Модульний профілезгинальний стан
Формула / Реферат
Корисна модель стосується пневматичних підйомників, зокрема ліфтів, використовуваних у житлових будинках і інших спорудженнях.
Відомим є прийнятий найближчим аналогом корисної моделі пневматичний ліфт, розроблений американською компанією «Daytona Elevator» зі штату Флорида, описаний в інформації «Новости науки и технологий. Вакуумный лифт с шумом всасывает пассажиров», опублікованої на сайтах Інтернету http://pr.kg/articles, www.membrana.ru.
Вакуумний пневматичний ліфт являє собою прозорий "міхур", що може піднімати й опускати пасажирів без будь-яких тросів, шківів або гідравлічних циліндрів. Призначений для монтажу в невеликих будинках, може мати різну довжину, а також два або три пункти зупинки: верхній і нижній поверхи, а також вихід на "проміжній станції". Ліфт містить круглу прозору шахту з полікарбонату із зовнішнім діаметром 94 сантиметра, у якій ходить кабіна. Дах кабіни це поршень, припасований до стінок шахти, виготовлений, в основному, з алюмінієвого сплаву. Двері в шахті закриваються герметично, а сама кабіна вентилюється знизу. Коли компактний повітряний вакуумний насос, установлений нагорі шахти, відсмоктує повітря із зони над кабіною - вона їде нагору, оскільки в самій кабіні, як і в шахті під нею нормальний атмосферний тиск (аж унизу шахти, у підлоги є вікна для проходу повітря). Якщо необхідно їхати вниз - клапан пневматичної системи нагорі шахти потроху впускає повітря в зону розрідження, плавно регулюючи швидкість спуска. Для здійснення спуска енергія не потрібна. Швидкість руху становить 9,14 метра у хвилину, а вантажопідйомність - 204 кілограма (у кабіні можуть поміститися дві людини). Двері на різних поверхах можуть відкриватися як в одну, так і в іншу сторони, наприклад, на першому поверсі - на південь, а на другому - на північ. Під час входу й виходу кабіну фіксують додаткові механічні стопори. Головна перевага такого ліфта - мінімальна переробка будинку для його установки. Відпадає необхідність рити яму під шахтою й улаштовувати спеціальне відділення на горищі. Необхідно лише проробити круглий отвір у підлозі, а у випадках розміщення шахти збоку будинку не потрібно й цього. Монтаж вакуумного ліфта займає лічені години. Ліфт надійний - у ньому неможливо застрягти між поверхами або впасти вниз. Датчик виявить розгерметизацію верхньої частини шахти (якщо така малоймовірна подія трапиться, тому що електромагнітні замки стежать за запиранням дверей) і задіє гальмо, змонтоване на даху кабіни. При відключенні електрики клапан нагорі автоматично закривається, і кабіна повільно сповзає вниз, у міру просочування повітря у верхню зону.
Ознаками найближчого аналога, що збігаються з суттєвими ознаками корисної моделі, є наявність у пневматичному ліфті шахти, обмеженої стінками, із дверима, кабіни з поршнем, припасованим до стінок шахти, стопорів кабіни, пневматичного насоса, пневматичної системи.
Технічним результатом корисної моделі є підвищення надійності й безпеки ліфта.
Причинами, що перешкоджають досягненню технічного результату при використанні найближчого аналога, є низька надійність через необхідність герметизації всієї шахти й неможливість створення вакууму при відключенні електроенергії, відсутність безпеки через необхідність створення й підтримки розрідження повітря в зоні шахти.
В основу корисної моделі поставлена технічна задача вдосконалення конструкції пневматичного ліфта.
Поставлена технічна задача вирішується тим, що в пневматичному ліфті, що включає шахту, обмежену стінками, із дверима, кабіну з поршнем, припасованим до стінок шахти, стопори кабіни, пневматичний насос, пневматичну систему, згідно корисній моделі шахта виконана герметичною нижче верхнього поверху, поршень розміщений під кабіною, пневматичний насос виконаний нагнітаючим, пневматичний ліфт постачений аварійним повітряним насосом, що підкачує, двері нижче верхнього поверху виконані такими, що закриваються герметично, шахта ліфта постачена знизу опорною камерою.
Між сукупністю суттєвих ознак корисної моделі й технічним результатом, що досягається при її використанні існує наступний причинно-наслідковий зв'язок. Наявність кабіни з поршнем, припасованим до стінок шахти й виконаним під кабіною та нагнітаючого пневматичного насоса дозволить кабіні з пасажирами перебувати не в підвішеному стані, а опиратися на повітря під тиском, яке нагнітається за допомогою насоса, що є значно більш надійним. Підвищить надійність виконання шахти герметичною тільки нижче верхнього поверху, а також виконання дверей такими, що закриваються герметично тільки нижче верхнього поверху. Підвищить безпеку пневматичного ліфта постачання його аварійним повітряним насосом, що підкачує. Наявність опорної камери забезпечить надійність при подачі повітря знизу.
Корисна модель проілюстрована графічним матеріалом, де на фігурах 1, 2 і 3 представлена схема ліфта для триповерхового будинку. На фігурі 1 кабіна ліфта перебуває на першому поверсі, на фігурі 2 - кабіна ліфта знаходиться на другому поверсі; на фігурі 3 - кабіна ліфта знаходиться на верхньому, третьому поверсі.
Пневматичний ліфт містить шахту 1 (наприклад, циліндричну), обмежену стінками 2, кабіну 3, пневматичний насос 4, з'єднаний із пневматичною системою (на фігурах не показана). Шахта 1 постачена опорною камерою 5 для забезпечення підпору повітря, дверима 6, що закриваються герметично, на нижніх поверхах і негерметичними дверима 7 на верхньому поверсі. Під кабіною 3 розташований поршень 8, виконаний з ущільнюючого матеріалу, припасований до стінок 2.
Пневматичний ліфт працює в такий спосіб. Від пневматичного насоса 4 високого тиску (наприклад, з напором 5900-15000Па, що дозволяє забезпечити вантажопідйомність ліфта до 200кг), у опорну камеру 5 нагнітається повітря, що давить знизу на поршень 8, штовхаючи кабіну 3 нагору. Проміжна зупинка на поверсі може бути забезпечена стопорами (на фігурах не показані) кабіни 3. Забезпечення необхідної швидкості підйому регулюється продуктивністю й напором пневматичного насоса 4. Для руху вниз відключається пневматичний насос 4, тиск під кабіною 3 падає, й вона під дією сили ваги опускається. Швидкість спуску можна регулювати випускними клапанами пневматичної системи (на фігурах не показані), керованими з кабіни 3, при цьому вільне падіння її виключене. При аварійному відключенні пневматичного насоса 4 кабіна 3 може бути піднята нагору за рахунок підкачування повітря аварійним повітряним насосом, що підкачує, наприклад, ножним (на фігурах не показаний).
Текст
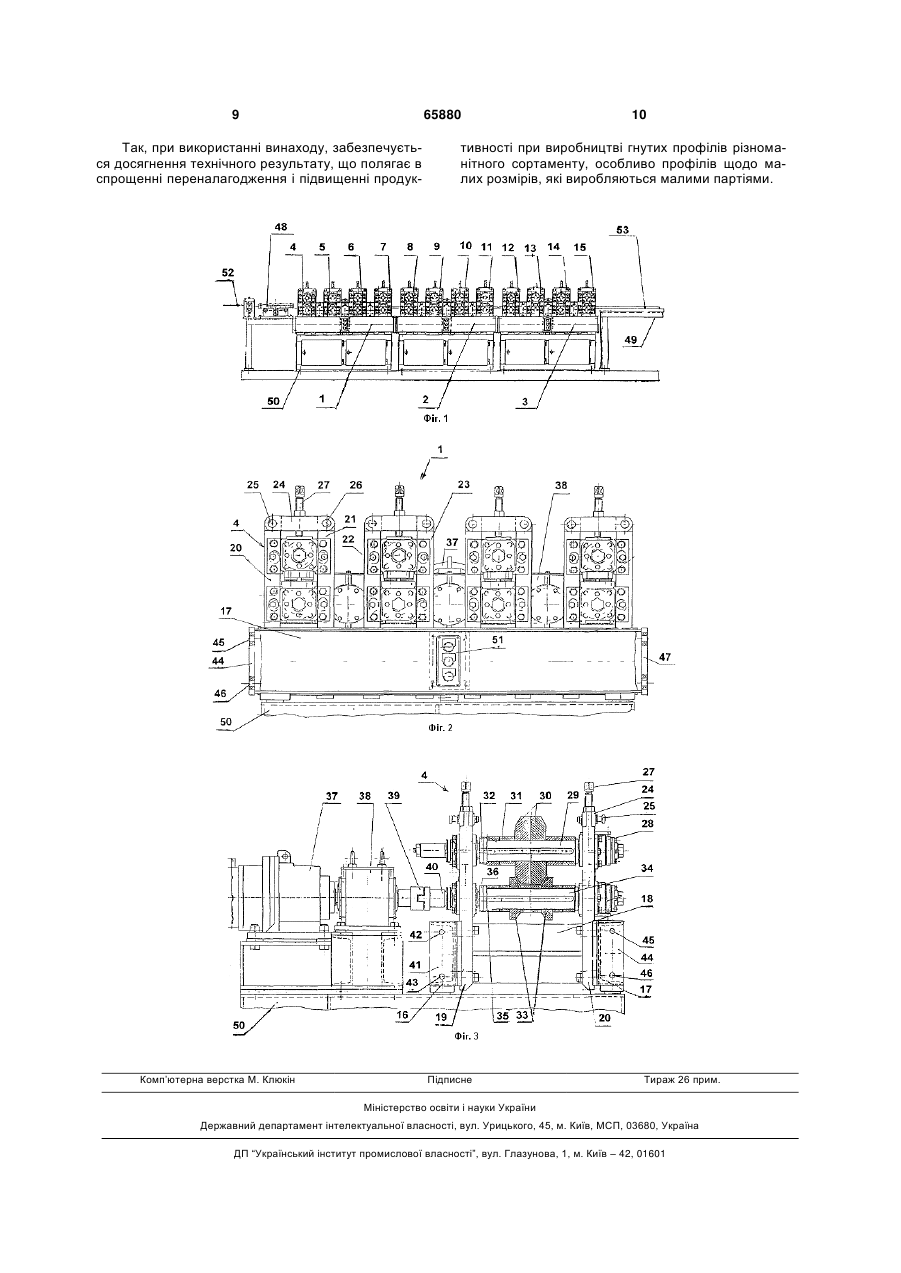
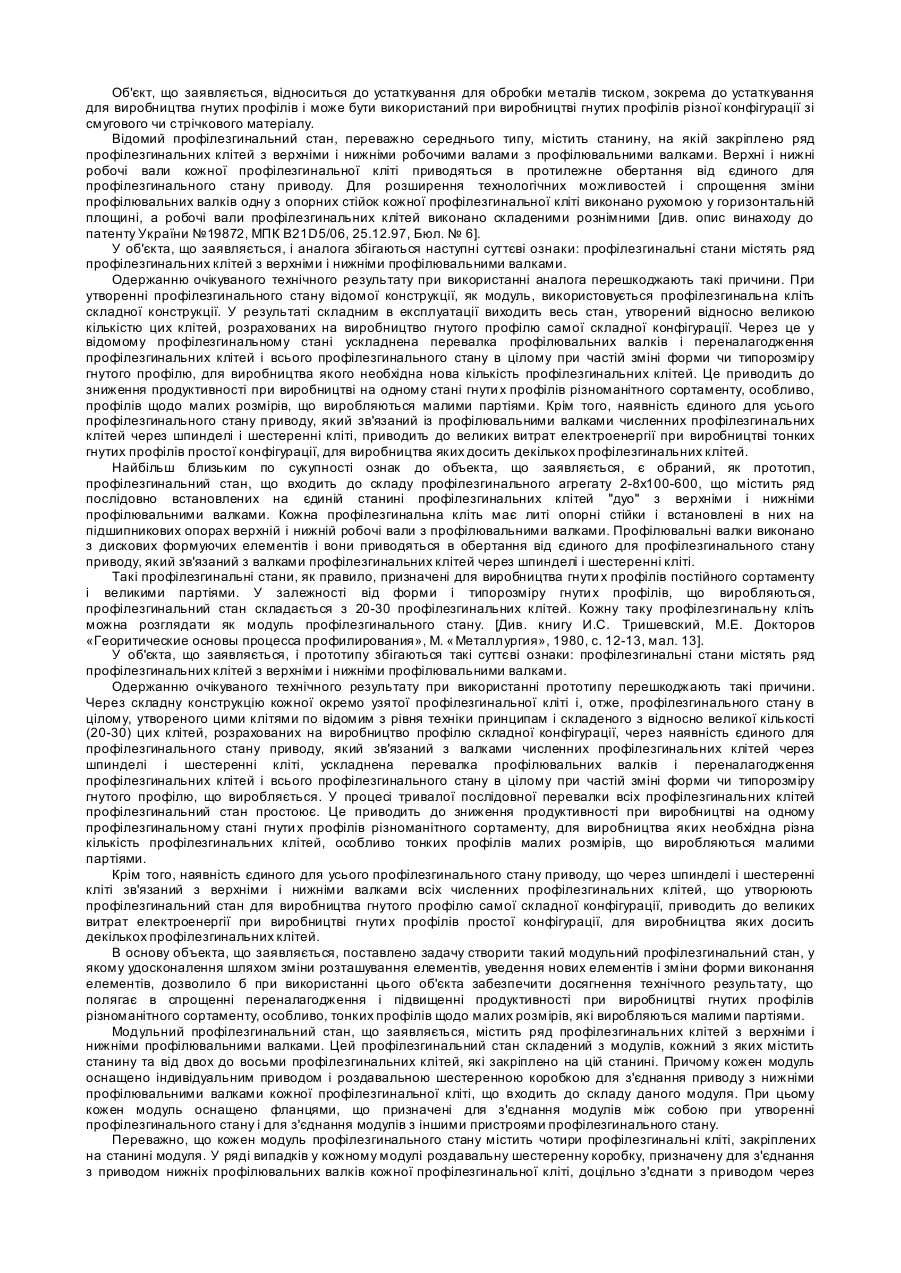
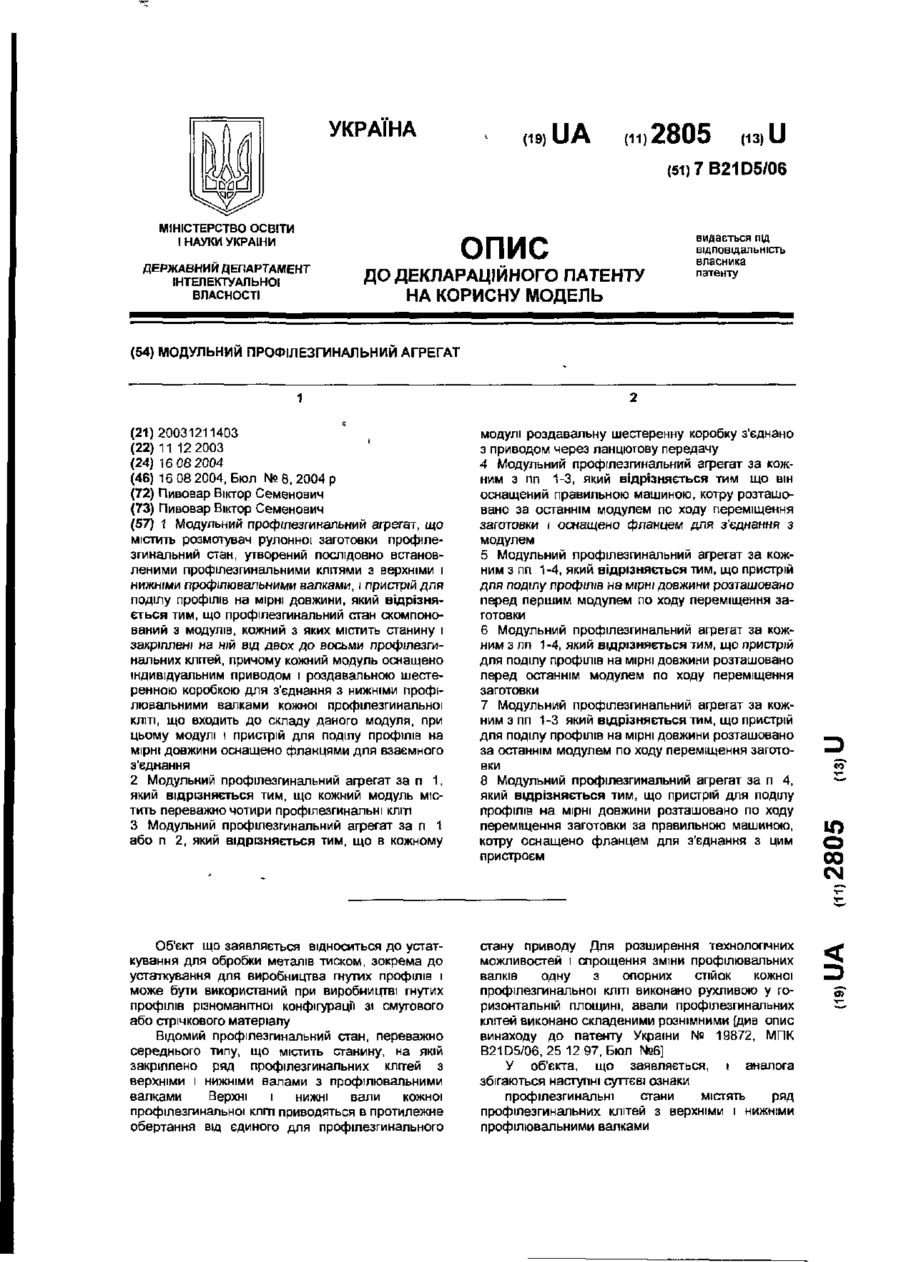
1. Модульний профілезгинальний стан, що містить ряд профілезгинальних клітей з верхніми і нижніми профілювальними валками, який відрізняється тим, що профілезгинальний стан скомпонований з модулів, кожний з яких містить станину, 3 ній робочі вали з профілювальними валками. Профілювальні валки виконані з дискових формуючих елементів і приводяться в обертання від єдиного для профілезгинального стану приводу, який зв'язаний з валками профілезгинальних клітей через шпинделі і шестеренні кліті. Такі профілезгинальні стани, як правило, призначені для виробництва гнутих профілів постійного сортаменту і великими партіями. У залежності від форми і типорозміру гнутих профілів, що виробляються, профілезгинальний стан складається з 20-30 профілезгинальних клітей. Кожну таку профілезгинальну кліть можна розглядати як модуль профілезгинального стану. [Див. книгу И.С. Тришевский і М.Е. Докторов «Теоретические основы процесса профилирования», М. «Металлургия», 1980, с.12-13, мал.13]. У об'єкта, що заявляється, і прототипу збігаються такі суттєві ознаки: профілезгинальні стани містять ряд профілезгинальних клітей з верхніми і нижніми профілювальними валками. Одержанню очікуваного технічного результату при використанні прототипу перешкоджають такі причини. Через складну конструкцію кожної окремо узятої профілезгинальної кліті і, отже, профілезгинального стану в цілому, утвореного цими клітями по відомим з рівня техніки принципам і складеного з відносно великої кількості (20-30) цих клітей, розрахованих на виробництво профілю складної конфігурації, через наявність єдиного для профілезгинального стану приводу, який зв'язаний з валками численних профілезгинальних клітей через шпинделі і шестеренні кліті, ускладнена перевалка профілювальних валків і переналагодження профілезгинальних клітей і всього профілезгинального стану в цілому при частій зміні форми чи типорозміру гнутого профілю, що виробляється. У процесі тривалої послідовної перевалки всіх профілезгинальних клітей профілезгинальний стан простоює. Це приводить до зниження продуктивності при виробництві на одному профілезгинальному стані гнутих профілів різноманітного сортаменту, для виробництва яких необхідна різна кількість профілезгинальних клітей, особливо профілів щодо малих розмірів, що виробляються малими партіями. Крім того, наявність єдиного для усього профілезгинального стану приводу, що через шпинделі і шестеренні кліті зв'язаний з верхніми і нижніми валками всіх численних профілезгинальних клітей, що утворюють профілезгинальний стан для виробництва гнутого профілю самої складної конфігурації, приводить до великих витрат електроенергії при виробництві гнутих профілів простої конфігурації, для виробництва яких досить декількох профілезгинальних клітей. В основу винаходу поставлено задачу створити такий модульний профілезгинальний стан, у якому удосконалення шляхом зміни розташування елементів, уведення нових елементів і зміни форми виконання елементів, дозволило б при використанні винаходу забезпечити досягнення технічного результату, що полягає в спрощенні переналагодження і підвищенні продуктивності при виробництві гнутих профілів різноманітного 65880 4 сортаменту, особливо, профілів щодо малих розмірів, які виробляються малими партіями. Модульний профілезгинальний стан, що заявляється, характеризується такими суттєвими ознаками, які виражені визначеними поняттями, достатніми для їхньої ідентифікації, спрямовані на рішення поставленої задачі і достатні для досягнення очікуваного технічного результату у всіх випадках, на які поширюється обсяг правової охорони. Модульний профілезгинальний стан, що заявляється, містить ряд профілезгинальних клітей з верхніми і нижніми профілювальними валками. Цей профілезгинальний стан скомпонований з модулів, кожний з яких містить станину та від двох до п'яти профілезгинальних клітей, які закріплені на цій станині. Причому кожен модуль оснащений індивідуальним приводом і роздавальною шестеренною коробкою для з'єднання приводу з нижніми профілювальними валками кожної профілезгинальної кліті, що входить до складу даного модуля. При цьому кожен модуль оснащений фланцями, що призначені для з'єднання модулів між собою при утворенні профілезгинального стану і для з'єднання модулів з іншими пристроями профілезгинального стану. Переважно, щоб кожен модуль профілезгинального стану містив чотири профілезгинальні кліті, закріплених на станині модуля. У ряді випадків у кожному модулі роздавальну шестеренну коробку, призначену для з'єднання з приводом нижніх профілювальних валків кожної профілезгинальної кліті, доцільно з'єднати з приводом через ланцюгову передачу. В окремому випадку виконання кожна профілезгинальна кліть містить опорні стійки і встановлені в них на підшипникових опорах верхній і нижній вали з профілювальними валками. Станина кожного модуля виконана зі скріплених між собою швелерних прокатних профілів, стінки яких звернені одна до одної. Як такі профілі можуть бути використані двотаврові чи швелерні профілі. Кожна опорна стійка профілезгинальної кліті виконана у вигляді окремих вертикальних стійок, що закріплені на відповідних стінках прокатних профілів у заданому координатними штифтами місці з утворенням пазів для підшипникових опор. Опорні стійки з'єднані між собою поворотними траверсами, на яких установлені натискні гвинти для підшипникових опор верхніх валів. При використанні винаходу очікується досягнення технічного результату, що полягає в спрощенні переналагодження і підвищенні продуктивності при виробництві гнутих профілів різноманітного сортаменту, особливо профілів щодо малих розмірів, які виробляються малими партіями. Крім того, при використанні винаходу очікується також досягнення додаткового технічного результату, що полягає в зниженні витрат електроенергії при виробництві гнутих профілів простої конфігурації, для виготовлення яких необхідна невелика кількість профілезгинальних клітей. 5 Між сукупністю відмітних ознак винаходу і технічним результатом, що досягається, є такий причинно-наслідковий зв'язок. Виконання модуля профілезгинального стану не з однієї, а переважно з чотирьох профілезгинальних клітей, закріплених на станині модуля, оснащення модуля індивідуальним приводом і наявність фланців для стикування модулів, забезпечують скомпонованому з таких модулів профілезгинальному стану універсальність. Один такий модуль може бути використаний як, наприклад, 4-х клітьовий профілезгинальний стан для виробництва гнутих профілів не складної форми, наприклад, з одним місцем вигину, таких, як кутові гнуті профілі з однаковими чи не однаковими полицями. Профілезгинальний стан, утворений двома з'єднаними модулями, може бути використаний для виробництва гнутих профілів із двома місцями вигину, наприклад, швелерних і зет-подібних гнутих профілів. Профілезгинальний стан, скомпонований із трьох з'єднаних модулів може бути використаний для виробництва коритоподібних, Сподібних і замкнутих не зварених гнутих профілів. Використання профілезгинального стану, скомпонованого з чотирьох, п'яти чи шести модулів, доцільно при виробництві гнутих профілів складної конфігурації, наприклад, сортових гнутих профілів з гофрами й елементами подвійної товщини, гофрованих листових гнутих профілів. Таким чином, маючи в наявності всього шість модулів із загальною кількістю профілезгинальних клітей такою ж, як і в профілезгинальному стані, відомого з рівня техніки, можна забезпечити виробництво гнутих профілів різноманітного сортаменту, використовуючи одночасно не всі профілезгинальні кліті стану, а тільки необхідні модулі профілезгинального стану. При зміні типорозміру, чи форми гнутого профілю переналагодженню піддаються тільки задіяні модулі профілезгинального стану. Такі модулі можна завчасно укомплектувати необхідними профільними елементами і при переході на виробництво нового профілю необхідно просто замінити старі модулі на нові, скомпонувавши з них новий профілезгинальний стан. При цьому вільні модулі можна використовувати для здійснення виробництва такого ж гнутого профілю, чи гнутого профілю іншої форми, що суттєво підвищує продуктивність, особливо, при виробництві профілів щодо малих розмірів і профілів, що виробляються малими партіями. Крім того, при виробництві гнутих профілів простої конфігурації суттєво знижуються витрати електроенергії, тому що використовується не єдиний дуже могутній електропривод для усього профілезгинального стану, розрахованого на виробництво гнутих профілів складної конфігурації, а тільки індивідуальні відносно малопотужні електроприводи тих модулів, що задіяні при виробництві даного гнутого профілю простої конфігурації. У ряді випадків з'єднання роздавальної шестеренної коробки з приводом через ланцюгову передачу дозволяє зробити модуль профілезгинального стану більш компактним за рахунок більш доцільного вибору місця розташування приводу відносно профілезгинальних клітей. Таке компонування модуля особливо доцільний, коли, як привід, 65880 6 необхідно використовувати, наприклад, планетарний мотор-редуктор. Сутність винаходу пояснюється матеріалами, що ілюструють, на яких зображено: на Фіг.1 - фронтальний вид на модульний профілезгинальний стан; на Фіг.2 - фронтальний вид на модуль профілезгинального стану; на Фіг.3 - вид попереду на модуль профілезгинального стану. На графічних матеріалах проставлені такі позначення: 1 - Модуль ; 2 - Модуль ; 3 - Модуль ; 4 - Профілезгинальна кліть; 5 - Профілезгинальна кліть; 6 - Профілезгинальна кліть; 7 - Профілезгинальна кліть; 8 - Профілезгинальна кліть; 9 - Профілезгинальна кліть; 10 - Профілезгинальна кліть; 11 - Профілезгинальна кліть; 12 - Профілезгинальна кліть; 13 - Профілезгинальна кліть; 14 - Профілезгинальна кліть; 15 - Профілезгинальна кліть; 16 - Швелерний прокатний профіль; 17 - Швелерний прокатний профіль; 18 - Балка; 19 - Вертикальна стійка; 20 - Вертикальна стійка; 21 - Вертикальна стійка; 22 - Вертикальна стійка; 23 - Вертикальна стійка; 24 - Поворотна траверса; 25 - Палець; 26 - Штир; 27 - Натискний гвинт; 28 - Підшипникова опора; 29 - Верхній вал; 30 - Формуючі елементи; 31 - Дистанційні елементи; 32 - Гайка; 33 - Формуючі елементи; 34 - Нижній вал; 35 - Дистанційні елементи; 36 - Гайка; 37 - Планетарний мотор-редуктор; 38 - Роздавальна шестеренна коробка; 39 - Півмуфта; 40 - Півмуфта; 41 - Фланець; 42 - Отвір; 43 - Отвір; 44 - Фланець; 45 - Отвір; 46 - Отвір; 47 - Фланець; 48 - Пристрій для введення заготовки; 49 - Пристрій для прийому готових профілів; 50 - Станина; 51 - Блок керування; 52 - Заготовка для профілювання; 53 - Профіль. 7 У конкретному прикладі виконання модульний профілезгинальний стан, що заявляється, скомпонований із трьох модулів 1, 2 і 3 (Фіг.1 і 2). Модуль 1 містить чотири профілезгинальні кліті 4-7, модуль 2 містить чотири профілезгинальні кліті 8-11 і модуль 3 також містить чотири профілезгинальні кліті 12-15. Кожна група клітей 4-7, 8-11 і 12-15 закріплена на окремій станині відповідного модуля 1, 2 і 3. Станина кожного модуля, на якій закріплені профілезгинальні кліті, виконана зі скріплених між собою швелерних прокатних профілів, наприклад, 16 і 17 (Фіг.3), стінки яких звернені одна до одної. Швелерні прокатні профілі 16 і 17 з'єднані між собою двома балками, одна з яких позначена позицією 18 (Фіг.3). Опорні стійки всіх профілезгинальних клітей виконані у вигляді окремих вертикальних стійок, деякі з яких для двох перших профілезгинальних клітей 4 і 5 модуля 1 позначені на Фіг.2 і 3 позиціями 19-23. Вертикальні стійки попарно закріплені на відповідних стінках швелерних прокатних профілів 16 і 17 з використанням базових площадок і болтів у заданому координатними штифтами місці. Попарно установлені вертикальні стійки кожної профілезгинальної кліті з'єднані між собою поворотними траверсами. На цих траверсах установлені натискні гвинти для підшипникових опор верхніх валів. Так, наприклад, вертикальні стійки 19 і 20 профілезгинальної кліті 4 модуля 1 з'єднані між собою поворотною траверсою 24, що установлена на вертикальній стійці 20 з можливістю повороту навколо пальця 25 і зафіксована у вертикальній стійці 21 швидко знімним штирем 26. На поворотній траверсі 24 установлений натискний гвинт 27 для підшипникової опори 28 верхнього вала 29 профілезгинальної кліті 4 (Фіг.2 і 3). У підшипникових опорах, що закріплені в кожній профілезгинальній кліті між вертикальними стійками, установлені верхній і нижній вали з профілювальними валками. У кожній профілезгинальній кліті верхній і нижній профілювальні валки утворені змінними формуючими елементами, що зафіксовані на відповідних валах за допомогою дистанційних елементів та гайки. Так, наприклад, верхній профілювальний валок профілезгинальної кліті 4 утворений змінними формуючими елементами 30, що зафіксовані на верхньому валу 29 профілезгинальної кліті 4 за допомогою дистанційних елементів 31 і гайки 32. Нижній профілювальний валок цієї кліті утворений змінними формуючими елементами 33, що зафіксовані на нижньому валу 34 за допомогою дистанційних елементів 35 та гайки 36. Кожний з модулів 1-3 оснащений індивідуальним планетарним мотором-редуктором 37 (Фіг. 3) і кінематичне зв'язаної з ним роздавальною шестеренною коробкою 38, що за допомогою півмуфт з'єднана тільки з нижніми валами кожної профілезгинальної кліті даного модуля. Так, наприклад, роздавальна шестеренна коробка 38 модуля 1 з'єднана з нижнім валом 34 профілезгинальної кліті 4 за допомогою півмуфт 39 і 40. Кожний з модулів 1-3 профілезгинального стану оснащений фланцями, закріпленими на кінцях кожного швелерного прокатного профілю станини. Ці фланці призначені для стикування модулів між 65880 8 собою та з іншими пристроями профілезгинального стану. Фланці мають отвори, що скоординовані щодо базових поверхонь відповідних базових площадок, на яких розташовані вертикальні стійки кожної профілезгинальної кліті. Так, наприклад, на передньому кінці швелерного прокатного профілю 16 станини модуля 1 закріплений фланець 41 з отворами 42 і 43 (Фіг.3). На передньому кінці швелерного прокатного профілю 17 станини модуля 1 закріплений фланець 44 з отворами 45 і 46. Аналогічні фланці закріплені на задніх кінцях швелерних прокатних профілів 16 і 17. Один із таких фланців, позначений позицією 47, показаний на Фіг.2. На початку профілезгинального стану модуль 1 з'єднаний із пристроєм 48 для введення заготовки. Наприкінці профілезгинального стану модуль 3 з'єднаний із пристроєм 49 для прийому готових профілів. Модулі 1-3 профілезгинального стану та інші його пристрої компонуються на загальній для всього модульного профілезгинального стану станині 50. Кожен модуль профілезгинального стану має індивідуальний блок керування. Так, наприклад, модуль 1 оснащений блоком керування 51, який розташований усередині швелерного прокатного профілю 17 (Фіг.2). Модульний профілезгинальний стан працює так. Заготовку 52 для профілювання зі стрічкового матеріалу, призначену для виготовлення гнутого профілю, пропускають через пристрій 48 для введення заготовки і послідовно заправляють у кожну профілезгинальну кліть 4-15 модулів 1-3 профілезгинального стану. При обертанні нижніх валів профілезгинальних клітей, зв'язаних з індивідуальними приводами кожного модуля, заготовка зі стрічкового матеріалу послідовно переміщається в калібрах, що утворені формуючими елементами нижніх і верхніх профілювальних валків усіх профілезгинальних клітей 4-15 модулів 1-3 профілезгинального стану. У кожному такому калібрі, наприклад, утвореному формуючими елементами 30 і 33 профілезгинальної кліті 4 (Фіг.3) здійснюється згинання елементів гнутого профілю на задані кути. Після послідовного згинання елементів гнутого профілю у всіх профілезгинальних клітях 4-15 модулів 1-3 профілезгинального стану одержують гнутий профіль 53 заданої конфігурації, що приймається пристроєм 49 для прийому готових профілів. При необхідності виробляти гнутий профіль іншого типорозміру чи нової конфігурації переналагодження модульного профілезгинального стану здійснюється дуже просто. Спочатку демонтують ті модулі профілезгинального стану, профілювальні валки яких не будуть використані при виробництві нового профілю. Новий профілезгинальний стан компонують з використанням модулів профілезгинального стану заздалегідь укомплектованих формуючими елементами, необхідними для виробництва гнутого профілю нової конфігурації. За рахунок швидкого стикування за допомогою фланців модулів профілезгинального стану між собою, уже готових до роботи, значно скорочується тривалість простою стану при частих змінах форми нового профілю, який треба виготовити. 9 65880 Так, при використанні винаходу, забезпечується досягнення технічного результату, що полягає в спрощенні переналагодження і підвищенні продук Комп’ютерна верстка М. Клюкін 10 тивності при виробництві гнутих профілів різноманітного сортаменту, особливо профілів щодо малих розмірів, які виробляються малими партіями. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюModular profilebending mill
Автори англійськоюPyvovar Viktor Semenovych
Назва патенту російськоюМодульный профилегибочный стан
Автори російськоюПивовар Виктор Семенович
МПК / Мітки
МПК: B21D 5/06
Мітки: профілезгинальний, стан, модульний
Код посилання
<a href="https://ua.patents.su/5-65880-modulnijj-profilezginalnijj-stan.html" target="_blank" rel="follow" title="База патентів України">Модульний профілезгинальний стан</a>
Модульний профілезгинальний стан
Номер патенту: 2802
Опубліковано: 16.08.2004
Автор: Пивовар Віктор Семенович
МПК: B21D 5/06
Мітки: модульний, стан, профілезгинальний
Формула / Реферат:
1. Модульний профілезгинальний стан, що містить ряд профілезгинальних клітей з верхніми і нижніми профілювальними валками, який відрізняється тим, що профілезгинальний стан складений з модулів, кожний з яких містить станину, на якій закріплено від двох до восьми профілезгинальних клітей, причому кожен модуль оснащено індивідуальним приводом і роздавальною шестеренною коробкою для з'єднання приводу з нижніми профілювальними валками кожної...
Модульний профілезгинальний агрегат
Номер патенту: 2805
Опубліковано: 16.08.2004
Автор: Пивовар Віктор Семенович
МПК: B21D 5/06
Мітки: агрегат, модульний, профілезгинальний
Формула / Реферат:
1. Модульний профілезгинальний агрегат, що містить розмотувач рулонної заготовки, профілезгинальний стан, утворений послідовно встановленими профілезгинальними клітями з верхніми і нижніми профілювальними валками, і пристрій для поділу профілів на мірні довжини, який відрізняється тим, що профілезгинальний стан скомпонований з модулів, кожний з яких містить станину і закріплені на ній від двох до восьми профілезгинальних клітей, причому...
Модульний профілезгинальний комплекс
Номер патенту: 2803
Опубліковано: 16.08.2004
Автор: Пивовар Віктор Семенович
МПК: B21D 5/06
Мітки: модульний, комплекс, профілезгинальний
Формула / Реферат:
1. Модульний профілезгинальний комплекс, що містить профілезгинальний агрегат, який включає розмотувач рулонної заготовки, профілезгинальний стан, утворений послідовно встановленими профілезгинальними клітями з верхніми і нижніми профілювальними валками, і пристрій для поділу профілів на мірні довжини, який відрізняється тим, що комплекс оснащено щонайменше одним додатковим профілезгинальним станом, котрий розташовано поруч із...
Профілезгинальний стан

Номер патенту: 39073
Опубліковано: 15.05.2001
Автори: Смоляров Анатолій Михайлович, Березовський Семен Фриделевич, Докторов Марк Юхимович, Ряснов Валерій Миколайович, Пшенична Наталя Веніамінівна
МПК: B21D 5/06
Мітки: профілезгинальний, стан
Формула / Реферат:
Профілезгинальний стан, що містить ряд послідовно встановлених робочих клітей із спареними в кожній з них по калібру валками, що мають в робочих рівчаках висупи – циліндричні ділянки, які поєднані із торцями завдяки тороїдальних ділянок, який відрізняється тим, що згадані торці виступних циліндричних ділянок валків, принаймі одного валка, виконані конусної форми з кутом нахилу твірної їх конусної поверхні в калібрі до осі валка під кутом, що...
Профілезгинальний стан
Номер патенту: 62696
Опубліковано: 15.09.2005
Автор: Ахлестін Олександр Володимирович
МПК: B21D 5/06
Мітки: стан, профілезгинальний
Формула / Реферат:
Корисна модель, що пропонується, належить до електровимірювальної техніки і може бути використана в енергетиці при вимірюванні електричної енергії. Відомий пристрій за а. с. СРСР № 866491, М.кл. G01R210. Цей пристрій, як і той, що заявляється, містить датчик струму, датчик напруги, інтегратор, компаратор, вузол зворотного зв'язку, відліковий пристрій. Недоліком цього пристрою є недостатня чутливість.Найближчим за сукупністю...
Попередній патент: Паля
Наступний патент: Комбінований резервуар для дегазації та флотації
Випадковий патент: Спосіб концентрування рідких харчових продуктів