Спосіб виплавки сталі та сталеплавильний агрегат в. м. ломакіна для його здійснення

Формула / Реферат
1. Спосіб виплавки сталі, що включає заправку плавильної ванни вогнетривкими порошками, завантаження металобрухту через виконані у передній стінці ванни завалозаливальні вікна совками, заливку через згадані вікна рідкого чавуну, завантаження флюсу, продувку киснем з відводом газів, що відходять у другу плавильну ванну для нагріву холодного металобрухту, та наступний відвід газів через газовідвідний тракт у димові труби, нагрів та розплавлення металошихти, наступне полірування з проміжним скачуванням шлаку через технологічне вікно, яке розміщене на передній стінці між завалозаливальними вікнами, наведення нового шлаку, період чистого кипіння, доведення сталі до заданого хімічного складу і її випуск, який відрізняється тим, що металобрухт завантажують у плавильну ванну спільно з флюсом, причому при завантаженні та заливці рідкого чавуну плавильну ванну нахиляють у бік її задньої стінки на кут, що дорівнює 45° від її вертикальної осі, при цьому здійснюють допалювання окису вуглецю до СО2 в газах, які відходять, та подають для нагріву холодного металобрухту у другу ванну.
2. Спосіб за п. 1, який відрізняється тим, що як флюс завантажують вапняк.
3. Спосіб за пп. 1 чи 2, який відрізняється тим, що товщина флюсу, який рівномірно розміщений по площині металошихти, що завантажується совком, дорівнює 10-30 см.
4. Спосіб за п. 1, який відрізняється тим, що у плавильній ванні залишають частину шлаку попередньої плавки.
5. Спосіб за п. 1, який відрізняється тим, що продувку киснем здійснюють з інтенсивністю 2,5 нм3/т хв. та тиском 12-15 атм.
6. Спосіб за пп. 1, 5, який відрізняється тим, що в плавильну ванну завантажують великі, негабаритні частини і блоки лому вагою 15-20 т.
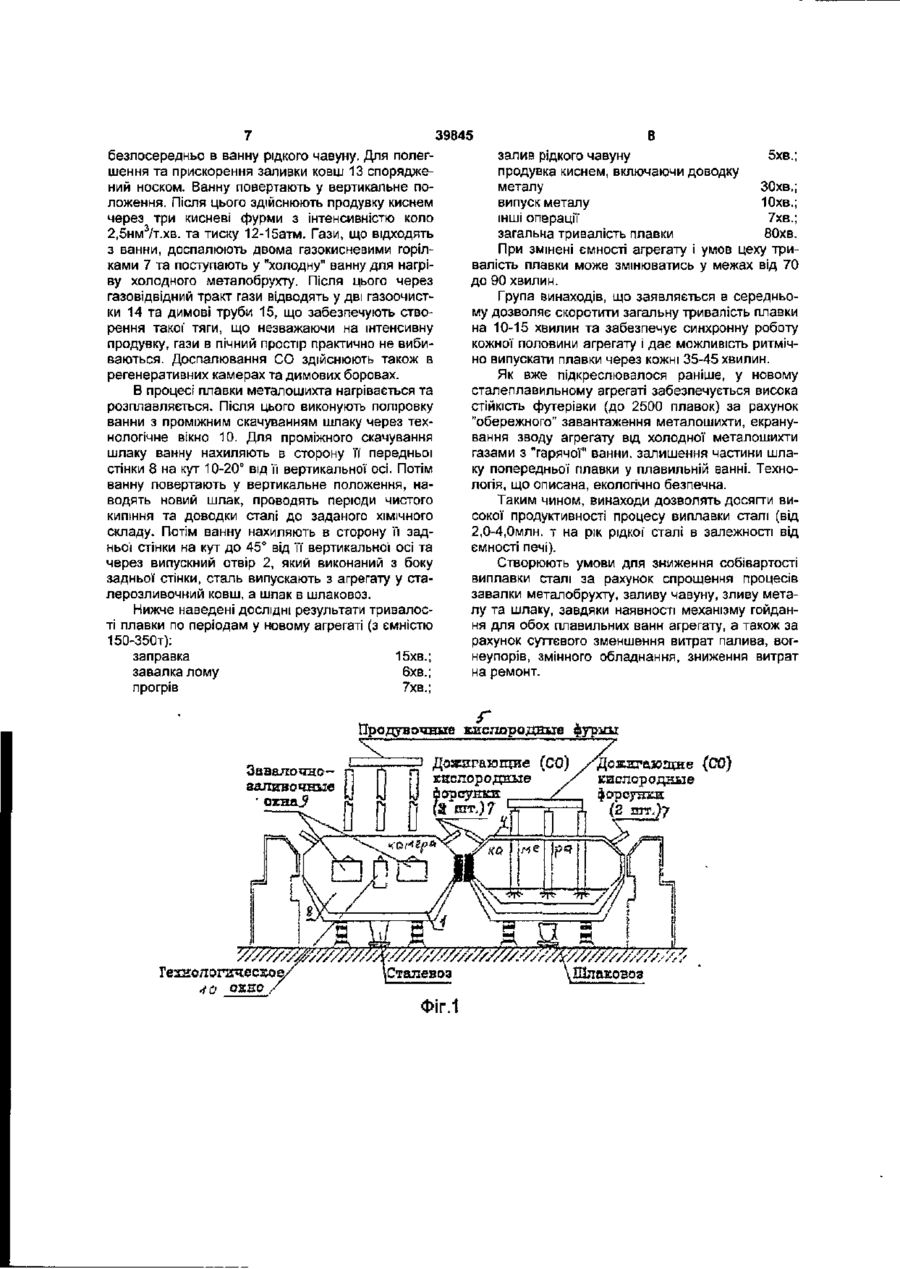
7. Сталеплавильний агрегат, який містить сполучені між собою у верхній частині дві плавильні ванни, кожна з яких має склепіння, подину з випускним отвором, що виконаний з боку задньої стінки, бокові стінки та передню стінку з двома завалозаливальними вікнами та розташованим між ними технологічним вікном, совки для завантаження металобрухту, встановлені у склепінні кисневі фурми, газовідвідний тракт з двома газоочистками та двома димовими трубами, який відрізняється тим, що кожна плавильна ванна оснащена механізмом гойдання та виконана з можливістю нахилу в бік передньої та задньої стінок на кут до 45° відносно її вертикальної осі, а у склепінні з боку бокових стінок ванни встановлені газокисневі горілки.
8. Агрегат за п. 7, який відрізняється тим, що кожна плавильна ванна має три кисневі фурми.
9. Агрегат за пп. 7 чи 8, який відрізняється тим, що кожна плавильна ванна має два газокисневі пальники.
10. Агрегат за п. 7, який відрізняється тим, що розміри завалозаливальних вікон відповідають розмірам совків для завантаження металобрухту.
Текст
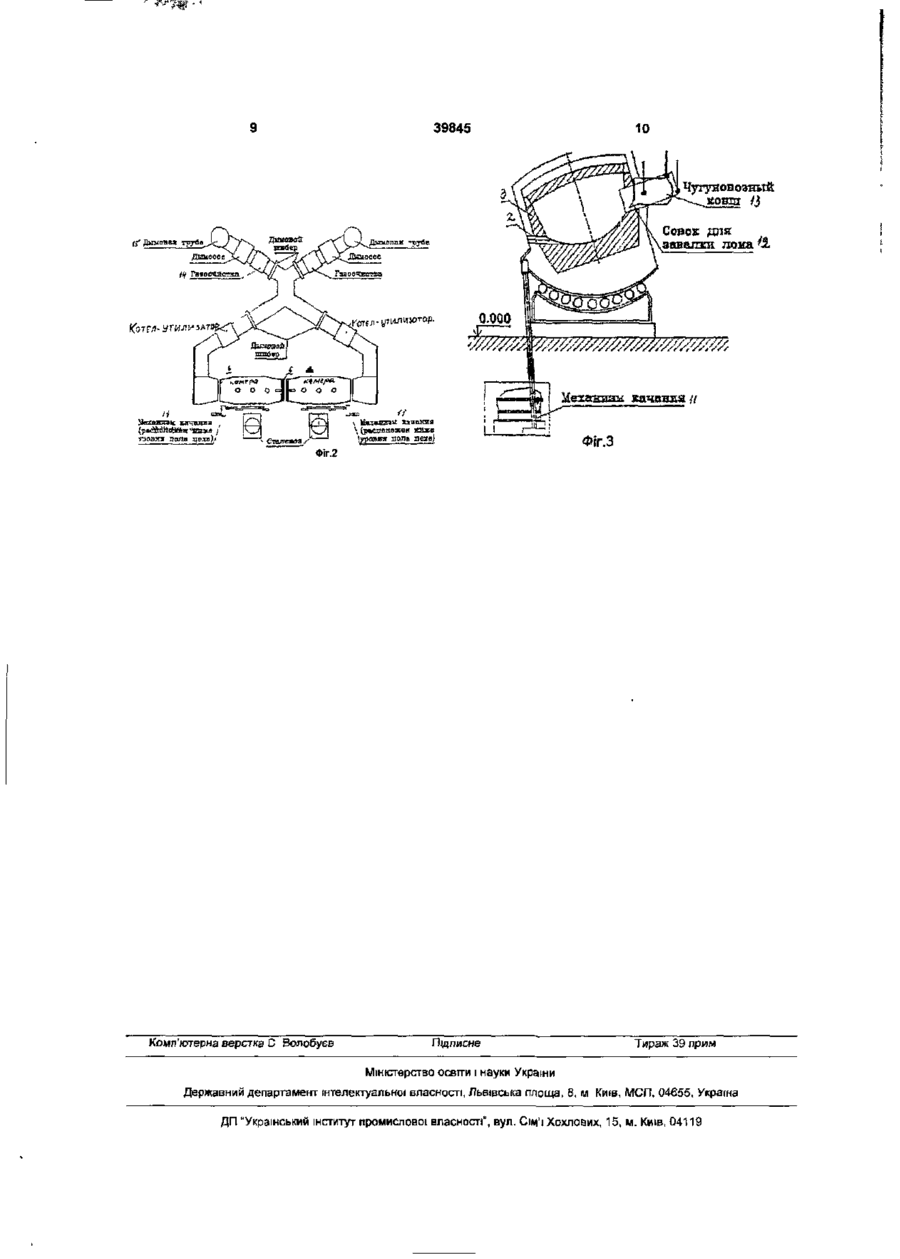
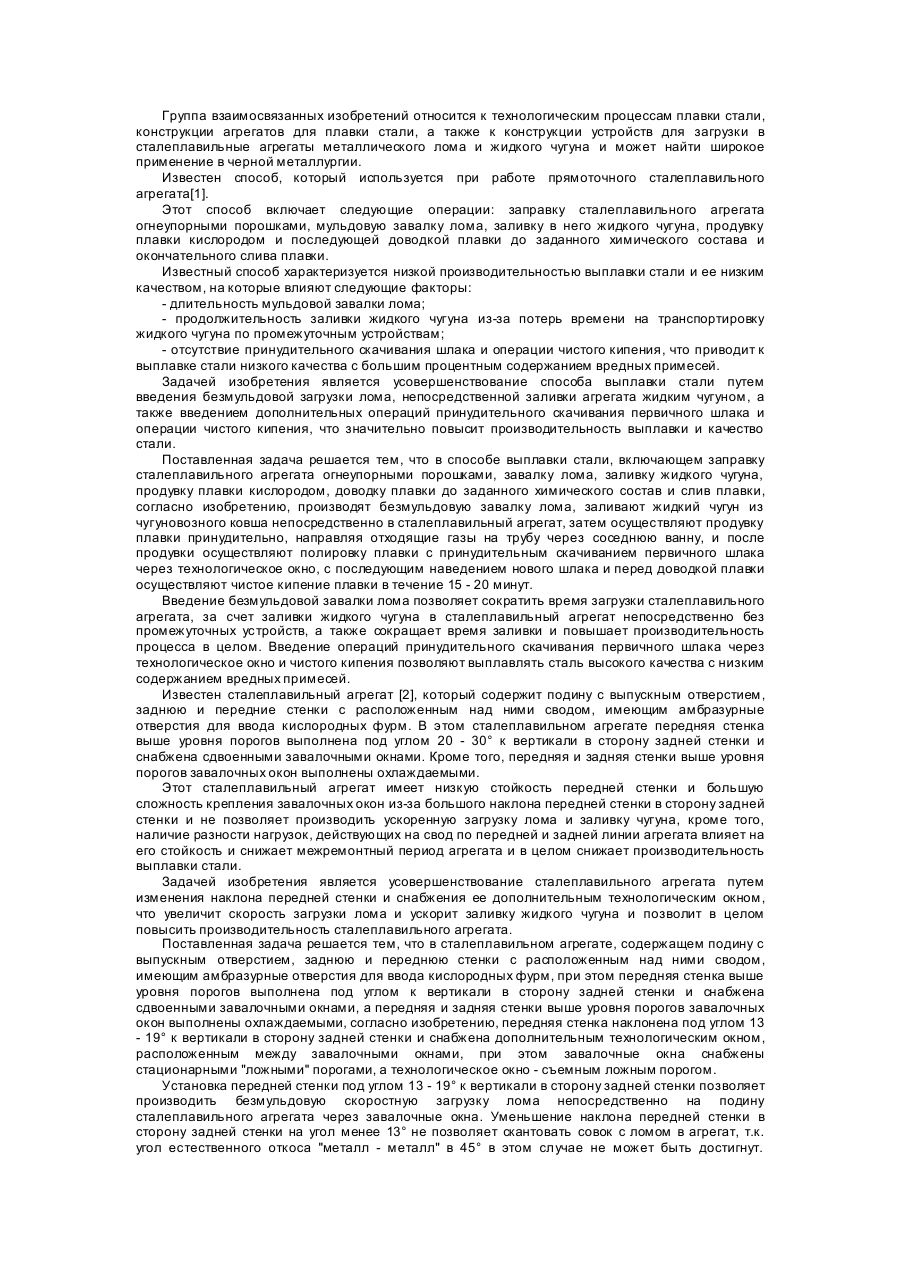
1 Спосіб виплавки сталі, що включає заправку плавильної ванни вогнетривкими порошками, завантаження металобрухту через виконані у передній стінці ванни завалозаливальні вікна совками, заливку через згадані вікна рідкого чавуну, завантаження флюсу, продувку киснем з відводом газів, що відходять у другу плавильну ванну для нагріву холодного металобрухту, та наступний відвід газів через газовідвідний тракт у димові труби, нагрів та розплавлення метапошихти, наступне полірування з проміжним скачуванням шлаку через технологічне вікно, яке розміщене на передній СТІНЦІ між завалозаливальними вікнами, наведення нового шлаку, період чистого кипіння, доведення сталі до заданого хімічного складу і її випуск, який відрізняється тим, що металобрухт завантажують у плавильну ванну спільно з флюсом, причому при завантаженні та заливці рідкого чавуну плавильну ванну нахиляють у бік її задньої стінки на кут, що дорівнює 45° від її вертикальної осі, при цьому здійснюють допалювання окису вуглецю до СОг в газах, які відходять, та подають для нагріву холодного металобрухту у другу ванну. 2. Спосіб за п 1, який відрізняється тим, що як флюс завантажують вапняк 3. Спосіб за пп 1 чи 2, який відрізняється тим, що товщина флюсу, який рівномірно розміщений по площині металошихти, що завантажується совком, дорівнює 10-30 см 4. Спосіб за п. 1, який відрізняється тим, що у плавильній ванні залишають частину шлаку попередньої плавки. 5 Спосіб за п. 1, який відрізняється тим, що продувку киснем здійснюють з інтенсивністю 2,5 нм3/тхв та тиском 12-15 атм. 6. Спосіб за пп. 1, 5, який відрізняється тим, що в плавильну ванну завантажують великі, негабаритні частини і блоки лому вагою 15-20 т 7. Сталеплавильний агрегат, який містить сполучені між собою у верхній частині дві плавильні ванни, кожна з яких має склепіння, подину з випускним отвором, що виконаний з боку задньої стінки, бокові стінки та передню стінку з двома завалозаливальними вікнами та розташованим між ними технологічним вікном, совки для завантаження металобрухту, встановлені у склепінні кисневі фурми, газовідвідний тракт з двома газоочистками та двома димовими трубами, який відрізняється тим, що кожна плавильна ванна оснащена механізмом гойдання та виконана з можливістю нахилу в бік передньої та задньої стінок на кут до 45° відносно її вертикальної осі, а у склепінні з боку бокових стінок ванни встановлені газокисневі горілки. Група взаємоповязаних винаходів відноситься до області чорної металургії, а точніше до способу виплавки сталі та конструкції конверторів та двованних сталеплавильних агрегатів З патенту №9024 відомий спосіб виплавки сталі у двованновому агрегаті, в якому виконують беамульдову завалку металобрухту, запив рідкого чавуну з чавуноводного ковша безпосередньо у ванну сталеплавильного агрегату через виконані у передній СТІНЦІ ванни завалозаливочні вікна, завантаження флюсу, продувку киснем з відводом газів у другу ванну підігріву холодної металошихти Після нагріву та розплавлення металошихти виконують поліровку з проміжним скачуванням шлаку через технопогічие вікно, що розміщене між завалозаливочними вікнами Наводять новий шлак. 8 Агрегат за п. 7, який відрізняється тим, що кожна плавильна ванна має три кисневі фурми. 9. Агрегат за пп. 7 чи 8, який відрізняється тим, що кожна плавильна ванна має два газокисневі пальники. 10 Агрегат за п 7, який відрізняється тим, що розміри завалозаливальних вікон відповідають розмірам совків для завантаження металобрухту CM О ю 00 со 39845 флюсу, в якості якого використовують вапняк товПісля проведення періодів чистого кипіння та дощиною 10-ЗОсм дозволяє су міщу вати завалку водки сталі до заданого хімічного складу її випусфлюсу та металобрухту, що призводить до скорокають з ванни чення часу завалки твердої шихти. Відомий спосіб дозволяє підвищити продуктиІнтенсивність продувки ванни киснем коло вність процесу плавки сталі та її якість. 3 2,5нм /хв.. при його тиску 12-15атм забезпечує Проте цьому способу притаманні наступні неактивне перемішування металу, прискорює процес доліки: неповне використання тепла газів, які відвиплавки сталі, а також дає можливість викорисходять, для нагрівання металошихти у «холодній» товувати металобрухт з вагою до 15-20т, чому ванні, недостатньо висока СТІЙКІСТЬ футерівки, сприяє прогрів металобрухту. оскільки металошихта травмує наварку поду та його футерівку, недостатньо висока швидкість заВідомий двованний сталеплавильний агрегат, валки лому та заливу чавуну, що призводить до якиймістить сполучені між собою у верхній частині зниження продуктивності агрегату. дві плавильні ванни. Кожна ванна має виконані в її передній стінці два завалозаливочних вікна для Бажаним технічним результатом способу, що завантаження металобрухту та заливу рідкого чазаявляється є підвищення продуктивності процесу вуну та розташоване між ними технологічне вікно виплавки сталі та збільшення виходу гідного за В подині кожної ванни з боку задньої стінки є випурахунок скорочення часу завалки металобрухту та скний отвір. У зводі ванни виконані амбразурні заливу чавуну, прискорення нагрівання метало отвори для вводу у робочий простір кисневих шихти шляхом підвищення коефіцієнта корисного фурм [див. Патент України №9024, МПК6 тепло користування, підвищення стійкості футерівF27B3/02, опулб. 30.09.96]. Цей агрегат прийнятий ки. в якості прототипу. Це досягається тим, що у способі виплавки Виконання передньої стінки ванни в її верхній сталі у сталеплавильному агрегаті, що включає частині, що розташована вище рівня порогів, позаправку плавильної ванни вогнетривкими порошхилої під певним кутом до вертикалі в сторону заками, завантаження металобрухту через виконані дньої стінки, здійснення безмульдової' завантау передній СТІНЦІ ванни завалозапивочні вікна совження металобрухту та безпосереднього заливу ками, заливку через згадані вікна рідкого чавуну, рідкого чавуну через завалозаливочні вікна з чазавантаження флюсу, продувку киснем з відводом вуноводного ковша дозволило підвищити продукгазів, що відходять у другу плавильну ванну для тивність агрегату за рахунок збільшення швидкості нагріву холодного металобрухту та наступний відзавантаження лому та заливу рідкого чавуну. від газів через газовідвідний тракт у димові труби, нагрів та розплавлення метало шихти, наступну Проте, даному агрегату притаманні наступні поліровку з проміжним скачуванням шлаку через недоліки: низька стійкість передньої стінки та технологічне вікно, яке розміщене на передній складність кріплення завалочних вікон з-за нахилу стінці між заволозаливочними вікнами, наведення передньої стінки у напрямку задньої стінки, недонового шлаку, період чистого кипіння, доведення статньо висока швидкість завантаження металосталі до заданого хімічного складу і її випуск, згідбрухту та заливу чавуну, наявність різниці наванно з винаходом, металобрухт завантажують у платажень, які діють на звід по передній та задній ЛІНІЇ вильну ванну спільно з флюсом, причому при заагрегату. Все це впливає на його стійкість і знижує вантажуванні та заливці рідкого чавуну плавильну міжремонтний період агрегату, що, в цілому, приванну нахиляють в сторону її задньої стінки на кут, зводить до зниження його продуктивності. Крім що дорівнює 45° від її вертикальної осі, при цьому цього виконання ванн стаціонарними призводить здійснюють дожиг окису вуглецю до СОг в газах, до необхідності виконання удаваних порогів та які відходять та подають для нагріву холодного «гребінців» на завалочних вікнах та технологічнометалобрухту у другу ванну му ВІКНІ для запобігання виплесків розплавленого В якості флюсу завантажують вапняк. металу та шлаку, що, в свою чергу підвищує виТовщина флюсу, який рівномірно розміщений трати сирого доломіту і магнезитового порошку та по площині металошихту, що завантажується совзбільшує час плавки. ком, дорівнює 10-ЗОсм. Завданням винаходу є створення двованного У плавильній ваннг залишають частину шлаку сталеплавильного агрегату, який гойдається і який попередньої плавки. має високу продуктивність при спрощенні його Продувку киснем здійснюють з інтенсивністю конструкції та розширенні його технологічних мож2,5нм /т.хв.. та тиску 12-15атм ливостей. В плавильну ванну завантажують великі, негаОчікуваємим технічним результатом винаходу баритні частини лому вагою 15-20т. є підвищення СТІЙКОСТІ агрегату та спрощення його Нахил плавильної ванни на кут 10-30° від верконструкції за рахунок виконання ванн агрегату з тикальної осі печі в сторону її задньої стінки доможливістю гойдання, що в свою чергу дозволить зволяє прискорити завантаження металошихти спростити процес завалки лому та заливу чавуну, безпосередньо на подину сталеплавильного агрезнизити витрати сирого доломіту і магнезитового гату через завалозаливочні вікна. Зменшення кута порошку, скоротити в цілому тривалість плавки та нахилу менше ніж 10° не дозволяє сканувати созбільшити вихід сталі. вок з металобрухтом та флюсом у агрегат. ЗбільЦе досягається тим, що у сталеплавильному шення ж нахилу на кут більше 30° недоречний, так агрегаті, який містить сполучені між собою у верхяк призведе до зниження стійкості футерівки задній частині да) плавильні ванни, кожна з яких має ньої стінки плавильної ванни агрегату звід, подину з випускним отвором, що виконаний з Розміщення на поверхні металошихти слою боку задньої стінки, бокові стінки та передню стінку 39845 металошихти сприяє також досплалювання CO. Крім цього, гази в "холодній" ванні виконують функцію екрану і захищають розжарений звід від впливу холодної' металошихти, яка знову завантажується. Окисли заліза, які містяться в газах, що відходять частково адсорбуються на холодну металошихту сусідньої' ванни агрегату, що призводить до скорочення їх концентрації' в газах, які видаляються через газоочистки. Після випуску плавки з "гарячої"" ванни в неї подається металошихта і вона стає "холодною" І процес повторюється. Бажано деяку КІЛЬКІСТЬ шлаку попередньої плавки залишати на подині. При цьому, з однієї сторони забезпечується кращий захист подини. При цьому, з однієї сторони забезпечується кращий захист подини шлаком від ударів великими шматами металобрухту та збільшується стійкість футерівки. А, з іншої сторони, полегшується та прискорюється процес наведення нового шлаку. Таким чином заявлені винаходи мають наступні переваги Незважаючи на використання в якості основного теплоносія рідкого чавуну є можливість зменшити його витрати порівняно з кисневоконверторним процесом до 570-730кг/т, в той час як в конверторі витрати чавуну коливаються у межах 860-950кг/т. Технологічний процес, який здійснюється в агрегаті характеризується більш високим, ніж у конверторі, коефіцієнтом корисного тепловикористання і, якщо в конверторі він дорівнює не більше 30%, то, згідно з винаходом - 78-90%. Забезпечується висока стійкість футерівки - до 2500 плавок. Збільшені в порівнянні з прототипом розміри заволозаливуочних вікон також дозволяють значРитмічна видача сталеплавильним агрегатом но прискорити процес завалки лому та заливу чаплавок через кожні 35-45хв. Створює сприятливі вуну. Більша ніж у звичайних мартенівських печей умови для використання установки. чи двованних сталеплавильних агрегатів глибина Група винаходів пояснюється кресленням. ванни забезпечує кращі умови для перемішування На фіг.1 зображений переріз двованного стаметалу у процесі плавки. леплавильного агрегату. Установка на зводі кожної плавильної ванни На фіг.2 - вид зверху. по три продувочних кисневих фурми дозволяє На фіг.З - вид збоку в положенні завантаження суттєво інтенсифіцирувати продувку ванни киснем. металобрухту та заливу чавуну. Наявність в кожній ванні двох газокисневих горіСталеплавильний агрегат містить з'єднані між лок, що забезпечують досплалювання СО газів, які собою у і'х верхній частині дві плавильні ванни, відходять з однієї' ванни інтенсифіцирують процес кожна з яких має подину 1 з випускним отвором 2, нагріву ними металошихти в ІНШІЙ ванні виконаним з боку Ті задньої стінки 3, звід 4, в якому встановлені три кисневі фурми 5, а також розміСуть групи винаходів полягає в тому, що сталь щені в ньому з боку бокових стінок 6 ванни з газовиплавляють у агрегаті, який займає проміжне кисневими горілками 7 для доспалювання СО. В положення між кисневим конвертором та двованпередній стінці 8 виконані два завалозаливочні ним сталеплавильним агрегатом Технологія вивікна 9. Між вікнами 9 розташоване технологічне плавки сталі в двухванновому агрегаті, який гойвікно 10 для скачування шлаку. Кожна плавильна дається вдало суміщає переваги конвертерної ванна має механізм гойдання 11, завдяки якому їх плавки та плавки у двованній печі. В цьому агреганахиляють в сторону передньої чи задньої стінки ті, як і у конверторі, процес виплавки сталі здійсна кут 45° від їх вертикальної осі в залежності від нюють без внесення палива ззовні, тільки за рахутехнологічної операції. На фіг.З зображене полонок тепла екзотермічних реакцій вигоряння ження нахилу плавильної ванни на кут 15-30°, На домішок чавуну. Технологічний процес розподілечастково залишений у ванні від попередньої плавний на дві частини: в "гарячій" ванні здійснюють ки шлак в завалозаливочні вікна 9 з використанпродувку киснем та йде процес плавлення металу, ням совків 12 загружають в плавильну ванну спігарячі технологічні гази з "гарячої" ванни потрапльно з флюсом металобрухт. Після завантаження ляють в сусідню, "холодну" ванну для обігріву хотвердої шихти і її прогріву на протязі семи хвилин лодної металошихти та прискорення процесу її з чугуноводного ковша 13 через вікна 9 без викорозплавлення, а потім через систему газоочищенристання заливочного жолоба здійснюють заливку ня - у димову трубу. Більш швидкому нагріванню з двома завалозаливочними вікнами та розташованим між ними технологічним вікном, совки для завантаження металобрухту, встановлені у зводі кисневі фурми, газовідвідний тракт з двома газоочистками та двома димовими трубами, згідно з винаходом, кожна плавильна ванна споряджена механізмом гойдання та виконана з можливістю нахилу в бік передньої та задньої стінок та кут до 45° відносно м вертикальної осі, а у зводі з боку бокових стінок ванни встановлені газокисневі горілки. При цьому кожна плавильна ванна має три кисневі фурми. Кожна плавильна ванна має дві газокисневі горілки. Розміри завалозаливочних вікон повинні співпадати з розмірами совків для завантаження металобрухту. Глибина кожної плавильної ванни відповідна до експериментальної величини. Наявність механізму гойдання для обох ванн агрегату, які мають можливість нахилу в сторону передньої та задньої' стінки на кут до 45° дозволяє спростити процес завалки лому, заливу чавуну, а також випуск металу та скачування шлаку. Відпадає необхідність виконувати пороги та гребні на завалозаливочних вікнах і технологічному вікні, споруджувати заливочні та випускні жолоба, оскільки при завантаженні металошихти та заливі чавуну, а також випуску металу та скачуванні шлаку здійснюються нахили печі. Ця конструктивна особливість не тільки сприяє умовам праці у пічному прольоті, а й дозволяє знизити витрати сирого доломіту та магнезитового порошку. 39845 8 залив рідкого чавуну 5хв.; безпосередньо в ванну рідкого чавуну. Для полегшення та прискорення заливки ковш 13 споряджепродувка киснем, включаючи доводку ний носком. Ванну повертають у вертикальне пометалу 30хв.; ложення. Після цього здійснюють продувку киснем випуск металу 10хв.; через три кисневі фурми з інтенсивністю коло інші операції 7хв.; 2,5нм3/т.хв. та тиску 12-15атм. Гази, що відходять загальна тривалість плавки 80хв. з ванни, доспалюють двома газокисневими горілПри змінені ємності агрегату і умов цеху триками 7 та поступають у "холодну" ванну для нагрівалість плавки може змінюватись у межах від 70 ву холодного металобрухту. Після цього через до 90 хвилин. газовідвідний тракт гази відводять у дві газоочистГрупа винаходів, що заявляється в середньоки 14 та димові труби 15, що забезпечують ствому дозволяє скоротити загальну тривалість плавки рення такої тяги, що незважаючи на інтенсивну на 10-15 хвилин та забезпечує синхронну роботу продувку, гази в пічний простір практично не вибикожної половини агрегату і дає можливість ритмічваються. Доспалювання СО здійснюють також в но випускати плавки через кожні 35-45 хвилин. регенеративних камерах та димових боровах. Як вже підкреслювалося раніше, у новому В процесі плавки металошихта нагрівається та сталеплавильному агрегаті забезпечується висока розплавляється. Після цього виконують поліровку стійкість футерівки (до 2500 плавок) за рахунок ванни з проміжним скачуванням шлаку через тех"обережного" завантаження металошихти, екранунологічне вікно 10. Для проміжного скачування вання зводу агрегату від холодної металошихти шлаку ванну нахиляють в сторону її передньої газами з "гарячої" ванни, залишення частини шластінки 8 на кут 10-20" від її вертикальної осі. Потім ку попередньої плавки у плавильній ванні. Технованну повертають у вертикальне положення, налогія, що описана, екологічно безпечна. водять новий шлак, проводять періоди чистого Таким чином, винаходи дозволять досягти википіння та доводки сталі до заданого ХІМІЧНОГО сокої продуктивності процесу виплавки сталі (від складу. Потім ванну нахиляють в сторону її зад2,0-4,0млн. т на рік рідкої сталі в залежності від ньої стінки на кут до 45° від її вертикальної осі та ємності печі). через випускний отвір 2, який виконаний з боку Створюють умови для зниження собівартості задньої стінки, сталь випускають з агрегату у ставиплавки сталі за рахунок спрощення процесів лерозливочний ковш, а шлак в шлаковоз. завалки металобрухту, заливу чавуну, зливу металу та шлаку, завдяки наявності механізму гойданНижче наведені ДОСЛІДНІ результати тривалосня для обох плавильних ванн агрегату, а також за ті плавки по періодам у новому агрегаті (з ємністю рахунок суттєвого зменшення витрат палива, вог150-350т): неупорів, змінного обладнання, зниження витрат заправка 15хв.; на ремонт. завалка лому 6хв.; прогрів 7хв.; Продувочные кислородные фуріш Завалочно— залеточгше Дожигающие (СО) УДожхга.юпще (СО) кислородные / кислородные форсунки Гезноп огиче ское, 4Q 03К0 ФІГ.1 39845 10 ЧугуновозниЙ ховш /J Совок дпк зегаагапі лока Фіг.З Фіг.2 Комп'ютерна верстка С Волобуєв Підписне Тираж 39 прим Міністерство освгти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул. Сім'і Хохлових, 15, м. Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for smelting the steel and v.m.lomakin steel-making unit for realizing thereof
Автори англійськоюLomakin Volodymyr Maksymovych
Назва патенту російськоюСпособ выплавки стали и сталеплавильный агрегат в. м. ломакина для его осуществления
Автори російськоюЛомакин Владимир Максимович
МПК / Мітки
Мітки: ломакіна, виплавки, сталеплавильний, здійснення, спосіб, сталі, агрегат
Код посилання
<a href="https://ua.patents.su/6-39845-sposib-viplavki-stali-ta-staleplavilnijj-agregat-v-m-lomakina-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виплавки сталі та сталеплавильний агрегат в. м. ломакіна для його здійснення</a>
Спосіб виплавки сталі і сталеплавильний агрегат в.м.ломакіна для впровадження способу, а також совок для завантажування в агрегат металевого лому та ківш для заливки в агрегат рідкого чавуну
Номер патенту: 9024
Опубліковано: 30.09.1996
Автор: Ломакін Володимир Максимович
МПК: F27D 3/14, F27B 3/00, F27D 3/00
Мітки: лому, сталеплавильний, способу, в.м.ломакіна, сталі, впровадження, чавуну, також, заливки, металевого, виплавки, спосіб, завантажування, ківш, агрегат, совок, рідкого
Формула / Реферат:
1. Способ выплавки стали, включающий.заправку сталеплавильного агрегата огнеупорными порошками, завалку лома, заливку жидкого чугуна, продувку плавки кислородом, доводку плавки до заданного химического состава и слив стали, отличающийся тем, что производят безмульдо-вую завалку лома, заливают жидкий чугун из чугуновозного ковша непосредственно в сталеплавильный агрегат, затем осуществляют продувку плавки, принудительно направляя отходящие...
Спосіб виплавки сталі в подових печах

Номер патенту: 60590
Опубліковано: 15.10.2003
Автори: Онода Костянтин Костянтинович, Чесановський Євген Володимирович, Філіпов Валерій Іванович, Аксьоненко Валерій Олексійович, Бугай Сергій Вікторович, Бражник Сергій Анатолійович, Шуров Юрій Володимирович, Митько Володимир Олексійович
МПК: C21C 5/04
Мітки: печах, виплавки, спосіб, подових, сталі
Формула / Реферат:
Спосіб виплавки сталі в подових печах, що включає завалку металобрухту і флюсуючих матеріалів, заливку чавуну, продувку розплаву киснем, скачування шлаку протягом плавки, її доведення та випуск з печі, який відрізняється тим, що в період завалки на легковагий брухт перед завалкою флюсуючих матеріалів проводять присадку шлаку стабілізованого виробництва феромарганцю в кількості 10 - 20 кг/т сталі.
Спосіб виплавки сталі в основній мартенівській печі

Номер патенту: 52495
Опубліковано: 16.12.2002
Автор: Бойко Володимир Семенович
МПК: C21C 5/04
Мітки: виплавки, мартенівській, спосіб, сталі, печі, основний
Формула / Реферат:
Спосіб виплавки сталі в основній мартенівській печі, що включає завалку металевого брухту, окислювачів, вапняку, який відрізняється тим, що в завалку частково завантажується гарячебрикетоване залізо та металевий брухт у співвідношенні 1:(2,9-6,8), при цьому співвідношення між масами вапняку й окислювачів складає (5,2-8,2):1.
Спосіб виплавки сталі у подових печах
Номер патенту: 30384
Опубліковано: 15.11.2000
Автори: Мовшович Вілорд Соломонович, Ботвинський Віктор Якович, Митько Володимир Олексійович, Штехно Олег Миколайович, Фогель Борис Михайлович, Аксененко Валерій Олексійович, Бражник Сергій Анатольович, Лапіцкий Всеволод Володимірович, Горлов Генадій Васильович, Тилик Василь Трохимович, Підгородецький Євген Олександрович
МПК: C21C 5/04
Мітки: виплавки, подових, спосіб, печах, сталі
Формула / Реферат:
1. Спосіб виплавки сталі у подових печах, який включає завалення шихтових матеріалів та флюсів, заливання чавуну, продування ванни киснем зверху, по закінченні якої метал продувають інертним газом з питомими витратами 0,5-1,4 м3/т та інтенсивністю 1,5-4,7 тис. м3/год, заглиблюючи фурми нижче його рівня на 50-500 мм, який відрізняється тим, що на завершальному етапі кисневого продування, рівним 0,05-0,25 її загальної...
Спосіб виплавки сталі в мартенівській печі

Номер патенту: 54688
Опубліковано: 17.03.2003
Автори: Медведенко Валерій Іванович, Вардумян Грант Володимирович, Банних Євген Володимирович, Крикунов Борис Петрович, Байструченко Олександр Савелійович, Мастицький Анатолій Іванович, Башкатов Роман Вячеславович
МПК: C21C 5/04
Мітки: виплавки, мартенівській, спосіб, сталі, печі
Формула / Реферат:
Спосіб виплавки сталі в мартенівській печі, який включає присадку до ванни агрегату твердого теплоносія відходів виробництва вторинного алюмінію, який відрізняється тим, що як відходи виробництва використовують алюмофлюс, причому введення алюмофлюсу здійснюють окремими порціями по 0,001-0,003 % від маси металошихти, а кожну окрему порцію перед присадкою розподіляють на окремі пакети масою 0,0001-0,0002 % від маси металошихти.