Карауланов Олег Вікторович
Спосіб виготовлення роликів машин безперервного лиття заготовок
Номер патенту: 122510
Опубліковано: 10.01.2018
Автори: Воз'янов Євгеній Іванович, Карауланов Олег Вікторович, Коробка Олег Володимирович, Матвієнко Володимир Миколайович, Лещинський Леонід Кимович
МПК: B23K 9/04
Мітки: лиття, машин, заготовок, виготовлення, спосіб, роликів, безперервного
Формула / Реферат:
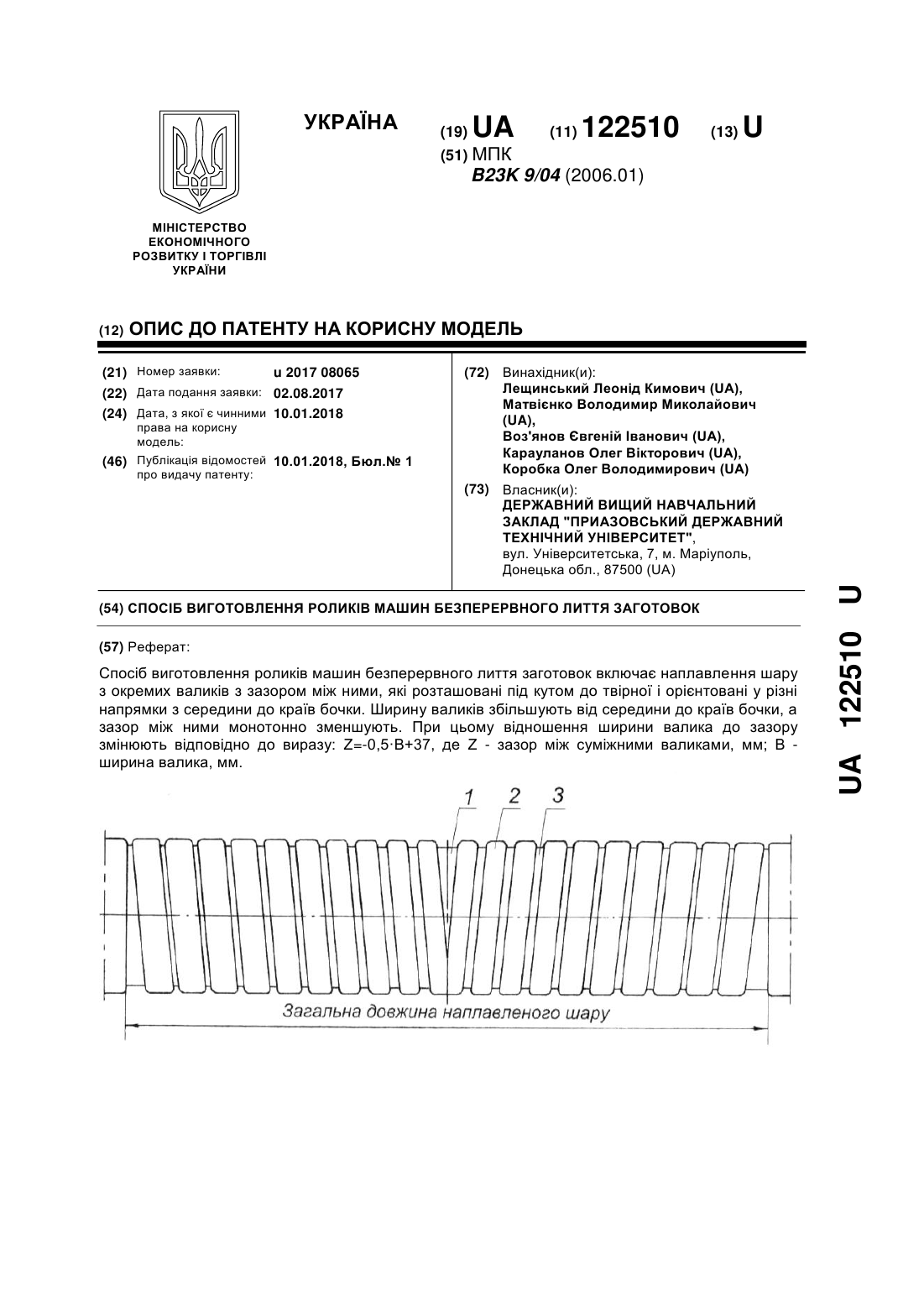
Спосіб виготовлення роликів машин безперервного лиття заготовок, що включає наплавлення шару з окремих валиків з зазором між ними, які розташовані під кутом до твірної і орієнтовані у різні напрямки з середини до країв бочки, який відрізняється тим, що ширину валиків збільшують від середини до країв бочки, а зазор між ними монотонно зменшують, при цьому відношення ширини валика до зазору змінюють відповідно до виразу: Ζ=-0,5·В+37, де...
Спосіб наплавлення тіл обертання циліндричної форми
Номер патенту: 101603
Опубліковано: 25.09.2015
Автори: Карауланов Олег Вікторович, Лещинський Леонід Кимович, Мазур Владислав Олександрович, Матвиенко Володимир Миколайович
МПК: B23K 9/04, B22D 19/00
Мітки: спосіб, тіл, циліндричної, обертання, форми, наплавлення
Формула / Реферат:
Спосіб наплавлення тіл обертання циліндричної форми, що включає наплавлення окремими валиками, розташованими під кутом до твірної і зазором між ними, який відрізняється тим, що кут нахилу і ширину валика, зазор між валиками визначають відповідно до виразів:48-50°£a£75-77°0,05£b/D£0,18(0,15-0,20)£b£D£(0,32-0,35)•b,де D - діаметр ролика; b - ширина валика вздовж твірної; a -...
Спосіб термообробки сталі для бронефутерувальних плит
Номер патенту: 64796
Опубліковано: 25.11.2011
Автори: Карауланов Олег Вікторович, Малінов Леонід Соломонович, Мілентьєв Вадим Олександрович, Солідор Наталя Аркадіївна
МПК: C21D 1/00
Мітки: плит, сталі, бронефутерувальних, спосіб, термообробки
Формула / Реферат:
Спосіб термообробки сталі для бронефутерувальних плит, що включає гартування і відпуск, який відрізняється тим, що гартування проводять при температурі від 890 до 960 ° С, а відпуск після гартування проводять при температурі від 195 до 255 °C.