Спосіб виготовлення контейнера з отвором для зрівнювання тиску, контейнери, отримані цим способом
Формула / Реферат
1. Спосіб виготовлення контейнера (1) з отвором (8), який має в основному жорсткий зовнішній контейнер (2) і поміщений у нього внутрішній мішок (3), що знаходиться в контакті з умістом контейнера, які, відповідно, включають різні не з’єднувані один з одним термопластичні пластики та розташований в зовнішньому контейнері отвір (10) для зрівнювання різниці тисків між зовнішнім контейнером (2) і внутрішнім мішком (3), причому спочатку за допомогою співекструзії між відкритими половинами форми для дуття виготовляють заготівку, яка складається з двох коаксіальних труб, що мають достатню для одержання контейнера довжину, форму для дуття закривають і при утворенні шва (5) основи, який виступає назовні, зайвий матеріал в ділянці основи (4) виготовлюваного контейнера видавлюють назовні таким чином, що матеріал зовнішнього контейнера (2), який знаходиться в контакті в ділянці шва, зварюють, труба, що утворює внутрішній мішок (3), захоплюється, аксіально фіксується і зварюється між ділянками стінок зовнішнього контейнера (2), і внутрішній мішок (3) піддають впливові тиску таким чином, що заготівка опиняється покладеною своїми стінками на внутрішній профіль форми для дуття, який відрізняється тим, що при закритті форми для дуття і при утворенні внаслідок цього закриття шва (5) основи, шов внутрішнього мішка (3) виявляється аксіально, принаймні частково, фіксованим у шві зовнішнього контейнера, і внаслідок того, що шов (5) основи принаймні частково обрізають після формування, утворюється принаймні один отвір (10) для зрівнювання тиску, а в ділянці (4) основи прикладають силу, яка діє радіально в напрямку шва таким чином, що шов (5) основи розкривається, причому температура заготівки при обрізанні шва основи становить між 40°С і 70°С, причому зовнішній контейнер (2) усе ще деякою мірою підлягає пластичній деформації таким чином, що можлива в результаті впливу вищевказаної сили деформація є пластичною деформацією, яка не усувається пружним поверненням у вихідне положення.
2. Спосіб за п. 1, який відрізняється тим, що після того, як шов (5) основи принаймні частково зрізаний, і перед дією радіальної сили на короткий час прикладається аксіальна сила в основному паралельно до подовжньої осі контейнера, таким чином, що шов основи принаймні частково розкривається.
3. Спосіб за п. 2, який відрізняється тим, що аксіальну силу прикладають у вигляді продувки.
4. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що виготовлення контейнера здійснюють без утворення плечового шва у вигляді видавленого шва.
5. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що після того, як шов (5) основи принаймні частково розкритий, матеріал внутрішнього мішка (3) залишається приєднаним до зовнішнього контейнера (2) і кінців (11) шва основи по одній стороні шва (5) основи, тим самим будучи фіксованим аксіально.
6. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що шов (5) основи зовнішнього контейнера (2) тільки частково розкритий, а шов внутрішнього мішка (3) фіксований нерозірваною частиною шва основи зовнішнього контейнера (2).
7. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що обрізання шва (5) основи і прикладання сили, яка розкриває та необоротно деформує зовнішній контейнер (2), здійснюють одночасно на одній робочій стадії.
8. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що обрізання шва (5) основи і прикладання сили, яка розкриває та необоротно деформує зовнішній контейнер (2), здійснюють на різних робочих стадіях.
9. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що обрізання шва (5) основи і прикладання сили, яка розкриває та необоротно деформує зовнішній контейнер (2), здійснюють в пластикодувній машині.
10. Спосіб за п. 9, який відрізняється тим, що контейнер (1) розташовують нерухомо всередині форми для дуття.
11. Спосіб за будь-яким із пунктів 1-8, який відрізняється тим, що обрізання шва (5) основи і прикладання сили, яка розкриває та необоротно деформує зовнішній контейнер (2), здійснюють в машині, приєднаній до пластикодувної машини.
12. Спосіб за будь-яким із попередніх пунктів, який відрізняється тим, що контейнер (1) виготовляють у формі пляшки.
13. Спосіб за п. 12, який відрізняється тим, що внутрішній мішок (3) додатково до фіксації в ділянці (4) основи також зафіксовують в ділянці шийки (6) пляшки.
14. Спосіб за п. 13, який відрізняється тим, що внутрішній мішок (3) принаймні частково затискають у стінці зовнішнього контейнера (2) при формуванні шийки (6) пляшки.
15. Спосіб за будь-яким із пп. 12-14, який відрізняється тим, що шийки (6) пляшки формують із спрямованим радіально назовні виступом (7) на її лицьовому боці.
16. Спосіб за п. 15, який відрізняється тим, що внутрішній мішок (3) з'єднують із зовнішнім контейнером (2) за допомогою вертикального або горизонтального згину в ділянці виступу (7).
17. Спосіб за п. 15, який відрізняється тим, що виступ (7) формують виключно з матеріалу зовнішнього контейнера (2).
18. Контейнер (1) з отвором (8), який в основному включає жорсткий зовнішній контейнер (2) і поміщений у нього внутрішній мішок (3), який знаходиться в контакті з вмістом контейнера, який переважно отримують за одним із пунктів 1-17, у якому розташований, в ділянці (4) основи, принаймні один, отвір (10) для зрівнювання тиску, що знаходиться у шві (5) основи, який утворився при видувному виливанні та який принаймні частково обрізано, і при розкритті та деформації шва (5) основи прикладанням радіальної сили, що діє в напрямку шва, при цьому матеріал, який утворює зовнішній мішок (3), залишається прикріпленим до зовнішнього контейнера (2) однією стороною та кінцями шва (5) основи, тим самим аксіально фіксуючи внутрішній мішок (3); і в той же час принаймні один отвір (10) для зрівнювання тиску, що утворюється між зовнішньою стороною внутрішнього мішка (3) і внутрішньою стороною зовнішнього контейнера (2), що забезпечує постійне зрівнювання тиску.
19. Контейнер за п. 18, який відрізняється тим, що контейнер (1) має форму пляшки.
20. Контейнер за п. 19, який відрізняється тим, що внутрішній мішок (3) додатково до фіксації в ділянці (4) основи також фіксований в ділянці шийки (6) пляшки.
21. Контейнер за п. 20, який відрізняється тим, що внутрішній мішок (3) принаймні частково затиснутий у стінці зовнішнього контейнера (2) в ділянці шийки (6) пляшки.
22. Контейнер за одним із пунктів 19-21, який відрізняється тим, що шийка (6) пляшки сформована із спрямованим радіально назовні виступом (7) на її лицьовому боці.
23. Контейнер за п. 22, який відрізняється тим, що внутрішній мішок (3) і зовнішній контейнер (2) принаймні частково з'єднані в ділянці виступу (7) і мають горизонтальний або вертикальний згин.
24. Контейнер за п. 22, який відрізняється тим, що виступ (7) утворений виключно з матеріалу зовнішнього контейнера (2).
Текст
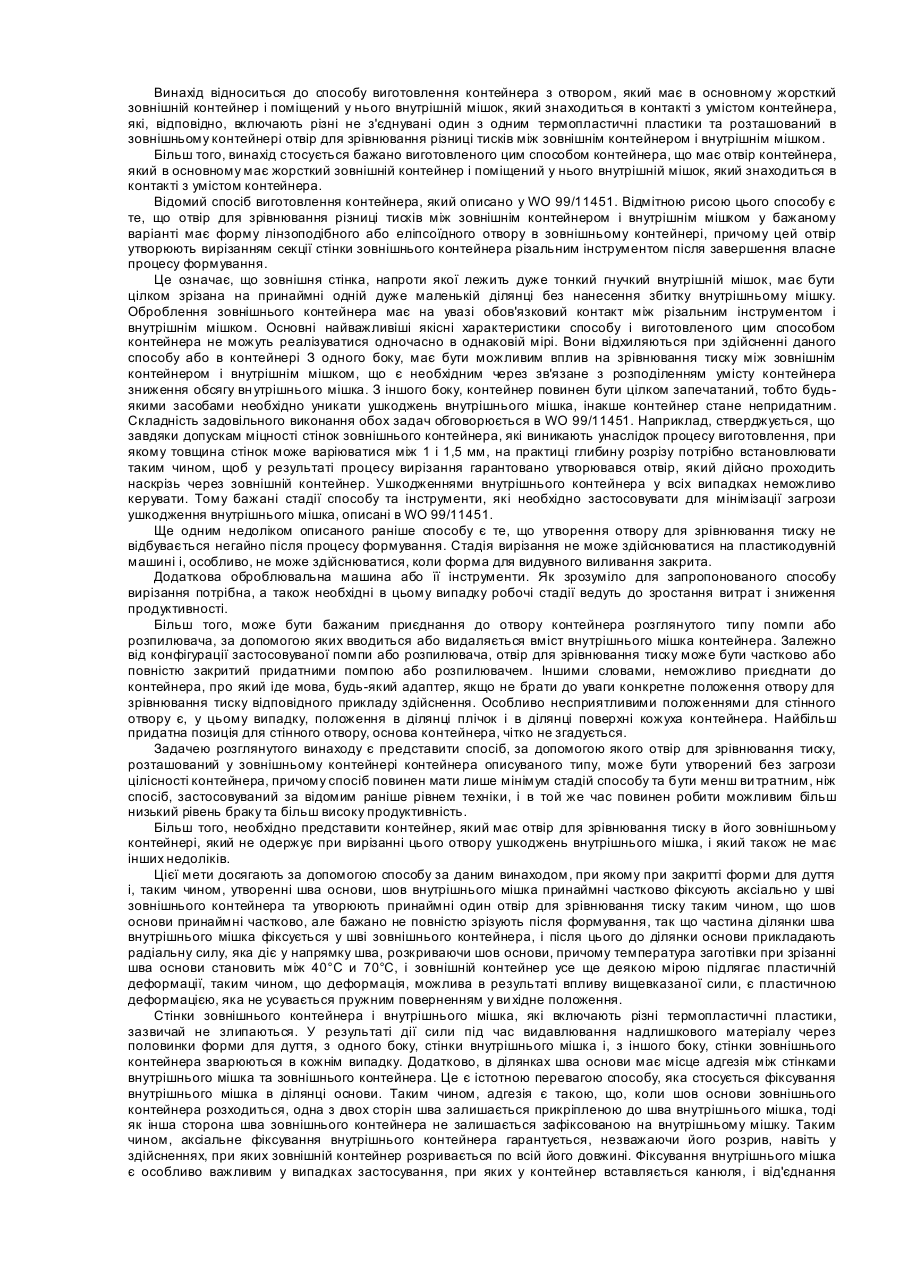
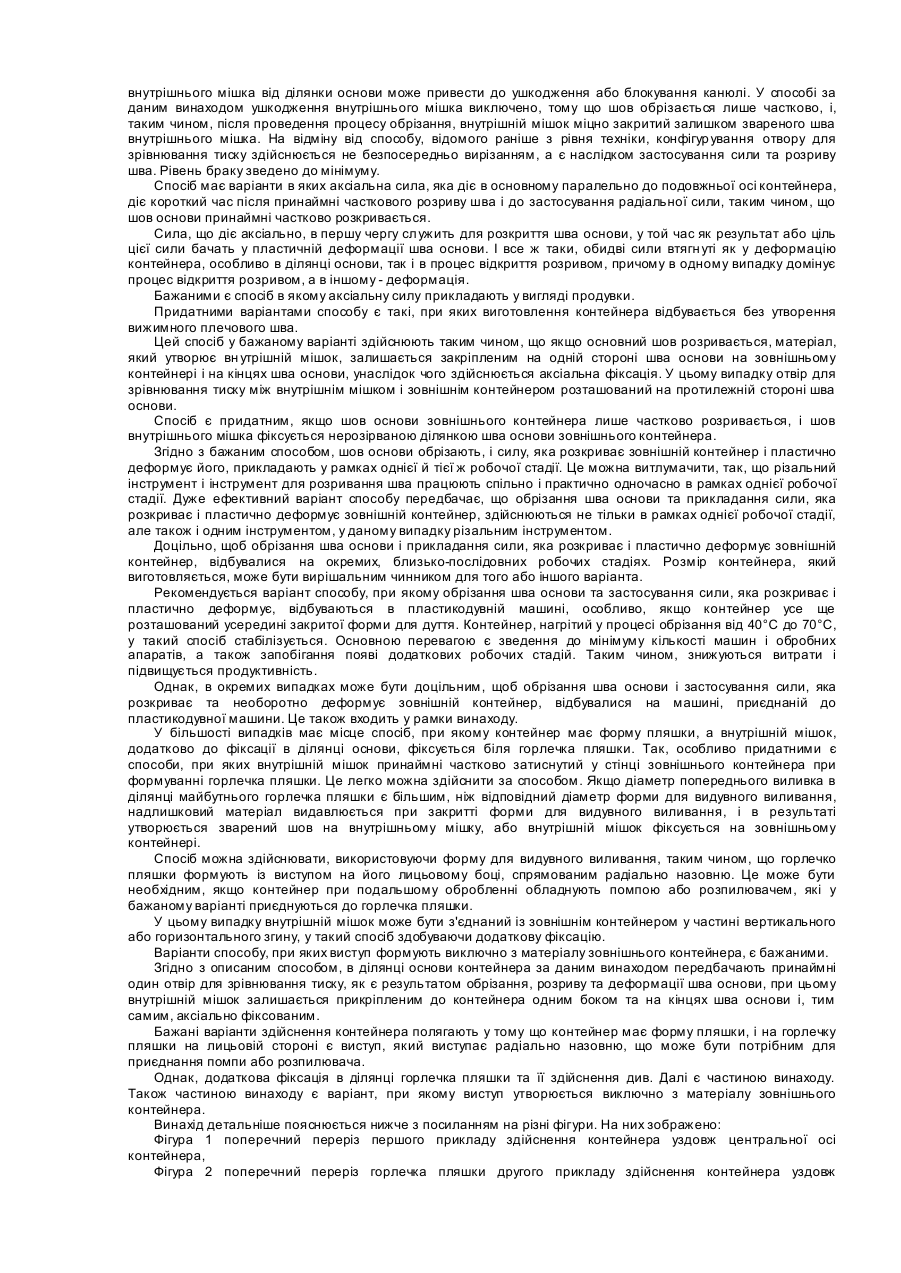
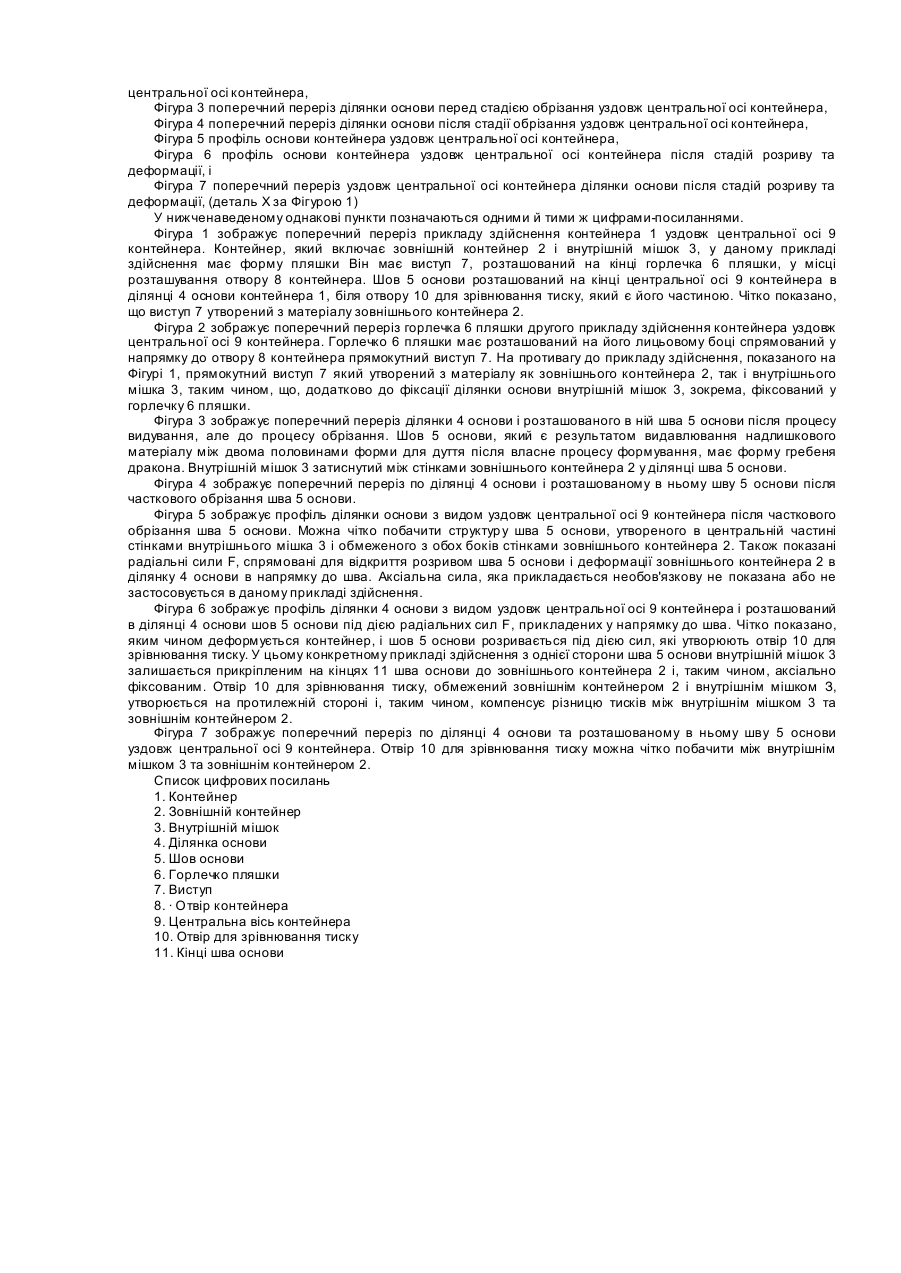
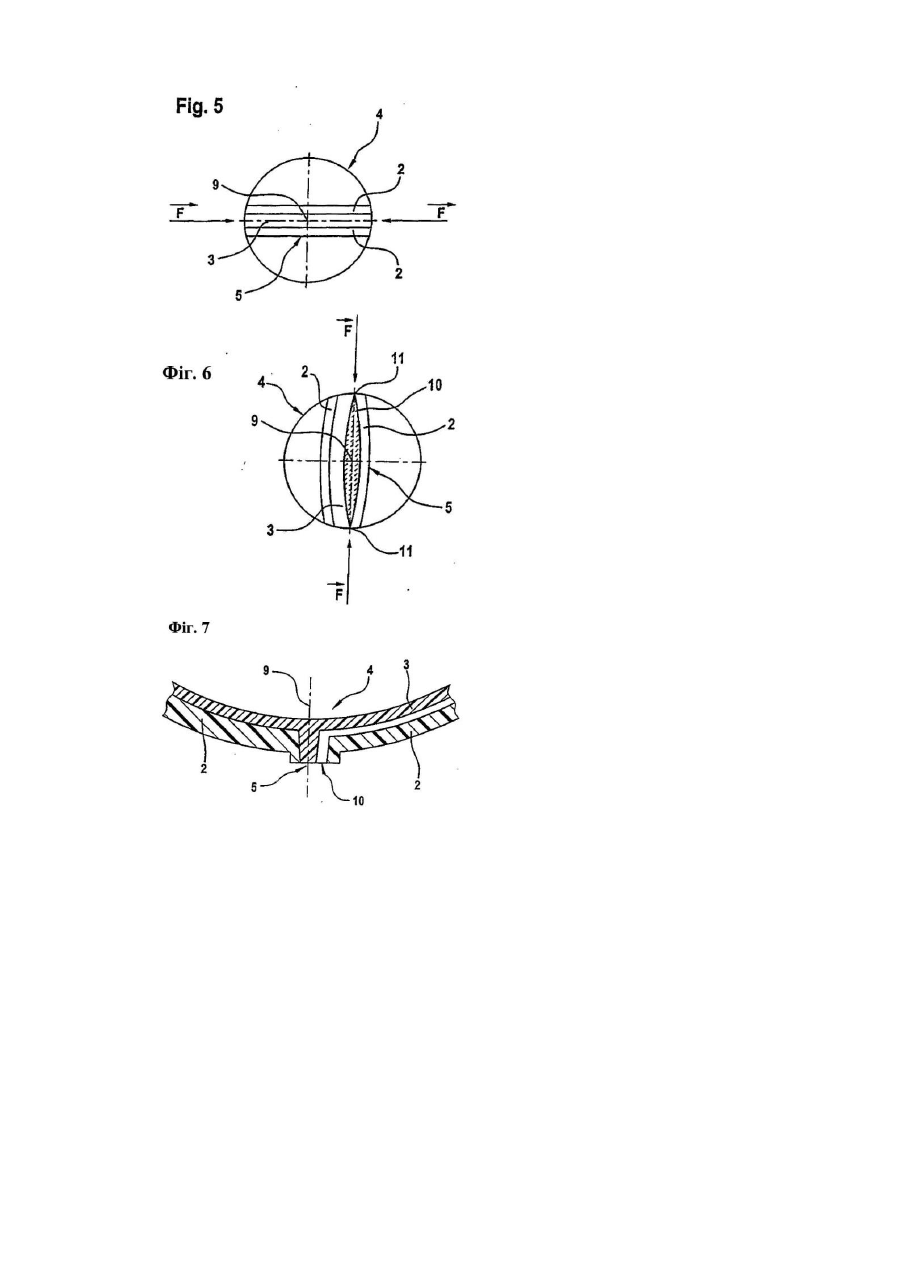
Винахід відноситься до способу виготовлення контейнера з отвором, який має в основному жорсткий зовнішній контейнер і поміщений у нього внутрішній мішок, який знаходиться в контакті з умістом контейнера, які, відповідно, включають різні не з'єднувані один з одним термопластичні пластики та розташований в зовнішньому контейнері отвір для зрівнювання різниці тисків між зовнішнім контейнером і внутрішнім мішком. Більш того, винахід стосується бажано виготовленого цим способом контейнера, що має отвір контейнера, який в основному має жорсткий зовнішній контейнер і поміщений у нього внутрішній мішок, який знаходиться в контакті з умістом контейнера. Відомий спосіб виготовлення контейнера, який описано у WO 99/11451. Відмітною рисою цього способу є те, що отвір для зрівнювання різниці тисків між зовнішнім контейнером і внутрішнім мішком у бажаному варіанті має форму лінзоподібного або еліпсоїдного отвору в зовнішньому контейнері, причому цей отвір утворюють вирізанням секції стінки зовнішнього контейнера різальним інструментом після завершення власне процесу формування. Це означає, що зовнішня стінка, напроти якої лежить дуже тонкий гнучкий внутрішній мішок, має бути цілком зрізана на принаймні одній дуже маленькій ділянці без нанесення збитку внутрішньому мішку. Оброблення зовнішнього контейнера має на увазі обов'язковий контакт між різальним інструментом і внутрішнім мішком. Основні найважливіші якісні характеристики способу і виготовленого цим способом контейнера не можуть реалізуватися одночасно в однаковій мірі. Вони відхиляються при здійсненні даного способу або в контейнері З одного боку, має бути можливим вплив на зрівнювання тиску між зовнішнім контейнером і внутрішнім мішком, що є необхідним через зв'язане з розподіленням умісту контейнера зниження обсягу вн утрішнього мішка. З іншого боку, контейнер повинен бути цілком запечатаний, тобто будьякими засобами необхідно уникати ушкоджень внутрішнього мішка, інакше контейнер стане непридатним. Складність задовільного виконання обох задач обговорюється в WO 99/11451. Наприклад, стверджується, що завдяки допускам міцності стінок зовнішнього контейнера, які виникають унаслідок процесу виготовлення, при якому товщина стінок може варіюватися між 1 і 1,5 мм, на практиці глибину розрізу потрібно встановлювати таким чином, щоб у результаті процесу вирізання гарантовано утворювався отвір, який дійсно проходить наскрізь через зовнішній контейнер. Ушкодженнями внутрішнього контейнера у всіх випадках неможливо керувати. Тому бажані стадії способу та інструменти, які необхідно застосовувати для мінімізації загрози ушкодження внутрішнього мішка, описані в WO 99/11451. Ще одним недоліком описаного раніше способу є те, що утворення отвору для зрівнювання тиску не відбувається негайно після процесу формування. Стадія вирізання не може здійснюватися на пластикодувній машині і, особливо, не може здійснюватися, коли форма для видувного виливання закрита. Додаткова оброблювальна машина або її інструменти. Як зрозуміло для запропонованого способу вирізання потрібна, а також необхідні в цьому випадку робочі стадії ведуть до зростання витрат і зниження продуктивності. Більш того, може бути бажаним приєднання до отвору контейнера розглянутого типу помпи або розпилювача, за допомогою яких вводиться або видаляється вміст внутрішнього мішка контейнера. Залежно від конфігурації застосовуваної помпи або розпилювача, отвір для зрівнювання тиску може бути частково або повністю закритий придатними помпою або розпилювачем. Іншими словами, неможливо приєднати до контейнера, про який іде мова, будь-який адаптер, якщо не брати до уваги конкретне положення отвору для зрівнювання тиску відповідного прикладу здійснення. Особливо несприятливими положеннями для стінного отвору є, у цьому випадку, положення в ділянці плічок і в ділянці поверхні кожуха контейнера. Найбільш придатна позиція для стінного отвору, основа контейнера, чітко не згадується. Задачею розглянутого винаходу є представити спосіб, за допомогою якого отвір для зрівнювання тиску, розташований у зовнішньому контейнері контейнера описуваного типу, може бути утворений без загрози цілісності контейнера, причому спосіб повинен мати лише мінімум стадій способу та бути менш ви тратним, ніж спосіб, застосовуваний за відомим раніше рівнем техніки, і в той же час повинен робити можливим більш низький рівень браку та більш високу продуктивність. Більш того, необхідно представити контейнер, який має отвір для зрівнювання тиску в його зовнішньому контейнері, який не одержує при вирізанні цього отвору ушкоджень внутрішнього мішка, і який також не має інших недоліків. Цієї мети досягають за допомогою способу за даним винаходом, при якому при закритті форми для дуття і, таким чином, утворенні шва основи, шов внутрішнього мішка принаймні частково фіксують аксіально у шві зовнішнього контейнера та утворюють принаймні один отвір для зрівнювання тиску таким чином, що шов основи принаймні частково, але бажано не повністю зрізують після формування, так що частина ділянки шва внутрішнього мішка фіксується у шві зовнішнього контейнера, і після цього до ділянки основи прикладають радіальну силу, яка діє у напрямку шва, розкриваючи шов основи, причому температура заготівки при зрізанні шва основи становить між 40°С и 70°С, і зовнішній контейнер усе ще деякою мірою підлягає пластичній деформації, таким чином, що деформація, можлива в результаті впливу вищевказаної сили, є пластичною деформацією, яка не усувається пружним поверненням у ви хідне положення. Стінки зовнішнього контейнера і внутрішнього мішка, які включають різні термопластичні пластики, зазвичай не злипаються. У результаті дії сили під час видавлювання надлишкового матеріалу через половинки форми для дуття, з одного боку, стінки внутрішнього мішка і, з іншого боку, стінки зовнішнього контейнера зварюються в кожнім випадку. Додатково, в ділянках шва основи має місце адгезія між стінками внутрішнього мішка та зовнішнього контейнера. Це є істотною перевагою способу, яка стосується фіксування внутрішнього мішка в ділянці основи. Таким чином, адгезія є такою, що, коли шов основи зовнішнього контейнера розходиться, одна з двох сторін шва залишається прикріпленою до шва внутрішнього мішка, тоді як інша сторона шва зовнішнього контейнера не залишається зафіксованою на внутрішньому мішку. Таким чином, аксіальне фіксування внутрішнього контейнера гарантується, незважаючи його розрив, навіть у здійсненнях, при яких зовнішній контейнер розривається по всій його довжині. Фіксування внутрішнього мішка є особливо важливим у випадках застосування, при яких у контейнер вставляється канюля, і від'єднання внутрішнього мішка від ділянки основи може привести до ушкодження або блокування канюлі. У способі за даним винаходом ушкодження внутрішнього мішка виключено, тому що шов обрізається лише частково, і, таким чином, після проведення процесу обрізання, внутрішній мішок міцно закритий залишком звареного шва внутрішнього мішка. На відміну від способу, відомого раніше з рівня техніки, конфігур ування отвору для зрівнювання тиску здійснюється не безпосередньо вирізанням, а є наслідком застосування сили та розриву шва. Рівень браку зведено до мінімуму. Спосіб має варіанти в яких аксіальна сила, яка діє в основному паралельно до подовжньої осі контейнера, діє короткий час після принаймні часткового розриву шва і до застосування радіальної сили, таким чином, що шов основи принаймні частково розкривається. Сила, що діє аксіально, в першу чергу служить для розкриття шва основи, у той час як результат або ціль цієї сили бачать у пластичній деформації шва основи. І все ж таки, обидві сили втягн уті як у деформацію контейнера, особливо в ділянці основи, так і в процес відкриття розривом, причому в одному випадку домінує процес відкриття розривом, а в іншому - деформація. Бажаними є спосіб в якому аксіальну силу прикладають у вигляді продувки. Придатними варіантами способу є такі, при яких виготовлення контейнера відбувається без утворення вижимного плечового шва. Цей спосіб у бажаному варіанті здійснюють таким чином, що якщо основний шов розривається, матеріал, який утворює вн утрішній мішок, залишається закріпленим на одній стороні шва основи на зовнішньому контейнері і на кінцях шва основи, унаслідок чого здійснюється аксіальна фіксація. У цьому випадку отвір для зрівнювання тиску між внутрішнім мішком і зовнішнім контейнером розташований на протилежній стороні шва основи. Спосіб є придатним, якщо шов основи зовнішнього контейнера лише частково розривається, і шов внутрішнього мішка фіксується нерозірваною ділянкою шва основи зовнішнього контейнера. Згідно з бажаним способом, шов основи обрізають, і силу, яка розкриває зовнішній контейнер і пластично деформує його, прикладають у рамках однієї й тієї ж робочої стадії. Це можна витлумачити, так, що різальний інструмент і інструмент для розривання шва працюють спільно і практично одночасно в рамках однієї робочої стадії. Дуже ефективний варіант способу передбачає, що обрізання шва основи та прикладання сили, яка розкриває і пластично деформує зовнішній контейнер, здійснюються не тільки в рамках однієї робочої стадії, але також і одним інструментом, у даному випадку різальним інструментом. Доцільно, щоб обрізання шва основи і прикладання сили, яка розкриває і пластично деформує зовнішній контейнер, відбувалися на окремих, близько-послідовних робочих стадіях. Розмір контейнера, який виготовляється, може бути вирішальним чинником для того або іншого варіанта. Рекомендується варіант способу, при якому обрізання шва основи та застосування сили, яка розкриває і пластично деформує, відбуваються в пластикодувній машині, особливо, якщо контейнер усе ще розташований усередині закритої форми для дуття. Контейнер, нагрітий у процесі обрізання від 40°С до 70°С, у такий спосіб стабілізується. Основною перевагою є зведення до мінімуму кількості машин і обробних апаратів, а також запобігання появі додаткових робочих стадій. Таким чином, знижуються витрати і підвищується продуктивність. Однак, в окремих випадках може бути доцільним, щоб обрізання шва основи і застосування сили, яка розкриває та необоротно деформує зовнішній контейнер, відбувалися на машині, приєднаній до пластикодувної машини. Це також входить у рамки винаходу. У більшості випадків має місце спосіб, при якому контейнер має форму пляшки, а внутрішній мішок, додатково до фіксації в ділянці основи, фіксується біля горлечка пляшки. Так, особливо придатними є способи, при яких внутрішній мішок принаймні частково затиснутий у стінці зовнішнього контейнера при формуванні горлечка пляшки. Це легко можна здійснити за способом. Якщо діаметр попереднього виливка в ділянці майбутнього горлечка пляшки є більшим, ніж відповідний діаметр форми для видувного виливання, надлишковий матеріал видавлюється при закритті форми для видувного виливання, і в результаті утворюється зварений шов на внутрішньому мішку, або внутрішній мішок фіксується на зовнішньому контейнері. Спосіб можна здійснювати, використовуючи форму для видувного виливання, таким чином, що горлечко пляшки формують із виступом на його лицьовому боці, спрямованим радіально назовню. Це може бути необхідним, якщо контейнер при подальшому обробленні обладнують помпою або розпилювачем, які у бажаному варіанті приєднуються до горлечка пляшки. У цьому випадку внутрішній мішок може бути з'єднаний із зовнішнім контейнером у частині вертикального або горизонтального згину, у такий спосіб здобуваючи додаткову фіксацію. Варіанти способу, при яких виступ формують виключно з матеріалу зовнішнього контейнера, є бажаними. Згідно з описаним способом, в ділянці основи контейнера за даним винаходом передбачають принаймні один отвір для зрівнювання тиску, як є результатом обрізання, розриву та деформації шва основи, при цьому внутрішній мішок залишається прикріпленим до контейнера одним боком та на кінцях шва основи і, тим самим, аксіально фіксованим. Бажані варіанти здійснення контейнера полягають у тому що контейнер має форму пляшки, і на горлечку пляшки на лицьовій стороні є виступ, який виступає радіально назовню, що може бути потрібним для приєднання помпи або розпилювача. Однак, додаткова фіксація в ділянці горлечка пляшки та її здійснення див. Далі є частиною винаходу. Також частиною винаходу є варіант, при якому виступ утворюється виключно з матеріалу зовнішнього контейнера. Винахід детальніше пояснюється нижче з посиланням на різні фігури. На них зображено: Фігура 1 поперечний переріз першого прикладу здійснення контейнера уздовж центральної осі контейнера, Фігура 2 поперечний переріз горлечка пляшки другого прикладу здійснення контейнера уздовж центральної осі контейнера, Фігура 3 поперечний переріз ділянки основи перед стадією обрізання уздовж центральної осі контейнера, Фігура 4 поперечний переріз ділянки основи після стадії обрізання уздовж центральної осі контейнера, Фігура 5 профіль основи контейнера уздовж центральної осі контейнера, Фігура 6 профіль основи контейнера уздовж центральної осі контейнера після стадій розриву та деформації, і Фігура 7 поперечний переріз уздовж центральної осі контейнера ділянки основи після стадій розриву та деформації, (деталь X за Фігурою 1) У нижченаведеному однакові пункти позначаються одними й тими ж цифрами-посиланнями. Фігура 1 зображує поперечний переріз прикладу здійснення контейнера 1 уздовж центральної осі 9 контейнера. Контейнер, який включає зовнішній контейнер 2 і внутрішній мішок 3, у даному прикладі здійснення має форму пляшки Він має виступ 7, розташований на кінці горлечка 6 пляшки, у місці розташування отвору 8 контейнера. Шов 5 основи розташований на кінці центральної осі 9 контейнера в ділянці 4 основи контейнера 1, біля отвору 10 для зрівнювання тиску, який є його частиною. Чітко показано, що виступ 7 утворений з матеріалу зовнішнього контейнера 2. Фігура 2 зображує поперечний переріз горлечка 6 пляшки другого прикладу здійснення контейнера уздовж центральної осі 9 контейнера. Горлечко 6 пляшки має розташований на його лицьовому боці спрямований у напрямку до отвору 8 контейнера прямокутний виступ 7. На противагу до прикладу здійснення, показаного на Фігурі 1, прямокутний виступ 7 який утворений з матеріалу як зовнішнього контейнера 2, так і внутрішнього мішка 3, таким чином, що, додатково до фіксації ділянки основи внутрішній мішок 3, зокрема, фіксований у горлечку 6 пляшки. Фігура 3 зображує поперечний переріз ділянки 4 основи і розташованого в ній шва 5 основи після процесу видування, але до процесу обрізання. Шов 5 основи, який є результатом видавлювання надлишкового матеріалу між двома половинами форми для дуття після власне процесу формування, має форму гребеня дракона. Внутрішній мішок 3 затиснутий між стінками зовнішнього контейнера 2 у ділянці шва 5 основи. Фігура 4 зображує поперечний переріз по ділянці 4 основи і розташованому в ньому шву 5 основи після часткового обрізання шва 5 основи. Фігура 5 зображує профіль ділянки основи з видом уздовж центральної осі 9 контейнера після часткового обрізання шва 5 основи. Можна чітко побачити структур у шва 5 основи, утвореного в центральній частині стінками внутрішнього мішка 3 і обмеженого з обох боків стінками зовнішнього контейнера 2. Також показані радіальні сили F, спрямовані для відкриття розривом шва 5 основи і деформації зовнішнього контейнера 2 в ділянку 4 основи в напрямку до шва. Аксіальна сила, яка прикладається необов'язкову не показана або не застосовується в даному прикладі здійснення. Фігура 6 зображує профіль ділянки 4 основи з видом уздовж центральної осі 9 контейнера і розташований в ділянці 4 основи шов 5 основи під дією радіальних сил F, прикладених у напрямку до шва. Чітко показано, яким чином деформується контейнер, і шов 5 основи розривається під дією сил, які утворюють отвір 10 для зрівнювання тиску. У цьому конкретному прикладі здійснення з однієї сторони шва 5 основи внутрішній мішок 3 залишається прикріпленим на кінцях 11 шва основи до зовнішнього контейнера 2 і, таким чином, аксіально фіксованим. Отвір 10 для зрівнювання тиску, обмежений зовнішнім контейнером 2 і внутрішнім мішком З, утворюється на протилежній стороні і, таким чином, компенсує різницю тисків між внутрішнім мішком 3 та зовнішнім контейнером 2. Фігура 7 зображує поперечний переріз по ділянці 4 основи та розташованому в ньому шву 5 основи уздовж центральної осі 9 контейнера. Отвір 10 для зрівнювання тиску можна чітко побачити між внутрішнім мішком 3 та зовнішнім контейнером 2. Список цифрових посилань 1. Контейнер 2. Зовнішній контейнер 3. Внутрішній мішок 4. Ділянка основи 5. Шов основи 6. Горлечко пляшки 7. Виступ 8. · Отвір контейнера 9. Центральна вісь контейнера 10. Отвір для зрівнювання тиску 11. Кінці шва основи
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing a container with pressure compensation opening and containers produced by the said method
Автори англійськоюKuehn Torsten, Metzger, Burkhard Peter
Назва патенту російськоюСпособ изготовления контейнера с отверстием для уравнивания давления, контейнеры, полученные этим способом
Автори російськоюКюн Торстен
МПК / Мітки
МПК: B65D 1/02, B29C 49/04, B29C 49/22
Мітки: отримані, зрівнювання, отвором, тиску, спосіб, способом, виготовлення, контейнері, цим, контейнера
Код посилання
<a href="https://ua.patents.su/5-73766-sposib-vigotovlennya-kontejjnera-z-otvorom-dlya-zrivnyuvannya-tisku-kontejjneri-otrimani-cim-sposobom.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення контейнера з отвором для зрівнювання тиску, контейнери, отримані цим способом</a>
Спосіб виготовлення щіткових виробів і щіткові вироби, отримані цим способом
Номер патенту: 57846
Опубліковано: 15.07.2003
Автор: Вайграух Георг
МПК: A46B 15/00, A46D 1/00
Мітки: вироби, цим, спосіб, отримані, щіткових, виготовлення, виробів, способом, щіткові
Формула / Реферат:
1. Спосіб виготовлення щіткових виробів із пластикових щетинок шляхом їх безперервної екструзії у вигляді моноволокон, порізки на задану довжину і прикріплення до держака у вигляді блока щетинок або окремо, або об'єднаних у групи, який відрізняється тим, що на моноволокно після екструзії чи отримані з нього щетинки наносять щонайменше одну, по суті, лінійну мітку, видиму в блоці щетинок на готовій щітці як барвоконтрастне маркування на...
Матеріал контейнера апарата високого тиску і температури та наповнювач шихти для виготовлення контейнера апарата високого тиску
Номер патенту: 55213
Опубліковано: 17.03.2003
Автори: Сороченко Тетяна Антонівна, Боримський Олександр Іванович, Нагорний Петро Арсенійович
МПК: B01J 3/06, C04B 35/03, C04B 35/00
Мітки: шихти, наповнювач, температури, виготовлення, високого, контейнера, апарата, тиску, матеріал
Формула / Реферат:
Запобіжний затвор для пляшок та подібних ємностей, які мають на горлі елементи поздовжньої і кутової фіксації затвора, відноситься до засобів з полімерного матеріалу для герметичного закривання рідких середовищ в пляшках і подібній тарі. Затвор містить розливальну частину і ковпачок, забезпечений відривною ділянкою і елементами зчеплення з розливальною частиною.
Шихта для виготовлення контейнера апарата високого тиску і температури
Номер патенту: 34312
Опубліковано: 16.02.2004
Автори: Сороченко Тетяна Антонівна, Нагорний Петро Арсенійович, Боримський Олександр Іванович
МПК: B01J 3/04, C04B 35/00
Мітки: тиску, контейнера, виготовлення, шихта, температури, високого, апарата
Формула / Реферат:
Чорнова підлога із закріплювальним листом, яка містить ламінат, що має верхній шар з відносно тонкого, гнучкого, жорсткого листового матеріалу, і нижній шар з відносно пружного еластичного матеріалу. Верхній листовий матеріал може бути сформований з пластику або полімерного матеріалу. В одному варіанті здійснення винаходу лист можна розрізати і укладати в межах приміщення, і лист має достатню жорсткість і масу, щоб зберегти свою форму без...
Шихта для виготовлення контейнера апарату високого тиску і температури
Номер патенту: 34312
Опубліковано: 15.02.2001
Автори: Сороченко Тетяна Антонівна, Боримський Олександр Іванович, Нагорний Петро Арсенійович
МПК: C04B 35/00, B01J 3/04
Мітки: температури, високого, апарату, виготовлення, шихта, тиску, контейнера
Формула / Реферат:
Чорнова підлога із закріплювальним листом, яка містить ламінат, що має верхній шар з відносно тонкого, гнучкого, жорсткого листового матеріалу, і нижній шар з відносно пружного еластичного матеріалу. Верхній листовий матеріал може бути сформований з пластику або полімерного матеріалу. В одному варіанті здійснення винаходу лист можна розрізати і укладати в межах приміщення, і лист має достатню жорсткість і масу, щоб зберегти свою форму без...
Шихта для виготовлення контейнера апарата високого тиску
Номер патенту: 24070
Опубліковано: 31.08.1998
Автори: Давидов Микола Олексійович, Ляшенко Олександр Федорович, Доценко Василь Михайлович, Івахненко Сергій Олексійович, Виноградов Сергій Олександрович
МПК: C04B 35/00
Мітки: виготовлення, контейнера, тиску, високого, апарата, шихта
Формула / Реферат:
1. Шихта для изготовления контейнера аппарата высокого давления, содержащая теплоэлектроизоляционный упругопласти-ческий материал и гидратационный вяжущий материал, отличающаяся тем, что она дополнительно содержит органическое связующее при следующем соотношении компонентов, мас.%:Теплоэлектроизоляционный упругопластический материал 65-90Гидратационный вяжущий материал ...
Попередній патент: Мастильна композиція для обробки промивальних рідин
Наступний патент: Інструмент пристрою для виготовлення розгорток складної конфігурації по периметру
Випадковий патент: Монтажна платформа превентора