Профілезгинальний стан
Номер патенту: 39073
Опубліковано: 15.05.2001
Автори: Березовський Семен Фриделевич, Пшенична Наталя Веніамінівна, Докторов Марк Юхимович, Смоляров Анатолій Михайлович, Ряснов Валерій Миколайович


Формула / Реферат
Профілезгинальний стан, що містить ряд послідовно встановлених робочих клітей із спареними в кожній з них по калібру валками, що мають в робочих рівчаках висупи – циліндричні ділянки, які поєднані із торцями завдяки тороїдальних ділянок, який відрізняється тим, що згадані торці виступних циліндричних ділянок валків, принаймі одного валка, виконані конусної форми з кутом нахилу твірної їх конусної поверхні в калібрі до осі валка під кутом, що є більш кута нахилу до заданої осі валка дотичної до тороїдальних ділянок спарених по калібру валків на величину (0,01 ... 0,8) від різниці відповідних кутів нахилу заданих дотичних до тороїдальних ділянок в калібрах валків наступної і розглянутої робочих клітей стану.
Текст
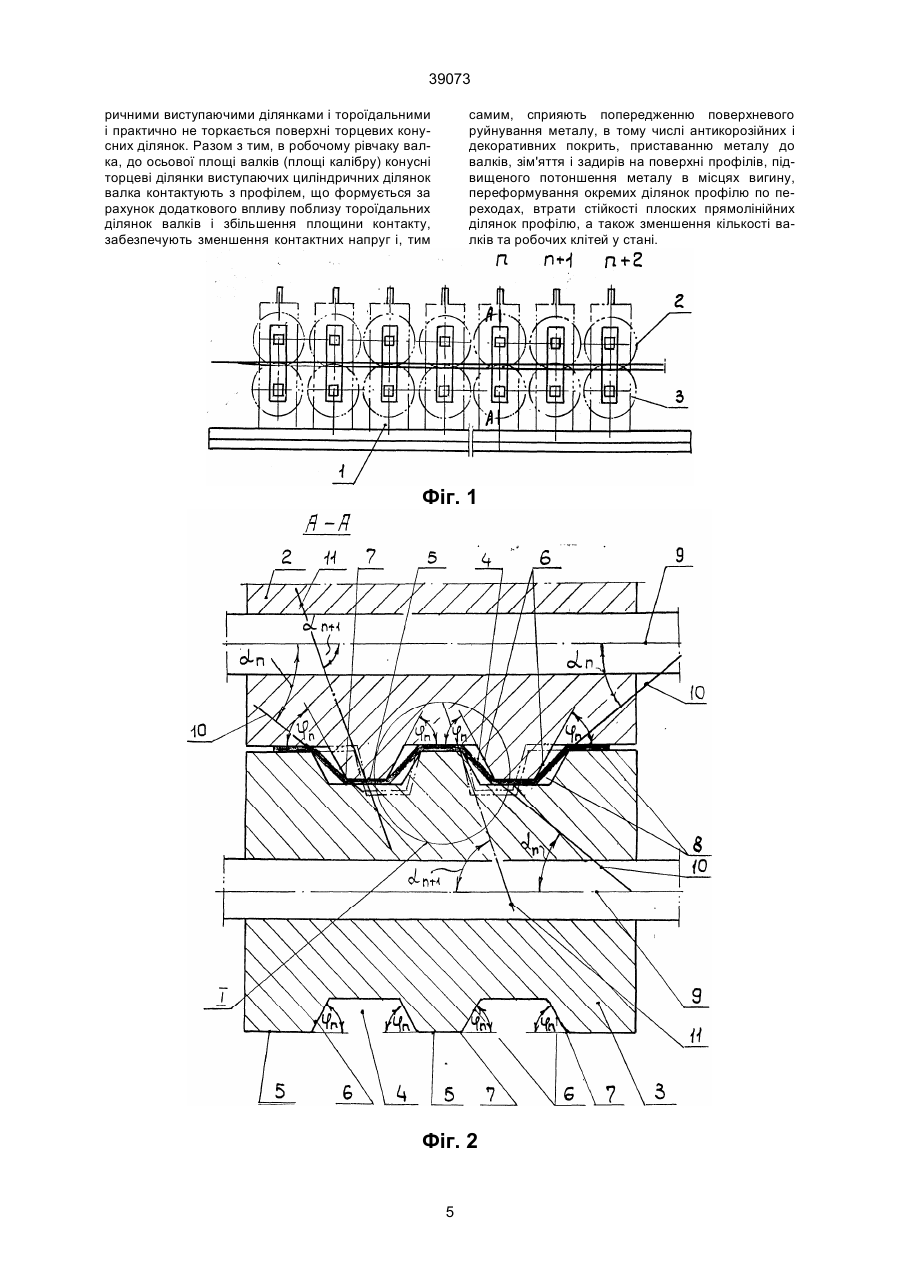
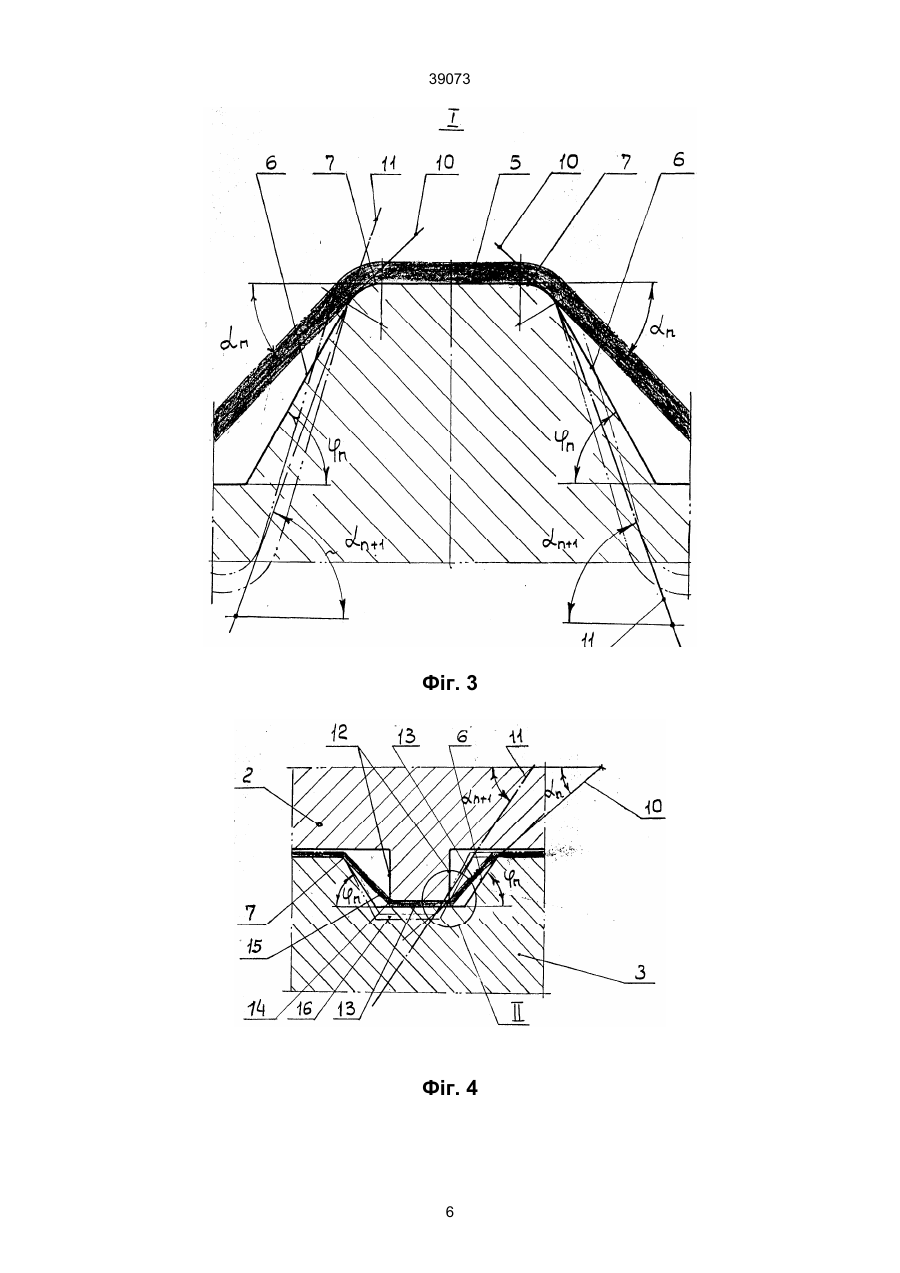
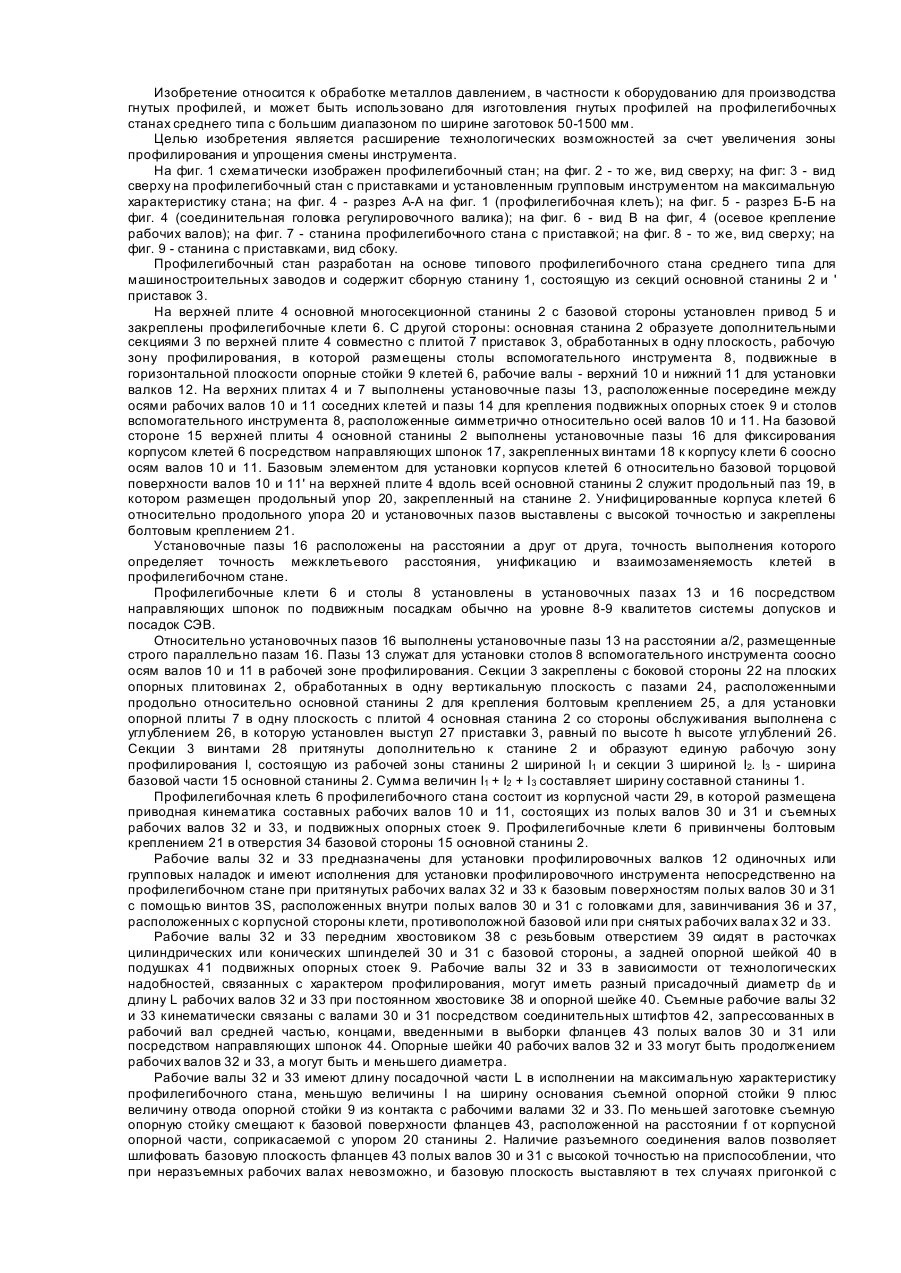
Профілезгинальний стан, що містить ряд послідовно встановлених робочих клітей із спареними в кожній з них за калібром валками, що мають в 39073 валками, що є охоплюючим і охоплюваним, робочі рівчаки яких здійснені з периферійними робочими конусними ділянками, причому той валок, що охоплений, містить прилеглі до згаданих конусних ділянок виступи із конусною ділянкою, твірна якої розташована під кутом 100¼120° до твірної робочої поверхні конусної ділянки, а той, що охоплює, валок на робочий частині рівчака має калібрувальну ділянку, що містить центральну ділянку і частково прилеглі до нього робочі конусні ділянки. В цій кліті профілезгинального стану робоча частина вказаного рівчака валка, що охоплює, здійснена з шириною, яка складає 1,0¼1,2 від ширини калібрувальної ділянки робочого рівчака валка, що охоплює, в попередній кліті стану. У об'єкта, що пропонується, і аналога співпадають такі суттєві ознаки. Профілезгинальний стан містить робочі кліті з подвоєними в кожній з них по рівчаку валками. Отриманню сподіваного технічного результату при використанні аналога перешкоджають такі причини: З-за виконання тих, що охоплюють, і охоплюваних валків з конусними ділянками і кутами нахилу твірних їх поверхні, що дорівнюють куту підгинання в калібрі валків, унаслідок контакту і перепаду швидкостей практично по всьому периметру профілю мають місце підвищені енерговитрати і погіршення якості профілів. У зв'язку з цім такі стани застосовують для виробництва товстостінних сортових профілів і, в значно меншій мірі, для виробництва листових гофрованих профілів з трапецієподібними гофрами, в тому числі із оцинкованого металу. Відомий профілезгинальний стан, що застосується для реалізації способу виготовлення зігнутих гофрованих профілів (див. патент Російської Федерації № 2030943, М.кл. В21Д 5/08, опубл. в БИ № 8 20.03. 95), в якому формовка виконується в калібрах валків, створених виступаючими циліндричними ділянками, що прилягають до їх торців за допомогою тороїдальних ділянок. Застосування стану з такими валками дозволяє легко, завдяки відносному радіальному зміщенню валків в робочий кліті, встановлювати задані зазори в калібрі валків і виготовляти на одному комплекті валків профілі в широкому діапазоні товщин. На такому стані валки максимально полегшені і прості у виготовленні. У запропонованого об'єкту і аналога співпадають такі суттєві ознаки. Профілезгинальний стан, переважно для виготовлення листових профілів з трапецієподібними гофрами, містить ряд послідовно встановлених робочих клітей із спареними в кожній з них за калібром валками, що мають в робочих рівчаках валків виступаючі циліндричні ділянки, що прилягають до їхніх торців за допомогою тороїдальних ділянок. Отриманню очікуваного технічного результату при використанні аналога перешкоджають такі причини: - з-за підвищених контактних зусиль, що прикладаються до профілю з боку тороїдальних ділянок валків, спостерігається поверхневе руйнування металу, в тому числі антикорозійних і декораційних покриттів, налипання металу на валки, зім'яття і задири на поверхні профілів, підвищене потоншення металу в місцях вигину, переформування окремих ділянок профілю по переходах; - з-за вимушеного застосування порівняно "м'яких" режимів формування, обумовлених порівняно невеликими кутами підгинання за прохід в кожній робочий кліті стану, для підвищення якості профілів, є необхідність в збільшенні кількості технологічних переходів і, отже, робочих клітей в стані. Найбільш близьким за сукупністю ознак до винаходу, що пропонується, є обраний за прототип "Профілезгинальний стан", який містить ряд послідовно встановлених робочих клітей із спареними в кожній з них за калібром валками, що мають в робочих рівчаках валків виступаючі циліндричні ділянки, що прилягають до їх торців за допомогою тороїдальних ділянок (див.: Калібровка валків для виготовлення гнутих профілів прокату. І.С.Тришевський, В. І. Мирониченко, В.П. Стукалов і інші / Під заг. ред. І.С.Три шевського. - К.: Техніка, 1980. - 168 с. - С. 153-161, рис.59, 60). У об'єкта, що пропонується, і прототипа співпадають такі суттєві ознаки: профілезгинальний стан містить ряд послідовно встановлених робочих клітей із спареними в кожній з них за калібром валками, що мають в робочих рівчаках валків виступаючі циліндричні ділянки, що прилягають до їхніх торців, за допомогою тороїдальних ділянок. Аналіз технічних властивостей прототипу, обумовлених його ознаками, показує, що отриманню сподіваного технічного результату при використанні прототипу, перешкоджають такі причини. З-за підвищених контактних зусиль, що прикладаються до профілю з боку тороїдальних ділянок валків, спостерігаються поверхневе руйнування металу, в тому числі антикорозійних і декоративних покриттів, налипання металу на валки, зім'яття і задири на поверхні профілів, підвищене потоншення металу в місцях вигину, переформування окремих ділянок профілю по переходах, втрата стійкості крайніх прямолінійних ділянок профілю. У зв'язку з необхідністю усунення згаданих вище дефектів і застосуванням для цього порівняно "м'яких" режимів формування, обумовлених порівняно невеликими кутами підгинання в кожній робочий кліті стану, і горизонтальними переміщеннями кромок профілю в калібрі валків виникає використання невиправдано збільшеної кількості технологічних переходів і, отже, робочих клітей в стані. В основу винаходу покладена задача створити профілезгинальний стан, в якому нове удосконалення, що стосується зміни форми виступаючих циліндричних ділянок в робочих рівчаках валків, дозволить підвищити якість виготовлених профілів за рахунок зменшення контактних зусиль, що прикладаються до профілю з боку тороїдальних ділянок валків і запобіганню при цьому поверхневому руйнуванню металу, в тому числі антикорозійних і декоративних покрить, налипанню металу на валки, зім'яттю і задирів на поверхні профілів, підвищеного потоншення металу в місцях вигину, переформовки окремих ділянок профілю за переходами, а також зменшення кількості валків і робочих клітей у стані. Запропонований винахід характеризується такими суттєвими ознаками, які висловлені певними 2 39073 суттєвими ознаками, достатніми для їхньої ідентифікації, які спрямовані на рішення поставленої задачі і достатні для досягнення очікуваного технічного результату в усіх випадках, на які поширюється об'єм правової охорони. Запропонований профілезгинальний стан, згідно першого пункту формули винаходу, містить ряд послідовно встановлених робочих клітей із спареними в кожній з них за калібром валками, що мають в робочих рівчаках валків виступаючі циліндричні ділянки, що поєднані з їхніми торцями, завдяки тороїдальних ділянок. Від прототипу винахід, що пропонується, відрізняється тим, що торці виступаючих циліндричних ділянок валків, принаймні, одного валка, виконані конусної форми з кутом нахилу твірної їх конусної поверхні в калібрі до осі валка під кутом, що є більшим за кут нахилу до згаданої осі валка дотичної до тороїдальних ділянок сусідніх виступаючих циліндричних ділянок, спарених за калібром валків на величину (0,01¼0,8) від різниці відповідних кутів нахилу згаданих, дотичних до тороїдальних, ділянок в калібрах валків наступної і розглянутої робочих клітей стану. При використанні винаходу передбачається досягнення технічного результату, що полягає в зменшенні контактних зусиль, які прикладені до профілю з боку тороїдальних ділянок валків і попередженні при цьому поверхневого руйнування металу, в тому числі антикорозійних і декоративних покриттів, налипання металу на валки, зім'ять та задирів на поверхні профілів, підвищеного потоншення металу в місцях вигину, переформовки окремих ділянок профілю за переходами, втрати стійкості плоских прямолінійних ділянок профілю, а також зменшенні кількості валків і робочих клітей у стані. Між сукупністю суттєвих ознак винаходу, за пунктом 1 формули винаходу і тим, що досягається, технічним результатом, існує такий причиннонаслідковий зв'язок. Застосування в профілезгинальному стані, який містить ряд послідовно встановлених робочих клітей із спареними в кожній з них за калібром валками, що мають в робочих рівчаках валків виступаючі циліндричні ділянки, що поєднані з їх торцями, завдяки тороїдальних ділянок меншою мірою одного валка, в якого торці виступаючих циліндричних ділянок виконані конусної форми з кутом нахилу твірної їх конусної поверхні в калібрі до осі валка під кутом, що є більшим, ніж кут нахилу до згаданої осі валка дотичної до тороїдальних ділянок сусідніх виступаючих циліндричних ділянок, спарених за калібром валків на величину (0,01¼ 0,8) від різниці відповідних кутів нахилу згаданих дотичних до тороїдальних ділянок в калібрах валків наступної і розглянутої робочих клітей стану, забезпечує додатковий вплив згаданого валка на профіль, що формується на ділянці плавного переходу до осьової площі валків в робочий кліті стану, внаслідок якого стає можливим поліпшення якості профілів, підвищення інтенсивності формоутворення та зменшення кількості робочих клітей у стані. Так, виконання поєднаних тороїдальними ділянками торців виступаючих циліндричних ділянок валків конусної форми з кутом нахилу твірної їх поверхні до осі валка, більшим кута нахилу до згаданої осі валка дотичної до тороїдальних ділянок сусідніх виступаючих циліндричних ділянок спарених за калібром валків на величину (0,01¼0,8) від різниці відповідних кутів нахилу згаданих дотичних до тороїдальних ділянок в калібрах валків наступної і розглянутої робочих клітей стану дозволяє з боку торців конусної форми виступаючих циліндричних ділянок прикладати додатково зусилля для формоутворення профілю, забезпечуючи більш плавний по довжині їх розподіл в осередку деформації і зменшення максимальних значень зусиль з боку тороїдальних ділянок в робочому рівчаку валка, що прикладаються до профілю в місцях вигину, а отож, і напруг, що виникають в місцях контакту. Це призводить до більш плавного поперекового зміщення ділянок профілю в осередку деформації і дозволяє формоутворювати профілі за більш інтенсивним режимом в меншій кількості робочих клітей стану, виробляти профілі кращої якості завдяки зменшенню потоншення в місцях вигину і попередження виникання вм'ятин, рисок, задирів на поверхні профілю, підвищення точності здійснення його форми і розмірів. Виконання згаданих торців виступаючих циліндричних ділянок конічної форми з нахилом утворюючої їх конічної поверхні в калібрі до осі валка під кутом jn, що більше кута an нахилу до згаданої осі валка дотичної до тороїдальних ділянок сусідніх виступаючих циліндричних ділянок спарених за калібром валків на величину 0,01¼0,8 від різниці відповідних кутів нахилу згаданих дотичних до тороїдальних ділянок в калібрах валків наступної і розглянутої робочих клітей стану, тобто jn = an+(0,01¼0,8)´(an+1-an), (1) забезпечує оптимальні умови формоутворення профілю. Із збільшенням кута jn нахилу твірної поверхні торців виступаючих циліндричних ділянок в робочім рівчаку валка розглянутої n-й кліті стану на величину, меншу ніж 0,01×(an+1-an), це призведе до зменшення зазору в калібрі валків між похилими прямолінійними ділянками профілю і поверхнею торців виступаючих циліндричних ділянок валка, затисканню похилих ділянок профілю в калібрі валків і підвищенню енерговитрат на тертя, внаслідок контакту і перепаду швидкостей профілю і валків, а також до погіршення якості профілю через появи рисок і задирів на його поверхні. Виконання торців виступаючих циліндричних ділянок конусної форми з нахилом твірної поверхні в робочому рівчаку валка до його осі під кутом jn, що є більше кута an, в калібрі валків на величину більшу, ніж 0,8×(an+1-an), призводить до локалізації місць контакту профілю з валками, в основному, на тороїдальних ділянках виступаючих циліндричних ділянок валків, підвищеним енерговтратам, пробуксуванню профілю в валках стану з-за недостатнього тягового зусилля і переформування плоских ділянок профілю, а також до збільшення контактних зусиль і, внаслідок цього, до поверхневого зруйнування металу профілю, що формується, зім'яттю і задирам, підвищеному потоншанню в місцях вигину профілю, підвищеному зносу валків. 3 39073 лібрів обумовлюється перехідною формою профілю 15 та 16, відповідно, в розглянутій n-ій і наступній n+1 клітях стану. Запропонований, згідно з першим пунктом формули винаходу, "Профілезгинальний стан" реалізується таким чином. В робочі кліті (фіг.1) профілезгинального стану встановлюють верхні 2 та нижні 3 валки призначені для виготовлення листових профілів з трапецієподібними гофрами. В кожній робочий кліті стану валки установлюють з утворенням загаданого зазору в калібрі між робочими поверхнями верхнього і нижнього валків. При цьому виступаючі в робочих рівчаках 4 (фіг.2 і фіг.3) циліндричні ділянки 5, що поєднані з їх торцями за допомогою тороїдальних ділянок 7, є основними формуючими елементами, що визначають кути підгинання в калібрі валків розглянутої n-ої робочої кліті стану і наступної n+1. Торці 6 (фіг.2 і фіг.3) виступаючих циліндричних ділянок в калібрі валків виконані конусної форми: з кутом нахилу твірної їх конусної поверхні в калібрі 8 до осі 9 валка під кутом jn, більшим кута нахилу до згаданої осі валка дотичної 10 до тороїдальних ділянок 7 сусідніх виступаючих циліндричних ділянок спарених за калібром валків 2 і 3 на величину (0,01¼0,8) від різниці відповідних кутів нахилу згаданих дотичних до тороїдальних ділянок 7 в калібрах валків наступної (n+1) і розглянутої (n) робочих клітей стану, відповідно, дотичних 11 і 10. Так, для профілю з висотою гофру 75 мм в проміжній кліті стану кут нахилу дотичної до тороїдальних ділянок сусідніх виступаючих циліндричних ділянок спарених за калібром був прийнятий an=45°, кут дотичної в наступній кліті - an+1 = 60°. При цьому кут нахилу твірної конусної поверхні торців виступаючих циліндричних ділянок, відповідно до формули (1), складав При цьому стає трудним зміщення ділянок профілю у поперековому напрямі при його формоутворенні в осередку деформації. Для усунення виникаючих вад збільшують кількість технологічних переходів, а отже, і робочих клітей у стані, що призводить до збільшення його вартості. Треба відзначити, що в профілезгинальному стані запропонованої конструкції в його робочих клітях можуть бути встановлені один і більше валків з торцями виступаючих циліндричних ділянок конусної форми із заданим кутом нахилу твірної поверхні. При цьому спареними з ними за калібром в робочих клітях стану можуть бути валки як відомої конструкції з плоскими торцями, а також і новими - з конусними. Сутність винаходу пояснюється ілюстративними матеріалами, на яких зображено: на фіг.1 - загальний вигляд профілезгинального стану; на фіг.2- переріз А-А на фіг.1; на фіг.3 - вигляд ділянки робочого рівчака валка, що наведено на фіг.2; на фіг.4 - вигляд ділянки калібру, що утворений верхнім валком з плоскими торцями виступаючої циліндричної ділянки і нижнім валком з торцями конусної форми; на фіг.5 - вигляд ділянки робочого рівчака валка, що наведено на фіг.4. В конкретному прикладі запропонований, згідно з першим пунктом формули винаходу, "Профілезгинальний стан" (фіг.1) містить ряд послідовно встановлених клітей 1 із спареними в кожній з них за калібром валками, верхніми 2 і нижніми 3, що мають в робочих рівчаках 4 (фіг.2 і фіг.3) виступаючі циліндричні ділянки, поєднані з їх торцями 6 завдяки тороїдальних ділянок 7. Згадані валки в робочих клітях звичайно приводні, проте в ряді випадків, переважно у станах з безперервним способом профілювання, окремі валки або їх групи відключені від приводу. Треба відмітити, що торці 6 виступаючих циліндричних ділянок 5, принаймні, одного з валків, наприклад, нижнього валка (фіг.3) в проміжній n-ій кліті етану, виконані конусної форми з кутом нахилу твірної їх конусної поверхні в калібрі 8 до осі 9 валка під кутом jn, що є більше кута нахилу до згаданої осі 9 валка дотичної 10 до тороїдальних ділянок сусідніх виступаючих циліндричних ділянок подвоєних за калібром 8 валків 2 та З на величину (0,01¼0,8) від різниці відповідних кутів нахилу an+1 і an згаданих дотичних до тороїдальних ділянок в калібрах валків наступної n+1 та розглянутої клітей стану, відповідно, дотичних 11 і 10. Валки з такою формою робочих рівчаків можуть бути встановлені як в усіх клітях стану, так і в одній кліті. Разом з тим, в окремих випадках, з метою зниження металомісткості валків, в ряді клітей стану можуть бути використані валки з виступаючими циліндричними ділянками, що мають плоскі торці. Так, на фіг.4 і фіг.5 наведена ділянка калібру, утворена верхнім валком з плоскими торцями 12 виступаючої циліндричної ділянки 13 та нижчим валком 3 із виступаючими ділянками, у яких торці конусної форми. Характерно, що плоскі торці 12 сполучені з циліндричною частиною (ділянкою 13) тороїдальною ділянкою 14. При цьому форма ка jn = 45° + 0,6(60°- 45°) = 54°. Розрахунковий рекомендований кут нахилу jn для кутів нахилу дотичних an=45° і an=60° складає 45,15° і 57°, відповідно, для коефіцієнтів в формулі (1) - 0,01 і 0,8. Валки з такою формою робочих рівчаків, але з іншими кутами можуть бути установлені як в усіх клітях стану, так і в одній кліті. Верхні і нижні валки можуть бути виконані з одним або різними кутами нахилу jn утворюючої конусної поверхні торців виступаючих циліндричних ділянок валків. При цьому форма профілю 15 і 16 в попередньому і тому, що розглядається, проходах визначається формою калібру у відповідних клітях стану. Калібри валків в профілезгинальному стані можуть бути утворені також валками, що мають виступаючі циліндричні ділянки в робочих рівчаках неоднакової форми. Наприклад, один валок буде мати виступаючі циліндричні ділянки з конусними торцями, в той час як у другого, подвоєного з ним за калібром, торці будуть плоскими (фіг.4 і фіг.5). При цьому згадані плоскі торці 12 в робочому рівчаку поєднані з циліндричною ділянкою 13 завдяки тороїдальних ділянок 14. Під час профілювання в профілезгинальному стані тієї конструкції, що запропонована, профіль, який формується, контактує в площині калібру валків (осьовій площині валків) з цилінд 4 39073 ричними виступаючими ділянками і тороїдальними і практично не торкається поверхні торцевих конусних ділянок. Разом з тим, в робочому рівчаку валка, до осьової площі валків (площі калібру) конусні торцеві ділянки виступаючих циліндричних ділянок валка контактують з профілем, що формується за рахунок додаткового впливу поблизу тороїдальних ділянок валків і збільшення площини контакту, забезпечують зменшення контактних напруг і, тим самим, сприяють попередженню поверхневого руйнування металу, в тому числі антикорозійних і декоративних покрить, приставанню металу до валків, зім'яття і задирів на поверхні профілів, підвищеного потоншення металу в місцях вигину, переформування окремих ділянок профілю по переходах, втрати стійкості плоских прямолінійних ділянок профілю, а також зменшення кількості валків та робочих клітей у стані. Фіг. 1 Фіг. 2 5 39073 Фіг. 3 Фіг. 4 6 39073 Фіг. 5 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 7
ДивитисяДодаткова інформація
Назва патенту англійськоюProfile-bending mill
Автори англійськоюDoktorov Mark Yukhymovych, Pshenychna Nataliia Veniaminivna, Smoliarov Anatolii Mykhailovych, Riasnov Valerii Mykolaiovych, Berezovskyi Semen Frydelevych
Назва патенту російськоюПрофилегибочный стан
Автори російськоюДокторов Марк Ефимович, Пшеничная Наталия Вениаминовна, Смоляров Анатолий Михайлович, Ряснов Валерий Николаевич, Березовский Семен Фриделевич
МПК / Мітки
МПК: B21D 5/06
Мітки: стан, профілезгинальний
Код посилання
<a href="https://ua.patents.su/7-39073-profilezginalnijj-stan.html" target="_blank" rel="follow" title="База патентів України">Профілезгинальний стан</a>
Профілезгинальний стан
Номер патенту: 19872
Опубліковано: 25.12.1997
Автори: Кузьмін Віктор Максімовіч, Свєтлічний Віталій Фьодоровіч, Бєрман Гаррі Захаровіч, Овчіннікова Татьяна Алєксандровна, Лютов Віталій Дмітрієвіч, Гулько Альбєрт Ізраіловіч
МПК: B21D 5/06
Мітки: стан, профілезгинальний
Формула / Реферат:
1. Профилегибочный стан, преимущественно среднего типа, содержащий станину с размещенными на ней корпусами клетей с рабочими валами, установленными в подушках опорных стоек с приводом, и столами вспомогательного инструмента, в котором верхние рабочие валы выполнены регулируемыми по высоте посредством нажимного механизма с регулировочным валом, отличающийся тем, что одна из опорных стоек каждой клети выполнена подвижной в горизонтальной...
Стан кругової прокатки

Номер патенту: 14637
Опубліковано: 20.01.1997
Автори: Капланова Олена Василівна, Капланов Василь Ілліч, Харлашин Петро Степанович, Лепехов Віталій Іванович
МПК: B21B 13/06
Мітки: кругової, стан, прокатки
Формула / Реферат:
Стан круговой прокатки, содержащий два конических валка, образующих зону деформации, отличающийся тем, что угол при вершине конических валков и угол пересечения осей валков в зоне деформации выполнены прямыми.
Міні-стан для виробництва гарячокатаної штаби
Номер патенту: 593
Опубліковано: 16.10.2000
Автори: Барабаш Андрій Володимирович, Білобров Юрій Миколайович, Стеч Володимир Станіславович, Каушанський Ігор Борисович
МПК: B21B 1/00
Мітки: міні-стан, виробництва, штаби, гарячокатаної
Формула / Реферат:
Міні-стан для виробництва гарячокатаної штаби, до складу якого входить підігрівальна піч, транспортувальні та робочі рольганги, обладнання для гідрозбиву окалини, чорнова та чистова реверсивні кліті, поміж якими встановлено ножиці для обрізування переднього та останнього кінців підкату, моталки у печах, встановлених перед та за чистовою кліттю, моталки для змотування штаби в рулон, устаткування для транспортування рулону на склад, який...
Стан для волочіння труб
Номер патенту: 32954
Опубліковано: 15.02.2001
Автор: Сизоненко Григорій Олександрович
МПК: B21C 1/16
Текст:
...без випусків роликів та оправку з циліндричною калібруючою частиною І обтискуючою, що збільшується до неї поперечним перерізом, ділянкою. Технічним результатом від використання запропонованого стану є те,що при ВОЛОЧІННІ дотичні напруження , які діють оо контактній поверхні ""тсрхйі труби з калібром, спрямовані за ходом волочіння І за рахунок цього вдається збільшити разову деформацію І знизити енергозатрати» Це стає можливим в...
Стан для виготовлення профілів з періодичними гофрами
Номер патенту: 6129
Опубліковано: 29.12.1994
Автори: Тришевський Олег Ігоревич, Полстянкін Євген Григорійович, Самойлов Володимир Олексійович, Пак Роман Петрович, Босий Володимир Миколайович, Фролов Юрій Іванович
Мітки: періодичними, профілів, стан, виготовлення, гофрами
Формула / Реферат:
Стан для изготовления профилей с периодическими гофрами, содержащий последовательно установленные клети, на валках одной из которых закреплены выпуклые и вогнутые элементы для формовки концевых участков гофр, а на валках по крайней мере одной последующей клети закреплены выпуклые и вогнутые элементы для доформовки центральных участков гофров, отличающийся тем, что, с целью повышения качества при изготовлении профилей с чередующимися...
Попередній патент: Поршневий двигун внутрішнього згоряння
Наступний патент: Спосіб визначення вмісту елементів у зразку
Випадковий патент: Муфта ковзання