Проміжний ківш для безперервного розливання металу
Номер патенту: 75672
Опубліковано: 10.12.2012
Автори: Сухарєв Стєпан Вікторовіч, Лаптєв Алєксандр Павловіч, Аксєльрод Лєв Моісєєвіч

Формула / Реферат
1. Проміжний ківш для безперервного розливання металу, що включає металевий корпус, що містить, футерівку, розливальні стакани, приймальну та розливальні зони, розділені перегородками, у яких виконані переливні канали в кілька рядів,
який відрізняється тим, що в приймальній та/або розливальних зонах розташовані поріжки, у тілі яких виконаний газопідвідний канал з незалежним підведенням продувного газу, що складаються з основного тіла й продувної зони, розташованої у верхній частині поріжка й виконаної з пористого матеріалу або, що має одне або більше щілинних отворів, кожне довжиною не більше 5 см.
2. Проміжний ківш за п. 1, який відрізняється тим, що розташовані у вогнетривкій футерівці газопідвідні канали, якими здійснюється підведення аргону до продувних поріжків, виконані з вогнетривких матеріалів або являють собою порожнини безпосередньо у вогнетривкій футерівці проміжного ковша.
3. Проміжний ківш за п. 1 або 2, який відрізняється тим, що у приймальній зоні встановлений металоприймач.
Текст
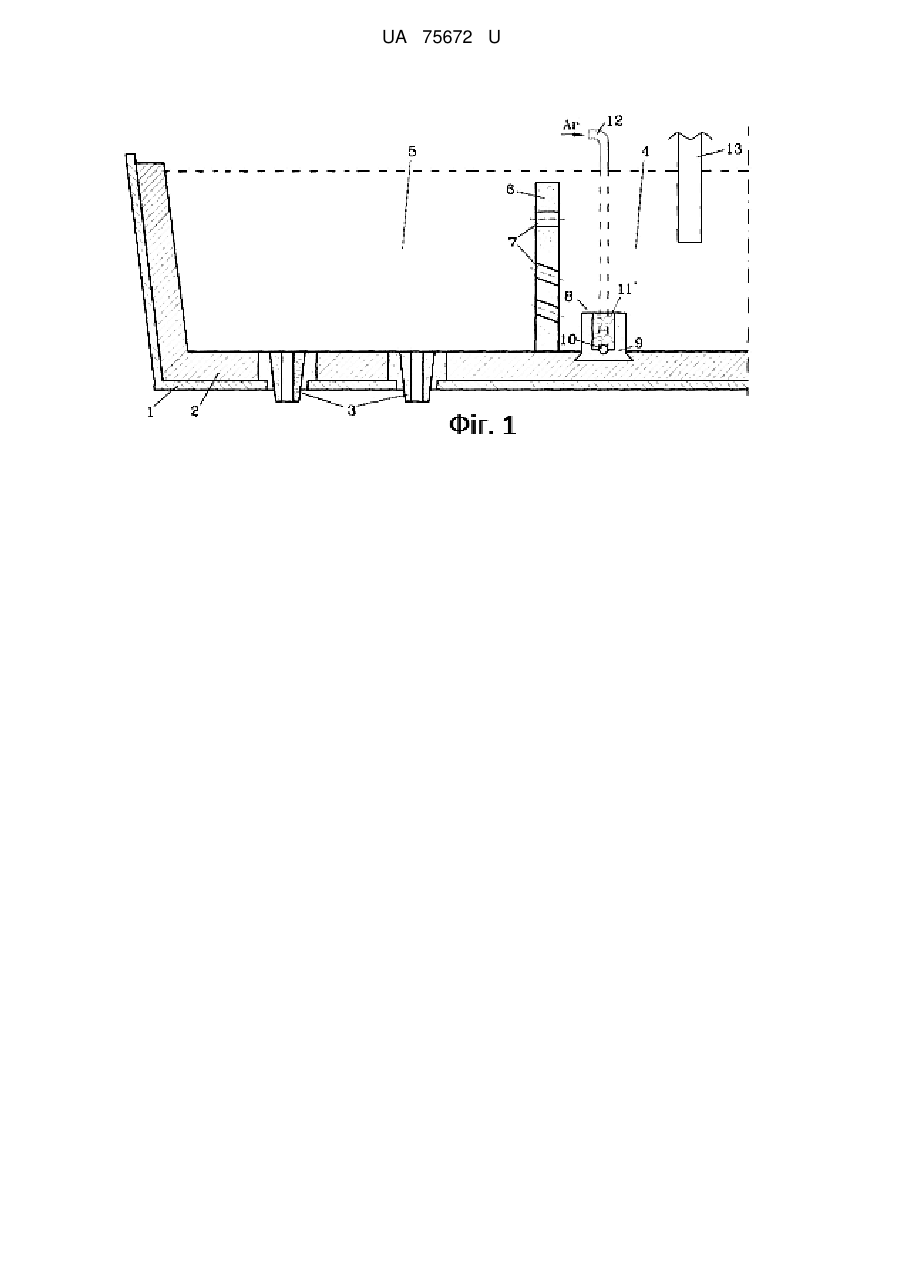
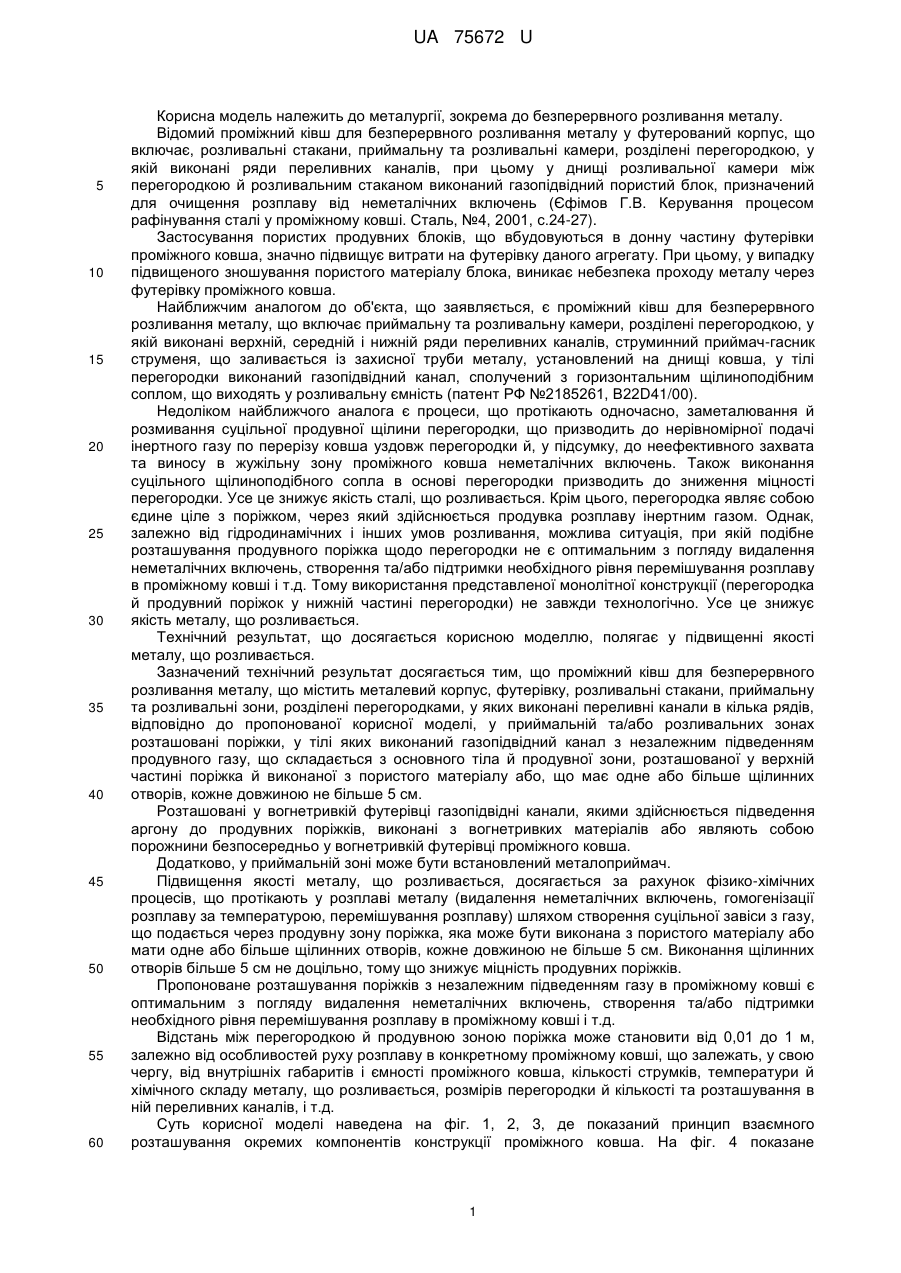
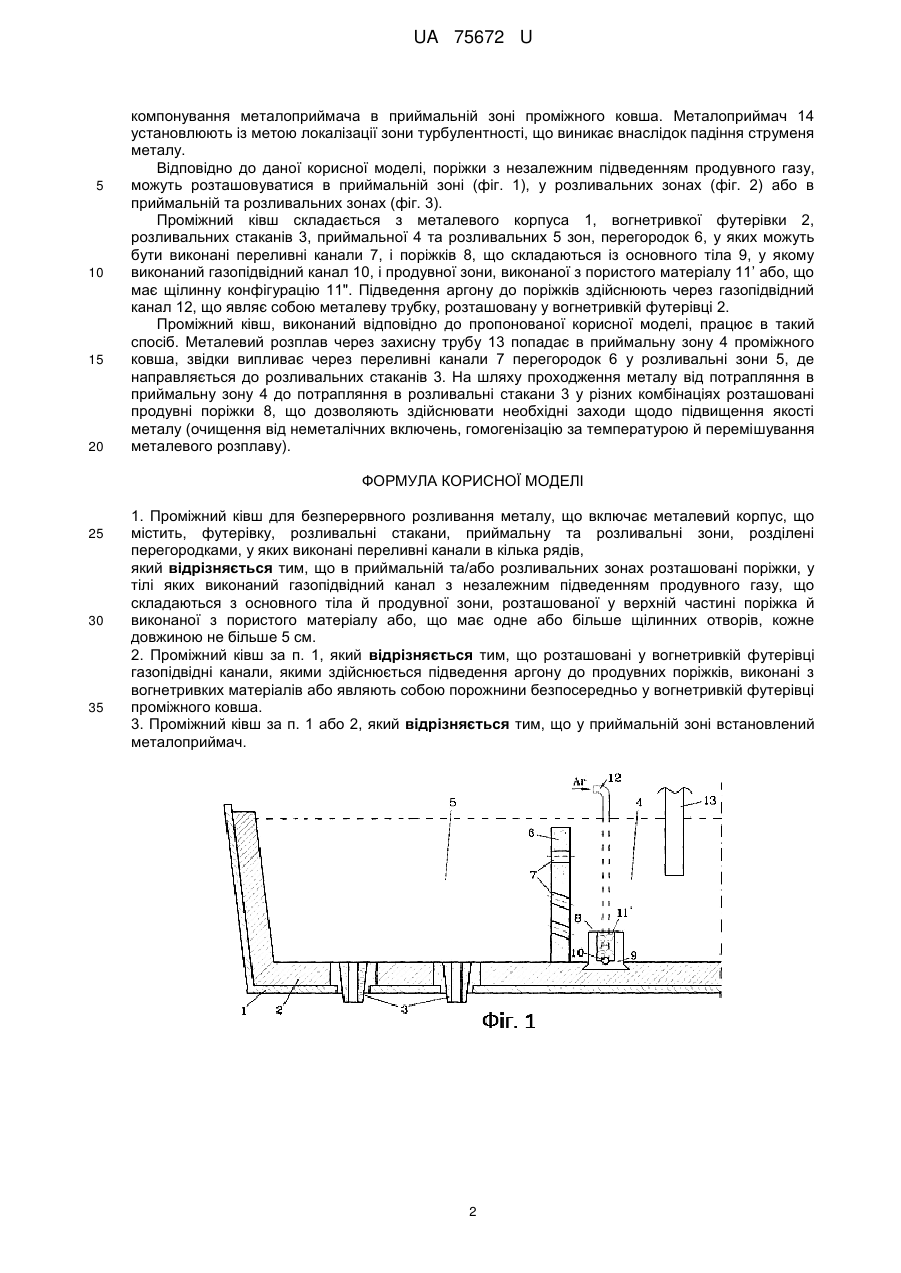
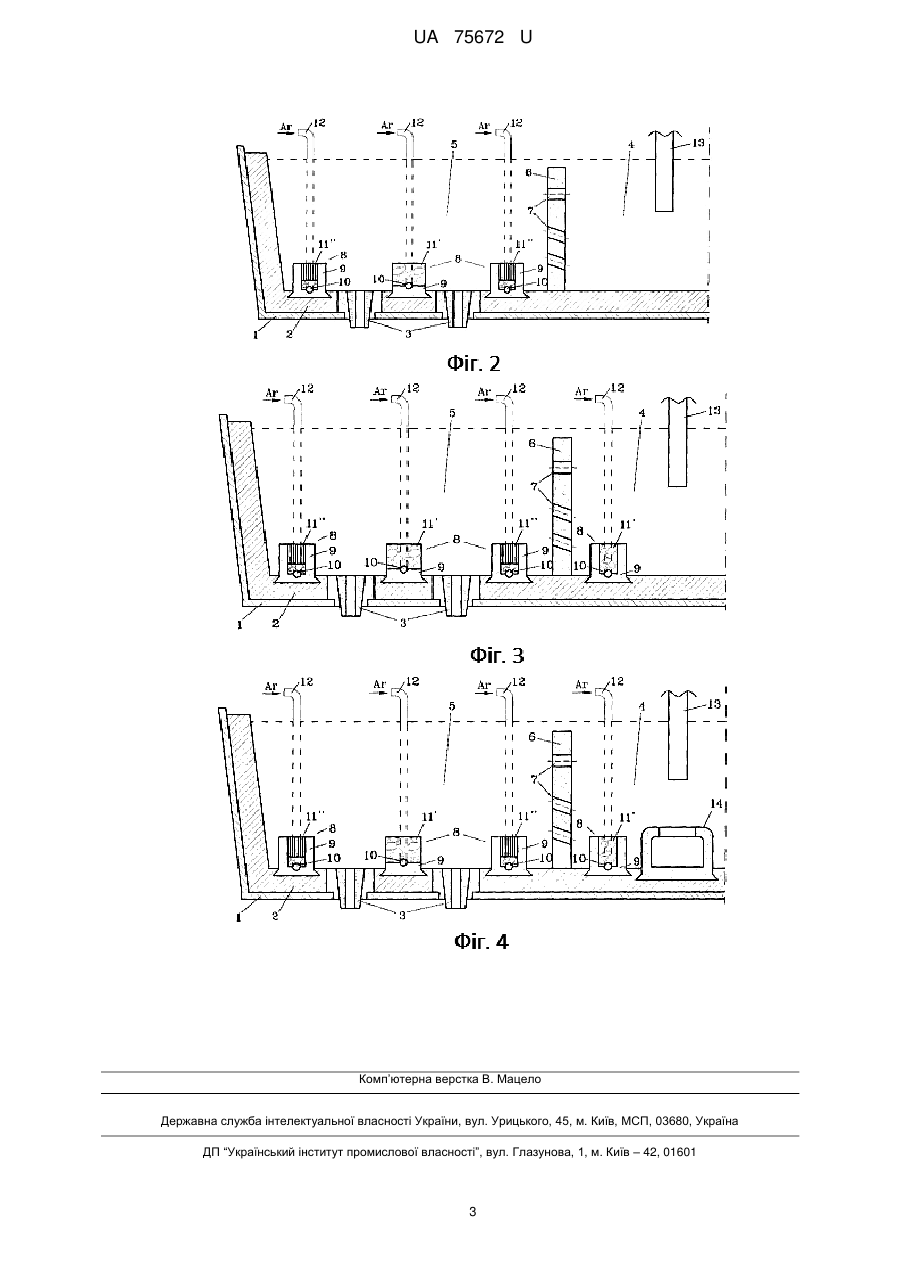
Реферат: Проміжний ківш для безперервного розливання металу, що включає металевий корпус, що містить, футерівку, розливальні стакани, приймальну та розливальні зони, розділені перегородками, у яких виконані переливні канали в кілька рядів, причому в приймальній та/або розливальних зонах розташовані поріжки, у тілі яких виконаний газопідвідний канал з незалежним підведенням продувного газу, що складаються з основного тіла й продувної зони, розташованої у верхній частині поріжка й виконаної з пористого матеріалу або, що має одне або більше щілинних отворів, кожне довжиною не більше 5 см. UA 75672 U (12) UA 75672 U UA 75672 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії, зокрема до безперервного розливання металу. Відомий проміжний ківш для безперервного розливання металу у футерований корпус, що включає, розливальні стакани, приймальну та розливальні камери, розділені перегородкою, у якій виконані ряди переливних каналів, при цьому у днищі розливальної камери між перегородкою й розливальним стаканом виконаний газопідвідний пористий блок, призначений для очищення розплаву від неметалічних включень (Єфімов Г.В. Керування процесом рафінування сталі у проміжному ковші. Сталь, №4, 2001, с.24-27). Застосування пористих продувних блоків, що вбудовуються в донну частину футерівки проміжного ковша, значно підвищує витрати на футерівку даного агрегату. При цьому, у випадку підвищеного зношування пористого матеріалу блока, виникає небезпека проходу металу через футерівку проміжного ковша. Найближчим аналогом до об'єкта, що заявляється, є проміжний ківш для безперервного розливання металу, що включає приймальну та розливальну камери, розділені перегородкою, у якій виконані верхній, середній і нижній ряди переливних каналів, струминний приймач-гасник струменя, що заливається із захисної труби металу, установлений на днищі ковша, у тілі перегородки виконаний газопідвідний канал, сполучений з горизонтальним щілиноподібним соплом, що виходять у розливальну ємність (патент РФ №2185261, В22D41/00). Недоліком найближчого аналога є процеси, що протікають одночасно, заметалювання й розмивання суцільної продувної щілини перегородки, що призводить до нерівномірної подачі інертного газу по перерізу ковша уздовж перегородки й, у підсумку, до неефективного захвата та виносу в жужільну зону проміжного ковша неметалічних включень. Також виконання суцільного щілиноподібного сопла в основі перегородки призводить до зниження міцності перегородки. Усе це знижує якість сталі, що розливається. Крім цього, перегородка являє собою єдине ціле з поріжком, через який здійснюється продувка розплаву інертним газом. Однак, залежно від гідродинамічних і інших умов розливання, можлива ситуація, при якій подібне розташування продувного поріжка щодо перегородки не є оптимальним з погляду видалення неметалічних включень, створення та/або підтримки необхідного рівня перемішування розплаву в проміжному ковші і т.д. Тому використання представленої монолітної конструкції (перегородка й продувний поріжок у нижній частині перегородки) не завжди технологічно. Усе це знижує якість металу, що розливається. Технічний результат, що досягається корисною моделлю, полягає у підвищенні якості металу, що розливається. Зазначений технічний результат досягається тим, що проміжний ківш для безперервного розливання металу, що містить металевий корпус, футерівку, розливальні стакани, приймальну та розливальні зони, розділені перегородками, у яких виконані переливні канали в кілька рядів, відповідно до пропонованої корисної моделі, у приймальній та/або розливальних зонах розташовані поріжки, у тілі яких виконаний газопідвідний канал з незалежним підведенням продувного газу, що складається з основного тіла й продувної зони, розташованої у верхній частині поріжка й виконаної з пористого матеріалу або, що має одне або більше щілинних отворів, кожне довжиною не більше 5 см. Розташовані у вогнетривкій футерівці газопідвідні канали, якими здійснюється підведення аргону до продувних поріжків, виконані з вогнетривких матеріалів або являють собою порожнини безпосередньо у вогнетривкій футерівці проміжного ковша. Додатково, у приймальній зоні може бути встановлений металоприймач. Підвищення якості металу, що розливається, досягається за рахунок фізико-хімічних процесів, що протікають у розплаві металу (видалення неметалічних включень, гомогенізації розплаву за температурою, перемішування розплаву) шляхом створення суцільноїзавіси з газу, що подається через продувну зону поріжка, яка може бути виконана з пористого матеріалу або мати одне або більше щілинних отворів, кожне довжиною не більше 5 см. Виконання щілинних отворів більше 5 см не доцільно, тому що знижує міцність продувних поріжків. Пропоноване розташування поріжків з незалежним підведенням газу в проміжному ковші є оптимальним з погляду видалення неметалічних включень, створення та/або підтримки необхідного рівня перемішування розплаву в проміжному ковші і т.д. Відстань між перегородкою й продувною зоною поріжка може становити від 0,01 до 1 м, залежно від особливостей руху розплаву в конкретному проміжному ковші, що залежать, у свою чергу, від внутрішніх габаритів і ємності проміжного ковша, кількості струмків, температури й хімічного складу металу, що розливається, розмірів перегородки й кількості та розташування в ній переливних каналів, і т.д. Суть корисної моделі наведена на фіг. 1, 2, 3, де показаний принцип взаємного розташування окремих компонентів конструкції проміжного ковша. На фіг. 4 показане 1 UA 75672 U 5 10 15 20 компонування металоприймача в приймальній зоні проміжного ковша. Металоприймач 14 установлюють із метою локалізації зони турбулентності, що виникає внаслідок падіння струменя металу. Відповідно до даної корисної моделі, поріжки з незалежним підведенням продувного газу, можуть розташовуватися в приймальній зоні (фіг. 1), у розливальних зонах (фіг. 2) або в приймальній та розливальних зонах (фіг. 3). Проміжний ківш складається з металевого корпуса 1, вогнетривкої футерівки 2, розливальних стаканів 3, приймальної 4 та розливальних 5 зон, перегородок 6, у яких можуть бути виконані переливні канали 7, і поріжків 8, що складаються із основного тіла 9, у якому виконаний газопідвідний канал 10, і продувної зони, виконаної з пористого матеріалу 11’ або, що має щілинну конфігурацію 11". Підведення аргону до поріжків здійснюють через газопідвідний канал 12, що являє собою металеву трубку, розташовану у вогнетривкій футерівці 2. Проміжний ківш, виконаний відповідно до пропонованої корисної моделі, працює в такий спосіб. Металевий розплав через захисну трубу 13 попадає в приймальну зону 4 проміжного ковша, звідки випливає через переливні канали 7 перегородок 6 у розливальні зони 5, де направляється до розливальних стаканів 3. На шляху проходження металу від потрапляння в приймальну зону 4 до потрапляння в розливальні стакани 3 у різних комбінаціях розташовані продувні поріжки 8, що дозволяють здійснювати необхідні заходи щодо підвищення якості металу (очищення від неметалічних включень, гомогенізацію за температурою й перемішування металевого розплаву). ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 1. Проміжний ківш для безперервного розливання металу, що включає металевий корпус, що містить, футерівку, розливальні стакани, приймальну та розливальні зони, розділені перегородками, у яких виконані переливні канали в кілька рядів, який відрізняється тим, що в приймальній та/або розливальних зонах розташовані поріжки, у тілі яких виконаний газопідвідний канал з незалежним підведенням продувного газу, що складаються з основного тіла й продувної зони, розташованої у верхній частині поріжка й виконаної з пористого матеріалу або, що має одне або більше щілинних отворів, кожне довжиною не більше 5 см. 2. Проміжний ківш за п. 1, який відрізняється тим, що розташовані у вогнетривкій футерівці газопідвідні канали, якими здійснюється підведення аргону до продувних поріжків, виконані з вогнетривких матеріалів або являють собою порожнини безпосередньо у вогнетривкій футерівці проміжного ковша. 3. Проміжний ківш за п. 1 або 2, який відрізняється тим, що у приймальній зоні встановлений металоприймач. 2 UA 75672 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюTundish ladle for continuous metal pouring
Автори англійськоюAksielrod Liev Moisieievich, Sukhariev Stiepan Viktorovich, Laptiev Alieksandr Pavlovich
Назва патенту російськоюПромежуточный ковш для непрерывной разливки металла
Автори російськоюАксельрод Лев Моисеевич, Сухарев Степан Викторович, Лаптев Александр Павлович
МПК / Мітки
МПК: B22D 41/00
Мітки: металу, розливання, ківш, проміжний, безперервного
Код посилання
<a href="https://ua.patents.su/5-75672-promizhnijj-kivsh-dlya-bezperervnogo-rozlivannya-metalu.html" target="_blank" rel="follow" title="База патентів України">Проміжний ківш для безперервного розливання металу</a>
Проміжний ківш машини безперервного лиття заготовок
Номер патенту: 45005
Опубліковано: 15.03.2002
Автори: Зборщик Олександр Михайлович, Лифенко Микола Трохимович, Єронько Сергій Петрович, Руденко Ростислав Володимирович
МПК: B22D 11/10
Мітки: безперервного, машини, проміжний, лиття, ківш, заготовок
Формула / Реферат:
1. Проміжний ківш машини безперервного лиття заготовок, що включає металевий кожух, футерований усередині вогнетривкими матеріалами і розподілений перегородками з вогнетривкого матеріалу на зону прийому розплаву і зони випуску його у кристалізатори, стопорні пристрої з заглибними стаканами для випуску розплаву з ковша у кристалізатори, пристрої для інжекції модифікаторів у розплав інертним газом і теплоізоляційні кришки, який відрізняється...
Проміжний ківш сортової машини безперервного лиття заготовок
Номер патенту: 49193
Опубліковано: 16.09.2002
Автори: Учитель Лев Михайлович, Несвіт Володимир Васильович, Зайвий Олександр Миколайович, Пікус Марк Ісерович, Єрмоленко Ганна Володимирівна, Пихтін Володимир Володимирович
МПК: B22D 11/10
Мітки: лиття, сортової, заготовок, безперервного, машини, ківш, проміжний
Формула / Реферат:
Проміжний ківш сортової машини безперервного лиття заготовок, що містить футерований зсередини металевий корпус, стінки якого виконані з уклоном по вертикалі, а випускні отвори розташовані уздовж поздовжньої осі днища, який відрізняється тим, що задня стінка корпусу у нижній частині має виступ висотою, обмеженою нижнім робочим рівнем металу, та довжиною не більше міжцентрової відстані крайніх випускних отворів промковша, а у середині виступу...
Проміжний ківш машини безперервного (напівбезперервного) лиття заготовок
Номер патенту: 71324
Опубліковано: 10.07.2012
Автори: Ессельбах Сергій Борисович, Ухін Володимир Євгенович, Головатий Володимир Анатолійович, Куберський Сергій Володимирович, Шутов Ігор Володимирович, Проценко Михайло Юрійович, Смірнов Олексій Миколайович
МПК: B22D 11/10
Мітки: проміжний, безперервного, ківш, напівбезперервного, машини, лиття, заготовок
Формула / Реферат:
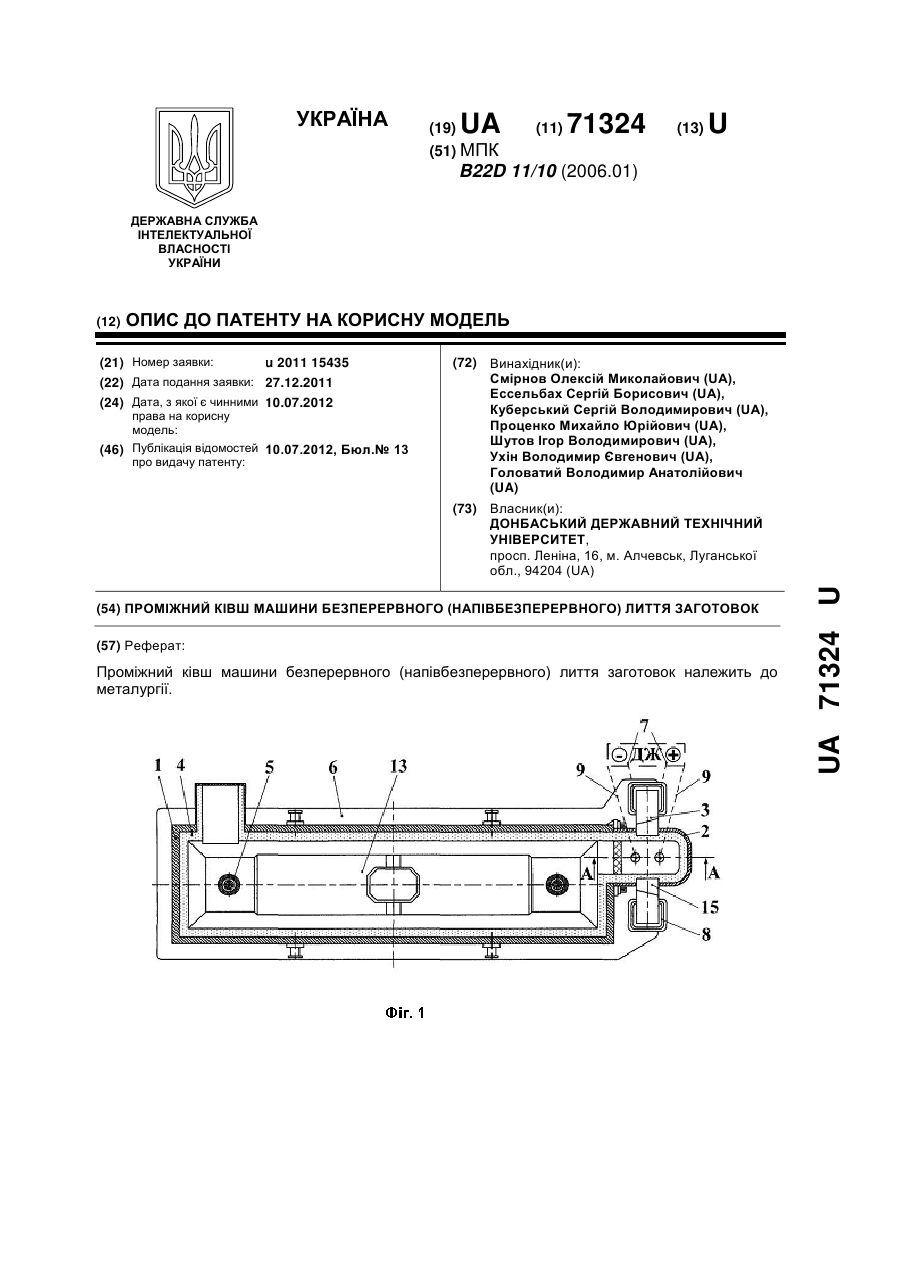
Проміжний ківш машини безперервного (напівбезперервного) лиття заготовок, що містить неферомагнітний корпус з додатковою ванною, яка поміщається між полюсами електромагніту, футерівку з пристроями видачі металу в кристалізатор, візок системи установки проміжного ковша, пристрій для підведення струму на обмотки електромагніту і на розплав, керамічну перегородку з переливними каналами між робочим простором проміжного ковша і додаткової ванни,...
Проміжний ківш для розливання сталі

Номер патенту: 37161
Опубліковано: 16.04.2001
Автори: Бродський Сергій Сергійович, Гресс Олександр Володимирович, Макшеєв Володимир Миколайович, Учитель Лев Михайлович, Огурцов Анатолій Павлович, Пікус Марк Іссерович
МПК: B22D 41/14, B22D 11/08
Мітки: сталі, проміжний, ківш, розливання
Текст:
...уздовж нього, вогнетривкий блок виконаний у циліндро-конічному вигляді з внутрішньою коаксиальною конічною порожниною, при цьому висота зовнішньої циліндричної частини вогнетривкого блока визначається по залежності: Hц = Hб rб r ст (фіг.). Проміжний ківш 1 містить стопор 2, стакандозатор 3, вогнетривкий плаваючий блок 4 циліндро-конічного вигляду загальною висотою Нб із висотою Н ц зовнішньої циліндричної частини, що відповідає...
Спосіб початку процесу безперервного лиття і проміжний ківш для його здійснення
Номер патенту: 37155
Опубліковано: 16.04.2001
Автори: Огурцов Анатолій Павлович, Пікус Марк Іссерович, Гресс Олександр Володимирович, Бродський Сергій Сергійович, Учитель Лев Михайлович
МПК: B22D 11/10
Мітки: ківш, процесу, здійснення, безперервного, початку, лиття, проміжний, спосіб
Текст:
...зсувом центру ваги від вертикальної осі в порівнянні з прототипом. Відхилення надставок від торцевих стінок промковша також знижує ймовірність їхнього примороження на периферійних ручаях, де метал має найбільш низьку температур у. Висота надставок може бути однаковою на всіх ручаях, або змінюватися по висоті від ручаїв, що відкриваються в першу чергу, і до ручаїв, що відкриваються в останню чергу, тобто для багаторівчакових машин...
Попередній патент: Спосіб ступеневої інгаляційної терапії бронхолегеневої дисплазії у новонароджених
Наступний патент: Склад для виробництва булочки “до сніданку” із заморожених напівфабрикатів
Випадковий патент: Спосіб виробництва вуглеводнів