Проміжний ківш сортової машини безперервного лиття заготовок
Номер патенту: 49193
Опубліковано: 16.09.2002
Автори: Пікус Марк Ісерович, Єрмоленко Ганна Володимирівна, Пихтін Володимир Володимирович, Несвіт Володимир Васильович, Учитель Лев Михайлович, Зайвий Олександр Миколайович
Формула / Реферат
Проміжний ківш сортової машини безперервного лиття заготовок, що містить футерований зсередини металевий корпус, стінки якого виконані з уклоном по вертикалі, а випускні отвори розташовані уздовж поздовжньої осі днища, який відрізняється тим, що задня стінка корпусу у нижній частині має виступ висотою, обмеженою нижнім робочим рівнем металу, та довжиною не більше міжцентрової відстані крайніх випускних отворів промковша, а у середині виступу виконано вертикальний канал, причому відношення об'єму ковша, що відповідає верхньому робочому рівню металу, до об'єму ковша, що відповідає нижньому робочому рівню металу, складає 4,0 - 6,0.
Текст
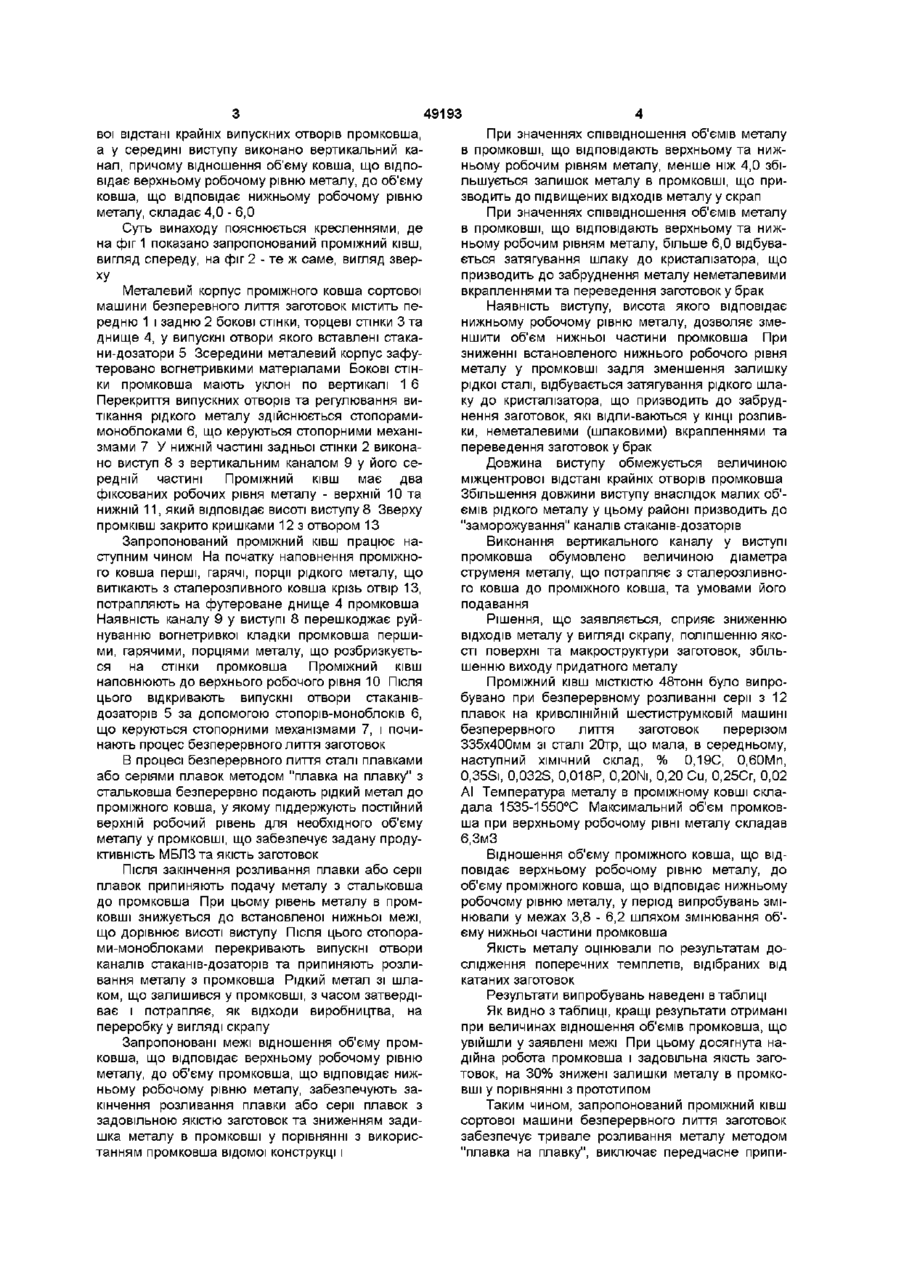
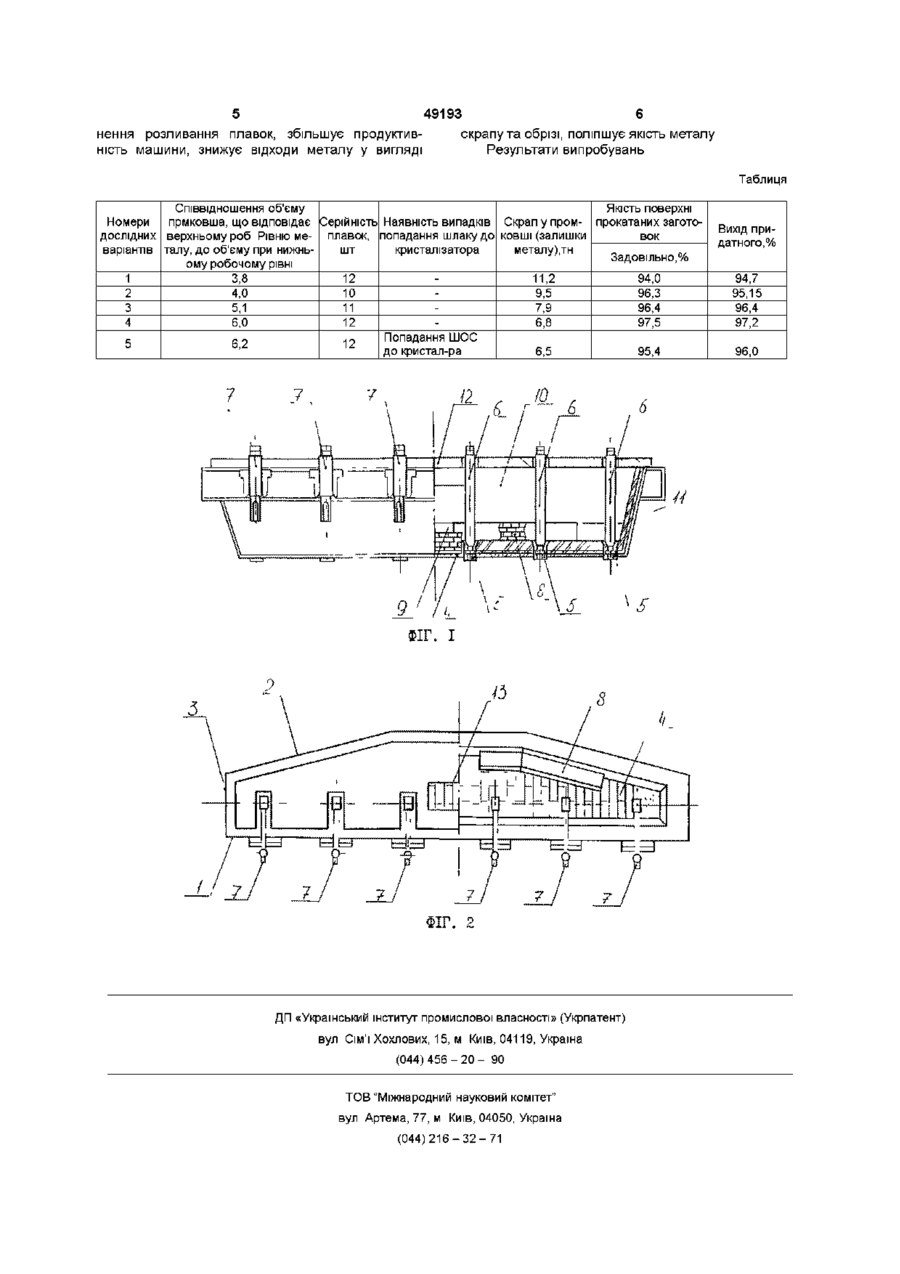
Проміжний ківш сортової машини безперервного лиття заготовок, що містить футерований Винахід відноситься до галузі чорної металурги, конкретніше до безперервної розливки сталі на машинах безперервного лиття заготовок Відомий проміжний ківш сортової машини безперервного лиття заготовок, що містить футерований зсередини металевий корпус, бокові стінки якого виконані під кутом 60-120град до вертикальної площини, а торцеві стінки мають форму рівносторонніх трикутників, при цьому центри випускних отворів стаканів-дозаторів у днищі корпусу ковша лежать на лінії сполучення його бокових стінок (Ас СРСР№ 1110029, кл В 22 D 11/10, 1983) Недоліком проміжного ковша цієї конструкції є те, що у КІНЦІ розливання плавки чи сери плавок після припинення подачі металу з сталерозливного ковша до проміжного ковша відбувається різке зниження рівня металу, що знаходиться у промковші, внаслідок зменшення його об'єму Це створює умови швидкого заморожування там розплаву У зв'язку з цим, відбувається затягування отворів каналів стаканів-дозаторів, що призводить до передчасного припинення розливання плавки Найбільш близьким за технічною суттю та досягаємим ефектом до винаходу, що заявлюється, є проміжний ківш сортової машини безперервного лиття заготовок, у якому бокові стінки виконані з уклоном по вертикалі від 1 5 до 1 7 (Угодніков А А , Луковніков В С Сталь 1989, N 4, с 22-24) Недолік проміжного ковша цієї конструкції полягає в тому, що перед кінцем розливання плавки зсередини металевий корпус, стінки якого виконані з уклоном по вертикалі, а випускні отвори розташовані уздовж поздовжньої осі днища, який відрізняється тим, що задня стінка корпусу у нижній частині має виступ висотою, обмеженою нижнім робочим рівнем металу, та довжиною не більше міжцентрової відстані крайніх випускних отворів промковша, а у середині виступу виконано вертикальний канал, причому відношення об'єму ковша, що відповідає верхньому робочому рівню металу, до об'єму ковша, що відповідає нижньому робочому рівню металу, складає 4,0 - 6,0 або сери плавок (після припинення подачі металу з сталерозливного ковша до проміжного ковша) при зниженні рівня металу в промковші до його мінімально допустимого значення залишається багато рідкої сталі, яка потім затвердіває і втрачається у вигляді скрапу В основу винаходу поставлено завдання удосконалення проміжного ковша сортової машини безперервного лиття заготовок, у якому шляхом зміни внутрішньої конфігурації задньої бокової стінки ковша забезпечується зменшення об'єму нижньої частини проміжного ковша та зниження теплових втрат у районі крайніх струмків За рахунок цього зменшується величина залишку затверділого металу в промковші та втрати його у вигляді скрапу Крім цього, забезпечується тривале розливання металу методом "плавка на плавку", виключаються випадки передчасного припинення розливання плавки, збільшується продуктивність машини, зменшуються відходи металу на головну та хвостову обрізь, поліпшується якість металу Поставлене завдання вирішується тим, що в проміжному ковші сортової машини безперервного лиття заготовок, що містить футерований зсередини металевий корпус, стінки якого виконані з уклоном по вертикалі, а випускні отвори розташовані уздовж поздовжньої осі днища, згідно винаходу, задня стінка корпусу у нижній частині виконана з виступом висотою, обмеженою нижнім робочим рівнем металу, та довжиною не більше міжцентро СО 49193 воі відстані крайніх випускних отворів промковша, а у середині виступу виконано вертикальний канал, причому відношення об'єму ковша, що відповідає верхньому робочому рівню металу, до об'єму ковша, що відповідає нижньому робочому рівню металу, складає 4,0 - 6,0 Суть винаходу пояснюється кресленнями, де на фіг 1 показано запропонований проміжний ківш, вигляд спереду, на фіг 2 - те ж саме, вигляд зверху Металевий корпус проміжного ковша сортової машини безперевного лиття заготовок містить передню 1 і задню 2 бокові стінки, торцеві стінки 3 та днище 4, у випускні отвори якого вставлені стакани-дозатори 5 Зсередини металевий корпус зафутеровано вогнетривкими матеріалами Бокові стінки промковша мають уклон по вертикалі 1 6 Перекриття випускних отворів та регулювання витікання рідкого металу здійснюється стопорамимоноблоками 6, що керуються стопорними механізмами 7 У нижній частині задньої стінки 2 виконано виступ 8 з вертикальним каналом 9 у його середній частині Проміжний ківш має два фіксованих робочих рівня металу - верхній 10 та нижній 11, який відповідає висоті виступу 8 Зверху промківш закрито кришками 12 з отвором 13 Запропонований проміжний ківш працює наступним чином На початку наповнення проміжного ковша перші, гарячі, порції рідкого металу, що витікають з сталерозливного ковша крізь отвір 13, потрапляють на футероване днище 4 промковша Наявність каналу 9 у виступі 8 перешкоджає руйнуванню вогнетривкої кладки промковша першими, гарячими, порціями металу, що розбризкується на стінки промковша Проміжний ківш наповнюють до верхнього робочого рівня 10 Після цього відкривають випускні отвори стаканівдозаторів 5 за допомогою стопорів-моноблоків 6, що керуються стопорними механізмами 7, і починають процес безперервного лиття заготовок В процесі безперервного лиття сталі плавками або серіями плавок методом "плавка на плавку" з стальковша безперервно подають рідкий метал до проміжного ковша, у якому піддержують постійний верхній робочий рівень для необхідного об'єму металу у промковші, що забезпечує задану продуктивність МБЛЗ та якість заготовок Після закінчення розливання плавки або серії плавок припиняють подачу металу з стальковша до промковша При цьому рівень металу в промковші знижується до встановленої нижньої межі, що дорівнює висоті виступу Після ЦЬОГО стопорами-моноблоками перекривають випускні отвори каналів стаканів-дозаторів та припиняють розливання металу з промковша Рідкий метал зі шлаком, що залишився у промковші, з часом затвердіває і потрапляє, як відходи виробництва, на переробку у вигляді скрапу Запропоновані межі відношення об'єму промковша, що відповідає верхньому робочому рівню металу, до об'єму промковша, що відповідає нижньому робочому рівню металу, забезпечують закінчення розливання плавки або серії плавок з задовільною якістю заготовок та зниженням задишка металу в промковші у порівнянні з використанням промковша відомої конструкці і При значеннях співвідношення об'ємів металу в промковші, що відповідають верхньому та нижньому робочим рівням металу, менше ніж 4,0 збільшується залишок металу в промковші, що призводить до підвищених ВІДХОДІВ металу у скрап При значеннях співвідношення об'ємів металу в промковші, що відповідають верхньому та нижньому робочим рівням металу, більше 6,0 відбувається затягування шлаку до кристалізатора, що призводить до забруднення металу неметалевими вкрапленнями та переведення заготовок у брак Наявність виступу, висота якого відповідає нижньому робочому рівню металу, дозволяє зменшити об'єм нижньої частини промковша При зниженні встановленого нижнього робочого рівня металу у промковші задля зменшення залишку рідкої сталі, відбувається затягування рідкого шлаку до кристалізатора, що призводить до забруднення заготовок, які відли-ваються у КІНЦІ розливки, неметалевими (шлаковими) вкрапленнями та переведення заготовок у брак Довжина виступу обмежується величиною міжцентрової відстані крайніх отворів промковша Збільшення довжини виступу внаслідок малих об'ємів рідкого металу у цьому районі призводить до "заморожування" каналів стаканів-дозаторів Виконання вертикального каналу у виступі промковша обумовлено величиною діаметра струменя металу, що потрапляє з сталерозливного ковша до проміжного ковша, та умовами його подавання Рішення, що заявляється, сприяє зниженню ВІДХОДІВ металу у вигляді скрапу, поліпшенню якості поверхні та макроструктури заготовок, збільшенню виходу придатного металу Проміжний ківш МІСТКІСТЮ 48тонн було випробувано при безперервному розливанні серії з 12 плавок на криволінійній шестиструмковій машині безперервного лиття заготовок перерізом 335х400мм зі сталі 20тр, що мала, в середньому, наступний ХІМІЧНИЙ склад, % 0,19С, 0,60Мп, 0,35Si, 0.032S, 0,018Р, 0,20Ni, 0,20 Си, 0,25Сг, 0,02 АІ Температура металу в проміжному ковші складала 1535-1550°С Максимальний об'єм промковша при верхньому робочому рівні металу складав 6,ЗмЗ Відношення об'єму проміжного ковша, що відповідає верхньому робочому рівню металу, до об'єму проміжного ковша, що відповідає нижньому робочому рівню металу, у період випробувань змінювали у межах 3,8 - 6,2 шляхом змінювання об'єму нижньої частини промковша Якість металу оцінювали по результатам дослідження поперечних темплетів, відібраних від катаних заготовок Результати випробувань наведені в таблиці Як видно з таблиці, кращі результати отримані при величинах відношення об'ємів промковша, що увійшли у заявлені межі При цьому досягнута надійна робота промковша і задовільна якість заготовок, на 30% знижені залишки металу в промковші у порівнянні з прототипом Таким чином, запропонований проміжний ківш сортової машини безперервного лиття заготовок забезпечує тривале розливання металу методом "плавка на плавку", виключає передчасне припи 5 49193 нення розливання плавок, збільшує продуктивність машини, знижує відходи металу у вигляді 6 скрапу та обрізі, поліпшує якість металу Результати випробувань Таблиця Номери ДОСЛІДНИХ варіантів 1 2 3 4 5 Співвідношення об'єму Якість поверхні прмковша, що відповідає Серійність Наявність випадків Скрап у пром- прокатаних заготоверхньому роб Рівню ме- плавок, попадання шлаку до ковші (залишки вок талу, до об'єму при нижньшт кристалізатора металу),тн Задовільно,% ому робочому рівні 3,8 12 11,2 94,0 4,0 10 9,5 96,3 11 7,9 96,4 5,1 6,0 12 6,8 97,5 Попадання ШОС 6,2 12 до кристал-ра 6,5 95,4 ФІГ. І з ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 Вихід придатного, % 94,7 95,15 96,4 97,2 96,0
ДивитисяДодаткова інформація
Назва патенту англійськоюIntermediate ladle of section machine for continuous ingot casting
Автори англійськоюPykhtin Volodymyr Volodymyrovych, Nesvit Volodymyr Vasyliovych, Uchytel Lev Mykhailovych, Zaivyi Oleksandr Mykolaiovych, Yermolenko Hanna Volodymyrivna, Pikus Mark Iserovych
Назва патенту російськоюПромежуточный ковш сортовой машины непрерывного литья заготовок
Автори російськоюПыхтин Владимир Владимирович, Нэсвит Владимир Васильевич, Учитель Лев Михайлович, Зайвый Александр Николаевич, Ермоленко Анна Владимировна, Пикус Марк Исерович
МПК / Мітки
МПК: B22D 11/10
Мітки: ківш, заготовок, сортової, безперервного, проміжний, лиття, машини
Код посилання
<a href="https://ua.patents.su/3-49193-promizhnijj-kivsh-sortovo-mashini-bezperervnogo-littya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Проміжний ківш сортової машини безперервного лиття заготовок</a>
Проміжний ківш багатоструминної сортової машини безперервного лиття заготовок
Номер патенту: 812
Опубліковано: 16.04.2001
Автори: Сітало Олександр Олексійович, Слівченко Анатолій Іванович, Митрофанов Лев Сергійович, Пікус Марк Ісерович, Учитель Лев Михайлович, Бродський Сергій Сергійович, Івко Володимир Вікторович, Несвіт Володимир Васильович, Єрмоленко Ганна Володимирівна
МПК: B22D 11/10, B22D 41/08
Мітки: безперервного, сортової, проміжний, багатоструминної, ківш, машини, лиття, заготовок
Формула / Реферат:
1. Проміжний ківш багатоструминної сортової машини безперервного лиття заготовок, що містить металевий, футерований всередині, корпус, одна з подовжніх стінок якого виконана у вигляді арки з прямолінійною ділянкою у середній частині, яка переходить з обох боків у розташовані симетрично до неї прямолінійні ділянки, причому заливальний отвір зміщено до арки відносно осі, що проходить крізь центри випускних отворів у днищі, який відрізняється...
Проміжний ківш машини безперервного лиття заготовок
Номер патенту: 45005
Опубліковано: 15.03.2002
Автори: Руденко Ростислав Володимирович, Єронько Сергій Петрович, Лифенко Микола Трохимович, Зборщик Олександр Михайлович
МПК: B22D 11/10
Мітки: безперервного, заготовок, проміжний, лиття, машини, ківш
Формула / Реферат:
1. Проміжний ківш машини безперервного лиття заготовок, що включає металевий кожух, футерований усередині вогнетривкими матеріалами і розподілений перегородками з вогнетривкого матеріалу на зону прийому розплаву і зони випуску його у кристалізатори, стопорні пристрої з заглибними стаканами для випуску розплаву з ковша у кристалізатори, пристрої для інжекції модифікаторів у розплав інертним газом і теплоізоляційні кришки, який відрізняється...
Спосіб початку процесу безперервного лиття і проміжний ківш для його здійснення
Номер патенту: 37155
Опубліковано: 16.04.2001
Автори: Пікус Марк Іссерович, Гресс Олександр Володимирович, Бродський Сергій Сергійович, Учитель Лев Михайлович, Огурцов Анатолій Павлович
МПК: B22D 11/10
Мітки: лиття, здійснення, спосіб, початку, безперервного, ківш, проміжний, процесу
Текст:
...зсувом центру ваги від вертикальної осі в порівнянні з прототипом. Відхилення надставок від торцевих стінок промковша також знижує ймовірність їхнього примороження на периферійних ручаях, де метал має найбільш низьку температур у. Висота надставок може бути однаковою на всіх ручаях, або змінюватися по висоті від ручаїв, що відкриваються в першу чергу, і до ручаїв, що відкриваються в останню чергу, тобто для багаторівчакових машин...
Кристалізатор машини безперервного лиття заготовок
Номер патенту: 36130
Опубліковано: 16.04.2001
Автори: Якобше Ришард Якубович, Ніколаєв Генадій Андрійович, Носоченко Олег Васильович, Найдек Володимир Леонтійович, Галай Ірина Генадіївна, Галай Володимир Петрович, Сахно Валерій Олександрович
МПК: B22D 11/04, B22D 11/112
Мітки: кристалізатор, лиття, машини, безперервного, заготовок
Текст:
...їх прилягання до стінок, а більш коротка вершина холодильника забезпечує одержання більш короткої перемички, що забезпечує її підвищену суцільність. Поперечна форма, одержаної за допомогою запропонованого кристалізатора заготовки відповідає формі порожнини кристалізатора. Поздовжнє різання заготовки проводиться по лінії А-А. Таким чином, забезпечується перпендикулярність не менше трьох граней отриманих заготовок, що зручно при подачі їх до...
Проміжний ковш двострумкової машини безперервного лиття заготівок
Номер патенту: 24045
Опубліковано: 31.08.1998
Автори: Поживанов Михайло Олександрович, Троцан Анатолій Іванович, Корнієнко Олександр Іванович, Рибалов Георгій Васильович, Лєнський Валерій Георгійович, Ніколаєв Геннадій Андрійович, Шалімов Олександр Георгійович, Носоченко Олег Васильович, Юшко Ігор Олегович, Сахно Валерій Олександрович
МПК: B22D 11/10
Мітки: безперервного, двострумкової, проміжний, лиття, машини, ковш, заготівок
Формула / Реферат:
1. Промежуточный ковш двухручьевой машины непрерывного литья заготовок, со* держащий футерованный кожух с соплами для подачи газа, отбойную часть, приемную и разливочные секции с выпускными стаканами, удаленными от боковой стенки на расстоянии а, при этом секции разделены между собой перегородками с выполненными в них сквозными каналами, отличающийся тем, что перегородки выполнены Г-образной формы с соотношением длины большего и меньшего...
Попередній патент: Вимірювальний пристрій
Наступний патент: Спосіб зміцнення зубців зубчатих коліс
Випадковий патент: Спосіб рафінування сталі у проміжному ковші мблз