на: фіг. 1 - представлений загальний вид автоматизованої електродугової наплавної установки (вигляд зверху); фіг. 2 - представлений загальний вид автоматизованої електродугової наплавної установки (вигляд збоку). Автоматизована електродугова наплавна установка містить пристрій числового програмного управління (ЧПУ) 1, портал 3 координатного приводу 2, змонтований над робочим столом 4 для укладання листової заготівки 5 з можливістю переміщення в подовжньому напрямку, розміщений на поперечній балці 6 порталу 3 координатний сервопривід 7 ведучої каретки 8 з супортом 9, наплавною головкою 10 і пристосуванням подачі зварювального дроту або стрічки 11 з касети 12, основне джерело живлення зварювальної дуги 13, фільтровентиляційну систему 14, систему охолоджування 15 на базі комплексу спреєрів 16 під охолоджуюче плинне середовище, систему фіксації листової заготівки 17 і пульт оператора 18. Автоматизована електродугова наплавна установка також містить встановлені на загальній з провідною кареткою 8 поперечній балці 6 порталу З відому каретку 19 з супортом 20, наплавною головкою 21, механізмом подачі зварювального дроту або стрічки 22 з касети 23. При цьому ведена каретка 19 і ведуча каретка 8 керовані відповідно координатними сервоприводами 24 і 7, які жорстко пов'язані між со 5 бою з можливістю переміщення один щодо одного. Комплекс спреєрів 16 системи охолоджування 15 розміщений на робочому столі 4 під листовою заготівкою 5. Відомості, що підтверджують можливість використання автоматизованої електродугової наплавної установки, переважно для виготовлення зносостійкого біметалічного листа. Заздалегідь програмістом розробляється управляюча програма, яка встановлюється в процесор числового програмного управління (ЧПУ) 1 установки зі знімного носія або по цеховій мережі. Управляючою програмою ЧПУ задається і забезпечується виконання всіма виконавчими механізмами установки необхідних (що задаються) технологічних параметрів наплавлення залежно від технічних вимог до продукції (товщини основного метала, товщини і властивостей наплавного матеріалу). До таких параметрів належать швидкість подачі електрода (сила зварювального струму), напруга на дузі, виліт електрода, швидкість поперечного переміщення електрода і вид траєкторії поперечного переміщення, швидкість наплавлення, інтенсивність охолоджування, виключення джерел зварювального струму при обриві однієї із зварювальних дуг на якій-небудь зварювальній головці. Перед введенням установки в режим автоматизованого управління за допомогою ЧПУ 1, її приводять в початкове положення, при якому листову заготівку 5 встановлюють за допомогою вантажопідйомного механізму (на кресленні не показано) на робочий стіл 4. Проводять вивіряння параметрів розташування листової заготівки 5 по відношенню до параметрів робочого столу 4. Закріплюють листову заготівку 5 за допомогою системи фіксації механізмом 17 у вигляді гідравлічних притисків по периметру до опорної площини робочого столу 4. За допомогою координатних сервоприводів 7 і 24 ведучої 8 і веденої 19 кареток з супортами 9 і 20 виставляють параметри механізму подачі зварювального дроту або стрічки 11 і 22 наплавних головок 10 і 21, розташованих на поперечній балці 6 порталу 3 під необхідним кутом нахилу і висотою до площини листової заготівки 5. В ручному режимі встановлюють необхідну відстань між наплавними головками 10 і 21, розташованими відповідно на ведучій 8 і веденій 19 каретках, жорстко пов'язаних між собою з можливістю переміщення одна щодо одної. Наплавний матеріал касети 12 наплавної головки 10 і касети 23 наплавної головки 21 заправляють у відповідні механізми подачі зварювального дроту або стрічки 11 і 22. Проводять перевід порталу 3 установки в положення, коли наплавні головки 10 і 21 будуть розташовані в крайній початковій точці листової заготівки 5. Потім проводять включення фільтровентиляційної системи 14 і системи охолоджування 15 з комплексом спреєрів 16. Після чого включають установку в режимнаплавлення. При цьому відбувається включення джерел живлення зварюваль 62395 6 ної дуги 13 і відповідних приводах порталу 3 і наплавних головках 10 і 21. Портал 3 починає переміщатися уздовж робочого столу 4 з листовою заготівкою 5 по осі X, а наплавні головки 10,21 по осі Y згідно з заданим ЧПУ. При досягненні наплавними головками 10 і 21 протилежного краю листової заготівки 5, залежно від параметрів заданих управляючою програмою ЧПУ, процес наплавлення відбувається у зворотному напрямку із зсувом наплавних головок 10 і 21 на крок наплавлення до завершення наплавних робіт, необхідних для доведення листової заготівки до товарного виду біметалічного листа. ЧПУ порталу 3 координатного приводу 2 наплавної установки має стандартний набір можливостей, узятих і необхідних для їх роботи як при термічному різанні листового прокату, так і при наплавленні, тобто управління установкою здійснюється згідно з управляючою програмою. При цьому завантаження управляючої програми (УП) може проводитися: - з внутрішньої флеш-пам'яті наплавної установки, в якій може зберігатися до декількох десятків тисяч карт УП наплавлення; - з USB-флеш-диска; - з локальної або глобальної обчислювальної мережі; - з пульта оператора, клавіатури пульта користувача. Окрім цього вбудована в систему мережна підтримка дозволяє проводити контроль дій оператора, діагностику вузлів і блоків установки, завантаження і вивантаження управляючих програм, а також управління установкою через комп'ютерну мережу. При завантаженні в діалоговому вікні відображається список УП, що знаходяться на диску, розмір файла УП, графічне відображення карти наплавлення поточної УП. Формат управляючих програм (УП): ISO ESSI, G-функції. Повне програмне управління технологічним процесом наплавлення має розвинуту систему захисту від помилкових дій оператора: - блокування переміщення порталу 3 автоматизованої електродугової наплавної установки при відхиленні від робочої зони наплавлення; - блокування запуску виконання управляючої програми (УП) при недотриманні необхідних умов (відсутність проходження контрольних сигналів від технологічного устаткування і оснащення); - блокування при помилках в початковому ЧПУ;. В процесі наплавлення здійснюють ведення протоколу повідомлень системи і команд з пульта оператора 18 установки. Протоколи зберігають на диску з можливістю перегляду як з управляючого комп'ютера, так і з іншого комп'ютера, підключеного до мережі. Також в процесі наплавлення здійснюють плавну зміну швидкості переміщення порталу 3 залежно від заданих режимів наплавлення. Діапазон зміни швидкості руху 30-100 % від заздалегідь заданого значення. Виконання управляючих програм (УП) ЧПУ в різних режимах: 7 1. Режим "наплавлення" - виконання УП з включенням наплавлення. 2. Режим "креслення" - виконання УП без включення наплавлення. 3. Виконання УП "вперед" і "назад" - реверс виконання УП - можливість руху по траєкторії УП в прямому і зворотному напрямах. 4. Виконання окремо вибраного фрагмента УП. 5. Виконання УП в кроковому режимі (по одній команді УП). 6. Режим зупинки виконання УП в довільній точці із збереженням абсолютних координат наплавлення з подальшим продовженням її виконання, у тому числі і після повного виключення/включення електроживлення установки (наприклад, перервати виконання наплавлення через закінчення робочого дня і продовжити виконання наплавлення з точки зупинки наступного дня). 7. Режим редагування. Вбудований в систему редактор дозволяє складати нові УП або редагувати існуючі з візуальним відображенням редагування кожної команди. Багатофункціональне середовище дозволяє здійснювати редагування однієї програми і виконання іншої УП. 62395 8 На екрані монітора системи управління оператору доступна вся необхідна інформація про поточний режим стану портальної машини: - карта наплавлення УП; - габаритний розмір програми; - поточна координата наплавної головки і її розташування щодо робочого столу 4; - швидкість переміщення наплавних головок 10,21; - поточний режим роботи системи стабілізації вильоту електрода наплавних головок 10,21 щодо листової заготівки 5; - найменування і текст управляючої програми, поточна виконувана команда (кадр переміщення); - масштабування карти наплавлення заготівки на екрані монітора пульта управління оператора 18 і пересування фрагмента зображення (прокрутка) для розгляду деталей в УП; - відображення поточної напруги і струму дуги (цифровий вольтметр і амперметр). Система управління установкою для електродугового наплавлення має розвинуту систему настройок, яка дозволяє підібрати оптимальний режим наплавлення для забезпечення якості і продупродуктивності виготовлення біметалічного листа. 9 Комп’ютерна верстка І. Скворцова 62395 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAutomated electric arc surfacing plant
Автори англійськоюPanfilov Andrii Ivanovych
Назва патенту російськоюАвтоматизированная электродуговая наплавная установка
Автори російськоюПанфилов Андрей Иванович
МПК / Мітки
Мітки: установка, електродугова, наплавна, автоматизована
Код посилання
<a href="https://ua.patents.su/5-62395-avtomatizovana-elektrodugova-naplavna-ustanovka.html" target="_blank" rel="follow" title="База патентів України">Автоматизована електродугова наплавна установка</a>
Наплавна гідроелектроенергетична установка “чайка”
Номер патенту: 61261
Опубліковано: 11.07.2011
Автори: Жданович Леонід Олександрович, Янович Віталій Петрович, Правдюк Наталя Леонідівна, Паламарчук Ігор Павлович
МПК: F03G 3/00, B60K 16/00
Мітки: установка, наплавна, чайка, гідроелектроенергетична
Формула / Реферат:
Наплавна гідроелектроенергетична установка, яка відрізняється тим, що містить гідродвигун з вертикальним валом, до якого через шарніри приєднано вертикальні регульовані лопаті з ввігнутими поверхнями, редуктор, блок генераторів постійного струму з автоматичним регулюванням напруги та плавучу платформу у вигляді катамарана.
Автоматизована установка повірки промислових лічильників газу

Номер патенту: 59795
Опубліковано: 25.05.2011
Автори: Лазарович Ігор Миколайович, Радиш Сергій Васильович
МПК: G01F 25/00
Мітки: газу, промислових, лічильників, установка, повірки, автоматизована
Формула / Реферат:
Автоматизована установка повірки промислових лічильників газу, яка включає систему створення і регулювання витрати, еталонні лічильники з системою трубопроводів і засобів комутації для з'єднання з лічильниками, які повіряються, прилади для вимірювання тиску, перепаду тиску, часу повірки і систему зняття, збору, передачі і обробки вимірювальної інформації, яка відрізняється тим, що установка включає п'ять еталонних лічильників газу з...
Електродугова піч для відновлення і плавлення залізорудних матеріалів
Номер патенту: 35434
Опубліковано: 15.03.2001
Автор: Тіщенко Петро Ілліч
МПК: F27B 3/00
Мітки: плавлення, відновлення, піч, матеріалів, залізорудних, електродугова
Формула / Реферат:
1. Електродугова піч для відновлення і плавлення залізорудних матеріалів, що містить під, корпус з розміщеним на ньому склепінням, яке містить вогнетривку центральну частину з електродним отвором, водоохолоджувану периферійну частину, виконану в вигляді кільцевої камери, нижня частина якої являє собою трубчасту решітку, приймальну місткість, розташовану на склепінні і взаємозв'язану з кільцевою камерою, і газовідвідну систему, сполучену з...
Електродугова піч для відновлення і плавлення залізорудних матеріалів
Номер патенту: 35435
Опубліковано: 15.03.2001
Автор: Тіщенко Петро Ілліч
МПК: F27B 3/00
Мітки: плавлення, відновлення, матеріалів, піч, електродугова, залізорудних
Формула / Реферат:
Електродугова піч для відновлення і плавлення залізорудних матеріалів, що містить під, корпус з розміщеним на ньому склепінням, яке містить вогнетривку центральну частину і водоохолоджувану периферійну частину 1 газовідвідну систему. яка відрізняється тим, що периферійна частина виконана в вигляді кільцевої камери, утвореної вогнетривкою оболонкою 1 донною частиною, що уявляє собою трубчасту решітку, виконану в вигляді усіченого конуса, ось...
Автоматизована система керування пожежовибухобезпекою
Номер патенту: 10307
Опубліковано: 15.11.2005
Автори: Троїцький Віктор Ісакович, Котяхов Володимир Васильович, Виноградов Віктор Євгенович, Воржев Валерій Валерійович
МПК: G05B 15/00
Мітки: пожежовибухобезпекою, керування, система, автоматизована
Формула / Реферат:
1. Автоматизована система керування пожежовибухобезпекою, що містить датчики пожежі та газу, обчислювальний пристрій, а також датчики параметрів роботи обладнання, датчики параметрів навколишнього середовища і датчики параметрів технологічних процесів, що підключені до відповідних входів обчислювального пристрою, а також органи управління, електрично зв'язані з обчислювальним пристроєм, яка відрізняється тим, що вона додатково оснащена...
Попередній патент: Пристрій захисту ізотопу для радіоізотопних приладів
Наступний патент: Турнікетна опора
Випадковий патент: Крейсерсько-гоночна яхта