Машина для формування з різальним пристроєм
Формула / Реферат
1. Машина для формування з різальним пристроєм, яка має дисковий ніж з прорізом, який складається з виконаного як половинка ножа нерухомого ножа для прутка та елемента для центрування та затискання, що рухається до нього, а також взаємодіючий з дисковим ножем з прорізами ніж для заготовок, який переміщується до нього, який сконструйовано як замкнений дисковий ніж, яка відрізняється тим, що має напрямний засіб, за допомогою якого елемент для центрування та затискання може регульовано пересуватися між центрованою позицією, в якій у робочому стані пруток, який підлягає різанню, центрується без затискання, піднятою позицією, в якій він є повністю відведеним від прутка, який підлягає різанню, та затиснутою позицією, в якій він затискає пруток, який підлягає різанню.
2. Машина для формування за п. 1, яка відрізняється тим, що ніж для заготовок є розташованим у тримачі ножа для заготовок, який може бути точно позиційований за допомогою відповідної упорної пластини для кожного напрямку, в оптимальному варіанті - додатково за допомогою відповідної коректувальної пластини для кожного напрямку відносно потрібної позиції прутка, який підлягає різанню, у двох напрямках перпендикулярно до прутка, який підлягає різанню.
3. Машина для формування за п. 2, яка відрізняється тим, що тримач ножа для заготовок у знімному режимі є закріпленим на ножовій головці, встановлений на переміщуваній каретці різака.
4. Машина для формування за п. 3, яка відрізняється тим, що ніж для заготовок, тримач ножа для заготовок та ножова головка складають частину знімної касети ножової головки.
5. Машина для формування за одним з пп. з 1 по 4, яка відрізняється тим, що напрямний засіб включає кулачок управління, який має таку форму, що елемент для центрування та затискання для того, щоб розпочати вставлення, спочатку на короткий час підводять до прутка, який підлягає різанню, у центровану позицію, щоб відцентрувати його, не затискаючи, а відразу після цього під час подальшого вставлення прутка, який підлягає різанню, в отвір ножа для заготовок, відводять від прутка, який підлягає різанню, у підняту позицію, потім повністю підводять до прутка, який підлягає різанню, у затиснуту позицію, щоб затиснути його під час безпосереднього відрізання, і зрештою, знову відводять від прутка, який підлягає різанню.
6. Машина для формування за п. 5, яка відрізняється тим, що елемент для центрування та затискання рухається за допомогою центрувальної та затискної каретки, яка керується кулачком управління.
7. Машина для формування за одним з пп. з 1 по 6, яка відрізняється тим, що елемент для центрування та затискання встановлено на тримачі елемента для центрування та затискання, який з можливістю переміщення, в оптимальному варіанті - у поворотному режимі, є з'єднаним з тримачем ножа для прутків, на якому встановлено ніж для прутка.
8. Машина для формування за п. 7, яка відрізняється тим, що тримач елемента для центрування та затискання попередньо натягується таким чином, що елемент для центрування та затискання відштовхується від ножа для прутка у напрямку встановленої на центрувальній та затискній каретці опорної плити елемента для центрування та затискання.
9. Машина для формування за одним з пп. з 1 по 8, яка відрізняється тим, що утворений ножем для прутка та елементом для центрування та затискання дисковий ніж з прорізами може бути точно позиційований за допомогою відповідної упорної пластини для кожного напрямку, в оптимальному варіанті - додатково за допомогою відповідної коректувальної пластини для кожного напрямку відносно потрібної позиції прутка, який підлягає різанню, у двох напрямках перпендикулярно до прутка, який підлягає різанню.
10. Машина для формування за одним з пп. з 1 по 9, яка відрізняється тим, що ніж для прутка, елемент для центрування та затискання і, у відповідному випадку, тримач елемента для центрування та затискання та тримач ножа для прутка є розташованими у знімній різальній і подавальній касетах.
11. Машина для формування за одним з пп. з 1 по 10, яка відрізняється тим, що є машиною для гарячого формування.
Текст
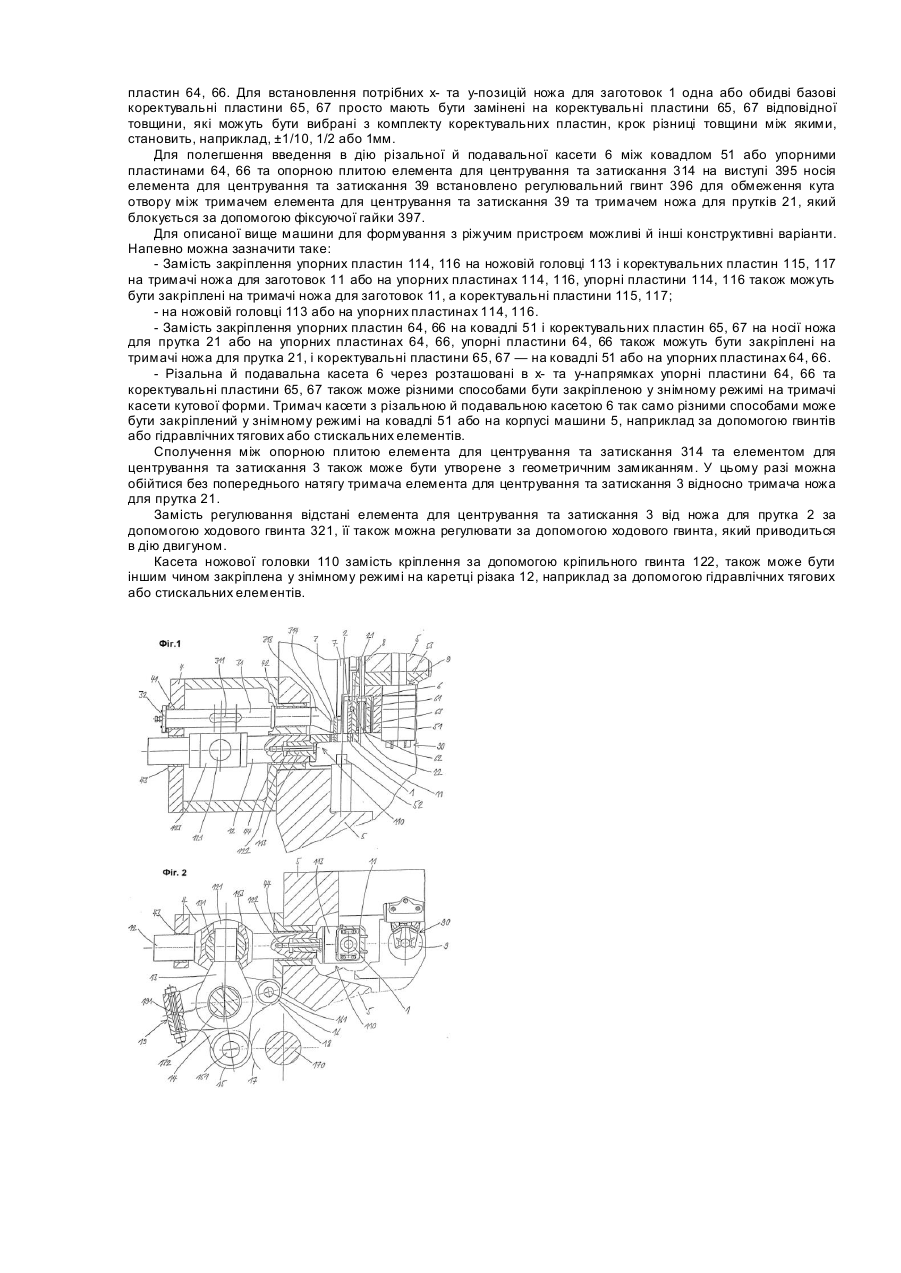
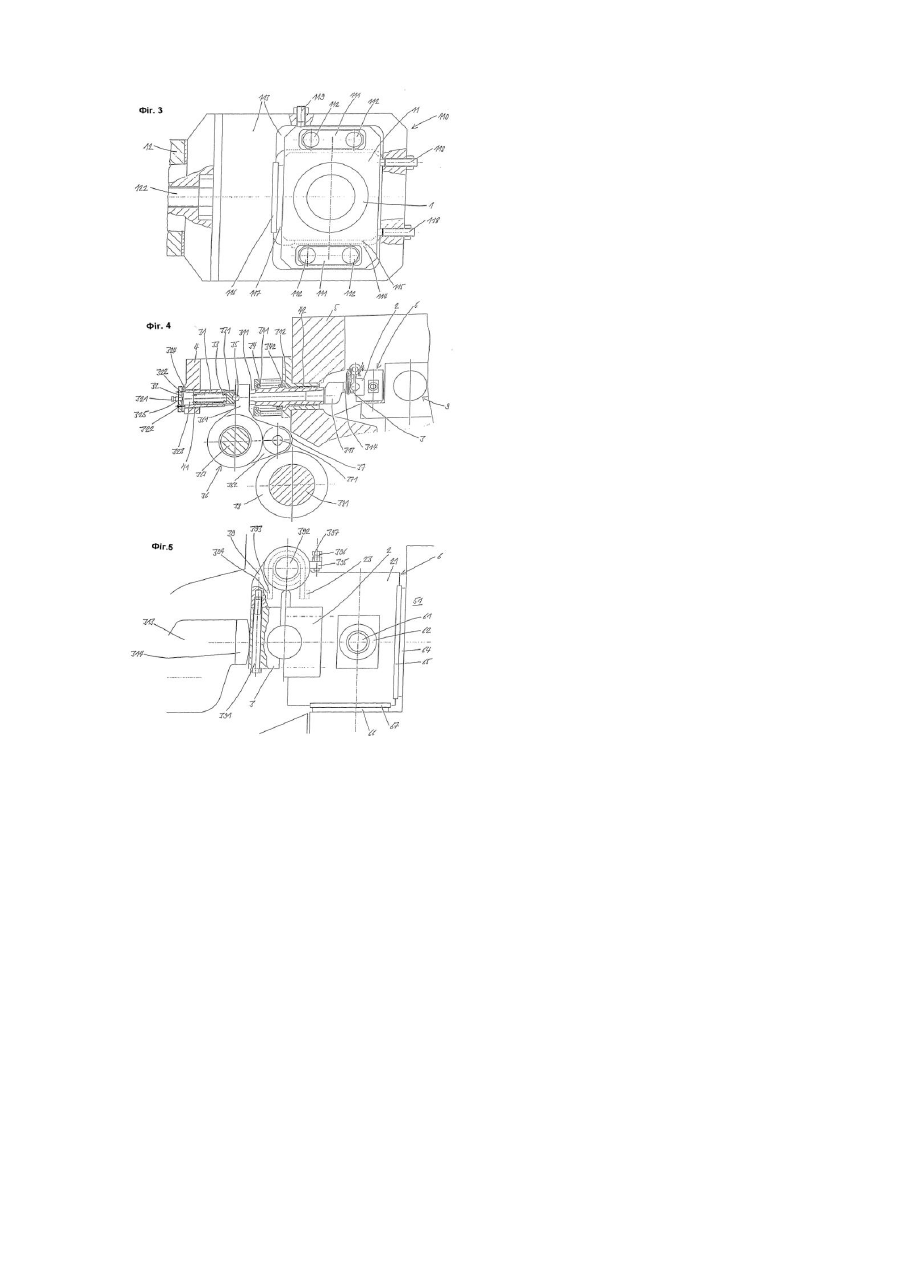
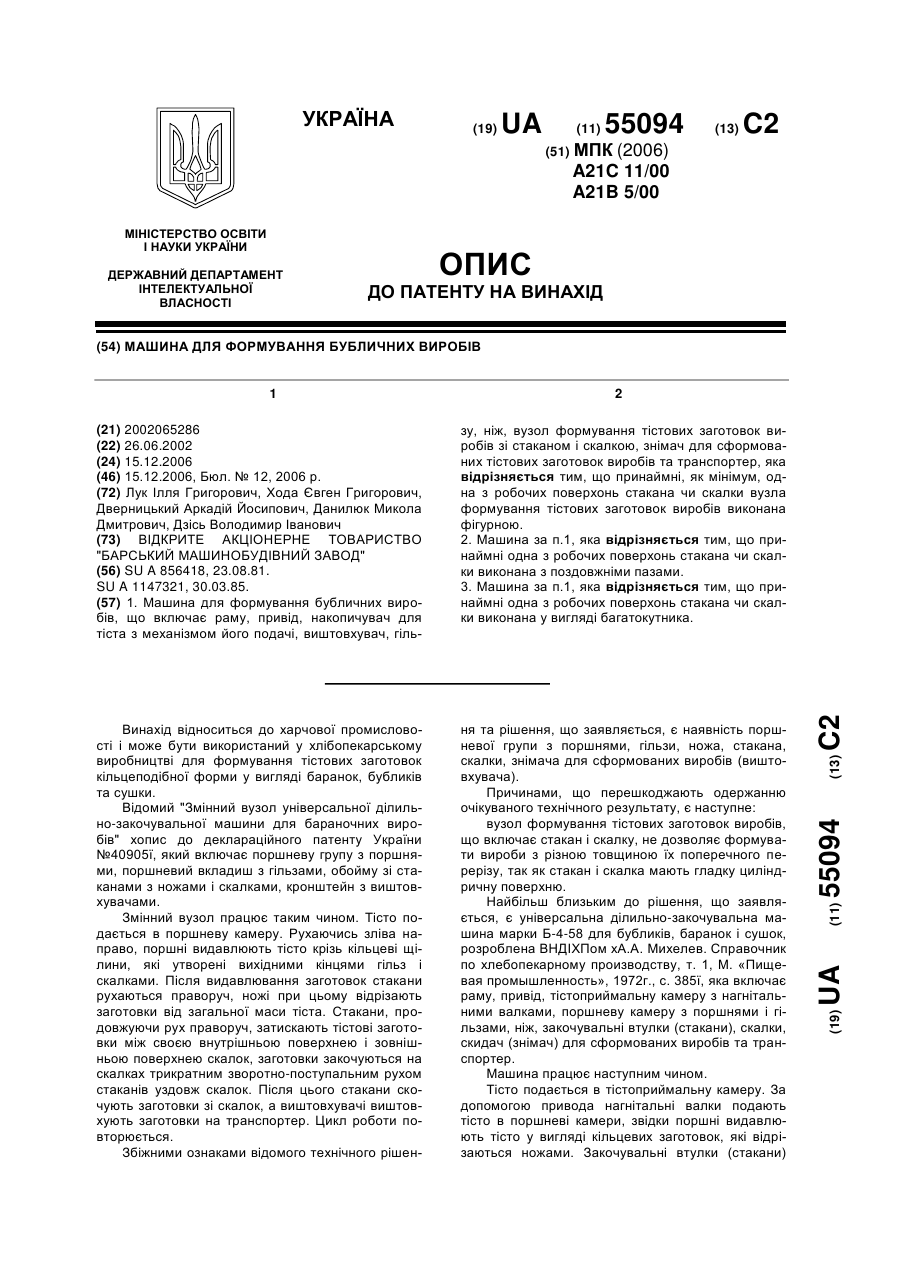
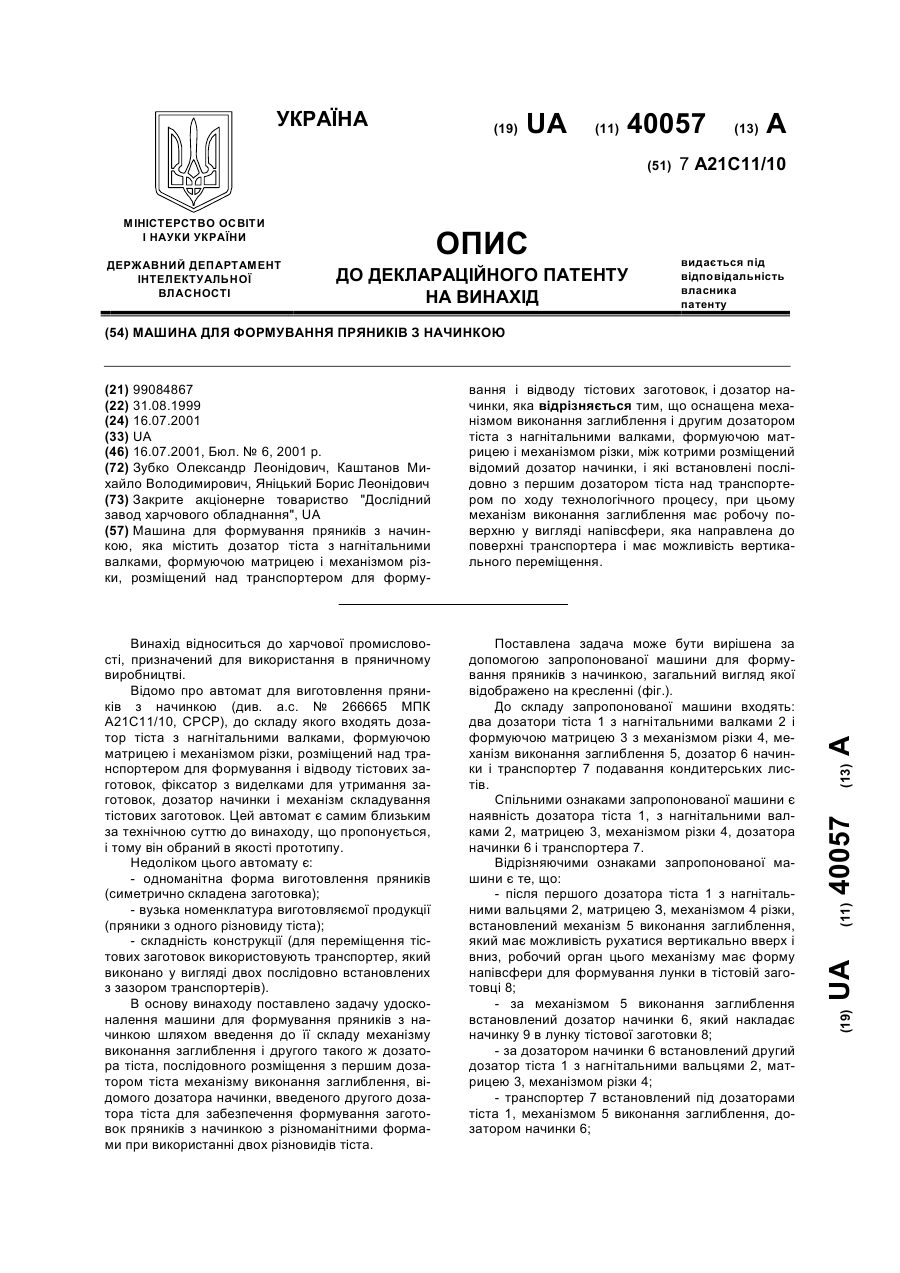
Даний винахід стосується машини для формування з ріжучим пристроєм, визначеної загальним поняттям у незалежному пункті 1 Формули. У машинах для формування з одним або кількома місцями формування відрізана від прутка заготовка часто підводиться для формування у перше місце формування. Різання прутка зазвичай відбувається в окремому місці відрізання за допомогою нерухомого ножа для прутка та переміщуваного до нього ножа для заготовок, який за допомогою каретки різака рухається у зворотно-поступальному режимі. Існують різні можливості виконання ножа для прутка та ножа для заготовок. У машинах для холодного формування як ніж для прутка та ніж для заготовок застосовують, наприклад, замкнений дисковий ніж. Пруток, який підлягає різанню, вставляється в отвір ножа для прутка та ножа для заготовок, і ніж для заготовок відразу після цього швидко зміщується поперек прутка, завдяки чому заготовка відрізається від прутка. Недолік двох замкнених дискових ножів полягає в тому, що вставлення прутка, який підлягає різанню, пов'язане з тертям. Крім того, у машинах для гарячого формування їх застосування не є безпроблемним, оскільки у них слід запобігати небажаному тепловідведенню від прутка і не повинно бути перешкод для випадіння утвореної окалини. У машинах для гарячого формування ніж для прутка та ніж для заготовок зазвичай виконують у вигляді половинок ножа, тобто, як ножі, які прилягають до прутка лише у частині окружності прутка, причому пруток, який підлягає різанню, під час різання утримується між половинками ножа та затискними колодками. Після відрізання затискні колодки відводяться для висування й підіймання прутка. Для центрування прутка передбачено окремий відносно негнучкий центрувальний пристрій. Недоліком є те, що у разі, коли для оптимізації першого етапу формування має бути скоректованою позиція підведеної заготовки відносно центра першого місця формування, то для необхідного для цього перерегулювання центра ножа для заготовок та ножа для прутка треба заново настроювати багато деталей, а саме, ніж для заготовок, ніж для прутка, затискні колодки та центрувальний пристрій. Незалежно від машини для формування, з заявки US-A-5062336 відомим є ріжучий пристрій для різання прутків, у якому нерухомий ніж та переміщуваний відносно нього ніж відповідно складаються з двох половинок ножа. Так само, незалежно від машини для формування, у заявці US-A-4152959 описано ріжучий пристрій для різання прутків, у якому нерухомий ніж складається з розсувних половинок ножа, тоді як переміщуваний відносно нього ніж виконано як замкнений дисковий ніж. Однак розсування половинок ножа є дуже обмеженим, і, таким чином, це перешкоджає випадінню утвореної окалини. У заявці US-A-5690010 описано ріжучий пристрій машини для формування, який має дисковий ніж з прорізом, який складається з виконаного як половинка ножа нерухомого ножа для прутка та затискного елемента, що рухається до нього, а також взаємодіючий з дисковим ножем з прорізами ніж для заготовок, який переміщується до нього, що сконструйовано як замкнений дисковий ніж. Затискний елемент може пересуватися між позицією, де пруток, який підлягає різанню, є затиснутим, та позицією прутка, який підлягає різанню, де пруток є не затиснутим, однак при цьому не передбачено, щоб він повністю відводився від прутка, і, таким чином, це перешкоджає випадінню утвореної окалини. Зважаючи на недоліки нині відомих вищеописаних ріжучих пристроїв, в основу винаходу було покладено таку задачу. Має бути створена машина для формування з ріжучим пристроєм згаданого на початку типу, у якій ріжучий пристрій робить можливим вставлення прутка, який підлягає різанню, без зайвого тертя, випадіння утвореної окалини, а також легке встановлення центра ножа для заготовок та ножа для прутка. Ця задача розв'язується через пристрій згідно з винаходом, як його визначено в незалежному пункті 1 Формули. Оптимальні варіанти виконання представлено в залежних пунктах Формули. Предмет винаходу полягає в тому, що машина для формування включає ріжучий пристрій, який має дисковий ніж з прорізом, який складається з виконаного як половинка ножа нерухомого ножа для прутка, елемента для центрування та затискання, що рухається до нього, а також взаємодіючий з дисковим ножем з прорізами ніж для заготовок, який переміщується до нього і який сконструйовано як замкнений дисковий ніж. Машина для формування, крім того, має напрямний засіб, за допомогою якого елемент для центрування та затискання може регульовано пересуватися між центрованою позицією, в якій він у робочому стані без затискання центрує пруток, який підлягає різанню, піднятою позицією, в якій він є повністю відведеним від прутка, який підлягає різанню, та затиснутою позицією, в якій він затискає пруток, який підлягає різанню. Центрування прутка, який підлягає різанню, згідно з винаходом відбувається через елемент для центрування та затискання у центрованій позиції разом з ножем для прутка. Під час різання пруток, який підлягає різанню, утримується між ножем для прутка та елементом для центрування та затискання в затиснутій позиції, а також у ножі для заготовок. Після різання елемент для центрування та затискання відводиться від ножа для прутка у підняту позицію, таким чином, щоб пруток без зайвого тертя міг бути просунутий вперед. Крім того, відведення елемента для центрування та затискання від прутка у машинах для гарячого формування уможливлює випадіння окалини та уникнення тепловідведення від прутка. І центрування, і затискання прутка відбувається за допомогою елемента для центрування та затискання, і, таким чином, можна обійтися без додаткового центрувального пристрою. Для встановлення центра ножа для заготовок та ножа для прутка мають бути точно позиційовані лише ніж для заготовок у формі замкненого дискового ножа та утворений ножем для прутка та елементом для центрування та затискання дисковий ніж з прорізами. Нижче машину для формування з ріжучим пристроєм згідно з винаходом детальніше описано з посиланням на супровідні фігури за допомогою прикладу втілення. Серед них: Фіг.1 - вид згори в частковому розрізі основних деталей розташованого на машині для формування ріжучого пристрою; Фіг.2 - вид збоку в частковому розрізі машини для формування з ріжучим пристроєм з Фіг.1, на якому показано ніж для заготовок та каретку різака; Фіг.3 - детальний вид конструкції ножа для заготовок; Фіг.4 - вид збоку в частковому розрізі машини для формування з ріжучим пристроєм з Фіг.1, на якому показано ніж для прутка, елемент для центрування та затискання, центрувальну та затискну каретку; і Фіг.5 - детальний вид конструкції ножа для прутка та елемента для центрування та затискання. Фігура 1 Представлена машина для формування з ріжучим пристроєм включає корпус машини 5, на якому через опорну плиту 53 встановлено ковадло 51. Позначено перше місце формування 9. Перед ковадлом 51 розташовано різальну й подавальну касету 6, яка різними способами у знімному режимі може бути закріплена на ковадлі 51 або на корпусі машини 5, наприклад, за допомогою гвинтів або гідравлічних тягових або стискальних елементів. Різальна й подавальна касета 6 має ніж для прутка 2 у формі напівциліндричної половинки ножа, який установлено на тримачі ножа для прутка 21. Між ножем для прутка 2 та тримачем ножа для прутка 21 розташовано регулюючу шпонку 22, яка служить для подовжнього переміщення ножа для прутка 2 для встановлення зазору між ножем для прутка 2 та розташованим перед ним ножем для заготовок 1. У тримачі ножа для прутка 21 розташовано подавальний штифт 61, який за допомогою закріпленої на круглій гайці з отворами 62 пружини стискання 63 притискається до тяги управління 8. Для підведення прутка, який підлягає різанню, у подовжньому напрямку за ножем для прутка 2 простягається напрямна труба 7, крізь яку пруток може бути просунутий вперед у ніж для прутка 2 та ніж для заготовок 1, причому максимум настільки, щоб спиратись на упор для прутка 52, який є закріпленим на корпусі машини 5. Ніж для заготовок 1 сконструйовано як замкнений дисковий ніж, який встановлено у тримачі ножа для заготовок 11, який у знімному режимі є закріпленим на ножовій головці 113. Ніж для заготовок 1, тримач ножа для заготовок 11 та ножова головка 113 складають частину касети ножової головки 110, яка за допомогою кріпильного гвинта 122 у знімному режимі є закріпленою на переміщуваній каретці різака 12, за допомогою якої ніж для заготовок 1 рухається у зворотно-поступальному режимі, а саме, з позиції перед ножем для прутка 2 у позицію перед подавальним штифтом 61 і назад. Для докладніше описаного нижче приведення в дію каретки різака 12 на ній передбачено підшипник повзуна 123 з отвором приводного важеля різака 121. Під час різання пруток, який підлягає різанню, утримується з одного боку в ножі для заготовки 1 і з іншого боку між ножем для прутка 2 та розташованим навпроти елементом для центрування та затискання 3 у затиснутій позиції. Елемент для центрування та затискання 3 прилягає до опорної плити елемента для центрування та затискання 314, який встановлено на головній частині центрувальної та затискної каретки 313 центрувальної та затискної каретки 31. Для докладніше описаного нижче приведення в дію центрувальної та затискної каретки 31 на ній передбачено отвір важеля управління 311. На відверненому від головної частини центрувальної та затискної каретки 313 кінці центрувальної та затискної каретки 31 закріплено плиту обмеження ходу 32, принцип дії якої так само докладніше описано нижче. Каретка різака 12 і центрувальна та затискна каретка 31, а також їх привідні механізми є розташованими в закріпленому на корпусі машини 5 корпусі 4, причому каретка різака 12 є розташованою з можливістю переміщення в підшипникових втулках 43, 44, а центрувальна та затискна каретка 31 — у підшипникових втулках 41, 42 у стінці корпуса. Для відрізання заготовки від прутка, який підлягає різанню, елемент для центрування та затискання 3 для того, щоб розпочати вставлення, спочатку на короткий час підводять до прутка, який підлягає різанню, у центровану позицію, щоб відцентрувати його, не затискаючи. Пруток у цьому випадку може бути оптимальним чином вставленим у замкнений ніж для заготовок 1. Відразу після цього елемент для центрування та затискання 3 під час подальшого вставлення прутка, який підлягає різанню, в отвір ножа для заготовок 1, відводять від прутка, який підлягає різанню, у підняту позицію, тобто, підіймають, щоб уникнути небажаного тертя та втрати теплоти прутка і сприяти випадінню утвореної окалини. Коли пруток є потрібною мірою просунутим уперед, елемент для центрування та затискання 3 у затиснутій позиції тисне на пруток, який підлягає різанню, для того, щоб затиснути його під час безпосереднього відрізання. Відрізання відбувається через швидке переміщення ножа для заготовок 1 з позиції перед ножем для прутка 2 у позицію перед подавальним штифтом 61. Відрізана заготовка зрештою виштовхується подавальним штифтом 61, який виштовхується вперед за допомогою тяги управління 8, з ножа для заготовок 1 у кліщі поперечного транспортування 90 і ними транспортується у перше місце формування 9. На Фіг.1 показано кліщі поперечного транспортування 90 у першому місці формування 9. Елемент для центрування та затискання 3 після відрізання заготовки відводиться від прутка, який підлягає різанню, і ніж для заготовок 1 знову рухається у позицію перед ножем для прутка 2. Щодо загального подальшого опису діє таке визначення. Якщо на фігурі для уніфікації вказано номери посилання, але у тексті опису, що безпосередньо відповідає цій фігурі, немає відповідних пояснень, то на їх згадування робиться посилання у попередніх описах фігур. Фігура 2 На цій фігурі видно, що приведення в дію каретки різака 12 відбувається через привідний важіль різака 13, який кріпиться в отворі приводного важеля різака 121 у підшипнику повзуна 123 і там оточується щільно прилягаючим повзуном 131, який може повертатися у підшипнику повзуна 123. Привідний важіль різака 13 через запобіжник від перевантаження 19 з заданим місцем злому 191 є жорстко зв'язаним з подвійним роликовим важелем 14, причому привідний важіль різака 13 та подвійний роликовий важіль 14 обертаються навколо спільної осі обертання 132. На подвійному роликовому важелі 14 розташовано з одного боку закріплений у поворотному режимі навколо осі обертання 151 дисковий ніж 15, а з іншого боку — закріплений у поворотному режимі навколо осі обертання 161 зворотний ролик 16. Дисковий ніж 15 прилягає до неповністю показаного ріжучого кулачка 17, тоді як зворотний ролик 16 прилягає до неповністю показаного контркулачка 18, причому обидва кулачки обертаються за допомогою розподільного вала 170. Завдяки відповідній конструкції ріжучого кулачка 17 та контркулачка 18 досягаються потрібні зворотно-поступальні рухи каретки різака 12, а отже, й ножа для заготовок 1. Якщо опір прутка, який підлягає різанню, є надто великим, то запобіжник від перевантаження 19 ламається у заданому місце злому 191, і привідний важіль різака 13 роз'єднується з подвійним роликовим важелем 14. Крім того, перед першим місцем формування 9 показано перші кліщі поперечного транспортування 90, за допомогою яких виштовхнуті з ножа для заготовок 1 відрізані заготовки транспортуються у перше місце формування 9. Фігура 3 Тримач ножа для заготовок 11, який тримає ніж для заготовок 1, а отже, і сам ніж для заготовок 1, може бути точно позиційований в х- та у-напрямках у ножовій головці 113 у касеті ножової головки 110 за допомогою відповідної упорної пластини 116 або 114 і додатково за допомогою відповідної коректувальної пластини 117 або 115. Упорні пластини 114, 116 жорстко закріплюють на ножовій головці 113 без можливості наступного зняття, тоді як коректувальні пластини 115, 117 з заданою товщиною закріплюють у змінному режимі на тримачі ножа для заготовок 11 або на упорних пластинах 114, 116. За допомогою затискних гвинтів 118, 119 тримач ножа для заготовок 11 коректувальними пластинами 115, 117 притискається до упорних пластин 114, 116 і, таким чином, фіксується на ножовій головці 113. Після цього тримач ножа для заготовок 11 через два кріпильні містки 111 за допомогою кріпильних гвинтів 112 міцно з'єднується з ножовою головкою 113, і, таким чином, великі зусилля, які виникають при відрізанні, не призводять до ослаблення тримача ножа для заготовок 11. Для того, щоб досягти відновлюваних за допомогою коректувальних пластин 115, 117 позицій в х- та унапрямках, ще під час монтажу машини базові коректувальні пластини 115, 117 мають бути встановлені з заданою товщиною ±0 і відповідно до базового центра задавальної осі має бути визначена товщина упорних пластин 114, 116. Для встановлення потрібних х- та у-позицій ножа для заготовок 1 одна або обидві базові коректувальні пластини 115, 117 просто мають бути замінені на коректувальні пластини 115, 117 відповідної товщини, які можуть бути вибрані з комплекту коректувальних пластин, крок різниці товщини між якими, становить, наприклад, ±1/10, 1/2 або 1мм. Фігура 4 Центрувальна та затискна каретка 31 за допомогою розташованої у гнізді притискної пружини 341 притискної пружини 34, яка є насадженою на кільцевий виступ 312 центрувальної та затискної каретки 31, попередньо натягується у напрямку ножа для прутка 2. Якщо між елементом для центрування та затискання 3 та ножем для прутка 2 немає прутка, то встановлена за допомогою кріпильних гвинтів 322 на центрувальній та затискній каретці 31 плита обмеження ходу 32 обмежує переміщення центрувальної та затискної каретки 31 у напрямку ножа для прутка 2, ударяючись об кільцевий упор обмеження ходу 324 на корпусі 4. Таким чином запобігають контактові елемента для центрування та затискання 3 з ножем для прутка 2. Приведення в дію центрувальної та затискної каретки 31 відбувається через виступаюче в отвір важеля управління 311 плече 361 важеля управління 36, який повертається навколо осі обертання 363. На плечі ролика 362 важеля управління 36 розташовано ролик управління 37, який обертається навколо осі обертання 371. Ролик управління 37 прилягає до кулачка управління 38, який обертається за допомогою розподільного вала 381. Рух плеча 361 через шарнірну цапфу 35 передається на корпус пружини стискання 331, яка через проміжну деталь 323 тисне на розташований у плиті обмеження ходу 32 ходовий гвинт 321. Розташована в корпусі пружини стискання 331 пружина стискання 33, яка спирається на проміжну деталь 323, а також притискна пружина 34 справляють на важіль управління 36 крутний момент, і, таким чином, ролик управління 37 постійно притискається до кулачка управління 38. Кулачок управління 38, таким чином, через ролик управління 37, важіль управління 36, шарнірну цапфу 35, корпус пружини стискання 331, проміжну деталь 323, ходовий гвинт 321 та плиту обмеження ходу 32 діє на центрувальну та затискну каретку 31 у протилежному дії притискної пружини 34 напрямку. Завдяки відповідній конструкції кулачка управління 38 досягаються потрібні зворотно-поступальні рухи центр увальної та затискної каретки 31, а отже, й елемента для центрування та затискання 3. За допомогою ходового гвинта 321, який блокується за допомогою фіксуючої гайки 325, відстань центрувального та затискного елемента 3 від ножа для прутка 2 може бути встановлена таким чином, що елемент для центрування та затискання 3 та ніж для прутка 2 разом обмежують круговий циліндричний отвір. Подібне встановлення може вимагатися досить часто, оскільки, як пояснюється нижче, позиція ножа для прутка 2 змінюється в х-напрямку. Фігура 5 На цій фігурі показано, що елемент для центрування та затискання 3 за допомогою кріпильного гвинта 391 є встановленим на тримачі елемента для центрування та затискання 39. Тримач елемента для центрування та затискання 39 через шарнірну цапфу 392 у поворотному режимі є з'єднаним з тримачем ножа для прутка 21, на якому встановлено ніж для прутка 2. За допомогою крутильної пружини 393, яка є насадженою на пружинний пристрій 394 на тримачі елемента для центрування та затискання 39, та на пружинний пристрій 23 на тримачі ножа для прутків 21, тримач елемента для центрування та затискання 39 відносно тримача ножа для прутка 21 попередньо натягується таким чином, що елемент для центрування та затискання 3 відштовхується від ножа для прутка 2 у напрямку встановленої на центрувальній та затискній каретці 31 опорної плити елемента для центрування та затискання 314. Підіймальні, центрувальні та затискні рухи центрувального та затискного елемента 3, таким чином, запускаються з силовим замиканням. Знімна різальна й подавальна касета 6 з тримачем ножа для прутка 21 точно позиціонується в х- та унапрямках на ковадлі 51 за допомогою відповідної упорної пластини 64 або 66 і додатково за допомогою відповідної коректувальної пластини 65 або 67. Упорні пластини 64, 66 міцно закріплюють на ковадлі 51 без можливості наступного зняття, тоді як коректувальні пластини 65, 67 із заданою товщиною закріплюють на тримачі ножа для прутка 21 або на упорних пластинах 64, 66 у змінному режимі. Для того, щоб досягти відновлюваних за допомогою коректувальних пластин 65, 67 позицій в х- та унапрямках, ще під час монтажу машини базові коректувальні пластини 65, 67 мають бути встановлені з заданою товщиною ±0 і відповідно до базового центра задавальної осі має бути визначена товщина упорних пластин 64, 66. Для встановлення потрібних х- та у-позицій ножа для заготовок 1 одна або обидві базові коректувальні пластини 65, 67 просто мають бути замінені на коректувальні пластини 65, 67 відповідної товщини, які можуть бути вибрані з комплекту коректувальних пластин, крок різниці товщини між якими, становить, наприклад, ±1/10, 1/2 або 1мм. Для полегшення введення в дію різальної й подавальної касети 6 між ковадлом 51 або упорними пластинами 64, 66 та опорною плитою елемента для центрування та затискання 314 на виступі 395 носія елемента для центрування та затискання 39 встановлено регулювальний гвинт 396 для обмеження кута отвору між тримачем елемента для центрування та затискання 39 та тримачем ножа для прутків 21, який блокується за допомогою фіксуючої гайки 397. Для описаної вище машини для формування з ріжучим пристроєм можливі й інші конструктивні варіанти. Напевно можна зазначити таке: - Замість закріплення упорних пластин 114, 116 на ножовій головці 113 і коректувальних пластин 115, 117 на тримачі ножа для заготовок 11 або на упорних пластинах 114, 116, упорні пластини 114, 116 також можуть бути закріплені на тримачі ножа для заготовок 11, а коректувальні пластини 115, 117; - на ножовій головці 113 або на упорних пластинах 114, 116. - Замість закріплення упорних пластин 64, 66 на ковадлі 51 і коректувальних пластин 65, 67 на носії ножа для прутка 21 або на упорних пластинах 64, 66, упорні пластини 64, 66 також можуть бути закріплені на тримачі ножа для прутка 21, і коректувальні пластини 65, 67 — на ковадлі 51 або на упорних пластинах 64, 66. - Різальна й подавальна касета 6 через розташовані в х- та у-напрямках упорні пластини 64, 66 та коректувальні пластини 65, 67 також може різними способами бути закріпленою у знімному режимі на тримачі касети кутової форми. Тримач касети з різальною й подавальною касетою 6 так само різними способами може бути закріплений у знімному режимі на ковадлі 51 або на корпусі машини 5, наприклад за допомогою гвинтів або гідравлічних тягових або стискальних елементів. Сполучення між опорною плитою елемента для центрування та затискання 314 та елементом для центрування та затискання 3 також може бути утворене з геометричним замиканням. У цьому разі можна обійтися без попереднього натягу тримача елемента для центрування та затискання 3 відносно тримача ножа для прутка 21. Замість регулювання відстані елемента для центрування та затискання 3 від ножа для прутка 2 за допомогою ходового гвинта 321, її також можна регулювати за допомогою ходового гвинта, який приводиться в дію двигуном. Касета ножової головки 110 замість кріплення за допомогою кріпильного гвинта 122, також може бути іншим чином закріплена у знімному режимі на каретці різака 12, наприклад за допомогою гідравлічних тягових або стискальних елементів.
ДивитисяДодаткова інформація
Назва патенту англійськоюForming machine with a cutting device
Назва патенту російськоюМашина для формования с режущим устройством
МПК / Мітки
МПК: B23D 35/00, B21K 27/00
Мітки: формування, машина, різальним, пристроєм
Код посилання
<a href="https://ua.patents.su/5-71999-mashina-dlya-formuvannya-z-rizalnim-pristroehm.html" target="_blank" rel="follow" title="База патентів України">Машина для формування з різальним пристроєм</a>
Машина для формування бараночних виробів
Номер патенту: 55094
Опубліковано: 17.03.2003
Автори: Дзісь Володимир Іванович, Лук Ілля Григорович, Данилюк Микола Дмитрович, Дверницький Аркадій Йосипович, Хода Євген Григорович
МПК: A21B 5/00, A21C 11/00
Мітки: формування, машина, бараночних, виробів
Формула / Реферат:
1. Машина для формування бубличних виробів, що включає раму, привід, накопичувач для тіста з механізмом його подачі, виштовхувач, гільзу, ніж, вузол формування тістових заготовок виробів зі стаканом і скалкою, знімач для сформованих тістових заготовок виробів та транспортер, яка відрізняється тим, що принаймні, як мінімум, одна з робочих поверхонь стакана чи скалки вузла формування тістових заготовок виробів виконана фігурною.2. Машина...
Машина для формування пряників з начинкою
Номер патенту: 40057
Опубліковано: 16.07.2001
Автори: Каштанов Михайло Володимирович, Зубко Олександр Леонідович, Яніцький Борис Леонідович
МПК: A21C 11/00
Мітки: формування, машина, начинкою, пряників
Формула / Реферат:
Машина для формування пряників з начинкою, яка містить дозатор тіста з нагнітальними валками, формуючою матрицею і механізмом різки, розміщений над транспортером для формування і відводу тістових заготовок, і дозатор начинки, яка відрізняється тим, що оснащена механізмом виконання заглиблення і другим дозатором тіста з нагнітальними валками, формуючою матрицею і механізмом різки, між котрими розміщений відомий дозатор начинки, і які...
Спосіб формування та формувальна машина для ущільнення суміші
Номер патенту: 47665
Опубліковано: 15.07.2002
Автори: Коротун Сергій Анатолійович, Мікулін Володимир Васильович, Царьов Олександр Васильович, Коротун Анатолій Миколайович, Бірюков Сергій Петрович
МПК: B22C 15/00
Мітки: ущільнення, суміші, спосіб, формувальна, машина, формування
Формула / Реферат:
1. Спосіб формування, при якому на формівну суміш діють імпульсом стиснутого газу та контурною колодкою, який відрізняється тим, що контурною колодкою ущільнюють формівну суміш біля стінок опоки та, при необхідності, формують лійку для заливки металу перед виконанням імпульсного формування суміші.2. Формувальна машина для ущільнення суміші, що містить основу, підйомний стіл, опоку, наповнювальну рамку і траверсу, що несе імпульсну...
Спосіб формування та формувальна машина для ущільнення суміші
Номер патенту: 31674
Опубліковано: 15.12.2000
Автори: Бірюков Сергій Петрович, Царьов Олександр Васильович, Коротун Анатолій Миколайович
МПК: B22C 15/00
Мітки: спосіб, формування, суміші, формувальна, ущільнення, машина
Текст:
...елементом забезпечується рівномірне ущільнення по всьому об'єму форми. В звязку з використанням енергії" імпульсу стислого газу, що ущільнює суміш, для приведення в дію ущільнюючого елементу для одночасного доущіль- пення суміші забезпечується економія енергії. Спосіб ущільнення суміші, що пропонується здійснюється в такій послідовності дій: • Ущільнення формівної суміші імпульсом стислого газу; • Одночасне доущільнення п поверхневого...
Машина для інтервального інжекційного формування пластмасових виробів
Номер патенту: 50188
Опубліковано: 15.10.2002
Автори: Сідоров Дмитро Едуардович, Макієнко Анна Володимирівна, Сівецький Володимир Іванович
МПК: B29C 45/16
Мітки: пластмасових, виробів, машина, інтервального, інжекційного, формування
Формула / Реферат:
Машина для інтервального інжекційного формування пластмасових виробів, що містить робочі корпуси з встановленим в одному з них статичним змішувальним пристроєм, робочу форму та порожнину в ній, яка відрізняється тим, що вона оснащена розподільною шайбою, яка встановлена з боку нагнітання розплаву перед статичним змішувальним пристроєм, при цьому по краях та по поверхні розподільної шайби виконані пази, отвори відповідно та кільцева проточка...
Попередній патент: Фунгіциди
Наступний патент: Вапновипалювальна шахтна піч
Випадковий патент: Спосіб виплавки сталі та сталеплавильний агрегат в. м. ломакіна для його здійснення