Спосіб термообробки сталі

Формула / Реферат
1. Спосіб термообробки сталі, що включає нагрівання стальних поковок, витримку в печі, охолодження з піччю, і охолодження на повітрі до температури навколишнього середовища, який відрізняється тим, що перший цикл нагрівання в печі проводять до температури 820-830 °C, при якій поковки витримують в печі протягом 540-800 хв. в залежності від діаметра поковок, а охолодження здійснюють до температури 480 °C зі швидкістю 10-20 °C/год. в залежності від діаметра поковок, другий цикл нагрівання в печі проводять до температури 620 °C, при якій поковки витримують в печі протягом 480-580 хв. в залежності від діаметра поковок, а охолодження здійснюють до температури 230 °C-270 °C зі швидкістю 10-20 °C/год. в залежності від діаметра поковок, третій цикл нагрівання в печі проводять до температури 260-280 °C, при якій поковки витримують в печі протягом 540-600 хв. в залежності від діаметра поковок, а охолодження здійснюють до температури навколишнього середовища.
2. Спосіб за п. 1, який відрізняється тим, що в другому та в третьому циклах швидкість охолодження для поковок діаметром 200¸320 мм становить 16-20 °C/год.
3. Спосіб за п. 1, який відрізняється тим, що в другому та в третьому циклах швидкість охолодження для поковок діаметром 320¸400 мм становить 12-16 °C/год.
4. Спосіб за п. 1, який відрізняється тим, що в другому та в третьому етапах швидкість охолодження для поковок діаметром ³400 мм становить 10-12 °C/год.
Текст
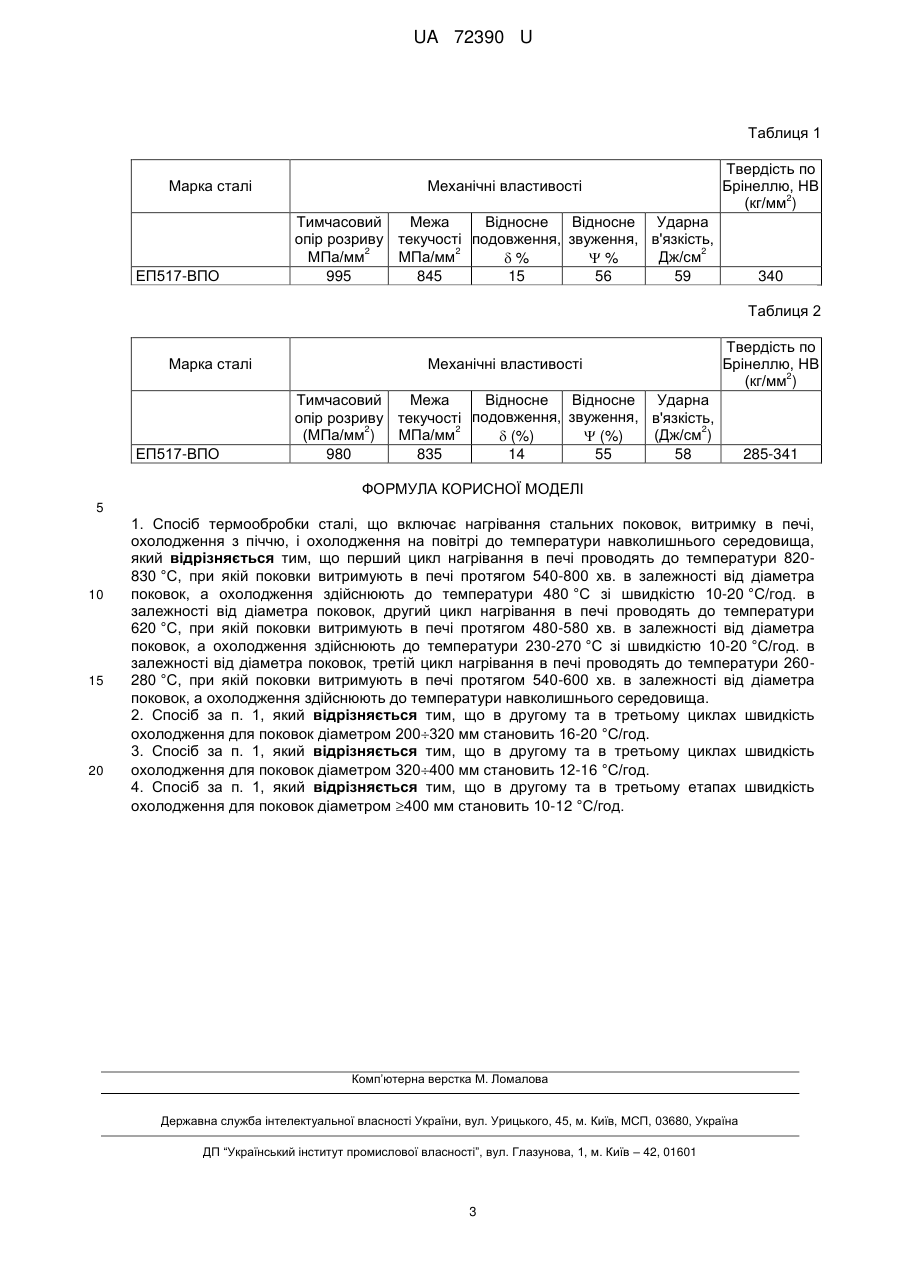
Реферат: Спосіб термообробки сталі включає нагрівання стальних поковок, витримку в печі, охолодження з піччю і охолодження на повітрі до температури навколишнього середовища. UA 72390 U (12) UA 72390 U UA 72390 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до способів термічної обробки високоміцної сталі, який здійснюють в декілька циклів, і може бути використана для виготовлення сталі, яку використовують для виробництва турбін, редукторів для морського флоту та іншого. Відомий спосіб термічної обробки великогабаритних виробів (Авторське свідоцтво СРСР №3591, МПК C21D 1/56, опубл. 27.12.1994, бюл. № 6), який включає нагрів, видержку, охолодження в баку з нагрітим гартівним середовищем і відпускання, в якому для зниження викривлення виробів і підвищення небезпеки праці за рахунок відвертання викиду гартівного середовища, охолодження здійснюють в дві стадії, на першій з яких охолоджують у воді з температурою tкип - 10 °C - tкип або водних розчинах солей з температурою tкип - 50 °C - tкип до придбання поверхнею виробу температури 180-550 °C, а на другій стадії здійснюють охолодження зануренням або проводять охолодження на повітрі. В даному способі внаслідок різкого зниження температури виробу відбувається утворення тріщин на поверхні, що приводить до неможливості подальшого використання виробу. Відомий спосіб термоциклічної обробки високоміцної сталі (Патент України №21636, МПК C21D 1/18, 15.03.2007, опубл. Бюл. №3, 2007р.), що включає швидкий нагрів до температури на 30-50 °C вище точки Ас1, критичної температури фазових перетворень структури металу при нагріванні, з наступним охолодженням на повітрі до температури на 50-80 °C нижче точки Аг1, критичної температури фазових перетворень структури металу при охолодженні, у якому нагрів виконують до температури на 205 °C вище температури фазових перетворень Ас3, критичної температури фазових перетворень структури металу при нагріванні, з наступним охолодженням на повітрі до температури нижче точки на 50 °C критичної температури фазових перетворень структури металу при охолодженні Аг1, а другий цикл нагрівання виконують до температури на 25 °C вище точки Ас3 з наступним охолодженням на повітрі до температури навколишнього середовища. В способі нагрів високоміцної сталі в обох циклах термообробки виконують індукційним нагріванням СВЧ зі швидкістю близько 100 °C/с і без витримування між циклами. Даний спосіб не забезпечує комплекс високих механічних характеристик, наприклад ударної в'язкості металу. Відомий спосіб термічної противофлокенної обробки поковок, (Патент РФ №2252268, МПК C21D3/06, опубл. 20.05.2005 p.), що включає охолодження після кування на повітрі до температури 250-350 °C, нагрів поковок в печі, витримку при цій температурі і їх охолодження, в якому нагрів поковок в печі ведуть до 660-700 °C, витримку проводять з тривалістю залежно від діаметра поковки і початкового вмісту водню в металі, а охолодження поковок здійснюють із швидкістю 5-20 °C/ч до 240-260 °C. Недоліком даного способу є великі затрати на проведення даної термообробки. Відомий спосіб одержання і термообробки антифрикційного сплаву (Патент України №38979, МПК С22С 38/00, опубл. 15.05.2001, Бюл. № 4, 2001 p.), який вибраний як найближчий аналог, який включає виплавку сплаву в електропечі, зливання його в ківш, заливання його в ливарну форму, охолодження сплаву до температури навколишнього середовища із наступною його термообробкою, що включає нагрівання сплаву, його витримку, охолодження з піччю, і охолодження в печі з відкритим подом до температури навколишнього середовища. В відомому способі виплавку сплаву ведуть при температурі 540-1580 °C, заливання сплаву в ливарну форму здійснюють при температурі 1460-1480 °C, а при термообробці сплаву в термопечі піднімають температуру до 900 °C, при якій сплав витримують протягом 4-х годин, охолодження сплаву з піччю здійснюють у два етапи, між якими сплав витримують протягом 5-й годин при температурі 726 °C, причому на першому етапі охолодження ведуть протягом 24-х годин до температури 726 °C, а на другому етапі охолодження ведуть протягом 5-ти годин до температури 660 °C. В даному способі висока температура термообробки може спричинити втрати зв'язку між зернами, в результаті чого зменшується пластичність та міцність сплаву (сталі), стійкість до зношування та інших міцнісних характеристик. В основу корисної моделі поставлена задача вдосконалення відомого способу термообробки сталі, в якому шляхом введення трьох циклів нагріву/охолодження стальних поковок з новими оптимальними параметрами термообробки досягається підвищення міцності та пластичності виробів за рахунок усунення крупнозернистості та різнозернистості структури сталі, що в свою чергу підвищує рівень безпечності та збільшення ресурсів виробів, виготовлених з даної сталі. Поставлена задача вирішується тим, що запропоновано спосіб термообробки сталі, що включає нагрівання стальних поковок, витримку в печі, охолодження з піччю, і охолодження на повітрі до температури навколишнього середовища, в якому, згідно з корисною моделлю, перший цикл нагрівання в печі проводять до температури 820-830 °C, при якій поковки витримують в печі протягом 540-800 хв. в залежності від діаметра поковок, а охолодження 1 UA 72390 U 5 10 15 20 25 30 35 40 45 50 55 здійснюють до температури 480 °C зі швидкістю 10-20 °C/год. в залежності від діаметра поковок, другий цикл нагрівання в печі проводять до температури 620 °C, при якій поковки витримують в печі протягом 480-580 хв. в залежності від діаметра поковок, а охолодження здійснюють до температури 230 °C-270 °C зі швидкістю 10-20 °C/год. в залежності від діаметра поковок, третій цикл нагрівання в печі проводять до температури 260-280 °C, при якій поковки витримують в печі протягом 540-600 хв. в залежності від діаметра поковок, а охолодження здійснюють до температури навколишнього середовища. Крім того, в другому та в третьому циклах швидкість охолодження для поковок діаметром 200320 мм становить 16-20 °C/год. Крім того, в другому та в третьому циклах швидкість охолодження для поковок діаметром 32400 мм становить 12-16 °C/год. Крім того, в другому та в третьому етапах швидкість охолодження для поковок діаметром 400 мм становить 10-12 °C/год. Дані параметри запропонованого способу термічної обробки сталі ЕП517-ВПО гарантують отримання заданих механічних характеристик при відносно мінімальних затратах на термообробку. Дані значення режимів термообробки (нагрівання, витримку в печі, охолодження в печі) для досягнення необхідних властивостей сталі, а саме марки ЕП517-ВПО, були отримані заявниками експериментально. Запропонований спосіб виключає в структурі сталі утворення крихких структурних складових і підвищує однорідність мікроструктури, що дозволяє їй забезпечувати комплекс механічних характеристик, які пред'являються до даного металу при використанні в турбінах та редукторах. Приклади використання запропонованого способу. Для здійснення способу термообробки сталі використовують будь-які промислові печі для термообробки металів, які забезпечують технологічні вимоги по рівномірності нагрівання поковок, дотримання режиму охолодження та інших параметрів. Приклад 1 В печі проводиться термообробка поковки з сталі марки ЕП517-ВПО діаметром 200320 мм. На початку термообробки поковку нагрівають в печі до температури 820 °C, витримують поковку в печі протягом 540-640 хв., охолоджують до температури 480 °C зі швидкістю 16-20 °C/год., в другому циклі нагрівають в печі до температури 620 °C, витримують поковку в печі протягом 480-520 хв., охолоджують до температури 230 °C-240 °C зі швидкістю 16-20 °C/год., в третьому циклі нагрівають в печі до температури 260-280 °C, витримують поковку в печі протягом 540-600 хв. і заключне охолодження здійснюють до температури навколишнього середовища (швидкість охолодження довільна). Приклад 2 В печі проводиться термообробка поковки з сталі марки ЕГТ517-ВПО діаметром 320400 мм. На початку термообробки поковку нагрівають в печі до температури 820 °C, витримують поковку в печі протягом 640-800 хв., охолоджують до температури 480 °C зі швидкістю 1216 °C/год., в другому циклі нагрівають в печі до температури 620 °C, витримують поковку в печі протягом 520-540 хв., охолоджують до температури 240 °C-250 °C зі швидкістю 12-16 °C/год., в третьому циклі нагрівають в печі до температури 260 °C, витримують поковку в печі протягом 560-580 хв. і заключне охолодження здійснюють до температури навколишнього середовища (швидкість охолодження довільна). Приклад 3 В печі проводиться термообробка поковки з сталі марки ЕП517-ВПО діаметром 400 мм. На початку термообробки поковку нагрівають в печі до температури 830 °C, витримують поковку в печі протягом часу більшого за 800 хв., охолоджують до температури 480 °C зі швидкістю 1012 °C/год., в другому циклі нагрівають в печі до температури 620 °C, витримують поковку в печі протягом 540-580 хв., охолоджують до температури 250 °C-270 °C зі швидкістю 10-12 °C/год., в третьому циклі нагрівають в печі до температури 280 °C, витримують поковку в печі протягом 560-580 хв. і заключне охолодження здійснюють до температури навколишнього середовища (швидкість охолодження довільна). Експериментальні дані по механічним властивостям сталь марки ЕП517-ВПО після проведення термообробки запропонованим способом наведені в Таблиці 1, а в Таблиці 2 наведено механічні властивості сталі марки ЕП517-ВПО згідно з вимогами ТУ. 2 UA 72390 U Таблиця 1 Марка сталі ЕП517-ВПО Механічні властивості Твердість по Брінеллю, НВ 2 (кг/мм ) Відносне Відносне Ударна Тимчасовий Межа опір розриву текучості подовження, звуження, в'язкість, 2 2 2 МПа/мм МПа/мм Дж/см % % 995 845 15 56 59 340 Таблиця 2 Марка сталі ЕП517-ВПО Механічні властивості Твердість по Брінеллю, НВ 2 (кг/мм ) Відносне Відносне Ударна Тимчасовий Межа опір розриву текучості подовження, звуження, в'язкість, 2 2 2 (МПа/мм ) МПа/мм (Дж/см ) (%) (%) 980 835 14 55 58 285-341 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 1. Спосіб термообробки сталі, що включає нагрівання стальних поковок, витримку в печі, охолодження з піччю, і охолодження на повітрі до температури навколишнього середовища, який відрізняється тим, що перший цикл нагрівання в печі проводять до температури 820830 °C, при якій поковки витримують в печі протягом 540-800 хв. в залежності від діаметра поковок, а охолодження здійснюють до температури 480 °C зі швидкістю 10-20 °C/год. в залежності від діаметра поковок, другий цикл нагрівання в печі проводять до температури 620 °C, при якій поковки витримують в печі протягом 480-580 хв. в залежності від діаметра поковок, а охолодження здійснюють до температури 230-270 °C зі швидкістю 10-20 °C/год. в залежності від діаметра поковок, третій цикл нагрівання в печі проводять до температури 260280 °C, при якій поковки витримують в печі протягом 540-600 хв. в залежності від діаметра поковок, а охолодження здійснюють до температури навколишнього середовища. 2. Спосіб за п. 1, який відрізняється тим, що в другому та в третьому циклах швидкість охолодження для поковок діаметром 200320 мм становить 16-20 °C/год. 3. Спосіб за п. 1, який відрізняється тим, що в другому та в третьому циклах швидкість охолодження для поковок діаметром 320400 мм становить 12-16 °C/год. 4. Спосіб за п. 1, який відрізняється тим, що в другому та в третьому етапах швидкість охолодження для поковок діаметром 400 мм становить 10-12 °C/год. Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment of steel
Автори англійськоюPoliatykina Olha Oleksiivna
Назва патенту російськоюСпособ термообработки стали
Автори російськоюПолятикина Ольга Алексеевна
МПК / Мітки
Мітки: сталі, спосіб, термообробки
Код посилання
<a href="https://ua.patents.su/5-72390-sposib-termoobrobki-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб термообробки сталі</a>
Спосіб термообробки сталі
Номер патенту: 79717
Опубліковано: 10.07.2007
Автор: Малінов Леонід Соломонович
Мітки: термообробки, сталі, спосіб
Формула / Реферат:
1. Спосіб термообробки сталі, що включає гартування з температури Ас3 + (40-60 °С) і низький відпуск, який відрізняється тим, що перед гартуванням здійснюють попереднє нагрівання сталі в печі, котра має температуру Ас1 + (40-60°С), витримують, після чого здійснюють нагрівання до температури Ас3 + (40-60 °С) і також витримують.2. Спосіб за п. 1, який відрізняється тим, що витримування при температурі Ас1 + (40-60 °С) проводять протягом...
Спосіб термообробки доевтектоїдної сталі
Номер патенту: 99053
Опубліковано: 10.07.2012
Автори: Малінов Леонід Соломонович, Малінова Дар'я Володимирівна
МПК: C21D 1/28, C21D 1/78, C21D 1/18
Мітки: сталі, спосіб, термообробки, доевтектоїдної
Формула / Реферат:
1. Спосіб термообробки доевтектоїдної сталі що включає її нагрівання і витримку в міжкритичному інтервалі температур (МКІТ), охолодження на повітрі до кімнатної температури, який відрізняється тим, що перед нагріванням і витримкою в МКІТ цієї сталі проводять нагрівання до температури Ас3+(30-50 ºС), витримку з розрахунку 2 хв. на 1 мм перерізу сталі і охолоджують до 450-550 °С на повітрі.2. Спосіб за п. 1, який відрізняється тим,...
Спосіб термообробки сталі
Номер патенту: 87940
Опубліковано: 25.08.2009
Автори: Малінов Леонід Соломонович, Малінов Володимир Леонідович
МПК: C21D 1/06, C21D 1/78, C21D 1/18, C21D 1/09
Мітки: сталі, спосіб, термообробки
Формула / Реферат:
Спосіб термообробки сталі, який включає її нагрівання в міжкритичному інтервалі температур, витримку, наступне охолодження у воді до інтервалу температур утворення нижнього бейніту, охолодження сталі в даному інтервалі температур на повітрі або витримку в печі при постійній температурі з наступним охолодженням на повітрі, який відрізняється тим, що потім додатково здійснюють загартування поверхні сталі нагріванням вище Ас3 із застосуванням...
Спосіб термообробки сталі для бронефутерувальних плит
Номер патенту: 64796
Опубліковано: 25.11.2011
Автори: Карауланов Олег Вікторович, Мілентьєв Вадим Олександрович, Солідор Наталя Аркадіївна, Малінов Леонід Соломонович
МПК: C21D 1/00
Мітки: сталі, термообробки, спосіб, бронефутерувальних, плит
Формула / Реферат:
Спосіб термообробки сталі для бронефутерувальних плит, що включає гартування і відпуск, який відрізняється тим, що гартування проводять при температурі від 890 до 960 ° С, а відпуск після гартування проводять при температурі від 195 до 255 °C.
Спосіб термообробки сталі
Номер патенту: 51138
Опубліковано: 15.11.2002
Автор: Малінов Леонід Соломонович
МПК: C21D 1/18
Мітки: сталі, термообробки, спосіб
Формула / Реферат:
1. Спосіб термообробки сталі, що включає швидкісне нагрівання сталі до температури аустенітної зони, короткочасне витримування, охолодження для одержання мартенситу або нижнього бейніту, який відрізняється тим, що перед швидкісним нагріванням додатково проводять нормалізацію або гартування, нагрівання і витримування у субкритичному (СК) або/та міжкритичному (МК) інтервалах температур.2. Спосіб по п.1, який відрізняється тим, що...
Попередній патент: Лікарський засіб “бластофаг-u”, що має протипухлинну активність
Наступний патент: Спосіб монтажу електричних систем нагрівання підлоги
Випадковий патент: Гільза цигарки