Спосіб обробки сталі
Номер патенту: 62980
Опубліковано: 26.09.2011
Автори: Щербовських Наталя Валентинівна, Дурягіна Зоя Антонівна
Формула / Реферат
Спосіб обробки сталі, що включає нанесення обмазки на поверхню та лазерне легування, який відрізняється тим, що обмазку, яка містить 40-50 % Nb; 20-30 % MoSi2 на основі рідкого скла, наносять на поверхню шаром товщиною 10-25 мкм, а лазерне легування проводять при швидкості сканування променя за поверхнею зразка 1690 мм/хв.
Текст
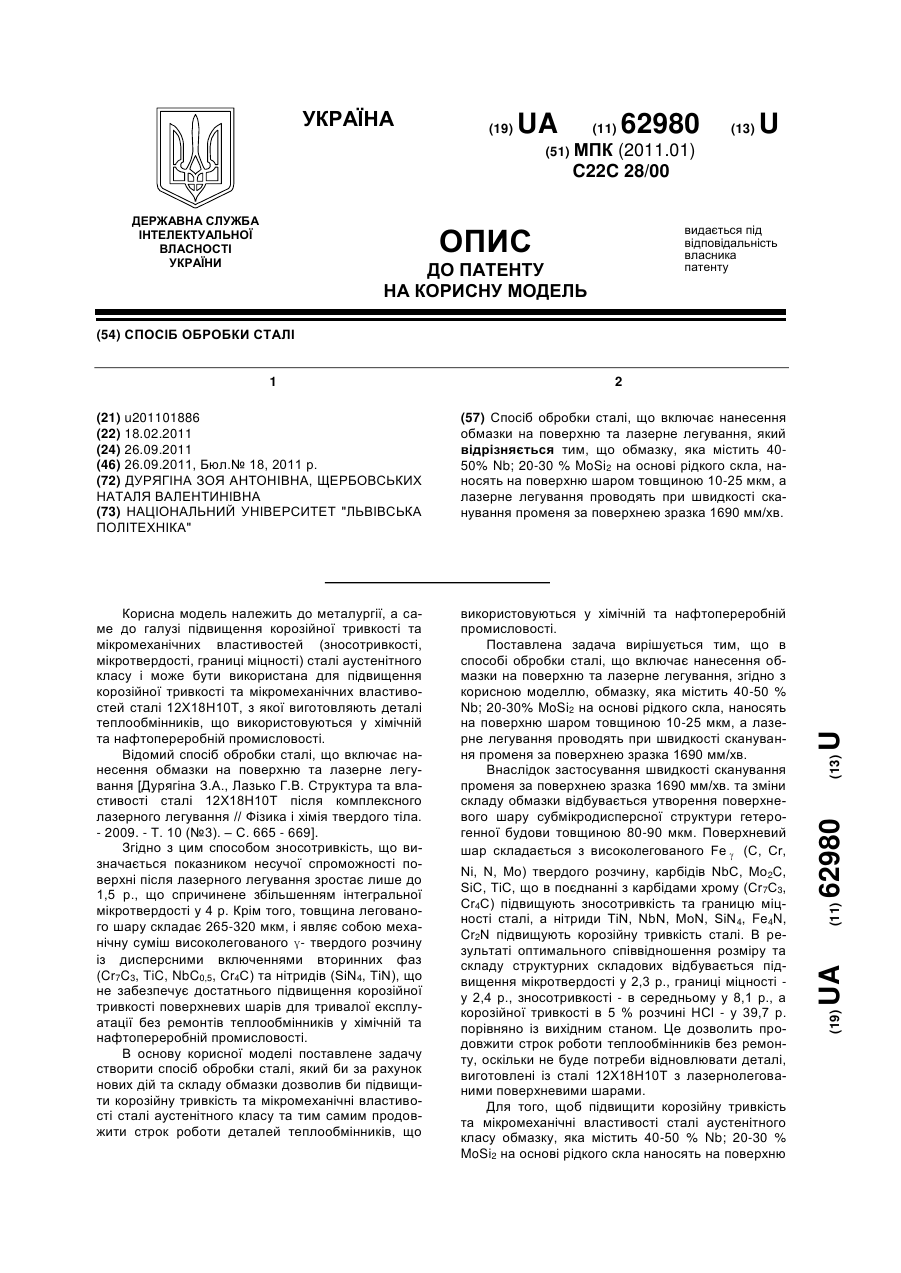
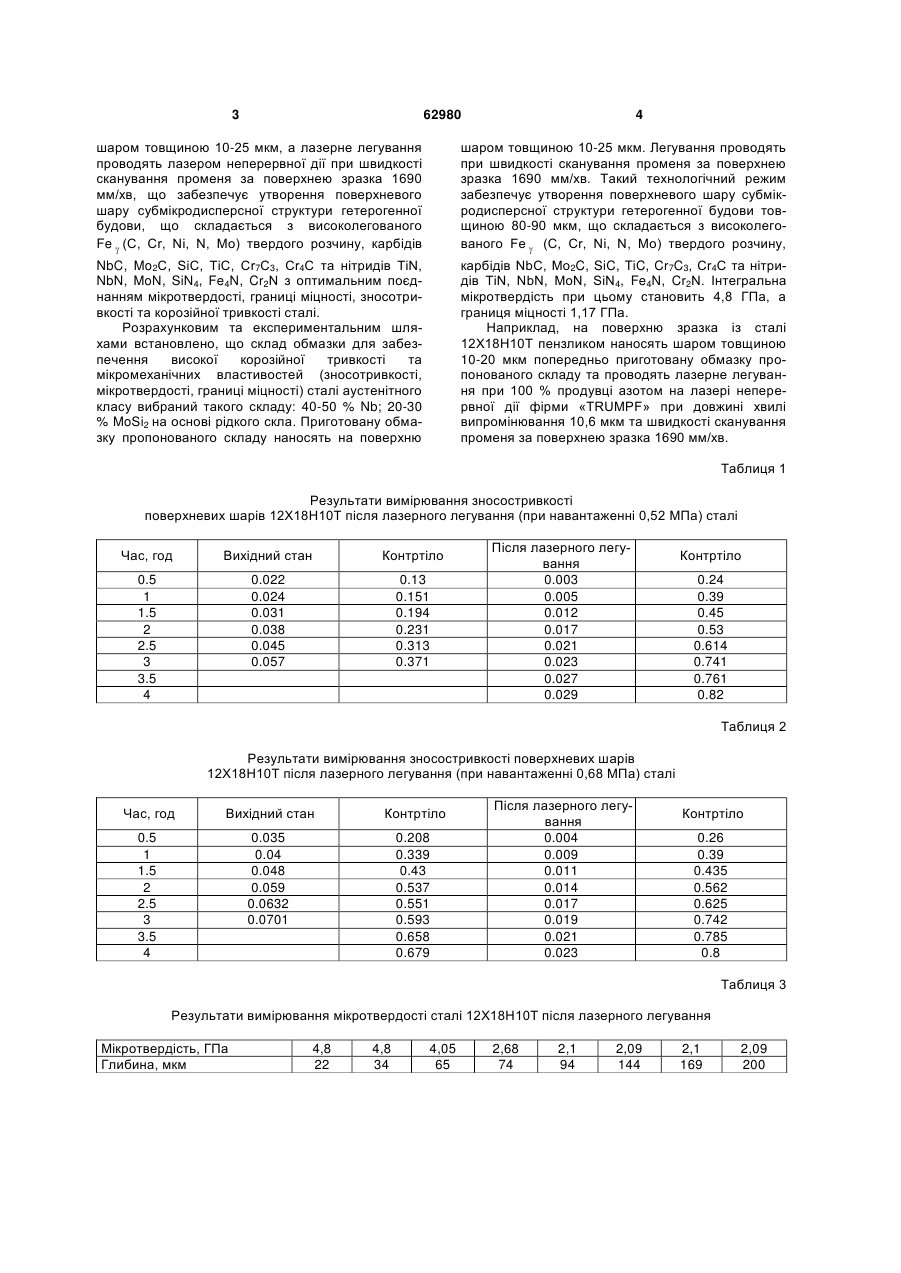
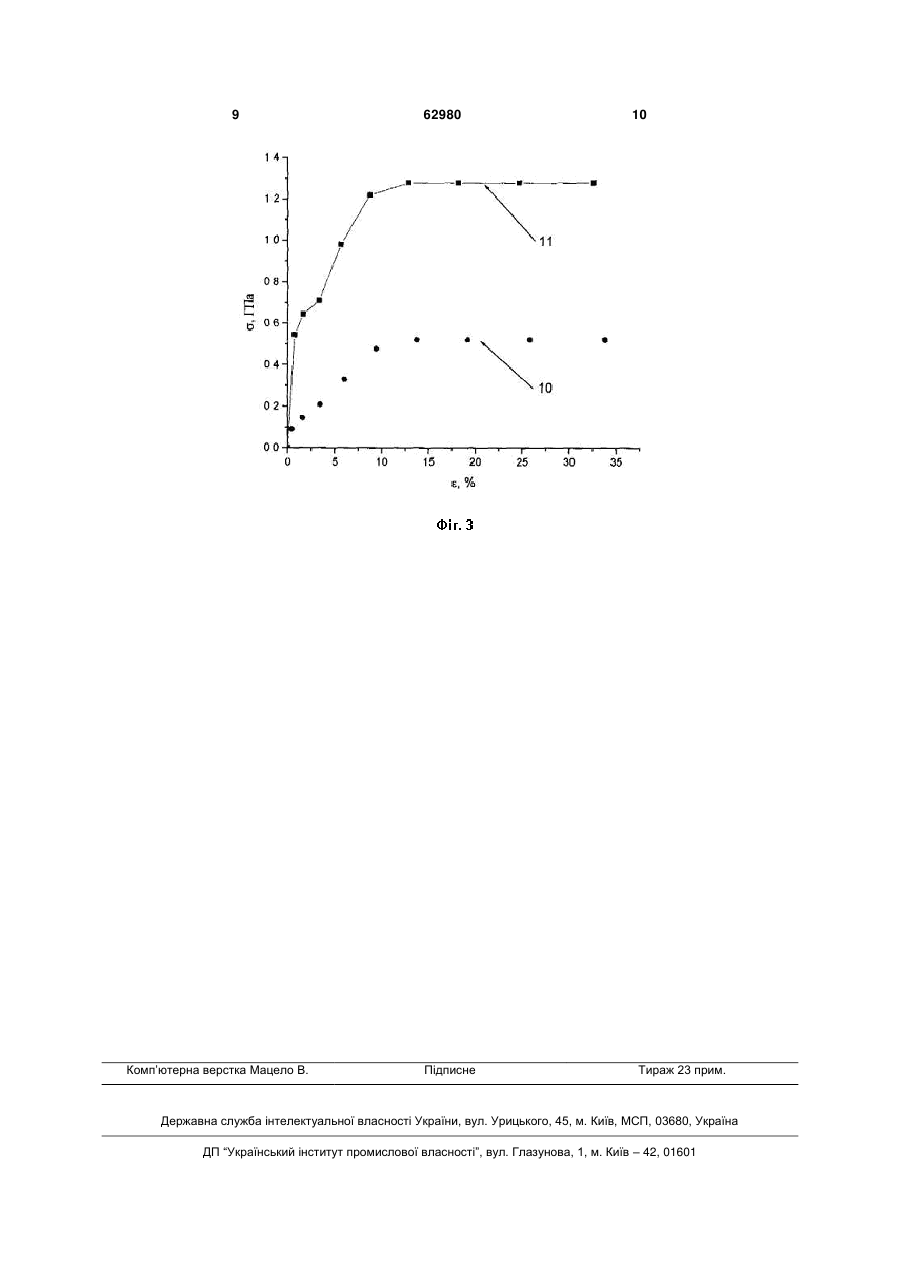
Спосіб обробки сталі, що включає нанесення обмазки на поверхню та лазерне легування, який відрізняється тим, що обмазку, яка містить 4050% Nb; 20-30 % MoSi2 на основі рідкого скла, наносять на поверхню шаром товщиною 10-25 мкм, а лазерне легування проводять при швидкості сканування променя за поверхнею зразка 1690 мм/хв. (19) (21) u201101886 (22) 18.02.2011 (24) 26.09.2011 (46) 26.09.2011, Бюл.№ 18, 2011 р. (72) ДУРЯГІНА ЗОЯ АНТОНІВНА, ЩЕРБОВСЬКИХ НАТАЛЯ ВАЛЕНТИНІВНА (73) НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ "ЛЬВІВСЬКА ПОЛІТЕХНІКА" 3 62980 4 шаром товщиною 10-25 мкм, а лазерне легування проводять лазером неперервної дії при швидкості сканування променя за поверхнею зразка 1690 мм/хв, що забезпечує утворення поверхневого шару субмікродисперсної структури гетерогенної будови, що складається з високолегованого Fe (С, Cr, Ni, N, Mo) твердого розчину, карбідів шаром товщиною 10-25 мкм. Легування проводять при швидкості сканування променя за поверхнею зразка 1690 мм/хв. Такий технологічний режим забезпечує утворення поверхневого шару субмікродисперсної структури гетерогенної будови товщиною 80-90 мкм, що складається з високолегованого Fe (С, Cr, Ni, N, Mo) твердого розчину, NbC, Mo2C, SiC, TiC, Сr7С3, Сr4С та нітридів TiN, NbN, MoN, SiN4, Fe4N, Cr2N з оптимальним поєднанням мікротвердості, границі міцності, зносотривкості та корозійної тривкості сталі. Розрахунковим та експериментальним шляхами встановлено, що склад обмазки для забезпечення високої корозійної тривкості та мiкромеханічних властивостей (зносотривкості, мікротвердості, границі міцності) сталі аустенітного класу вибраний такого складу: 40-50 % Nb; 20-30 % MoSi2 на основі рідкого скла. Приготовану обмазку пропонованого складу наносять на поверхню карбідів NbC, Mo2C, SiC, TiC, Cr7C3, Сr4С та нітридів TiN, NbN, MoN, SiN4, Fe4N, Cr2N. Інтегральна мікротвердість при цьому становить 4,8 ГПа, а границя міцності 1,17 ГПа. Наприклад, на поверхню зразка із сталі 12Х18Н10Т пензликом наносять шаром товщиною 10-20 мкм попередньо приготовану обмазку пропонованого складу та проводять лазерне легування при 100 % продувці азотом на лазері неперервної дії фірми «TRUMPF» при довжині хвилі випромінювання 10,6 мкм та швидкості сканування променя за поверхнею зразка 1690 мм/хв. Таблиця 1 Результати вимірювання зносостривкості поверхневих шарів 12Х18Н10Т після лазерного легування (при навантаженні 0,52 МПа) сталі Час, год Вихідний стан Контртіло 0.5 1 1.5 2 2.5 3 3.5 4 0.022 0.024 0.031 0.038 0.045 0.057 0.13 0.151 0.194 0.231 0.313 0.371 Після лазерного легування 0.003 0.005 0.012 0.017 0.021 0.023 0.027 0.029 Контртіло 0.24 0.39 0.45 0.53 0.614 0.741 0.761 0.82 Таблиця 2 Результати вимірювання зносостривкості поверхневих шарів 12Х18Н10Т після лазерного легування (при навантаженні 0,68 МПа) сталі Час, год Вихідний стан Контртіло 0.5 1 1.5 2 2.5 3 3.5 4 0.035 0.04 0.048 0.059 0.0632 0.0701 0.208 0.339 0.43 0.537 0.551 0.593 0.658 0.679 Після лазерного легування 0.004 0.009 0.011 0.014 0.017 0.019 0.021 0.023 Контртіло 0.26 0.39 0.435 0.562 0.625 0.742 0.785 0.8 Таблиця 3 Результати вимірювання мікротвердості сталі 12Х18Н10Т після лазерного легування Мікротвердість, ГПа Глибина, мкм 4,8 22 4,8 34 4,05 65 2,68 74 2,1 94 2,09 144 2,1 169 2,09 200 5 62980 6 Таблиця 4 Розрахункові дані, одержані за методом мікроідентування для побудови кривої «напруження - деформація» Вихідний стан , ГПа 0.521333 0.521 0.520667 0.520333 0.475333 0.328667 0.208 0.143667 0.090333 Після лазерного легування , ГПа ,% 1.278333 32.60452 1.278 24.67279 1.277667 18.1481 1.277333 12.8595 1.218 8.724492 0.979333 5,637354 0.709333 3.296253 0.644 1.639257 0.545 0.705422 ,% 33.81931 25.83818 19.20103 13.74123 9.37644 6.004467 3.405322 1.546224 0.429617 Таблиця 5 Корозійно - електрохімічні властивості поверхневих шарів у 5 % розчині НСl Стан поверхневих шарів Вихідний Лазерне легування Eст, Вольт Rp, Ом*см -0,23 0,05 92,96 3690 В таблицях 1 та 2 наведені результати вимірювань зносотривкості сталі 12Х18Н10Т при навантаженні 0,52 Н та 0,68 Н відповідно. Побудовані за цими даними графічні залежності інтенсивності пар тертя «сталь 12Х18Н10Т контртіло» зображені на фіг. 1. При цьому крива 1 - сталь у вихідному стані; 2 - контртіло; 3 - сталь після лазерного легування; 4 - контртіло при навантаженні 0,52 МПа (а); 5 - сталь у вихідному стані; 6 - контртіло; 7 - сталь після лазерного легування; 8 - контртіло при навантаженні 0,68 МПа (б). У таблиці 3 наведені результати вимірювання мікротвердості сталі 12Х18Н10Т після лазерного легування. Відповідна графічна залежність характеру зміни мікротвердості сталі 12Х18Н10Т після лазерного легування зображена на фіг. 2. - крива 9. У таблиці 4 наведено розрахункові дані, одержані за методом мікроідентування для побудови кривої «напруження - деформація». Побудовані за цими даними графічні залежності зображені на фіг. 3. Причому, 10 - крива «напруження 2 2 Ікор (м ) 1,3901 0,035 vкор, 2 г/м *год 1,4523 0,036 Підвищення корозійної тривкості, разів 39,7 деформація» побудована за методом мікроідентування для сталі 12Х18Н10Т у вихідному стані; 11 - після лазерного легування. У таблиці 5 наведено корозійно - електрохімічні властивості поверхневих шарів у 5% розчині НСl у вихідному стані та після лазерного легування. Зносотривкість поверхневих шарів сталі 12Х18Н10Т після лазерного легування підвищилася в середньому у 8,1 p., а мікротвердість - у 2,3 р. границя міцності - у 2,41 p., корозійна тривкість - у 39,7 р. Це пояснюється утворенням під час лазерного легування субмікродисперсного гетерогенного поверхневого шару, у склад якого входять NbC, Mo2C, SiC, TiC, Сr7С3, Сr4С, TiN, NbN, MoN, SiN4, Fe4N, Cr2N, що забезпечує підвищення корозійної тривкості та мікромеханічних властивостей сталі, і тим самим продовжується ресурс експлуатації теплообмінників, що використовуються у хімічній та нафтопереробній промисловості. 7 62980 8 9 Комп’ютерна верстка Мацело В. 62980 Підписне 10 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for steel processing
Автори англійськоюDuriahina Zoia Antonivna, Scherbovskykh Natalia Valentynivna
Назва патенту російськоюСпособ обработки стали
Автори російськоюДурягина Зоя Антоновна, Щербовских Наталья Валентиновна
МПК / Мітки
МПК: C22C 28/00
Код посилання
<a href="https://ua.patents.su/5-62980-sposib-obrobki-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки сталі</a>
Спосіб підвищення мікротвердості та зносостійкості сталі
Номер патенту: 50172
Опубліковано: 25.05.2010
Автори: Лазько Галина Вікторівна, Дурягіна Зоя Антонівна, Щербовських Наталя Валентинівна
МПК: C22C 28/00
Мітки: мікротвердості, спосіб, зносостійкості, підвищення, сталі
Формула / Реферат:
Спосіб підвищення мікротвердості та зносостійкості сталі, що включає нанесення обмазки на поверхню та лазерне легування, який відрізняється тим, що обмазку, яка містить 80-90 % Nb та 10-25 % рідкого скла, наносять на поверхню шаром товщиною 12-25 мкм, а лазерне легування проводять лазером неперервної дії довжиною хвилі випромінювання 10,6 мкм при 100 % продувці азотом.
Спосіб обробки сталі
Номер патенту: 62427
Опубліковано: 25.08.2011
Автори: Дурягіна Зоя Антонівна, Щербовських Наталя Валентинівна
МПК: C22C 28/00
Формула / Реферат:
Спосіб обробки сталі, що включає нанесення обмазки на поверхню та лазерне легування, який відрізняється тим, що обмазку, яка містить 40-50 % Nb; 8-15 % В; 10-20 % Ni на основі графіту, наносять на поверхню шаром товщиною 10-20 мкм, а лазерне легування проводять при швидкості сканування променя за поверхнею зразка 1690 мм/хв.
Спосіб обробки сталі в ковші на установці комплексного доведення сталі типу “ківш-піч”
Номер патенту: 50806
Опубліковано: 25.06.2010
Автори: Куберський Сергій Володимирович, Кузнецов Денис Юрійович, Дорогий Євген Володимирович
МПК: C21C 7/06
Мітки: обробки, доведення, ковші, ківш-піч, типу, сталі, комплексного, установці, спосіб
Формула / Реферат:
Спосіб обробки сталі в ковші на установці комплексного доведення сталі типу "ківш-піч", що включає присадку в ківш як шлакоутворювального матеріалу магнезитового порошку, який відрізняється тим, що на поверхню шлаку в зону роботи електричної дуги в процесі обробки маловуглецевих безкремнієвих сталей в ківш подають периклазовий порошок для забезпечення процесу силікотермії MgO з витратою 0,84 кг/т сталі.
Спосіб термічної обробки молольних куль зі сталі

Номер патенту: 34291
Опубліковано: 15.07.2003
Автор: Зелікович Олександр Якович
МПК: C21D 9/36, B21H 1/00, C21D 1/18
Мітки: спосіб, куль, молольних, сталі, обробки, термічної
Формула / Реферат:
Спосіб термічної обробки молольних куль зі сталі, що містить прокатування, післядеформаційне підстуджування на повітрі, гартування і самовідпуск, який відрізняється тим, що гартування починають виконувати після підстуджування на повітрі доевтектоїдної сталі при температурі від Аr3 до температури нижче Аr3 на 30°С, заевтектоїдної сталі - при температурі від Аr1 до температури нижче Аr1 на 30°С .
Спосіб ківшової обробки сталі
Номер патенту: 43068
Опубліковано: 15.03.2004
Автори: Розумний Павло Кузьмич, Акулов Валерій Володимирович, Климанчук Владислав Владиславович, Небога Борис Володимирович, Ларіонов Олександр Олексійович, Побегайло Андрій Володимирович, Шебаніц Єдуард Миколайович, Папуна Олександр Олександрович, Овчінніков Микола Олексійович, Стець Павло Денисович, Волков Олександр Митрофанович, Бойко Володимир Семенович
МПК: C21C 7/06
Мітки: ківшової, спосіб, обробки, сталі
Формула / Реферат:
Спосіб ківшової обробки сталі, що включає введення в сталь порошкового дроту з марганцевими феросплавами, який відрізняється тим, що сталь обробляють порошковим дротом, наповнювач якого додатково вміщує магній і кальцій при такому співвідношенні компонентів, мас %: марганцевий феросплав (88-97), магній (1-5), кальцій (2-7).
Попередній патент: Кабель керування й передачі даних
Наступний патент: Гасник гідравлічного удару
Випадковий патент: Спосіб одержання мазі для лікування псориазу