Спосіб гідроабразивної обробки зануреними струменями
Номер патенту: 70826
Опубліковано: 25.06.2012

Формула / Реферат
Спосіб гідроабразивної обробки затопленими струменями, який полягає в тому, що у резервуарі, заповненому гідроабразивною суспензією, розміщують закріплену на маніпуляторі деталь і зорієнтоване відносно деталі та нижче за рівень суспензії ежекційне сопло струменевого апарата, формування гідроабразивного струменя проводять стисненим повітрям за рахунок ежекції суспензії з резервуара, абразив у якому барботуванням наводять у псевдозріджений стан, обробку проводять мікрорізанням, видаляють дефектний шар металу, зменшують шорсткість поверхні, який відрізняється тим, що обробку проводять при одночасному використанні енергії гідроабразивного струменевого руху робочого середовища, який ежектується соплом, та енергії обертального, відносно сопла струменевого апарата, руху оброблюваних деталей у цьому же псевдозрідженному барботуванням робочому середовищі, формоутворююча властивість якого, що забезпечує мікрорізання, позитивно проявляється при рівномірному та стабільному контакті з оброблюваною поверхнею будь-якої складності, робоче середовище у вигляді шліфзерна зернистістю 200…40 та шліфпорошків зернистістю 32…16 розміщують у змонтованому на жорсткій опорі резервуарі, по периметру основи якого за допомогою гнучкого трубопроводу з дроселем змонтована барботажна система, яка приводить робоче середовище із статичного стану у рухомий псевдозріджений, у верхній частині резервуара по осі його симетрії на вертикально регульованій штанзі за допомогою гнучкого трубопроводу з дроселем, перпендикулярно дотичній оброблюваної поверхні деталей, розташовані протилежно спрямовані сопла струменевого апарата, оброблювані деталі поодинці або пакетами базують та закріплюють на установних пальцях багатомісного пристрою, сполученого з вертикальним шпиндельним устаткуванням зубчастою передачею двопарного зачеплення циліндричних коліс, що має можливість занурення у робочу зону резервуара та виходу з неї до і після обробки, шпиндельному устаткуванню надають обертального руху зі швидкістю 31,5…1440 об/хв. та спільно з деталями, що оброблюються, занурюють у робочу зону резервуара з робочим середовищем, що знаходиться у псевдозрідженому стані, за допомогою спрямованого з сопел струменевого апарата гідроабразивного струменя та відносного переміщення робочого середовища та деталей, що здійснюють обертальний рух, створюють мікрорізання процесу гідроабразивної обробки, керування яким, а також розширення його технологічних можливостей, здійснюють за рахунок використання раціональних поєднань значень швидкості обертання шпиндельного устаткування, а також тиску повітря, що підводиться до барботажної системи та струменевого апарата, найменшу довжину L ділянки робочої зони резервуара, вільного від оброблюваних деталей, для забезпечення равномірності переходу робочого середовища з нерухомого статичного стану у псевдозріджений, вибирають з умови L ³ b, де b - найбільший розмір оброблюваної деталі, висоту h рівня заповнення резервуара псевдозрідженим робочим середовищем з умови забезпечення рівномірності тиску на усіх рівнях поширення дії повітряного струменя барботажної системи вибирають рівною (0,7…0,8) H, де H - висота резервуара, тобто h = (0,7…0,8) H.
Текст
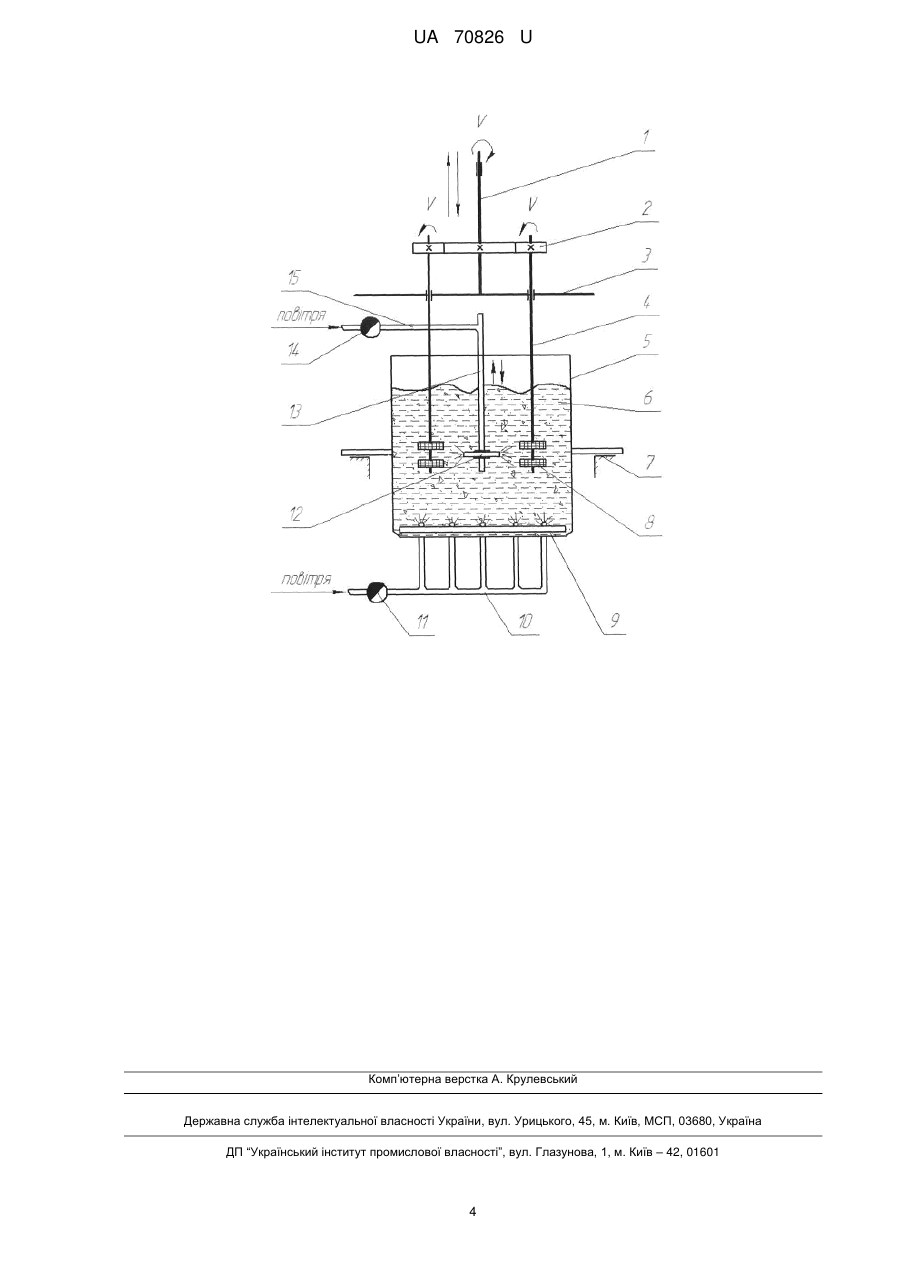
Реферат: UA 70826 U UA 70826 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до машинобудівної, приладобудівної та інших металообробних галузей промисловості і може бути використана на оздоблювально-зачищувальних операціях при виготовленні деталей типу тіл обертання, що мають різні розміри та форму складності. Відомий спосіб гідроабразивної обробки зануреними струменями, який полягає в тому, що у резервуарі, заповненому гідроабразивною суспензією, розміщують закріплену на маніпуляторі деталь і зорієнтоване відносно деталі та нижче за рівень суспензії ежекційне сопло струменевого апарата, формування гідроабразивного струменя проводять стисненим повітрям за рахунок ежекції суспензії з резервуара, абразив у якому барботуванням наводять у псевдозріджений стан, обробку проводять мікрорізанням, видаляють дефектний шар металу, зменшують шорсткість поверхні [1] - найближчий аналог. Не зважаючи на промислове застосування, відомий спосіб гідроабразивної обробки зануреними струменями недостатньо ефективний для обробки деталей типу тіл обертання з різними розмірами і формою складності, таких, як зубчасті колеса, втулки, котушки та ін., конструкція яких має однобічні, несиметрично розташовані ніші, кишені, глухі та центральні крізні отвори різного діаметра. Зважаючи на прийняту згідно з відомим способом незмінну орієнтацію деталей відносно сопла, що викидає на оброблювану поверхню направлений струмінь гідроабразивної суспензії, всебічна обробка деталей не відбувається, що приводить до появи технологічного браку. В основу корисної моделі поставлено задачу удосконалення способу гідроабразивної обробки зануреними струменями шляхом того, що обробку проводять при одночасному використанні енергії гідроабразивного струменевого руху робочого середовища, що ежектується соплом, і енергії обертального, відносно сопла струменевого апарата, руху оброблюваних деталей у цьому ж псевдозрідженому барботуванням робочому середовищі, формотворні властивості якого, що забезпечують мікрорізання, позитивно виявляються при рівномірному та стабільному контакті з оброблюваною поверхнею будь-якої складності. Таку комбіновану схему енергетичної дії формують у встановленому на жорсткій опорі резервуарі, по периметру підстави якого за допомогою гнучкого трубопроводу з дроселем змонтована барботажна система, у верхній частині резервуара на вертикально регульованій штанзі, за допомогою гнучкого трубопроводу з дроселем, перпендикулярно дотичній оброблюваній поверхні деталі, розташовані протилежно направлені сопла струменевого апарата. Оброблювані деталі поодинці або пакетами базують та закріплюють на установних пальцях багатомісного пристрою, пов'язаного з вертикальним шпиндельним улаштуванням зубчастою передачею двопарного зачеплення циліндрових коліс, що має можливість занурення у робочу зону резервуара та виходу з неї до і після обробки. При такому технічному вирішенні способу гідроабразивної обробки зануреними струменями, який супроводжується одночасною дією енергій гідроабразивного струменевого й обертального руху, формують характер протікання процесу, при якому робоче середовище вільно проникає до усіх важкодоступних поверхонь оброблюваних деталей, що приведе до високої інтенсивності та розширення технологічних можливостей способу гідроабразивної обробки зануреними струменями. Поставлена задача вирішується тим, що у способі гідроабразивної обробки зануреними струменями, який полягає в тому, що у резервуарі, заповненому гідроабразивною суспензією, розміщують закріплену на маніпуляторі деталь і зорієнтоване відносно деталі та нижче за рівень суспензії ежекційне сопло струменевого апарата, формування гідроабразивного струменя проводять стисненим повітрям за рахунок ежекції суспензії з резервуара, абразив у якому барботуванням наводять у псевдозріджений стан, обробку проводять мікрорізанням, видаляють дефектний шар металу, зменшують шорсткість поверхні, відповідно до корисної моделі, обробку проводять при одночасному використанні енергії гідроабразивного струменевого руху робочого середовища, який ежектується соплом, та енергії обертального, відносно сопла струменевого апарата, руху оброблюваних деталей у цьому же псевдозрідженному барботуванням робочому середовищі, формоутворююча властивість якого, що забезпечує мікрорізання, позитивно проявляється при рівномірному та стабільному контакті з оброблюваною поверхнею будь-якої складності, робочесередовище у вигляді шліфзерна зернистістю 200…40 та шліфпорошків зернистістю 32…16 розміщують у змонтованому на жорсткій опорі резервуарі, по периметру основи якого за допомогою гнучкого трубопроводу з дроселем змонтована барботажна система, яка приводить робоче середовище із статичного стану у рухомий псевдозріджений, у верхній частині резервуара по осі його симетрії на вертикально регульованій штанзі за допомогою гнучкого трубопроводу з дроселем, перпендикулярно дотичній оброблюваної поверхні деталей, розташовані протилежно спрямовані сопла струменевого апарата, оброблювані деталі поодинці або пакетами базують та 1 UA 70826 U 5 10 15 20 25 30 35 40 45 50 55 закріплюють на настановних пальцях багатомісного пристрою, сполученого з вертикальним шпиндельним устаткуванням зубчастою передачею двопарного зачеплення циліндричних коліс, що має можливість занурення у робочу зону резервуара та виходу з неї до і після обробки, шпиндельному устаткуванню надають обертального руху зі швидкістю 31,5…1440 об/хв. та спільно з деталями, що оброблюються, занурюють у робочу зону резервуара з робочим середовищем, що знаходиться у псевдозрідженому стані, за допомогою спрямованого з сопел струменевого апарата гідроабразивного струменя та відносного переміщення робочого середовища та деталей, що здійснюють обертальний рух, створюють мікрорізання процесу гідроабразивної обробки, керування яким, а також розширення його технологічних можливостей, здійснюють за рахунок використання раціональних поєднань значень швидкості обертання шпиндельного устаткування, а також тиску повітря, що підводиться до барботажної системи та струменевого апарата, найменшу довжину L ділянки робочої зони резервуара, вільного від оброблюваних деталей, з метою забезпечення рівномірності переходу робочого середовища з нерухомого статичного стану у псевдозріджений, вибирають з умови L b, де b найбільший розмір оброблюваної деталі, висоту h рівня заповнення резервуара псевдозрідженим робочим середовищем з умови забезпечення рівномірності тиску на усіх рівнях поширення дії повітряного струменя барботажної системи вибирають рівною (0,7…0,8) H, де H - висота резервуара, тобто h = (0,7…0,8) H. Суть корисної моделі пояснюється ілюстративним матеріалом, де зображений пристрій для реалізації способу гідроабразивної обробки зануреними струменями, що містить шпиндельне устаткування 1, зубчасту передачу 2, багатомісний пристрій 3 з установними пальцями 4, резервуар 5 з робочим середовищем 6, жорстку опору 7, оброблювані деталі 8, барботажну систему 9, гнучкі трубопроводи 10, 15, дроселі 11, 14, ежекційне сопло 12, регульовану штангу 13. Спосіб здійснюється наступним чином. Оброблювані деталі 8 базують і закріплюють на настановних пальцях 4 багатомісного пристрою 3 для встановлення оброблюваних деталей 8, сполученого зубчастою передачею 2 двопарного зачеплення циліндрових коліс з вертикальним шпиндельним устаткуванням 1, якому надають обертального руху і розміщують у робочій зоні резервуара 5, заповненого водною суспензією робочого середовища 6, яку заздалегідь за допомогою заповненої повітрям через гнучкий трубопровід 10 і регульованої дроселем 11 барботажної системи 9 переводять з нерухомого статичного стану у псевдозріджений. Ежекційні сопла 12 струменевого апарата, встановлені на регульованій штанзі 13, та оброблювані деталі 8 орієнтують визначеним чином та за допомогою потоку повітря, що направляється крізь дросель 14 по гнучкому трубопроводу 15, приводять у робочий стан, при якому суспензія ежектується соплом 12 струменевого апарата та під тиском повітря викидається на поверхні оброблюваних деталей 8. Після проведених допоміжних переходів мікрорізанням видаляють дефектний шар металу, досягають потрібної шорсткості поверхні, проводять обробку, після закінчення якої вимикають виконавчі механізми, шпиндельне устаткування 1 з багатомісним пристроєм 3 та обробленими деталями 8 витягують з резервуара 5, деталі 8 видаляють з установних пальців 4 та проводять сортувальний контроль якості обробки, воду із суспензії зосереджують у верхній частині резервуара 5 і видаляють через технологічне відведення. Приклад. Виконували оздоблювально-зачищувальну операцію гідроабразивної обробки зануреними струменями, зв'язану з видаленням задирок, скругленням гострих крайок, а також шліфуванням з метою досягнення шорсткості поверхні Ra=0,63 мкм на заготівках деталей "шестірня", модуль 2, матеріал сталь 40 ГОСТ 1050-88, найбільший діаметральний розмір 72 мм, найбільший лінійний розмір 27 мм. Початкова шорсткість поверхні Ra=2,5 мкм. Товщина задирок у основі не перевищує 0,18 мм. Обробка проводилася на лабораторній установці, ємність резервуара якої дозволяла одночасно встановлювати 6 заготівок. Як робоче середовище використовувався шліфпорошок карбіду кремнію чорного зернистістю 32. Режими обробки: швидкість обертання шпиндельного устаткування складала 800 об/хв; тиск повітря у барботажній системі забезпечував псевдозріджений стан робочого середовища. Машинний час обробки не перевищував 15 хв. Дефекти поверхні видалені повністю, досягнута потрібна кресленням шорсткість поверхні. Контролем якості обробки поява браку не встановлена. Джерело інформації: 1. Цыгановский А.Б. Технологические возможности гидроабразивной обработки затопленными струями /А.Б. Цыгановский //Вібрації в техніці та технологіях. - 2010. № 2 (58) - С. 205-219. 2 UA 70826 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 25 30 35 Спосіб гідроабразивної обробки затопленими струменями, який полягає в тому, що у резервуарі, заповненому гідроабразивною суспензією, розміщують закріплену на маніпуляторі деталь і зорієнтоване відносно деталі та нижче за рівень суспензії ежекційне сопло струменевого апарата, формування гідроабразивного струменя проводять стисненим повітрям за рахунок ежекції суспензії з резервуара, абразив у якому барботуванням наводять у псевдозріджений стан, обробку проводять мікрорізанням, видаляють дефектний шар металу, зменшують шорсткість поверхні, який відрізняється тим, що обробку проводять при одночасному використанні енергії гідроабразивного струменевого руху робочого середовища, який ежектується соплом, та енергії обертального, відносно сопла струменевого апарата, руху оброблюваних деталей у цьому же псевдозрідженному барботуванням робочому середовищі, формоутворююча властивість якого, що забезпечує мікрорізання, позитивно проявляється при рівномірному та стабільному контакті з оброблюваною поверхнею будь-якої складності, робоче середовище у вигляді шліфзерна зернистістю 200…40 та шліфпорошків зернистістю 32…16 розміщують у змонтованому на жорсткій опорі резервуарі, по периметру основи якого за допомогою гнучкого трубопроводу з дроселем змонтована барботажна система, яка приводить робоче середовище із статичного стану у рухомий псевдозріджений, у верхній частині резервуара по осі його симетрії на вертикально регульованій штанзі за допомогою гнучкого трубопроводу з дроселем, перпендикулярно дотичній оброблюваної поверхні деталей, розташовані протилежно спрямовані сопла струменевого апарата, оброблювані деталі поодинці або пакетами базують та закріплюють на установних пальцях багатомісного пристрою, сполученого з вертикальним шпиндельним устаткуванням зубчастою передачею двопарного зачеплення циліндричних коліс, що має можливість занурення у робочу зону резервуара та виходу з неї до і після обробки, шпиндельному устаткуванню надають обертального руху зі швидкістю 31,5…1440 об/хв. та спільно з деталями, що оброблюються, занурюють у робочу зону резервуара з робочим середовищем, що знаходиться у псевдозрідженому стані, за допомогою спрямованого з сопел струменевого апарата гідроабразивного струменя та відносного переміщення робочого середовища та деталей, що здійснюють обертальний рух, створюють мікрорізання процесу гідроабразивної обробки, керування яким, а також розширення його технологічних можливостей, здійснюють за рахунок використання раціональних поєднань значень швидкості обертання шпиндельного устаткування, а також тиску повітря, що підводиться до барботажної системи та струменевого апарата, найменшу довжину L ділянки робочої зони резервуара, вільного від оброблюваних деталей, для забезпечення равномірності переходу робочого середовища з нерухомого статичного стану у псевдозріджений, вибирають з умови L b, де b - найбільший розмір оброблюваної деталі, висоту h рівня заповнення резервуара псевдозрідженим робочим середовищем з умови забезпечення рівномірності тиску на усіх рівнях поширення дії повітряного струменя барботажної системи вибирають рівною (0,7…0,8) H, де H - висота резервуара, тобто h = (0,7…0,8) H. 3 UA 70826 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hydroabrasive treatment with submerged jets
Автори англійськоюSyrota Oleksandr Andriiovych, Mitsyk Volodymyr Yakovych
Назва патенту російськоюСпособ гидроабразивной обработки погруженными струями
Автори російськоюСирота Александр Андреевич, Мицык Владимир Яковлевич
МПК / Мітки
МПК: B24C 1/00
Мітки: спосіб, струменями, обробки, зануреними, гідроабразивної
Код посилання
<a href="https://ua.patents.su/6-70826-sposib-gidroabrazivno-obrobki-zanurenimi-strumenyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб гідроабразивної обробки зануреними струменями</a>
Спосіб гідроабразивної обробки поверхонь деталей
Номер патенту: 43569
Опубліковано: 25.08.2009
Автори: Джемелінський Віталій Васильович, Джемелінська Леся Віталіївна
МПК: B24C 1/00
Мітки: спосіб, деталей, поверхонь, гідроабразивної, обробки
Формула / Реферат:
Спосіб гідроабразивної обробки поверхонь деталей, при якому в сопло Лаваля по співвісних циліндричних каналах подають в необхідному масовому співвідношенні струмінь стиснутого газу (повітря), приведений в обертовий навколо осі сопла рух, і потік гідроабразивної суміші, а утворену ними аерозольну суміш направляють на оброблювану поверхню деталі, який відрізняється тим, що на аерозольну суміш після виходу її із сопла діють лазерним променем в...
Спосіб гідроабразивної обробки поверхонь деталей
Номер патенту: 34446
Опубліковано: 11.08.2008
Автори: Джемелінський Віталій Васильович, Джемелінська Леся Віталіївна, Садовський Юрій Олександрович
МПК: B24C 1/00
Мітки: обробки, гідроабразивної, деталей, поверхонь, спосіб
Формула / Реферат:
1. Спосіб гідроабразивної обробки поверхонь деталей, при якому в сопло Лаваля по співвісних циліндричних каналах подають в необхідному масовому співвідношенні струмінь стиснутого повітря, який обертається навколо осі сопла, і потік гідроабразивної суміші, а утворену ними аерозольну суміш направляють на оброблювану поверхню деталі, який відрізняється тим, що перед подачею в сопло на гідроабразивну суміш впливають поздовжніми ультразвуковими...
Спосіб гідроабразивної обробки поверхонь деталей
Номер патенту: 45933
Опубліковано: 15.04.2002
Автори: Савченко Віктор Іванович, Шпаковський Едуард Миколаєвич, Тихонов Євген Георгієвич, Амирханов Дамир Ракипович
МПК: B24C 1/00
Мітки: гідроабразивної, деталей, спосіб, обробки, поверхонь
Формула / Реферат:
Спосіб гідроабразивного очищення поверхонь деталей, при якому на потік гідроабразивної суспензії впливають струменем стиснутого газу з утворенням аерозольних часток, який відрізняється тим, що співвідношення масових витрат гідроабразивної суспензії і газу не перевищує 1:2 при швидкостях струменя стиснутого газу більш 200 м/с, і для кожного значення швидкості струменя стиснутого газу встановлюють оптимальне значення витрати гідроабразивної...
Спосіб гідроабразивної очистки поверхонь деталей
Номер патенту: 9808
Опубліковано: 17.10.2005
Автори: Джемелінська Леся Віталіївна, Джемелінський Віталій Васильович
МПК: B24C 1/00
Мітки: гідроабразивної, поверхонь, спосіб, деталей, очистки
Формула / Реферат:
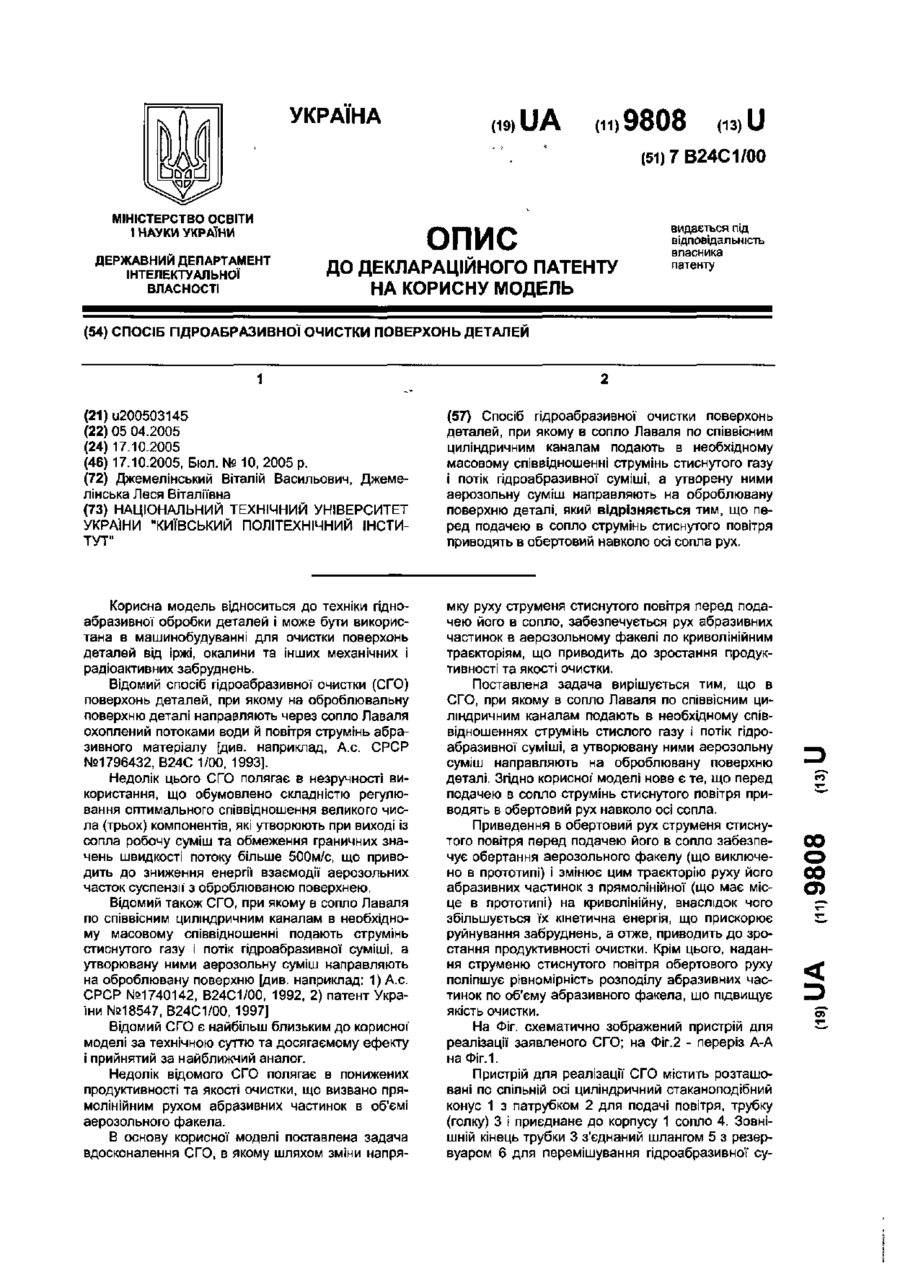
Спосіб гідроабразивної очистки поверхонь деталей, при якому в сопло Лаваля по співвісним циліндричним каналам подають в необхідному масовому співвідношенні струмінь стиснутого газу і потік гідроабразивної суміші, а утворену ними аерозольну суміш направляють на оброблювану поверхню деталі, який відрізняється тим, що перед подачею в сопло струмінь стиснутого повітря приводять в обертовий навколо осі сопла рух.
Спосіб гідроабразивної обробки деталей
Номер патенту: 1582
Опубліковано: 25.10.1994
Автори: Іванов Володимир Іванович, Пилипенко Віктор Васильович, Дрозд Віталій Антонович
МПК: B24C 1/00
Мітки: обробки, спосіб, деталей, гідроабразивної
Формула / Реферат:
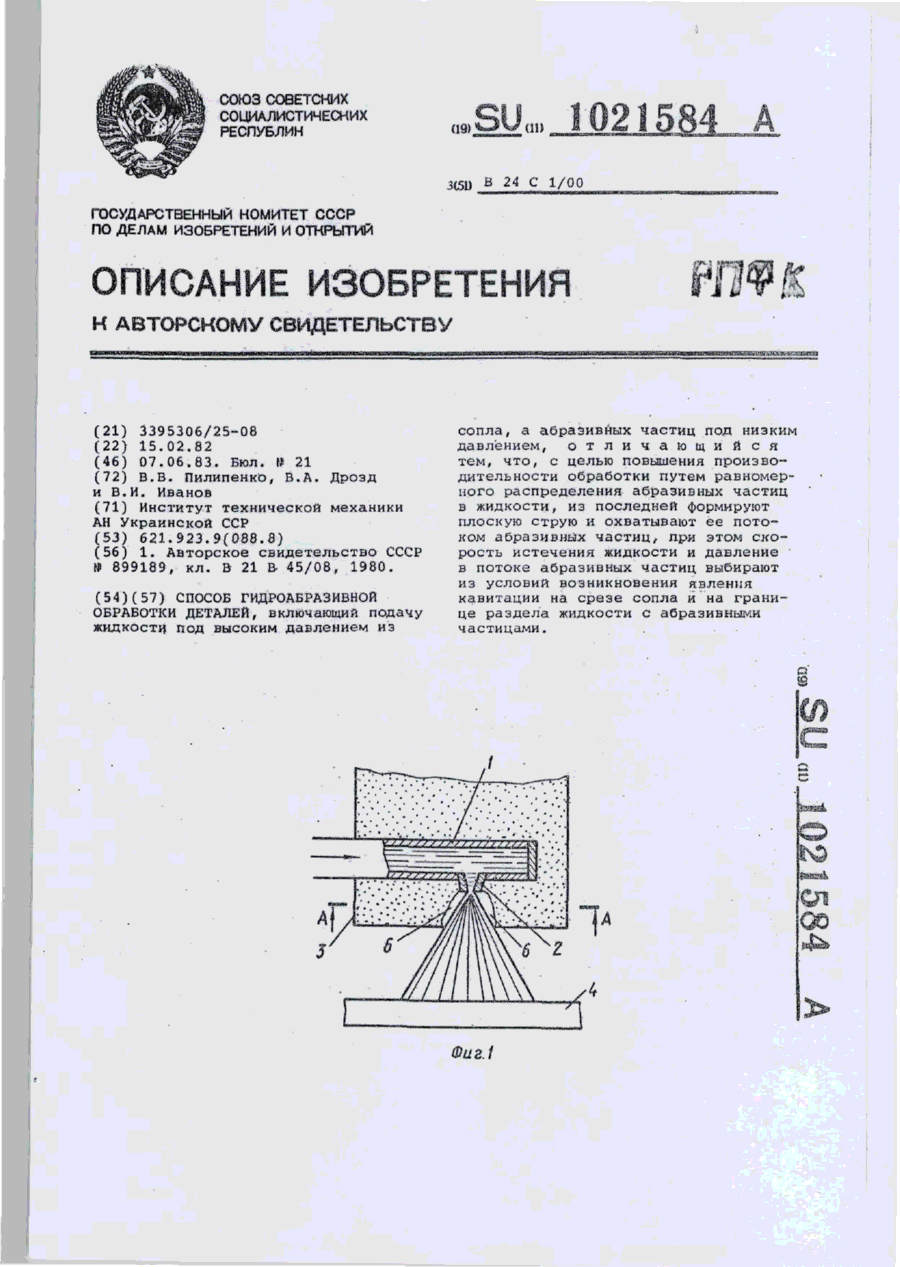
Способ гидроабразивной обработки деталей, включающий подачу жидкости под высоким давлением из сопла, а абразивных частиц под низким давлением, отличающийся тем, что, с целью повышения производительности обработки путем равномерного распределения абразивных частиц в жидкости, из последней формируют плоскую струю и охватывают ее потоком абразивных частиц, при этом скорость истечения жидкости и давление в потоке абразивных частиц выбирают из...
Попередній патент: Спосіб виготовлення аеродинамічних несучих поверхонь з композиційних матеріалів безперервним намотуванням
Наступний патент: Спосіб ремонту енергозберігаючої фасадної системи “стімоль”
Випадковий патент: Спосіб виготовлення елемента будівельних конструкцій