Проміжний ківш машини безперервного (напівбезперервного) лиття заготовок
Номер патенту: 71324
Опубліковано: 10.07.2012
Автори: Шутов Ігор Володимирович, Проценко Михайло Юрійович, Ессельбах Сергій Борисович, Куберський Сергій Володимирович, Ухін Володимир Євгенович, Смірнов Олексій Миколайович, Головатий Володимир Анатолійович

Формула / Реферат
Проміжний ківш машини безперервного (напівбезперервного) лиття заготовок, що містить неферомагнітний корпус з додатковою ванною, яка поміщається між полюсами електромагніту, футерівку з пристроями видачі металу в кристалізатор, візок системи установки проміжного ковша, пристрій для підведення струму на обмотки електромагніту і на розплав, керамічну перегородку з переливними каналами між робочим простором проміжного ковша і додаткової ванни, який відрізняється тим, що корпус проміжного ковша виконаний з феромагнітного металу, корпус додаткової ванни неферомагнітний і виконаний відокремлюваним від корпусу проміжного ковша, у неферомагнітні стінки корпусу додаткової ванни уварені феромагнітні полюсні наконечники електромагніту, кінці наконечників введені в футерівку додаткової ванни і виконані охолоджуваними, електромагніт змонтований на візку системи установки проміжного ковша, пристрій для підведення струму виконаний з можливістю регулювання струму окремо на обмотки електромагніту і на електродну систему введення струму в розплав додаткової ванни через електричну дугу.
Текст
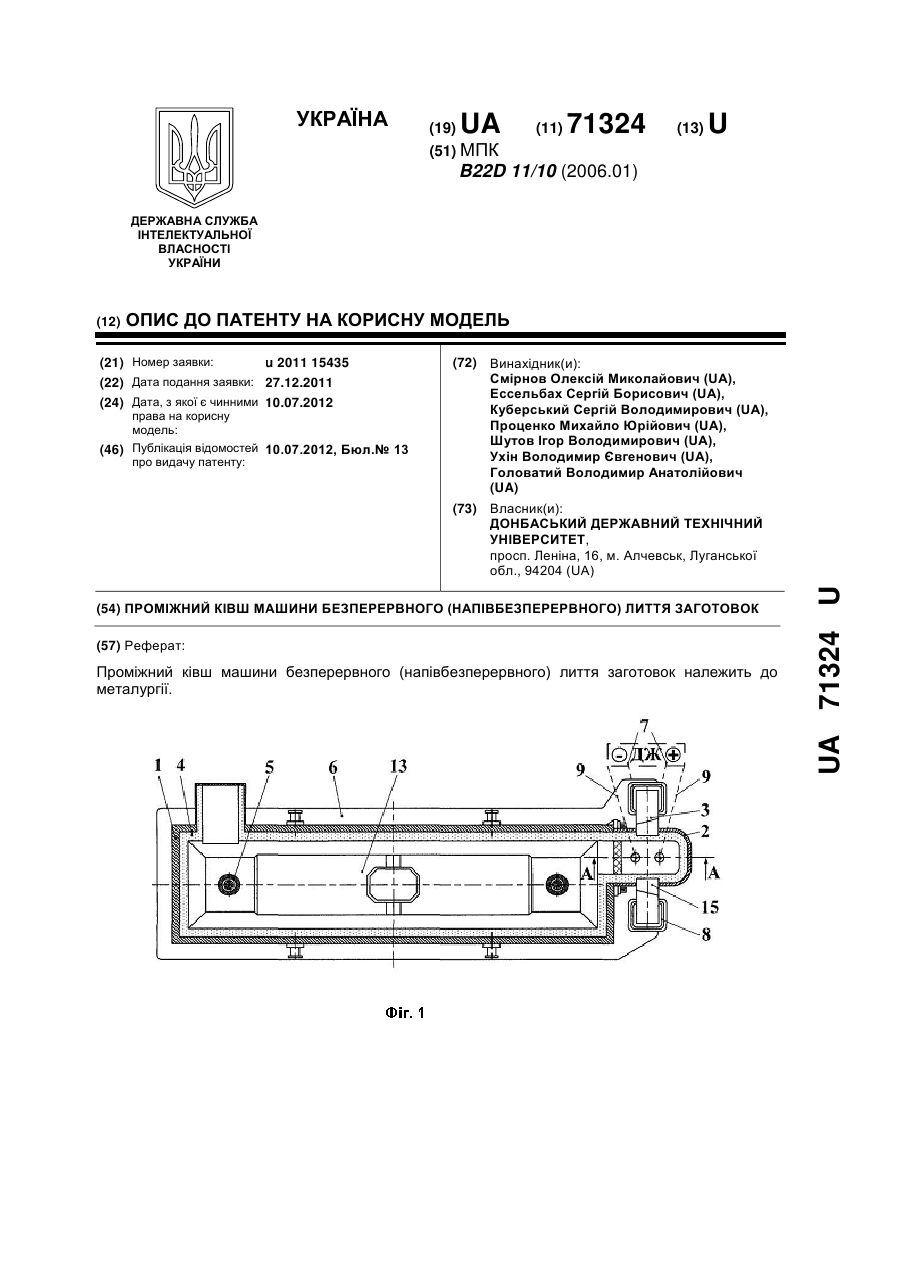
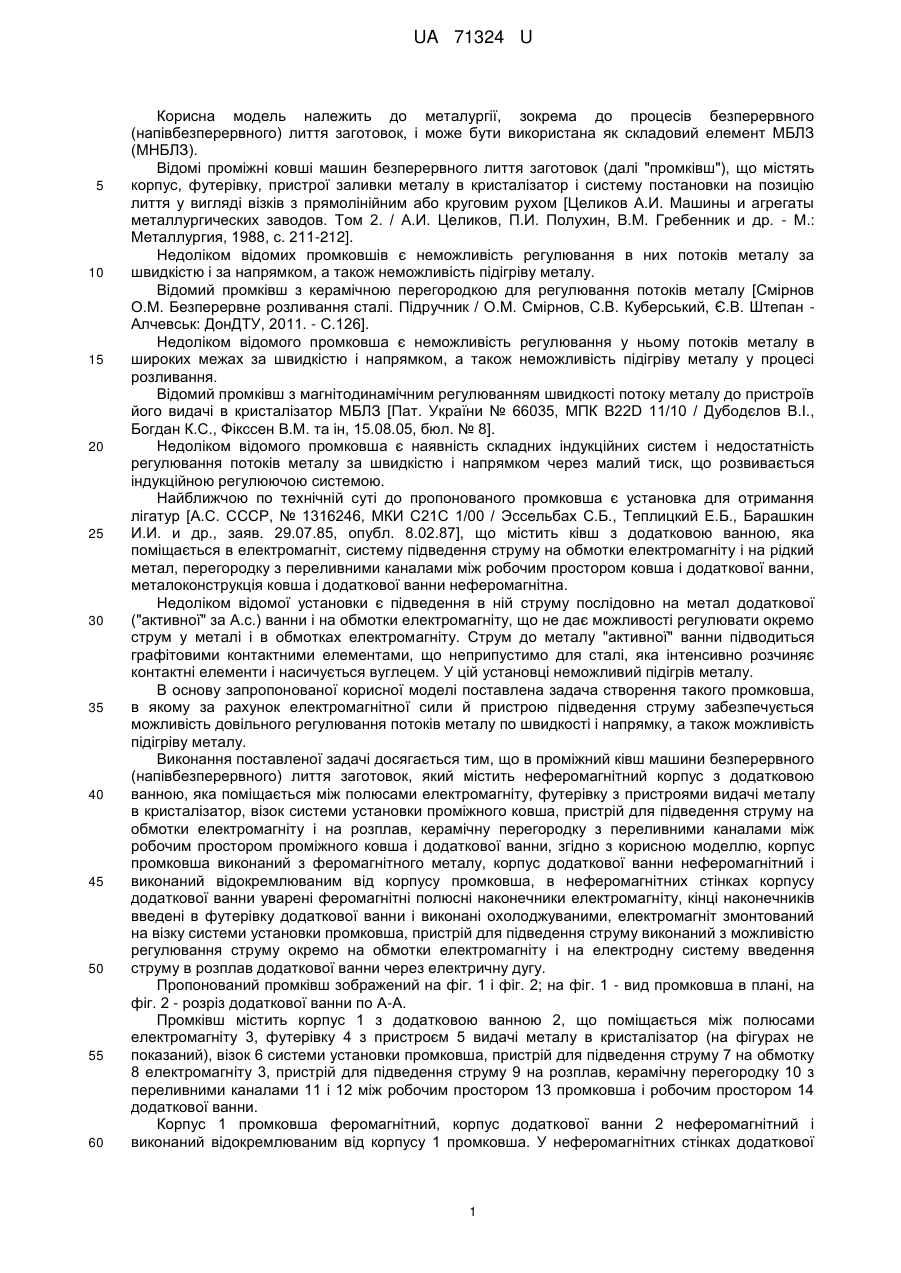
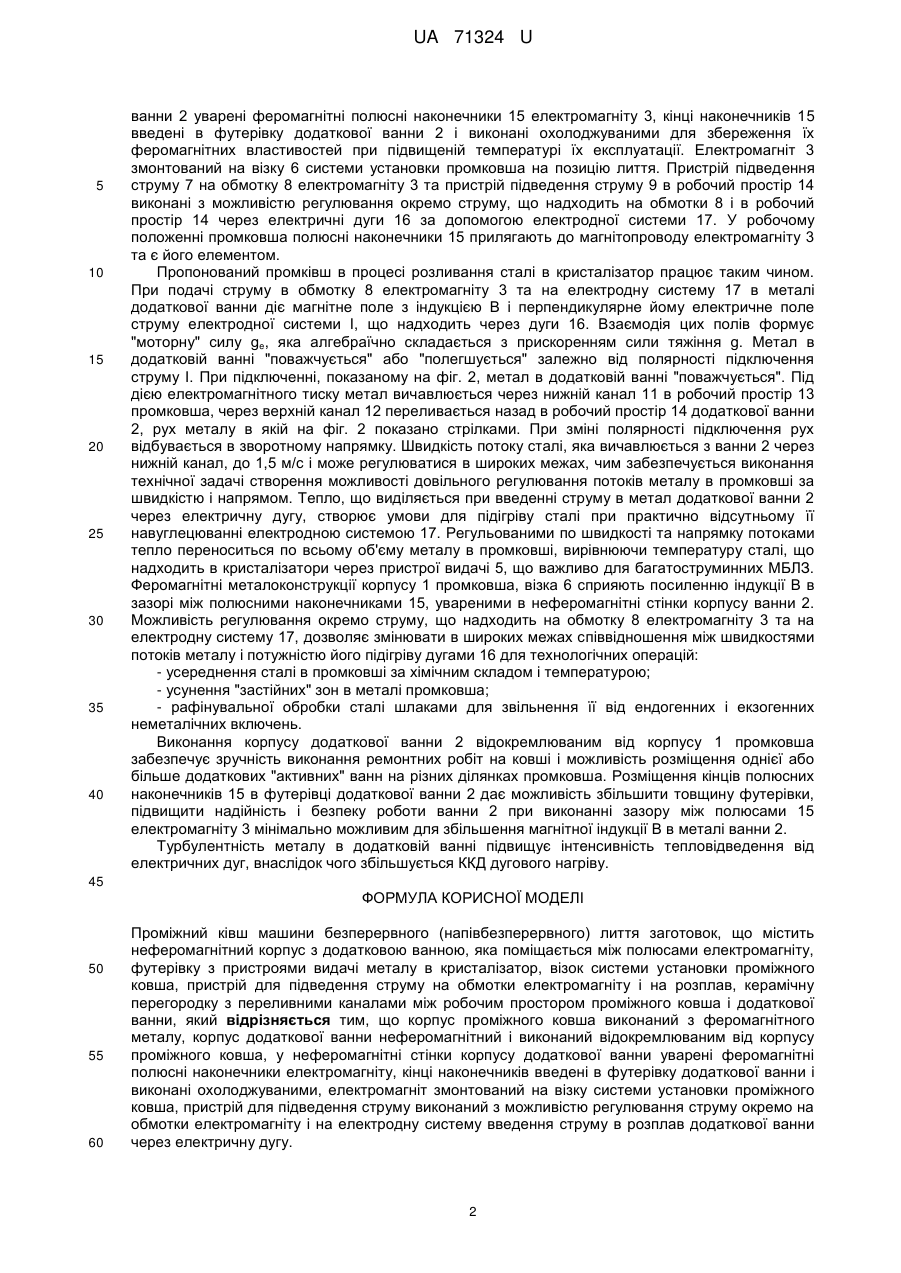
Реферат: Проміжний ківш машини безперервного (напівбезперервного) лиття заготовок належить до металургії. UA 71324 U (12) UA 71324 U UA 71324 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії, зокрема до процесів безперервного (напівбезперервного) лиття заготовок, і може бути використана як складовий елемент МБЛЗ (МНБЛЗ). Відомі проміжні ковші машин безперервного лиття заготовок (далі "промківш"), що містять корпус, футерівку, пристрої заливки металу в кристалізатор і систему постановки на позицію лиття у вигляді візків з прямолінійним або круговим рухом [Целиков А.И. Машины и агрегаты металлургических заводов. Том 2. / А.И. Целиков, П.И. Полухин, В.М. Гребенник и др. - М.: Металлургия, 1988, с. 211-212]. Недоліком відомих промковшів є неможливість регулювання в них потоків металу за швидкістю і за напрямком, а також неможливість підігріву металу. Відомий промківш з керамічною перегородкою для регулювання потоків металу [Смірнов О.М. Безперервне розливання сталі. Підручник / О.М. Смірнов, С.В. Куберський, Є.В. Штепан Алчевськ: ДонДТУ, 2011. - С.126]. Недоліком відомого промковша є неможливість регулювання у ньому потоків металу в широких межах за швидкістю і напрямком, а також неможливість підігріву металу у процесі розливання. Відомий промківш з магнітодинамічним регулюванням швидкості потоку металу до пристроїв його видачі в кристалізатор МБЛЗ [Пат. України № 66035, МПК В22D 11/10 / Дубодєлов В.І., Богдан К.С., Фікссен В.М. та ін, 15.08.05, бюл. № 8]. Недоліком відомого промковша є наявність складних індукційних систем і недостатність регулювання потоків металу за швидкістю і напрямком через малий тиск, що розвивається індукційною регулюючою системою. Найближчою по технічній суті до пропонованого промковша є установка для отримання лігатур [А.С. СССР, № 1316246, МКИ С21С 1/00 / Эссельбах С.Б., Теплицкий Е.Б., Барашкин И.И. и др., заяв. 29.07.85, опубл. 8.02.87], що містить ківш з додатковою ванною, яка поміщається в електромагніт, систему підведення струму на обмотки електромагніту і на рідкий метал, перегородку з переливними каналами між робочим простором ковша і додаткової ванни, металоконструкція ковша і додаткової ванни неферомагнітна. Недоліком відомої установки є підведення в ній струму послідовно на метал додаткової ("активної" за А.с.) ванни і на обмотки електромагніту, що не дає можливості регулювати окремо струм у металі і в обмотках електромагніту. Струм до металу "активної" ванни підводиться графітовими контактними елементами, що неприпустимо для сталі, яка інтенсивно розчиняє контактні елементи і насичується вуглецем. У цій установці неможливий підігрів металу. В основу запропонованої корисної моделі поставлена задача створення такого промковша, в якому за рахунок електромагнітної сили й пристрою підведення струму забезпечується можливість довільного регулювання потоків металу по швидкості і напрямку, а також можливість підігріву металу. Виконання поставленої задачі досягається тим, що в проміжний ківш машини безперервного (напівбезперервного) лиття заготовок, який містить неферомагнітний корпус з додатковою ванною, яка поміщається між полюсами електромагніту, футерівку з пристроями видачі металу в кристалізатор, візок системи установки проміжного ковша, пристрій для підведення струму на обмотки електромагніту і на розплав, керамічну перегородку з переливними каналами між робочим простором проміжного ковша і додаткової ванни, згідно з корисною моделлю, корпус промковша виконаний з феромагнітного металу, корпус додаткової ванни неферомагнітний і виконаний відокремлюваним від корпусу промковша, в неферомагнітних стінках корпусу додаткової ванни уварені феромагнітні полюсні наконечники електромагніту, кінці наконечників введені в футерівку додаткової ванни і виконані охолоджуваними, електромагніт змонтований на візку системи установки промковша, пристрій для підведення струму виконаний з можливістю регулювання струму окремо на обмотки електромагніту і на електродну систему введення струму в розплав додаткової ванни через електричну дугу. Пропонований промківш зображений на фіг. 1 і фіг. 2; на фіг. 1 - вид промковша в плані, на фіг. 2 - розріз додаткової ванни по А-А. Промківш містить корпус 1 з додатковою ванною 2, що поміщається між полюсами електромагніту 3, футерівку 4 з пристроєм 5 видачі металу в кристалізатор (на фігурах не показаний), візок 6 системи установки промковша, пристрій для підведення струму 7 на обмотку 8 електромагніту 3, пристрій для підведення струму 9 на розплав, керамічну перегородку 10 з переливними каналами 11 і 12 між робочим простором 13 промковша і робочим простором 14 додаткової ванни. Корпус 1 промковша феромагнітний, корпус додаткової ванни 2 неферомагнітний і виконаний відокремлюваним від корпусу 1 промковша. У неферомагнітних стінках додаткової 1 UA 71324 U 5 10 15 20 25 30 35 40 ванни 2 уварені феромагнітні полюсні наконечники 15 електромагніту 3, кінці наконечників 15 введені в футерівку додаткової ванни 2 і виконані охолоджуваними для збереження їх феромагнітних властивостей при підвищеній температурі їх експлуатації. Електромагніт 3 змонтований на візку 6 системи установки промковша на позицію лиття. Пристрій підведення струму 7 на обмотку 8 електромагніту 3 та пристрій підведення струму 9 в робочий простір 14 виконані з можливістю регулювання окремо струму, що надходить на обмотки 8 і в робочий простір 14 через електричні дуги 16 за допомогою електродної системи 17. У робочому положенні промковша полюсні наконечники 15 прилягають до магнітопроводу електромагніту 3 та є його елементом. Пропонований промківш в процесі розливання сталі в кристалізатор працює таким чином. При подачі струму в обмотку 8 електромагніту 3 та на електродну систему 17 в металі додаткової ванни діє магнітне поле з індукцією В і перпендикулярне йому електричне поле струму електродної системи І, що надходить через дуги 16. Взаємодія цих полів формує "моторну" силу ge, яка алгебраїчно складається з прискоренням сили тяжіння g. Метал в додатковій ванні "поважчується" або "полегшується" залежно від полярності підключення струму І. При підключенні, показаному на фіг. 2, метал в додатковій ванні "поважчується". Під дією електромагнітного тиску метал вичавлюється через нижній канал 11 в робочий простір 13 промковша, через верхній канал 12 переливається назад в робочий простір 14 додаткової ванни 2, рух металу в якій на фіг. 2 показано стрілками. При зміні полярності підключення рух відбувається в зворотному напрямку. Швидкість потоку сталі, яка вичавлюється з ванни 2 через нижній канал, до 1,5 м/с і може регулюватися в широких межах, чим забезпечується виконання технічної задачі створення можливості довільного регулювання потоків металу в промковші за швидкістю і напрямом. Тепло, що виділяється при введенні струму в метал додаткової ванни 2 через електричну дугу, створює умови для підігріву сталі при практично відсутньому її навуглецюванні електродною системою 17. Регульованими по швидкості та напрямку потоками тепло переноситься по всьому об'єму металу в промковші, вирівнюючи температуру сталі, що надходить в кристалізатори через пристрої видачі 5, що важливо для багатоструминних МБЛЗ. Феромагнітні металоконструкції корпусу 1 промковша, візка 6 сприяють посиленню індукції В в зазорі між полюсними наконечниками 15, увареними в неферомагнітні стінки корпусу ванни 2. Можливість регулювання окремо струму, що надходить на обмотку 8 електромагніту 3 та на електродну систему 17, дозволяє змінювати в широких межах співвідношення між швидкостями потоків металу і потужністю його підігріву дугами 16 для технологічних операцій: - усереднення сталі в промковші за хімічним складом і температурою; - усунення "застійних" зон в металі промковша; - рафінувальної обробки сталі шлаками для звільнення її від ендогенних і екзогенних неметалічних включень. Виконання корпусу додаткової ванни 2 відокремлюваним від корпусу 1 промковша забезпечує зручність виконання ремонтних робіт на ковші і можливість розміщення однієї або більше додаткових "активних" ванн на різних ділянках промковша. Розміщення кінців полюсних наконечників 15 в футерівці додаткової ванни 2 дає можливість збільшити товщину футерівки, підвищити надійність і безпеку роботи ванни 2 при виконанні зазору між полюсами 15 електромагніту 3 мінімально можливим для збільшення магнітної індукції В в металі ванни 2. Турбулентність металу в додатковій ванні підвищує інтенсивність тепловідведення від електричних дуг, внаслідок чого збільшується ККД дугового нагріву. 45 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 60 Проміжний ківш машини безперервного (напівбезперервного) лиття заготовок, що містить неферомагнітний корпус з додатковою ванною, яка поміщається між полюсами електромагніту, футерівку з пристроями видачі металу в кристалізатор, візок системи установки проміжного ковша, пристрій для підведення струму на обмотки електромагніту і на розплав, керамічну перегородку з переливними каналами між робочим простором проміжного ковша і додаткової ванни, який відрізняється тим, що корпус проміжного ковша виконаний з феромагнітного металу, корпус додаткової ванни неферомагнітний і виконаний відокремлюваним від корпусу проміжного ковша, у неферомагнітні стінки корпусу додаткової ванни уварені феромагнітні полюсні наконечники електромагніту, кінці наконечників введені в футерівку додаткової ванни і виконані охолоджуваними, електромагніт змонтований на візку системи установки проміжного ковша, пристрій для підведення струму виконаний з можливістю регулювання струму окремо на обмотки електромагніту і на електродну систему введення струму в розплав додаткової ванни через електричну дугу. 2 UA 71324 U Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюTundish ladle of continuous (semi-continuous) casting blanks
Автори англійськоюSmirnov Oleksii Mykolaiovych, Yesselbakh Serhii Borysovych, Kuberskyi Serhii Volodymyrovych, Protsenko Mykhailo Yuriiovych, Shutov Ihor Volodymyrovych, Ukhin Volodymyr Yevhenovych, Holovatyi Volodymyr Anatoliiovych
Назва патенту російськоюПромежуточный ковш машины непрерывного (полунепрерывного) литья заготовок
Автори російськоюСмирнов Алексей Николаевич, Ессельбах Сергей Борисович, Куберский Сергей Владимирович, Проценко Михаил Юрьевич, Шутов Игорь Владимирович, Ухин Владимир Евгеньевич, Головатый Владимир Анатольевич
МПК / Мітки
МПК: B22D 11/10
Мітки: ківш, проміжний, напівбезперервного, лиття, машини, заготовок, безперервного
Код посилання
<a href="https://ua.patents.su/5-71324-promizhnijj-kivsh-mashini-bezperervnogo-napivbezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Проміжний ківш машини безперервного (напівбезперервного) лиття заготовок</a>
Проміжний ківш сортової машини безперервного лиття заготовок
Номер патенту: 49193
Опубліковано: 16.09.2002
Автори: Пікус Марк Ісерович, Пихтін Володимир Володимирович, Єрмоленко Ганна Володимирівна, Учитель Лев Михайлович, Несвіт Володимир Васильович, Зайвий Олександр Миколайович
МПК: B22D 11/10
Мітки: заготовок, ківш, проміжний, сортової, безперервного, машини, лиття
Формула / Реферат:
Проміжний ківш сортової машини безперервного лиття заготовок, що містить футерований зсередини металевий корпус, стінки якого виконані з уклоном по вертикалі, а випускні отвори розташовані уздовж поздовжньої осі днища, який відрізняється тим, що задня стінка корпусу у нижній частині має виступ висотою, обмеженою нижнім робочим рівнем металу, та довжиною не більше міжцентрової відстані крайніх випускних отворів промковша, а у середині виступу...
Проміжний ківш багатоструминної сортової машини безперервного лиття заготовок
Номер патенту: 812
Опубліковано: 16.04.2001
Автори: Єрмоленко Ганна Володимирівна, Учитель Лев Михайлович, Івко Володимир Вікторович, Сітало Олександр Олексійович, Бродський Сергій Сергійович, Несвіт Володимир Васильович, Слівченко Анатолій Іванович, Митрофанов Лев Сергійович, Пікус Марк Ісерович
МПК: B22D 41/08, B22D 11/10
Мітки: машини, сортової, багатоструминної, лиття, заготовок, безперервного, ківш, проміжний
Формула / Реферат:
1. Проміжний ківш багатоструминної сортової машини безперервного лиття заготовок, що містить металевий, футерований всередині, корпус, одна з подовжніх стінок якого виконана у вигляді арки з прямолінійною ділянкою у середній частині, яка переходить з обох боків у розташовані симетрично до неї прямолінійні ділянки, причому заливальний отвір зміщено до арки відносно осі, що проходить крізь центри випускних отворів у днищі, який відрізняється...
Проміжний ківш машини безперервного лиття заготовок
Номер патенту: 66035
Опубліковано: 15.08.2005
Автори: Фікссен Владислав Миколайович, Погорський Віктор Костянтинович, Горюк Максим Степанович, Дубодєлов Віктор Іванович, Богдан Кім Степанович
МПК: B22D 41/14, G01G 17/00, B22D 11/10, B22D 39/00
Мітки: проміжний, лиття, ківш, машини, безперервного, заготовок
Формула / Реферат:
Заявляється корисна модель, яка відноситься до харчової промисловості та фармакології, зокрема до виготовлення спеціальних харчових продуктів - рослинних настоянок з біологічно активними речовинами.Відома композиція інгредієнтів настойки гіркої, що містить водно-спиртові настої гілок вишні, зубрівки і м'яти, тертразин та водно-спиртову рідину [Настойка гірка "Ворскла", патент України №10099, Бюл. №7, 1999р.].Недоліком...
Проміжний ківш машини безперервного лиття заготовок
Номер патенту: 45005
Опубліковано: 15.03.2002
Автори: Лифенко Микола Трохимович, Зборщик Олександр Михайлович, Руденко Ростислав Володимирович, Єронько Сергій Петрович
МПК: B22D 11/10
Мітки: ківш, машини, безперервного, лиття, заготовок, проміжний
Формула / Реферат:
1. Проміжний ківш машини безперервного лиття заготовок, що включає металевий кожух, футерований усередині вогнетривкими матеріалами і розподілений перегородками з вогнетривкого матеріалу на зону прийому розплаву і зони випуску його у кристалізатори, стопорні пристрої з заглибними стаканами для випуску розплаву з ковша у кристалізатори, пристрої для інжекції модифікаторів у розплав інертним газом і теплоізоляційні кришки, який відрізняється...
Проміжний ківш машини неперервного лиття заготовок

Номер патенту: 66035
Опубліковано: 15.04.2004
Автори: Погорський Віктор Костянтинович, Богдан Кім Степанович, Горюк Максим Степанович, Дубодєлов Віктор Іванович, Фікссен Владислав Миколайович
МПК: B22D 39/00, B22D 41/14, B22D 11/10, G01G 17/00
Мітки: проміжний, ківш, неперервного, лиття, машини, заготовок
Формула / Реферат:
Заявляється корисна модель, яка відноситься до харчової промисловості та фармакології, зокрема до виготовлення спеціальних харчових продуктів - рослинних настоянок з біологічно активними речовинами.Відома композиція інгредієнтів настойки гіркої, що містить водно-спиртові настої гілок вишні, зубрівки і м'яти, тертразин та водно-спиртову рідину [Настойка гірка "Ворскла", патент України №10099, Бюл. №7, 1999р.].Недоліком...
Попередній патент: Спосіб діагностики місцевопоширеного уротеліального раку
Наступний патент: Спосіб приготування полегшеного тампонажного розчину
Випадковий патент: Спосіб одержання порошків графітоподібного нітриду бору