Спосіб виготовлення металорізальних інструментів, головним чином різців
Номер патенту: 73120
Опубліковано: 10.09.2012
Автори: Романенко Тамара Федорівна, Романенко Віктор Олександрович

Формула / Реферат
1.Спосіб виготовлення металорізальних інструментів, головним чином різців, що включає виготовлення тіла й головки різця, яку заточують під робочими кутами різання, закріплюють на ній металокерамічну або із твердого сплаву ріжучу пластинку й утворять на ній ріжучі крайки, який відрізняється тим, що на передню частину тіла різця й (або) його головку наносять шар металу з більш високим коефіцієнтом тепловіддачі, наприклад міді, після чого нанесений шар металу видаляють із ріжучих крайок інструмента.
2. Спосіб за п. 1, який відрізняється тим, що шар міді наносять товщиною 2-3 мм металізацією або зануренням у розплав зазначеного металу.
Текст
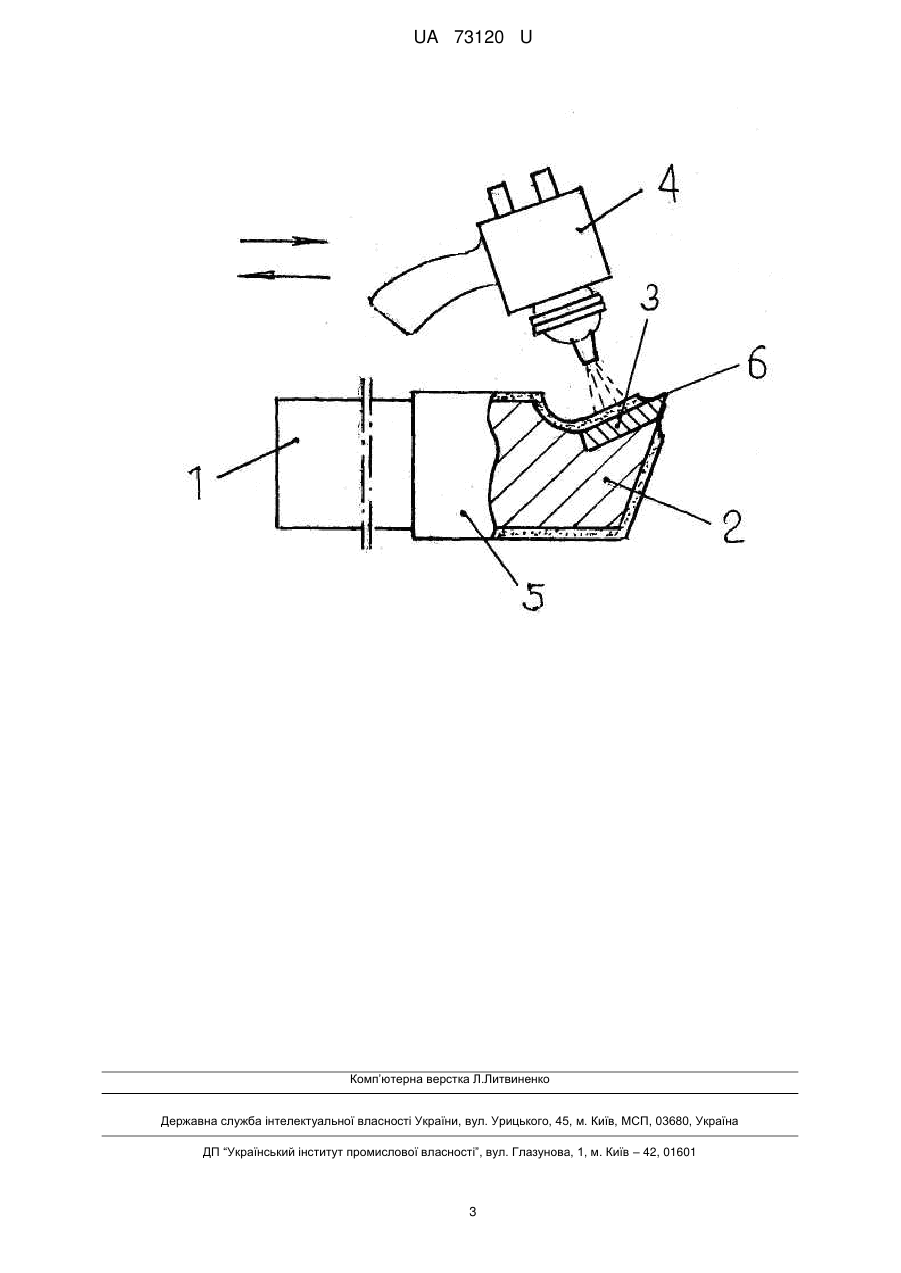
Реферат: Спосіб виготовлення металорізальних інструментів, головним чином різців, включає виготовлення тіла й головки різця, яку заточують під робочими кутами різання, закріплюють на ній металокерамічну або із твердого сплаву ріжучу пластинку й утворять на ній ріжучі крайки. На передню частину тіла різця й (або) його головку наносять шар металу з більше високим коефіцієнтом тепловіддачі, наприклад міді, після чого нанесений шар металу видаляють із ріжучих крайок інструмента. UA 73120 U (54) СПОСІБ ВИГОТОВЛЕННЯ МЕТАЛОРІЗАЛЬНИХ ІНСТРУМЕНТІВ, ГОЛОВНИМ ЧИНОМ РІЗЦІВ UA 73120 U UA 73120 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до області обробки металів, зокрема до способів виготовлення металорізальних інструментів: токарських і стругальних різців, фрез, різьбонарізних плашок і т.п., підвищеної зносостійкості для силового й швидкісного різання. Відомий спосіб виготовлення металорізальних інструментів, головним чином різців, що включає утворення тіла різця, головки, що заточують під робочими кутами різання, закріплюють на ній металокерамічну або із твердого сплаву ріжучу пластинку й утворюють ріжучі крайки (див. Краткий политехнический словарь. Гос. издательство технико-теоретической литературы. - Μ., 1956 г. - С. 796. фіг. 1, - С. 797 фіг. 1,2. Прототип). Недоліком відомої технології є мала довговічність і зносостійкість виготовлених інструментів, наприклад різців. Однією із причин цього є те, що у виготовленому інструменті не забезпечується інтенсивний відвід тепла в охолодну рідину при різанні металу. У різець іде 2-8 % від загального балансу тепла, що виникає при різанні металу, і становить 7-12 кДж/хв., при цьому на лінії різання температура металу досягає 800-900 °С, а в зоні тертя стружки, що відходить, - до 1300 °С. При цьому в охолодний технологічний засіб (СОТС), що має також низький коефіцієнт теплопровідності й короткочасний контакт із інструментом при вільному поливі в зону різання металу, теплота, що виникла в процесі механічної обробки металів навіть, при 100-150 °С, приділяється не досить ефективно. Тому головним у збільшенні довговічності й зносостійкості металорізального інструмента, є створення такої технології виготовлення металорізального інструмента, у результаті якої виготовлений інструмент ефективно відводить тепло із зони різання металу, головки й передньої частини тіла різця в охолоджувальну рідину. Збільшити відвід тепла від різця можна, уклавши його тіло й (або) головку в шар металу з більш високої теплопровідністю, наприклад у шар міді, теплопровідність якої (3846 кДж/ см-сікград) набагато вище теплопровідності сталі. Завдяки стрибку теплопровідності (в 8-9 разів) на границі різець і метал покриття, різко змінюється структура й інтенсивність теплового потоку. Виникає свого роду тепловий «вакуум» і ефект теплового насоса, що сприяє посиленню відводу тепла у бік металу охолоджувача (мідь), а не в глибину тіла різця (сталь). Істотне збільшення градієнта теплового потоку на границі різця з покриваючою його міддю сприяє посиленню відводу тепла із зони різання в засіб охолодження й відповідно сприяє зниженню локальних пікових концентрацій тепла поблизу передньої ріжучої крайки різця. Відвід тепла від матеріалу покриття різця досить здійснити потоком охолодженого повітря з дозованою подачею масла в зону різання винятково для зниження тертя між різцем, оброблюваною деталлю й стружкою. Це дозволяє здобувати достатній економічний ефект за рахунок зниження зношування різця й поліпшить промислову санітарію. В основу корисної моделі поставлено задачу розробки способу виготовлення металорізальних інструментів, головним чином різців для силового або швидкісного різанні металу, у якому прискорений відвід тепла з матеріалу різця в охолоджувальне середовище. Технічний результат - збільшення зносостійкості й терміну служби металорізального інструмента, а також підвищення якості обробки деталей при його використанні. Поставлена задача вирішується тим, що спосіб виготовлення металорізальних інструментів, головним чином різців, включає виготовлення тіла й головки різця, яку заточують під робочими кутами різання, закріплюють на ній металокерамічну або із твердого сплаву ріжучу пластинку й утворять ріжучі крайки, згідно з корисною моделлю, на тіло різця й (або) його головку наносять шар металу, що має більш високий коефіцієнт теплопровідності, наприклад міді, після чого нанесений шар металу видаляють із ріжучих крайок інструмента. Зазначені ознаки необхідні й достатні для здійсненняспособу й досягнення технічного результату. Спосіб характеризується також тим, що інструмент покривають шаром металу, наприклад міді товщиною 2-3 мм металізацією або зануренням у розплав зазначеного металу. Зазначена ознака є факультативним, тому що товщина покриття різця, наприклад, міддю залежить від зусилля й швидкості різання матеріалу, на які розрахований інструмент. Причинно-наслідковий зв'язок нових ознак корисної моделі й результату, який досягається при її здійсненні, полягає в наступному: - нанесення на тіло й (або) головку металорізального інструмента, головним чином різця, шару металу з більш високим коефіцієнтом теплопровідності, наприклад міді, дозволило істотно збільшити відвід тепла із зони різання металу й головки різця в омиваючу його мастильноохолоджувальну рідину; - нанесення шару металу, наприклад міді, на різець товщиною 2-3 мм металізацією або зануренням у розплав зазначеного металу, підвищило його зносостійкість і якість обробки деталей при проведенні силового або швидкісного різання різних металів. 1 UA 73120 U 5 10 15 20 На кресленні показане нанесення шару міді на тіло й головку різця. Приклад 1 здійснення способу. Із прямокутного прутка 24 см вуглецевої сталі відрізають тіло різця 1 і фрезерують на ньому головку 2 необхідної геометрії, приварюють твердосплавну пластинку 3 і заточують під робочими кутами різання або прикріплюють металокерамічну пластинку й утворюють ріжучі крайки. Штатним пристроєм 4 для металізації розпиленням, на передню частину тіла 1 і головку 2 наносять шар 5 міді товщиною 2 мм, після чого з ріжучих крайок 6 видаляють, наприклад, заточуванням нанесений шар металу. Контрольним (без покриття міддю) і дослідним різцем 1 з покриттям міддю товщиною 2 мм, проводили механічну обробку вуглецевої сталі, у вигляді прутка діаметром 150 мм і довжиною 500 мм при швидкості різання 0,35 м/хв. і глибині різання 2,0 мм. Зону різання, головку 2 і передню частину тіла кожного різця 1 безупинно обмивали водою при температурі 18 °С, що зібрали в термоси й виміряли в них температуру води. Вода, що обмивала різець без покриття нагрілася до 25 °С, а води, що обмивала різець, покритий шаром міді товщиною 2,0 мм, - до 43 °С. Приклад 2. Проводили при таких же параметрах різання металу різцем, на якому нанесене покриття товщиною шару 3 мм, зануренням у розплав міді. Вода в термосі, що обмивала різець 1 з покриттям міддю, нагрілася до 60°С. Із прикладів перевірки способу виходить, що нанесення покриття міддю товщиною 3 мм на передню частину тіла й головку різця забезпечує ефективний відвід тепла від його ріжучих крайок при практично будь-яких режимах роботи. Застосування виготовлених таким способом різців забезпечує підвищення довговічності й зносостійкості в 2-3 рази, чим без покриття міддю. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 1. Спосіб виготовлення металорізальних інструментів, головним чином різців, що включає виготовлення тіла й головки різця, яку заточують під робочими кутами різання, закріплюють на ній металокерамічну або із твердого сплаву ріжучу пластинку й утворюють на ній ріжучі крайки, який відрізняється тим, що на передню частину тіла різця й (або) його головку наносять шар металу з більш високим коефіцієнтом тепловіддачі, наприклад міді, після чого нанесений шар металу видаляють із ріжучих крайок інструмента. 2. Спосіб за п. 1, який відрізняється тим, що шар міді наносять товщиною 2-3 мм металізацією або зануренням у розплав зазначеного металу. 2 UA 73120 U Комп’ютерна верстка Л.Литвиненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing cutting tools mainly cutters
Автори англійськоюRomanenko Viktor Oleksandrovych, Romanenko Tamara Fedorivna
Назва патенту російськоюСпособ изготовления металлорежущих инструментов, главным образом, резцов
Автори російськоюРоманенко Виктор Александрович, Романенко Тамара Федоровна
МПК / Мітки
МПК: B23P 15/00, C23C 4/00
Мітки: головним, металорізальних, виготовлення, різців, чином, спосіб, інструментів
Код посилання
<a href="https://ua.patents.su/5-73120-sposib-vigotovlennya-metalorizalnikh-instrumentiv-golovnim-chinom-rizciv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення металорізальних інструментів, головним чином різців</a>
Спосіб вирощування рослин, головним чином цибульних
Номер патенту: 48547
Опубліковано: 15.08.2002
Автори: Сальнікова Наталя Вікторовна, Сальніков Віктор Павлович, Сальнікова Антоніна Вікторовна
МПК: A01C 7/00
Мітки: чином, головним, рослин, спосіб, вирощування, цибульних
Формула / Реферат:
1. Спосіб вирощування рослин, головним чином цибульних, який включає розміщення посадочного матеріалу в пористі стрічки з наступним укладанням стрічки в борозни і засипання борозни грунтом, виймання пористої стрічки з вирослими цибулинами з грунту, а цибулин - з пористої стрічки, який відрізняється тим, що посадочний матеріал розміщують по черзі з субстратом в двошарову стрічку у вигляді панчохи з термопластичного матеріалу, наприклад...
Спосіб визначення схеми розміщення різців на робочому органі землерийної машини

Номер патенту: 24694
Опубліковано: 10.07.2007
Автори: Мазуренко Петро Григорович, Юрчук Володимир Петрович, Огороднік Богдан Миколайович
МПК: E02F 9/28
Мітки: землерийної, машини, різців, схемі, органі, визначення, робочому, розміщення, спосіб
Формула / Реферат:
Спосіб визначення схеми розміщення різців на робочому органі землерийної машини, що включає дію зубців на ґрунтовий моноліт шляхом віддалення ціликів різання на величину різання одним різцем в проекції на вертикальну площину, розміщену перпендикулярно поздовжній осі робочого органа, який відрізняється тим, що процес дії різця, який складається з ціликів різання та сколювання ґрунту і утворює модуль дії різця, накладають на схему кріплення...
Спосіб витягання твердої маси з ємкостей головним чином розривного заряду з корпусів боєприпасу
Номер патенту: 19466
Опубліковано: 25.12.1997
Автор: Кунгурцев Юрій Миколайович
МПК: F42B 33/00, B08B 9/08
Мітки: спосіб, головним, маси, твердої, ємкостей, корпусів, розривного, чином, заряду, витягання, боєприпасу
Формула / Реферат:
Способ извлечения твердой массы из емкостей, главным образом разрывного заряда из корпусов боеприпаса путем воздействия на него теплоносителем до получения расплава, отличающийся тем, что расплав обращают в капли, которые дробят о поверхность жидкости для получения мелких фракций материала.
Пристрій для електроосмотичного осушення об’єктів, головним чином стін будинків і споруд
Номер патенту: 72372
Опубліковано: 15.02.2005
Автор: Сторожко Сергій Іванович
МПК: B01D 61/42
Мітки: електроосмотичного, стін, будинків, об'єктів, чином, споруд, пристрій, головним, осушення
Формула / Реферат:
1. Пристрій для електроосмотичного осушення об’єктів, головним чином стін будинків і споруд, що містить зовнішній електрод у вигляді вертикальних стержнів, з’єднаних у замкнутий контур струмопровідним матеріалом, встановлених у грунті навколо об’єкта, що осушується, і розташований усередині цього контуру внутрішній електрод, з’єднаний з джерелом електричного струму, який відрізняється тим, що внутрішній електрод виконаний у вигляді...
Пристрій для пакування та видачі твердих профільних тіл, головним чином таблеток або/і капсул для орального призначення
Номер патенту: 91382
Опубліковано: 26.07.2010
Автори: Бенц Зольтан, Ердеї Зольтан, Мезеі Янош
МПК: B65D 83/04
Мітки: видачі, таблеток, профільних, головним, орального, чином, твердих, тіл, пакування, призначення, пристрій, капсул
Формула / Реферат:
1. Пристрій для пакування та видачі твердих профільних тіл, головним чином таблеток або/і капсул для орального призначення, який має контейнер, загерметизований кришечкою, придатною для зберігання профільних тіл, отвір для видачі і деталі, які виконані з можливістю подачі профільних тіл зсередини контейнера до отвору для видачі, при цьому контейнер (5) виконаний в корпусі (1) з можливістю переміщення подібно до поршня проти дії сили...
Попередній патент: Лабіринтно-гвинтовий насос
Наступний патент: Спосіб діагностики гіперреактивної бронхіальної астми в дітей
Випадковий патент: Спосіб очищення рідинних середовищ від радіоактивних забруднень