Спосіб для оцінки тріщиностійкості зварного з’єднання гартівної сталі та пристрій для його здійснення
Номер патенту: 73637
Опубліковано: 15.08.2005
Автори: Савицький Михайло Михайлович, Кулик Віктор Михайлович
Формула / Реферат
1. Спосіб оцінки тріщиностійкості зварного з'єднання гартівної сталі випробуванням на уповільнене руйнування при навантаженні без досягнення межі міцності бічним розтягувальним зусиллям тривалої дії через прилеглі випробувальні частини звареної сталі з визначенням розривного напруження, мікропластичних деформацій, терміну руйнування, роботи деформування і руйнування, які відрізняється тим, що навантаження здійснюють рівномірно по висоті стикового з'єднання звичайного формування без штучного концентрування напружень, при мікропластичному деформуванні розтягувальне зусилля поступово зменшують, переважно лінійно, і показниками тріщиностійкості визнають як початкове, так і поточне напруження розтягу, в тому числі розривне, відносну мікропластичну деформацію випробувальної ділянки загартованого металу та питому роботу деформування і руйнування як інтегральний добуток змінюваних напруження розтягу і відносної мікропластичної деформації.
2. Спосіб за п. 1, який відрізняється тим, що тривалу дію і лінійне зменшування розтягувального зусилля додержують здеформованим пружним елементом і визначають поточне напруження розтягу, зокрема розривне, як добуток початкового напруження розтягу і співвідношення поточної, зокрема передрозривної та початкової деформації пружного елемента, а абсолютну мікропластичну деформацію загартованого металу визначають при недосягненні напруженням розтягу межі плинності за зменшенням деформації пружного елемента, відносну мікропластичну деформацію загартованого металу та питому роботу деформування і руйнування як добуток усередненого напруження розтягу і відносної мікропластичної деформації.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що додатково при випробуванні визначають термін зародження і кількість тріщин за сигналами акустичної емісії від датчика, розміщеного на поверхні звареної сталі, після випробування - структуру і механічні властивості зварного з'єднання.
4. Спосіб за одним з пп. 1-3, який відрізняється тим, що розтягувальним зусиллям діють однобічно на частину зварного з'єднання по довжині через одну випробувальну частину звареної сталі.
5. Спосіб за одним з пп. 1-3, який відрізняється тим, що розтягувальне зусилля прикладають до зварного з'єднання двобічно через випробувальну і допоміжну частини звареної сталі.
6. Спосіб за одним з пп. 1-3, який відрізняється тим, що розтягувальне зусилля прикладають до зварного з'єднання двобічно через дві випробувальні частини звареної сталі.
7. Пристрій для оцінки тріщиностійкості зварного з'єднання гартівної сталі випробуванням на уповільнене руйнування, що містить не менше двох сталевих частин, в тому числі випробувальну компактного перерізу, та спільне зварне з'єднання, сполучене з випробувальною частиною по короткій стороні, який відрізняється тим, що складові частини, які є рівнотовщинними, розміщуються в одній площині, а зварне з'єднання є стиковим, отриманим зварюванням окремих або проплавленням цільних частин сталі.
8. Пристрій за п. 7, який відрізняється тим, що стикове з'єднання по один бік сполучається з випробувальною та двома обабіч неї допоміжними частинами, по другий бік - з однією допоміжною частиною, співрозмірною вздовж з'єднання попереднім трьом частинам разом.
9. Пристрій за п. 7, який відрізняється тим, що зварне з'єднання сполучається обабіч з двома випробувальними частинами однакової ширини зі сполученими осями симетрії.
10. Пристрій за одним з пп. 7-9, який відрізняється тим, що з боків випробувальних частин розміщуються допоміжні частини.
11. Пристрій за одним з пп. 7, 8, 10, який відрізняється тим, що між випробувальними і допоміжними частинами дотримуються зазори, завдяки скосам або/та виборкам на бокових сторонах допоміжних частин.
Текст
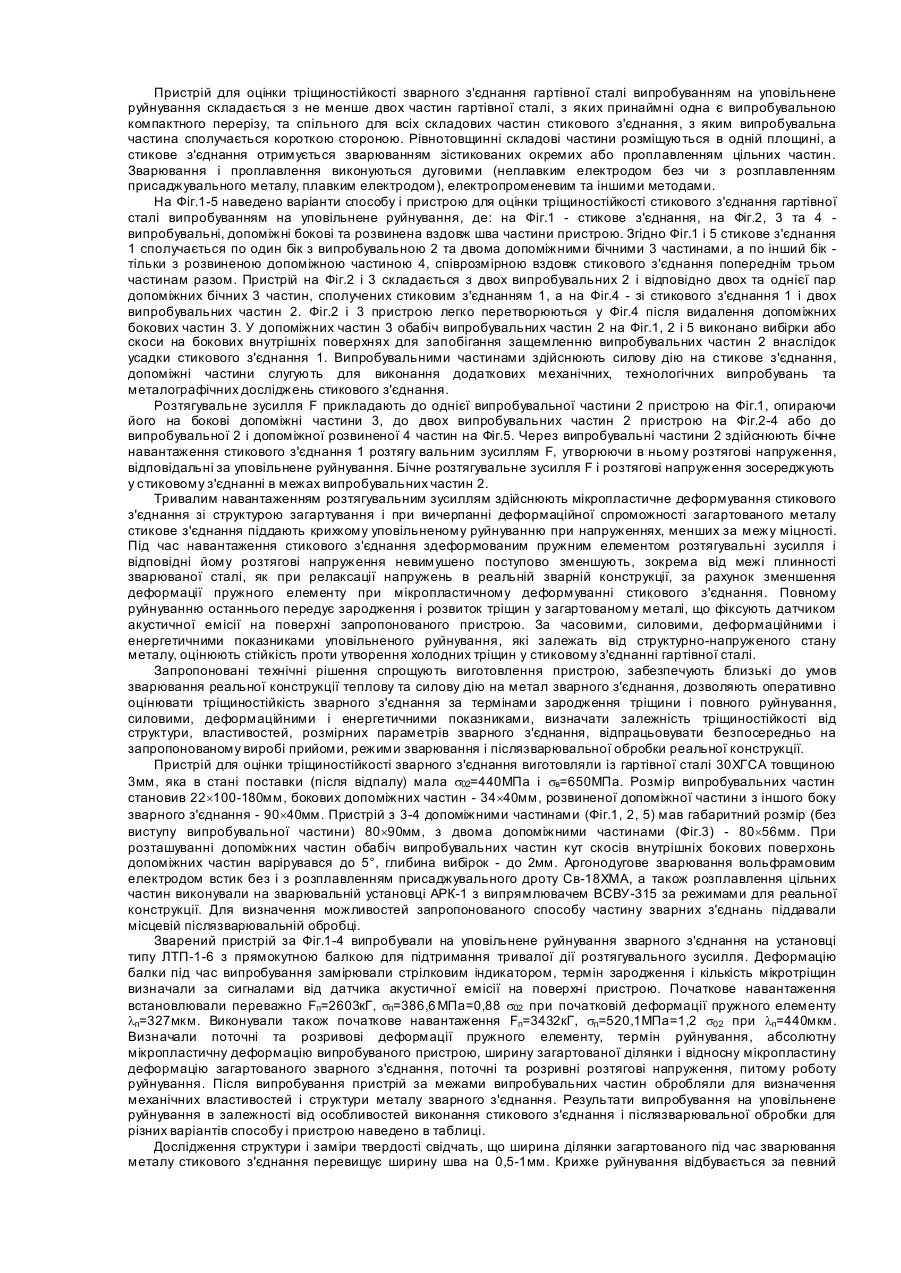
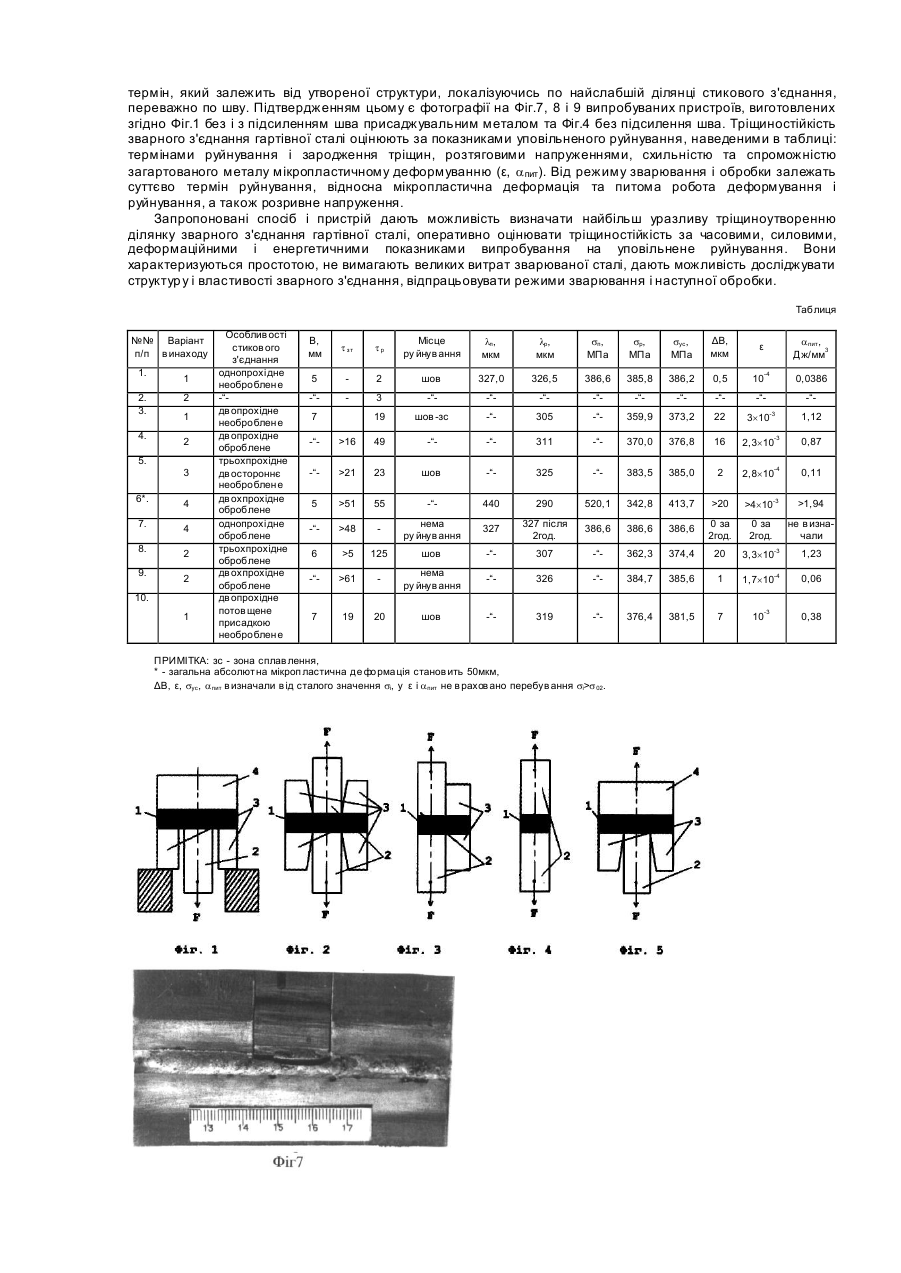
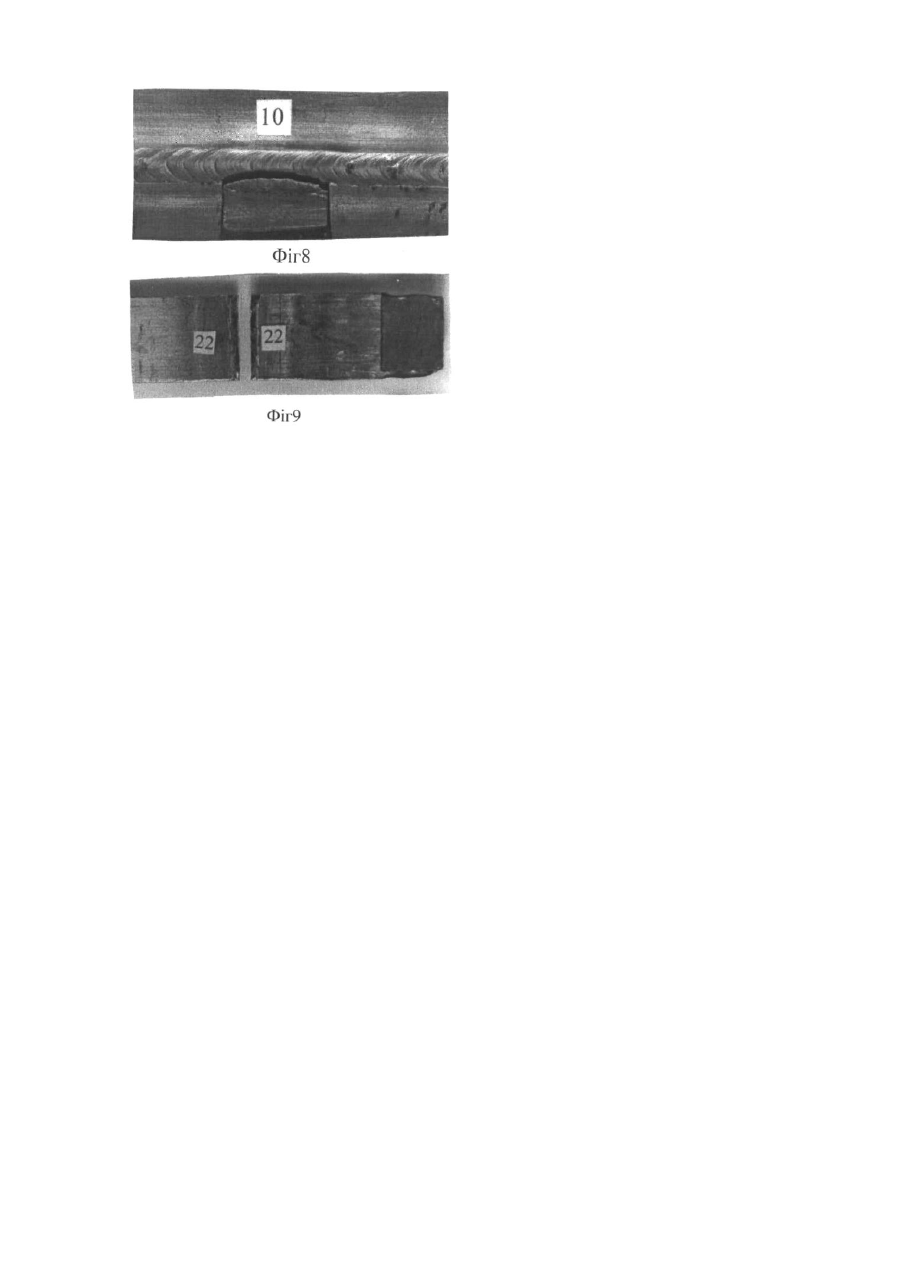
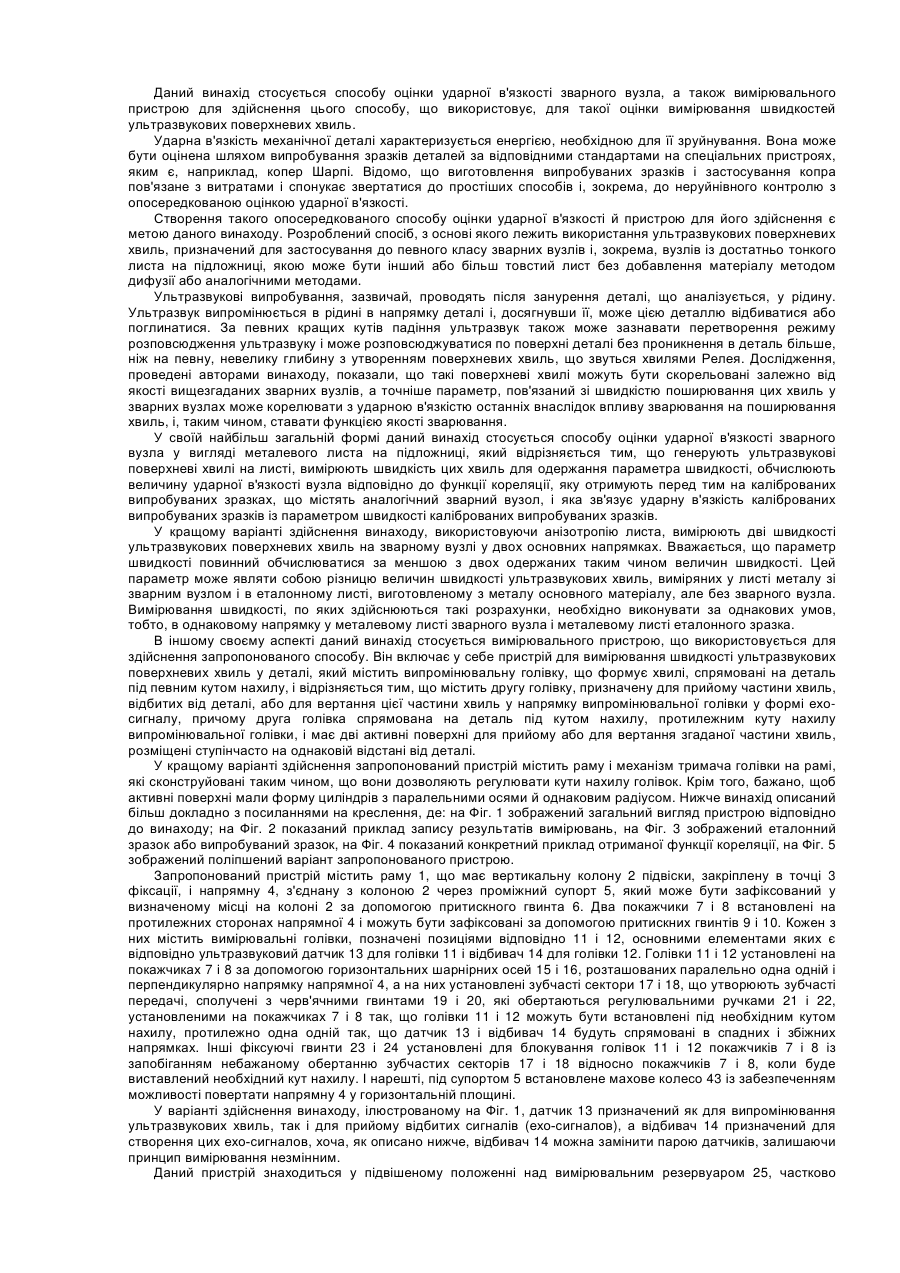
Винахід відноситься до зварювального виробництва і може знайти застосування для оцінки якості зварних з'єднань при виготовленні зварних конструкцій і виробів із гартівних сталей. Відомо спосіб і зварний пристрій для оцінки стійкості зони термічного впливу зварних з'єднань високоміцних сталей проти утворення холодних тріщин [Стеренбоген Ю.А., Бурский Г.В. Метод оценки стойкости ЗТВ сварных соединений высокопрочных сталей против образования холодных трещин - ж. Автоматическая сварка, 1987, №3 (408), с.1-5], який є аналогом. Зварний пристрій складається з видовженої випробувальної частини (плоского зразка) товщиною 3мм і планки товщиною 20мм з прямокутним отвором шириною 3мм, куди вставлено і з'єднано дуговим зварюванням плавким електродом з поверхні планки видовжену частину. Спосіб полягає в прикладанні до видовженої частини тривалого незмінного розтягувального зусилля та визначенні напруження і терміну руйнування або відсутності руйнування випробувальної частини по зоні термічного впливу. Недоліком аналогу є відмінність умов випробування від умов, що мають місце при зварюванні реальних конструкцій. Відомо спосіб і пристрій для оцінки тріщиностійкості зони сплавлення і термічного впливу зварного з'єднання гартівної сталі випробуванням на уповільнене руйнування [Стеренбоген Ю.А., Васильєв Д.В. Оценка трещиностойкости зоны сплавления по энергоемкости замедленного разрушения -ж. Автоматическая сварка 1999, №6, с.6-12, 17], який прийнято за прототип. Пристрій (зварний зразок) складається зі зварених між собою випробуваної частини поперечним перерізом 3´14мм (зразка-вставки) і двох допоміжних те хнологічних частин (зварюваних зразків) товщиною 20мм з поздовжнім пазом шириною 3 і глибиною 7мм на довгій вузькій грані, поперечною канавкою для зварювання глибиною 15мм з однієї поверхні та поперечним пазом з іншої поверхні. Допоміжні частини зістиковано довгими гранями з утворенням поздовжніми пазами наскрізного прямокутного отвору розміром 3´14мм, куди вставлено випробувану частину, єдиної канавки, в якій дуговим зварюванням плавким електродом сформовано спільний для всіх частин шов висотою, більшою за товщину випробуваної частини, та єдиного пазу для закріплення виробу. Спосіб включає тривале навантаження певним постійним розтягувальним зусиллям випробуваної частини гартівної сталі з зоною термічного впливу і сплавлення, не доводячи до межі міцності, визначення терміну, деформації, роботи, енергоємності руйнування випробуваної частини. Недоліком способу за прототипом є те, що уповільнене руйнування відбувається в зоні концентрації напружень від різкої зміни товщини пристрою в сполученні випробувальної частини і шва, висота якого є несталою , що впливає на показники випробування, а незмінність розтягувального зусилля не відповідає релаксації напружень у реальній конструкції. Деформування випробуваного пристрою може відбуватися як по зоні сплавлення і термічного впливу, так і по менш міцним аустенітному шву та сталі 30ХГСА (яка постачається у відпаленому стані), що збільшує похибку оцінки тріщиностійкості. Результати випробування, особливо робота руйнування в Дж, відносяться до випробувальної частини тільки конкретного розміру. Пристрій за прототипом є досить складним за формою і технологією виготовлення, масивним, складається з частин різної товщини, які, за правило, відмінні від товщини сталі реальної конструкції. Зварне з'єднання виконують на режимі зварювання сталі товщиною 20мм, який не відповідає режимові зварювання сталі 3мм, і структура його з боку випробуваної частини відрізняється від структури зварного з'єднання реальної конструкції. Спосіб і пристрій за прототипом є непридатними для оцінки тріщиностійкості всього зварного з'єднання, а використання їх обмежується оцінкою зварюваності і загального впливу параметрів термічної дії на трішиностійкість зони сплавлення гартівних сталей. В основу винаходу покладено завдання удосконалити спосіб оцінки тріщиностійкості зварного з'єднання гартівної сталі випробуванням на уповільнене руйнування та пристрій для його здійснення шляхом зміни характеру навантаження, визначення поточних і кінцевих характеристик випробування, кількості та розташування складових частин пристрою, спрощення форми і зменшення маси їх, розширити технічні можливості та наблизити до реальних параметри і умови зварювання та випробування, що спрощує виготовлення випробуваного пристрою, розширює можливості, підвищує оперативність і достовірність визначення тріщиностійкості зварного з'єднання реальної конструкції із гартівної сталі. Суть винаходу полягає в тому, що у способі оцінки тріщиностійкості зварного з'єднання гартівної сталі випробуванням на уповільнене руйнування при навантаженні без досягнення межі міцності бічним розтягувальним зусиллям тривалої дії через прилеглі випробувальні частини звареної сталі з визначенням розривного напруження, мікропластичних деформацій, терміну руйн ування, роботи деформування і руйнування, згідно з винаходом, навантаження здійснюють рівномірно по висоті стикового з'єднання звичайного формування без штучного концентрування напружень, при мікропластичному деформуванні розтягувальне зусилля поступово зменшують, переважно лінійно, і показниками тріщиностійкості визнають як початкове, так і поточне розтягове напруження, в тому числі розривне, відносну мікропластичну деформацію випробуваної ділянки загартованого металу та питому роботу деформування і руйнування як інтеграний добуток змінюваних розтягового напруження і відносної мікропластичної деформації. Змінювати розтягувальне зусилля можна за показниками тензодатчиків. Показником тріщиностійкості залишається також термін уповільненого руйнування. Тривалу дію і лінійне зменшування розтягувального зусилля додержують здеформованим пружним елементом і визначають поточне розтягове напруження, зокрема розривне, як добуток початкового розтягового напруження і співвідношення поточної, зокрема передрозривної, та початкової деформації пружного елементу, а при недосягненні розтяговим напруженням межі плинності визначають абсолютну мікропластичну деформацію загартованого металу за зменшенням деформації пружного елементу, відносну мікропластичну деформацію загартованого металу та питому роботу деформування і руйнування як добуток усередненого розтягового напруження і відносної мікропластичної деформації. Пружний елемент забезпечує лінійне від мікропластичної деформації зменшення розтягового напруження. Розтягувальним зусиллям діють на все або частину стикового з'єднання, одно- або двобічно, через одну, дві випробувальні частини або випробувальну та допоміжну частини. Додатково визначають при випробуванні термін зародження і кількість тріщин у зварному з'єднанні за сигналами акустичної емісії від датчика, розміщеного на поверхні звареної сталі. Термін і кількість сигналів свідчать про стійкість зародженню тріщин, наступний термін руйнування - про стійкість розповсюдженню тріщин. Визначають також структур у і механічні властивості зварного з'єднання. У пристрої для оцінки тріщиностійкості зварного з'єднання гартівної сталі випробуванням на уповільнене руйнування, що містить не менше двох сталевих частин, в тому числі випробувальну компактного перерізу, та спільне зварне з'єднання, сполучене з випробувальною частиною по короткій стороні, згідно винаходу, складові частини, які є рівнотовщинними, розміщуються в одній площині, а зварне з'єднання є стиковим, отриманим зварюванням окремих або проплавленням цільних частин. Все зварне з'єднання або частина його може сполучатися обабіч з двома випробувальними частинами однакової ширини зі сполученими осями симетрії або з випробувальною частиною по один бік і допоміжною частиною по другий бік. Допоміжні частини можуть бути суміжними випробувальним з дотриманням між ними зазорів завдяки скосам або/та вибіркам на бокових внутрішніх поверхнях допоміжних частин. При сполученні стикового з'єднання по один бік з випробувальною і двома допоміжними частинами, а по другий бік з однією допоміжною частиною дотримується загальна співрозмірність всіх частин по обидва боки з'єднання. Відмінність винаходу від відомого способу полягає у рівномірній по висоті стикового з'єднання звичайного формування дії розтягу вального зусилля без штучного концентрування розтягових напружень, поступовому зменшенні розтягувального зусилля і розтягового напруження під час мікропластичного деформування, зокрема лінійно, за допомогою здеформованого пружного елементу, встановленні достовірніших показників тріщиностійкості зварного з'єднання гартівної сталі за параметрами уповільненого руйнування, які стосуються тільки загартованого металу, такі як відносна мікропластична деформація і питома робота деформування і руйнування, визначенні терміну зародження tзт і кількості тріщин при випробуванні. Відмінність винаходу від відомого пристрою полягає в кількості, розташуванні, формі складових частин, типі зварного з'єднання, співвідношенні їх розмірних параметрів. Утворення холодних тріщин в зварному з'єднанні гартівної сталі відбувається за механізмом уповільненого руйнування за участю зварювальних напружень. Бічне прикладання до стикового з'єднання або частини його тривалого розтягувального зусилля через прилеглі випробувальні частини звареної сталі відповідає характеру розподілення зварювальних напружень, від яких утворюються поздовжні тріщини у шві або в зоні сплавлення і термічного впливу. Рівномірне навантаження по висоті стикового з'єднання звичайного формування як у реальній конструкції без штучного концентрування напружень підвищує стабільність результатів випробування. А зменшення розтягувального зусилля і, відповідно, розтягового напруження під час мікропластичного деформування відповідає релаксації зварювальних напружень. Зменшення розтягувального зусилля можна здійснювати за показниками тензодатчика на поверхні зварного з'єднання з загартованим металом, хоча це трохи складно. Показниками тріщиностійкості зварного з'єднання визнають термін уповільненого руйнування tр, початкове sn, поточне sі та розривне sр напруження, які не перевищують межі міцності, відносну деформацію загартованого металу та питому роботу де формування і руйнування його, значення їх до і після зародження F DB s= e= S , відносна мікро пластична деформація B ε, тріщин. В загальному вигляді розтягове напруження питома, тобто віднесена до одиниці об'єму загартованого металу робота деформування і руйнування a пит = 0 ò DВF × dx V , де F - розтягу вальне зусилля, S - площа поперечного перерізу випробувальної частини звареної сталі, В - ширина поперек стикового з'єднання ділянки загартованого металу, яка підлягає мікропластичному деформуванню, ΔΒ - абсолютна мікропластична деформація по ширині ділянки загартованого металу, d x - дуже мале збільшення мікропластичної деформації, V - об'єм загартованого металу. Дуже просто, невимушено зменшують розтягувальне зусилля (при дотриманні тривалої дії його) здеформованим пружним елементом, яким можуть бути різного роду пружини, балки, стискувані речовини li lп , а зменшення розтягового напруження тощо. Воно пропорційне деформації пружного елементу і sі=sп DB ) l п , де lп та lі - початкова та поточна деформація пружного відбувається за лінійним законом sі=sп елементу. Жорсткістю останнього регулюють інтенсивність зменшення напруження. При недосягненні розтяговими напруженнями межі плинності, а в такому напруженому стані перебуває довгий термін з'єднання після зварювання, ділянки сталі та стикового з'єднання, які під час зварювання не загартувалися, мікропластичному деформуванню і уповільненому руйнуванню не підлягають, і відносна D B lп - lі e= = B В деформація загартованого металу становить , а питома робота деформування і руйнування (1 sп + sі l п - l і l2 - l2і × = sп п 2 В 2l п a пит=sус×e= де sус - усереднене розтягове напруження в певний термін. Окремим значенням поточного розтягового напруження sі є розривне напруження sр, якому відповідають значення мікропластичної деформації ΔΒр та деформації пружного елементу lр безпосередньо перед розривом. За межею плинності розтягове напруження відносно короткочасно знижується до відносно сталого значення за рахунок мікропластичного деформування незагартованої сталі випробувальної частини. Це ускладнює визначення деформаційних і енергетичних показників деформування і руйнування зварного з'єднання, хоча термін уповільненого руйнування при цьому може скорочуватись, що може бути використано для експрес - оцінки тріщиностійкості. Пристрій для оцінки тріщиностійкості зварного з'єднання гартівної сталі випробуванням на уповільнене руйнування складається з не менше двох частин гартівної сталі, з яких принаймні одна є випробувальною компактного перерізу, та спільного для всіх складових частин стикового з'єднання, з яким випробувальна частина сполучається короткою стороною. Рівнотовщинні складові частини розміщуються в одній площині, а стикове з'єднання отримується зварюванням зістикованих окремих або проплавленням цільних частин. Зварювання і проплавлення виконуються дуговими (неплавким електродом без чи з розплавленням присаджувального металу, плавким електродом), електропроменевим та іншими методами. На Фіг.1-5 наведено варіанти способу і пристрою для оцінки тріщиностійкості стикового з'єднання гартівної сталі випробуванням на уповільнене руйнування, де: на Фіг.1 - стикове з'єднання, на Фіг.2, 3 та 4 випробувальні, допоміжні бокові та розвинена вздовж шва частини пристрою. Згідно Фіг.1 і 5 стикове з'єднання 1 сполучається по один бік з випробувальною 2 та двома допоміжними бічними 3 частинами, а по інший бік тільки з розвиненою допоміжною частиною 4, співрозмірною вздовж стикового з'єднання попереднім трьом частинам разом. Пристрій на Фіг.2 і 3 складається з двох випробувальних 2 і відповідно двох та однієї пар допоміжних бічних 3 частин, сполучених стиковим з'єднанням 1, а на Фіг.4 - зі стикового з'єднання 1 і двох випробувальних частин 2. Фіг.2 і 3 пристрою легко перетворюються у Фіг.4 після видалення допоміжних бокових частин 3. У допоміжних частин 3 обабіч випробувальних частин 2 на Фіг.1, 2 і 5 виконано вибірки або скоси на бокових внутрішніх поверхнях для запобігання защемленню випробувальних частин 2 внаслідок усадки стикового з'єднання 1. Випробувальними частинами здійснюють силову дію на стикове з'єднання, допоміжні частини слугують для виконання додаткових механічних, технологічних випробувань та металографічних досліджень стикового з'єднання. Розтягувальне зусилля F прикладають до однієї випробувальної частини 2 пристрою на Фіг.1, опираючи його на бокові допоміжні частини 3, до двох випробувальних частин 2 пристрою на Фіг.2-4 або до випробувальної 2 і допоміжної розвиненої 4 частин на Фіг.5. Через випробувальні частини 2 здійснюють бічне навантаження стикового з'єднання 1 розтягу вальним зусиллям F, утворюючи в ньому розтягові напруження, відповідальні за уповільнене руйнування. Бічне розтягувальне зусилля F і розтягові напруження зосереджують у стиковому з'єднанні в межах випробувальних частин 2. Тривалим навантаженням розтягувальним зусиллям здійснюють мікропластичне деформування стикового з'єднання зі структурою загартування і при вичерпанні деформаційної спроможності загартованого металу стикове з'єднання піддають крихкому уповільненому руйнуванню при напруженнях, менших за межу міцності. Під час навантаження стикового з'єднання здеформованим пружним елементом розтягувальні зусилля і відповідні йому розтягові напруження невимушено поступово зменшують, зокрема від межі плинності зварюваної сталі, як при релаксації напружень в реальній зварній конструкції, за рахунок зменшення деформації пружного елементу при мікропластичному деформуванні стикового з'єднання. Повному руйнуванню останнього передує зародження і розвиток тріщин у загартованому металі, що фіксують датчиком акустичної емісії на поверхні запропонованого пристрою. За часовими, силовими, деформаційними і енергетичними показниками уповільненого руйнування, які залежать від структурно-напруженого стану металу, оцінюють стійкість проти утворення холодних тріщин у стиковому з'єднанні гартівної сталі. Запропоновані технічні рішення спрощують виготовлення пристрою, забезпечують близькі до умов зварювання реальної конструкції теплову та силову дію на метал зварного з'єднання, дозволяють оперативно оцінювати тріщиностійкість зварного з'єднання за термінами зародження тріщини і повного руйнування, силовими, деформаційними і енергетичними показниками, визначати залежність тріщиностійкості від структури, властивостей, розмірних параметрів зварного з'єднання, відпрацьовувати безпосередньо на запропонованому виробі прийоми, режими зварювання і післязварювальної обробки реальної конструкції. Пристрій для оцінки тріщиностійкості зварного з'єднання виготовляли із гартівної сталі 30ХГСА товщиною 3мм, яка в стані поставки (після відпалу) мала s02=440МПа і sв=650МПа. Розмір випробувальних частин становив 22´100-180мм, бокових допоміжних частин - 34´40мм, розвиненої допоміжної частини з іншого боку зварного з'єднання - 90´40мм. Пристрій з 3-4 допоміжними частинами (Фіг.1, 2, 5) мав габаритний розмір (без виступу випробувальної частини) 80´90мм, з двома допоміжними частинами (Фіг.3) - 80´56мм. При розташуванні допоміжних частин обабіч випробувальних частин кут скосів внутрішніх бокових поверхонь допоміжних частин варірувався до 5°, глибина вибірок - до 2мм. Аргонодугове зварювання вольфрамовим електродом встик без і з розплавленням присаджувального дроту Св-18ХМА, а також розплавлення цільних частин виконували на зварювальній установці АРК-1 з випрямлювачем ВСВУ-315 за режимами для реальної конструкції. Для визначення можливостей запропонованого способу частину зварних з'єднань піддавали місцевій післязварювальній обробці. Зварений пристрій за Фіг.1-4 випробували на уповільнене руйнування зварного з'єднання на установці типу ЛТП-1-6 з прямокутною балкою для підтримання тривалої дії розтягувального зусилля. Деформацію балки під час випробування замірювали стрілковим індикатором, термін зародження і кількість мікротріщин визначали за сигналами від датчика акустичної емісії на поверхні пристрою. Початкове навантаження встановлювали переважно Fп=2603кГ, sп=386,6 МПа=0,88 s02 при початковій деформації пружного елементу lп=327мкм. Виконували також початкове навантаження Fп=3432кГ, sп=520,1МПа=1,2 s02 при lп=440мкм. Визначали поточні та розривові деформації пружного елементу, термін руйнування, абсолютну мікропластичну деформацію випробуваного пристрою, ширину загартованої ділянки і відносну мікропластину деформацію загартованого зварного з'єднання, поточні та розривні розтягові напруження, питому роботу руйнування. Після випробування пристрій за межами випробувальних частин обробляли для визначення механічних властивостей і структури металу зварного з'єднання. Результати випробування на уповільнене руйнування в залежності від особливостей виконання стикового з'єднання і післязварювальної обробки для різних варіантів способу і пристрою наведено в таблиці. Дослідження структури і заміри твердості свідчать, що ширина ділянки загартованого під час зварювання металу стикового з'єднання перевищує ширину шва на 0,5-1мм. Крихке руйнування відбувається за певний термін, який залежить від утвореної структури, локалізуючись по найслабшій ділянці стикового з'єднання, переважно по шву. Підтвердженням цьому є фотографії на Фіг.7, 8 і 9 випробуваних пристроїв, виготовлених згідно Фіг.1 без і з підсиленням шва присаджувальним металом та Фіг.4 без підсилення шва. Тріщиностійкість зварного з'єднання гартівної сталі оцінюють за показниками уповільненого руйнування, наведеними в таблиці: термінами руйнування і зародження тріщин, розтяговими напруженнями, схильністю та спроможністю загартованого металу мікропластичному деформуванню (ε, a пит). Від режиму зварювання і обробки залежать суттєво термін руйнування, відносна мікропластична деформація та питома робота деформування і руйнування, а також розривне напруження. Запропоновані спосіб і пристрій дають можливість визначати найбільш уразливу тріщиноутворенню ділянку зварного з'єднання гартівної сталі, оперативно оцінювати тріщиностійкість за часовими, силовими, деформаційними і енергетичними показниками випробування на уповільнене руйнування. Вони характеризуються простотою, не вимагають великих витрат зварюваної сталі, дають можливість досліджувати структур у і властивості зварного з'єднання, відпрацьовувати режими зварювання і наступної обробки. Таблиця №№ Варіант п/п в инаходу 1. 2. 3. 4. 5. 6*. 7. 8. 9. 1 2 1 2 3 4 4 2 2 10. 1 Особлив ості стиков ого з'єднання однопрохі дне необроблен е -“дв опрохідне необроблен е дв опрохідне оброблене трьохпрохідне дв остороннє необроблен е дв охпрохідне оброблене однопрохі дне оброблене трьохпрохідне оброблене дв охпрохідне оброблене дв опрохідне потов щене присадкою необроблен е В, мм t зт tр Місце ру йнув ання lп, мкм lр, мкм sп, МПа sр, МПа sус, МПа ΔΒ, мкм ε 5 2 шов 327,0 326,5 386,6 385,8 386,2 0,5 10 -“ 3 -“ -“ -“ -“ -“ -“ -“ -“ 19 шов -зс -“ 305 -“ 359,9 373,2 22 3´10 7 a пит, 3 Дж/мм -4 0,0386 -“ -3 1,12 -3 0,87 -4 0,11 -“ >16 49 -“ -“ 311 -“ 370,0 376,8 16 2,3´10 -“ >21 23 шов -“ 325 -“ 383,5 385,0 2 2,8´10 5 >51 55 -“ 440 290 520,1 342,8 413,7 >20 >4´10 >1,94 327 327 після 2год. 386,6 386,6 386,6 0 за 2год. 0 за 2год. не в изначали -“ 307 -“ 362,3 374,4 20 3,3´10 -3 -“ >48 нема ру йнув ання 6 >5 125 шов -“ 326 -“ 384,7 385,6 1 1,7´10 -“ 319 -“ 376,4 381,5 7 10 -“ >61 нема ру йнув ання 7 19 20 шов ПРИМІТКА: зс - зона сплав лення, * - загальна абсолютна мікроп ластична де фо рма ція станов ить 50мкм, ΔΒ, ε, sус, a пит в изначали в ід сталого значення sі, у ε і a пит не в рахов ано перебув ання sі>s 02. -3 -3 1,23 -4 0,06 0,38
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determining the crack resistance of hardened steel welds and a device for the realization of the method
Автори англійськоюKulyk Viktor Mykhailovych, Savytskyi Mykhailo Mykhailovych
Назва патенту російськоюСпособ определения трещиностойкости сварных соединений деталей из закаленной стали и устройство для осуществления способа
Автори російськоюКулик Виктор Михайлович, Савицкий Михаил Михайлович
МПК / Мітки
МПК: G01N 3/00
Мітки: здійснення, з'єднання, оцінки, зварного, сталі, спосіб, гартівної, пристрій, тріщиностійкості
Код посилання
<a href="https://ua.patents.su/5-73637-sposib-dlya-ocinki-trishhinostijjkosti-zvarnogo-zehdnannya-gartivno-stali-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб для оцінки тріщиностійкості зварного з’єднання гартівної сталі та пристрій для його здійснення</a>
Спосіб визначення ударної в’язкості зварного вузла і пристрій з вимірювання швидкості ультразвукових поверхневих хвиль для його здійснення
Номер патенту: 72515
Опубліковано: 15.03.2005
Автори: Шательє Жан-Ів, Рамахефасоло Даніель Себаст'єн
МПК: G01N 29/07, G01N 29/34, G01N 29/00, G01N 29/22
Мітки: вимірювання, ударної, зварного, спосіб, пристрій, визначення, ультразвукових, поверхневих, здійснення, хвиль, вузла, швидкості, в'язкості
Формула / Реферат:
1. Спосіб визначення ударної в'язкості зварного вузла (26) металевого листа (27) на підкладці (28), який відрізняється тим, що генерують поверхневі ультразвукові хвилі на металевому листі (27), вимірюють швидкості поширення цих хвиль і по них визначають параметр () швидкості для визначення ударної в'язкості відповідно до функції кореляції, що зв'язує ударну в'язкість...
Спосіб оцінки тріщиностійкості пластичних матеріалів
Номер патенту: 73415
Опубліковано: 15.07.2005
Автори: Пилипенко Андрій Петрович, Чаусов Микола Георгійович, Параца Віктор Миколайович
Мітки: оцінки, тріщиностійкості, пластичних, спосіб, матеріалів
Формула / Реферат:
Спосіб оцінки тріщиностійкості пластичних матеріалів, який полягає в тому, що серії зразків з досліджуваного матеріалу без вихідного концентратора і з різними вихідними концентраторами на робочій частині з однаковим мінімальним перерізом випробують на розтягування в умовах зрівноваженого деформування і визначають параметри шийок зразків в момент старту макротріщини і параметри спадаючих ділянок повних діаграм деформування, який відрізняється...
Спосіб виготовлення заготовок для інструменту із швидкорізальної сталі та пристрій для його здійснення
Номер патенту: 37658
Опубліковано: 15.07.2003
Автори: ОСОКІН Валентин Олександрович, Шведчиков Микола Михайлович, Афанасьєв Ігор Борисович, Гречанюк Микола Іванович, Шпак Павло Олександрович
МПК: C22C 38/10, C22C 38/12, C22B 9/22
Мітки: інструменту, швидкорізальної, здійснення, сталі, заготовок, виготовлення, пристрій, спосіб
Формула / Реферат:
1. Спосіб виготовлення заготовок для виробництва інструменту із швидкорізальної сталі, що включає рафінуюче розплавлення шихти з легованих інструментальних сталей у вакуумі та керовану кристалізацію зливка, який відрізняється тим, що виготовлення заготовок для виробництва інструменту здійснюють за один технологічний цикл шляхом електронно-променевого переплавляння у вакуумі кускових промислових відходів виробництва швидкорізальних сталей, при...
Спосіб оцінки анізотропії характеристики тріщиностійкості кіс
Номер патенту: 33150
Опубліковано: 15.02.2001
Автор: Нижник Софія Борисівна
МПК: G01N 3/08
Мітки: оцінки, характеристики, спосіб, анізотропії, тріщиностійкості, кіс
Формула / Реферат:
Спосіб оцінки анізотропії характеристики тріщиностійкості KIC, що включає визначення модуля пружності і умовної границі текучості при одновісному розтязі зразків без тріщин, розміру зерна матричної фази і відстані між частинками зміцнюючих фаз дисперсійне твердіючого сплаву, який відрізняється тим, що для початково анізотропного матеріалу вимірюють модулі пружності ЕД, Eп, ЕВ, та умовні границі текучості (δ0,2)Д, (δ0,2)П,...
Спосіб зміцнення зварного шва металевих труб

Номер патенту: 17784
Опубліковано: 20.05.1997
Автори: Хом'як Йосип Васильович, Пістун Ігор Павлович, Тесленко Анатолій Григорович, Березовецький Андрій Петрович
МПК: B21D 26/08
Мітки: металевих, шва, спосіб, зварного, труб, зміцнення
Формула / Реферат:
1. Спосіб зміцнення зварного шва металічних труб енергією ударної хвилі, яка створюється при вибуху заряду, розташованого на оброблювальній поверхні, який відрізняється тим, що, з метою зняття розтягуючих І створення стискаючих напружень в навколишній зоні, між зарядом вибухової речовини І зварним швом розміщують проміжний шар інертного матеріалу з акустичною жорсткістю меншою, ніж у металу труби.2. Спосіб по п. 1, який відрізняється...
Попередній патент: Гідроелектростанція
Наступний патент: Безступенева передача з автоматичною механічною регульованою муфтою
Випадковий патент: Пристрій для визначення ступеня забрудненості водних об'єктів