Спосіб початку процесу безперервного лиття і проміжний ківш для його здійснення
Номер патенту: 37155
Опубліковано: 16.04.2001
Автори: Учитель Лев Михайлович, Огурцов Анатолій Павлович, Бродський Сергій Сергійович, Пікус Марк Іссерович, Гресс Олександр Володимирович

Текст
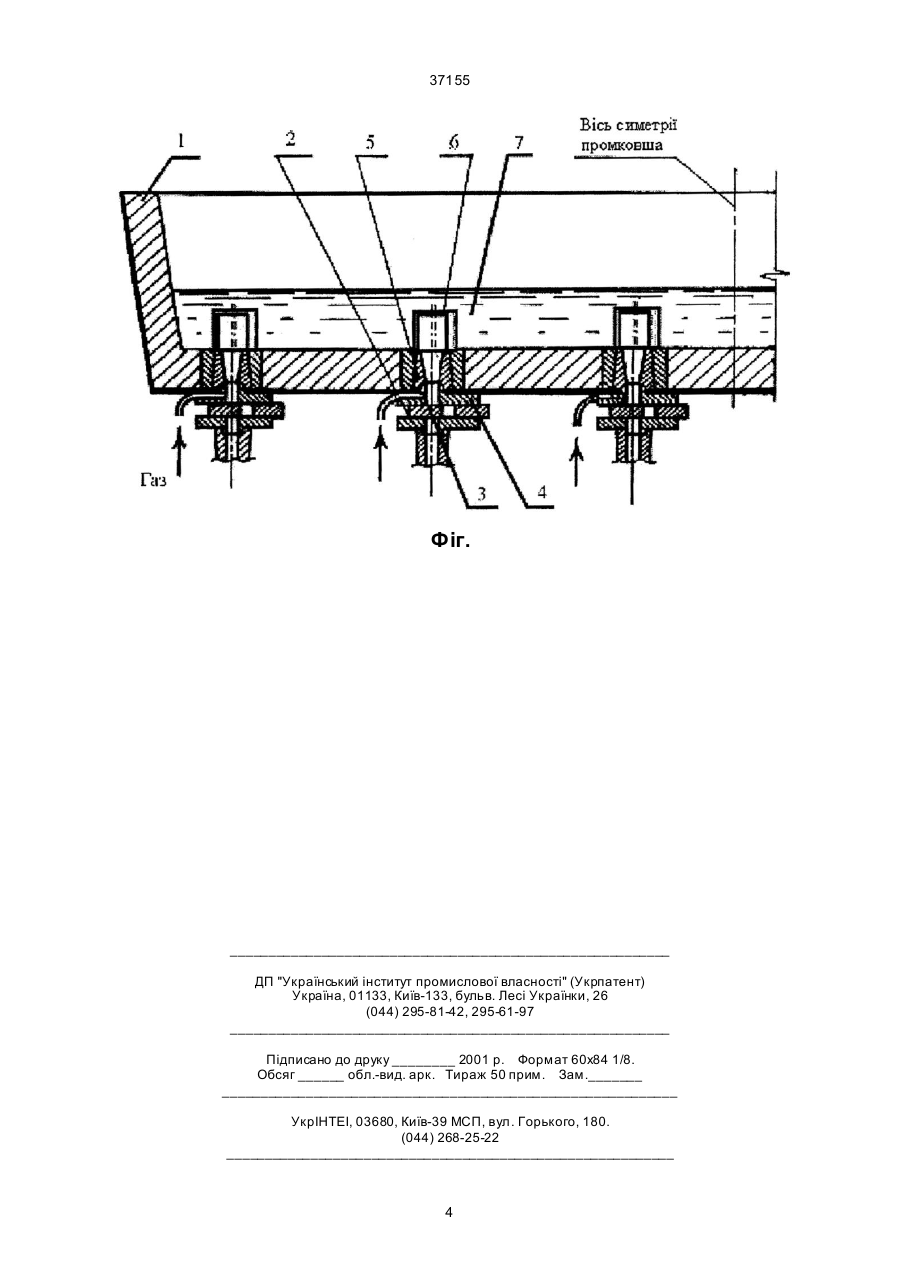
1. Спосіб початку процесу безперервного лиття, що включає установку вогнетривких надставок над стаканами проміжного ковша із шиберними затворами, накопичення металу в проміжному ковші і відділення надставок від стаканів у момент початку лиття, що відрізняється тим, що відділення надставок здійснюється шляхом короткочасного збільшення тиску інертного газу в каналах стаканів до величини, визначуваної по залежності: 37155 пичення металу в проміжному ковші шляхом установки над шиберними затворами вогнетривких надставок, закріплених за допомогою спеціальної пасти (клею), які відокремлюються при досягненні рівня металу в промковші заданої висоти за допомогою допоміжних пристроїв, що вводяться ззовні через забиті в стінці промковша магнезитові трубки. Проте під час наповнення проміжного ковша через надставки в шиберні затвори попадають краплі металу, що заморожують їхні канали. Розбризкування металу також призводить до заметалювання отворів магнезитових трубок, що викликає перебої з введенням допоміжних пристроїв для відділення надставок. Крім того, застосування даного способу, особливо на багаторівчакових машинах із різними рівнями початку лиття по ручаям, зажадає створення спеціального устаткування з маніпулятором для відділення надставок. Достатньо великі висота надставок і площа їхньої внутрішньої поверхні визначають значні втрати тепла металом у результаті конвекції (омивання висхідними потоками повітря) і випромінювання через верхні отвори надставок, що викликає примороження надставок до ківшових стаканів, особливо на периферійних ручаях багаторівчакових машин безперервного лиття заготівок. Зазначені недоліки даного способу призводять до зниження ефективності початку процесу безперервного лиття при досягненні заданого рівня металу в проміжному ковші. Для реалізації наведеного вище способу початку процесу безперервного лиття відомо пристрій (заявка Японії № 61-42457, МКІ 4 В 22D 11/10, опубл. у 1986 p.), що включає вогнетривку надставку у вигляді тр уби, що накривають поверх металевим листом. Недоліком даного пристрою є надходження в канал шиберного затвора обмеженої кількості металу через нещільності між надставкою і листом, що утворюються в результаті його короблення, або через отвори невеликих розмірів, що утворюються в момент проплавлення кришки, а також знижена в зв'язку з останнім температура перших порцій металу. Це може призвести до заморожування каналу шиберного затвора. Найбільш близьким за технічною сутностю і досягнутим результатом є устрій насадки «ОттоНонстоп» (Altland G. Uber Einsatzmoglichkeiten neuer Feurfest-Korper beim Stranggieben von Stahl. Fachberichte Huttenpraxis Metallweiterverarbeitung, 1983, Bd21, № 10, s. 805, 806), за допомогою якого здійснюється спосіб початку процесу безперервного лиття, описаний вище. Даний пристрій перешкоджає проникненню металу в канал стакана проміжного ковша до моменту примусового відділення насадок від стаканів. При цьому метал надходить у стакан із донної частини проміжного ковша, а надставка спливає. В основу винаходу поставлена задача удосконалення способу початку процесу безперервного лиття і проміжного ковша для його здійснення, у якому за рахунок установки в проміжному ковші над шиберними затворами, обладнаними отворами у верхній плиті для подачі інертного газу, вогнетривких надставок спеціальної конструкції і відділення надставок від стаканів проміжного ковша в момент початку лиття за допомогою короткочасного збільшення тиску інертного газу в каналах стаканів до розрахункових значень, забезпечується підвищення ефективності початку процесу лиття і за рахунок цього зменшується знос ківшових стаканів, шиберних затворів. Поставлена задача вирішується тим, що у відомому способі, що включає установку вогнетривких надставок над стаканами проміжного ковша із шиберними затворами, накопичення металу в проміжному ковші, відділення надставок здійснюють шляхом короткочасного збільшення тиску інертного газу в каналах стаканів до величини, визначуваної за залежностю é 4GH ë 2 p DH P = (1.2...2.0) ê r M ( H M - H H ) + ù úg , û де Р - тиск інертного газу в каналі стакана; r м - густина рідкого металу; Нм - висота металу в проміжному ковші; Нн - висота надставки; Gн - маса надставки; DH - діаметр надставки; g - прискорення вільного падіння. Поставлена мета досягається також тим, що у відомому проміжному ковші для здійснення способу початку процесу безперервного лиття, що включає шиберні затвори з ківшовими стаканами і розташовані над ними циліндричні вогнетривкі надставки з порожнинами, що сполучаються з каналами стаканів, надставки виконані у вигляді прямих глуходонних циліндрів, вісь внутрішньої порожнини яких ексцентрична осі їхньої зовнішньої поверхні, і встановлені таким чином, щоб проекції їхніх центрів ваги розташовувалися з боку осі симетрії проміжного ковша. Застосування вогнетривких надставок зі зміщеним центром ваги щодо осі їхньої зовнішньої поверхні полегшує відрив надставок від ківшових стаканів у момент короткочасного підвищення тиску в каналах стаканів у зв'язку зі зсувом центру ваги від вертикальної осі в порівнянні з прототипом. Відхилення надставок від торцевих стінок промковша також знижує ймовірність їхнього примороження на периферійних ручаях, де метал має найбільш низьку температур у. Висота надставок може бути однаковою на всіх ручаях, або змінюватися по висоті від ручаїв, що відкриваються в першу чергу, і до ручаїв, що відкриваються в останню чергу, тобто для багаторівчакових машин безперервного лиття з коритоподібними і «т»-подібними ковшами - від периферійних ручаїв до центрального. Сутність винаходу пояснюється кресленням, де на фіг. показаний поздовжній розтин лівої симетричної частини шестирівчакового проміжного ковша. Проміжний ківш 1 включає шиберні затвори 2 з отворами 3 у верхній плиті 4 для подачі інертного газу, ківшові стакани 5 і сполучені з ними за допомогою, наприклад, мертеля вогнетривкі надставки 6. Дані надставки 6 установлені таким чином, щоб проекції їхніх центрів ваги були розташовані з боку осі симетрії проміжного ковша. Проміжний ківш 1 має вісь симетрії, у район розташування якої подають рідкий метал 7 із сталерозливного ковша. 2 37155 Спосіб початку процесу безперервного лиття здійснюється таким чином. Рідкий метал 7 подають із сталерозливного ковша в район осі симетрії проміжного ковша 1. Подаваний метал 7 рівномірно заповнює проміжний ківш 1 до заданого рівня. При цьому потоки металу переміщуються в напрямку від осі симетрії промковша 1 до його периферії, обтікають вогнетривкі надставки 6, не відділяючи їх від ківшови х стаканів завдяки підвищенню стійкості за рахунок зсуву центрів ваги, що запобігає попаданню металу 7 у канали шиберних затворів 2 до початку розливання. Більш товстий шар вогнетривкого матеріалу надставок 6 із боку осі симетрії проміжного ковша 1 забезпечує підвищений опір тіла надставок 6 ерозійному впливу високотемпературних потоків металу 7, спрямованих від осі симетрії проміжного ковша 1 до його периферії. Після наповнення промковша 1 до заданого рівня при закритому шиберному затворі 2 у канал ківшового стакана 5 через отвори 3 у верхній плиті 4 протягом короткого проміжку часу подають інертний газ під тиском (створюють імпульс тиску), достатнім для відділення надставки 6 від стакана 5, і відкривають шиберний затвор 2. Введення інертного газу може здійснюватися через відомі пристрої для продування металу або герметизації шиберного затвора з метою зниження забруднення сталі неметалевими включеннями, а також для промивання каналів шиберного затвора і ківшового стакана (Огнеупоры для МНЛЗ // Тр уды конференции. - М.: Ме таллургия, 1986. - С. 129). Приклад. У 50-тонному проміжному ковші шестирівчакової машини безперервного лиття до ківшових стаканів приєднують за допомогою мертеля надставки з плавленого кварцу масою 3 кг, виконані у вигляді прямих глуходонних циліндрів висотою 200 мм і зовнішнім діаметром 160 мм із внутрішньою порожниною діаметром 120 мм, відкритої знизу і сполученої з каналами ківшового стакана. Ексцентриситет осей зовнішньої і внутрішньої поверхонь надставки складає 10 мм. При досягненні рівня металу в проміжному ковші 400 мм у каналах ківшових стаканів периферійних ручаїв забезпечують короткочасне підвищення тиску інертного газу (величина тиску газу - 700 Па, тривалість імпульсу тиску - 2 с), що є доста тнім для відділення надставок від ківшових стаканів, після чого автоматично відкривають шиберні затвори і здійснюють розливання. При рівні металу в промковші 500 мм і 600 мм після короткочасного підвищення тиску в каналах стаканів проміжних і центральних ручаїв, відповідно (величина тиску газу - 1100 Па і 1500 Па, тривалість імпульсу тиску - 2 с) починають розливання на проміжних ручаях і далі - на центральних. Після відділення від ківшових стаканів надставки спливають і асимілюються шлаком на поверхні металу в промковші. Застосування даного способу й пристрою дозволяє підвищити ефективність процесу безперервного лиття, як-от: усун ути проникнення крапель металу всередину надставок і заметалення каналів ківшових стаканів, різко знизити втрати тепла металом як конвекцією, так і випромінюванням, значно зменшити витрати вогнетривкого матеріалу за рахунок зниження висоти надставок у порівнянні з прототипом. Крім того, прогрів верхньої частини надставок більш гарячими порціями металу в промковші призводить до інтенсивного випромінювання тепла від склепіння порожнини надставок і прогріву як їхніх нижніх частин, так і ківшових стаканів, знижуючи тим самим ймовірність примороження надставок до стаканів і підвищуючи надійність початку процесу лиття. Використання запропонованого способу початку процесу безперервного лиття й пристрою проміжного ковша для його здійснення забезпечує, в порівнянні з відомими способами й пристроями, підвищення ефективності початку процесу безперервного розливання, збільшення стійкості ківшового стакана і шиберного затвора, а, ви ходить, і до підвищення серійності розливань. 3 37155 Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of beginning of continuous casting and intermediate ladle for its implementation
Автори англійськоюBrodskyi Serhii Serhiiovych, Ohurtsov Anatolii Pavlovych, Uchytel Lev Mykhailovych, Pikus Mark Isserovych, Hress Oleksandr Volodymyrovych
Назва патенту російськоюСпособ начала непрерывного литья и промежуточный ковш для его осуществления
Автори російськоюБродский Сергей Сергеевич, Огурцов Анатолий Павлович, Учитель Лев Михайлович, Пикус Марк Иссерович, Гресс Александр Владимирович
МПК / Мітки
МПК: B22D 11/10
Мітки: ківш, лиття, проміжний, здійснення, процесу, безперервного, спосіб, початку
Код посилання
<a href="https://ua.patents.su/4-37155-sposib-pochatku-procesu-bezperervnogo-littya-i-promizhnijj-kivsh-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб початку процесу безперервного лиття і проміжний ківш для його здійснення</a>
Проміжний ківш багатоструминної сортової машини безперервного лиття заготовок
Номер патенту: 812
Опубліковано: 16.04.2001
Автори: Пікус Марк Ісерович, Єрмоленко Ганна Володимирівна, Слівченко Анатолій Іванович, Несвіт Володимир Васильович, Івко Володимир Вікторович, Бродський Сергій Сергійович, Сітало Олександр Олексійович, Учитель Лев Михайлович, Митрофанов Лев Сергійович
МПК: B22D 41/08, B22D 11/10
Мітки: сортової, проміжний, ківш, заготовок, лиття, багатоструминної, безперервного, машини
Формула / Реферат:
1. Проміжний ківш багатоструминної сортової машини безперервного лиття заготовок, що містить металевий, футерований всередині, корпус, одна з подовжніх стінок якого виконана у вигляді арки з прямолінійною ділянкою у середній частині, яка переходить з обох боків у розташовані симетрично до неї прямолінійні ділянки, причому заливальний отвір зміщено до арки відносно осі, що проходить крізь центри випускних отворів у днищі, який відрізняється...
Проміжний ківш для розливання сталі

Номер патенту: 37161
Опубліковано: 16.04.2001
Автори: Макшеєв Володимир Миколайович, Бродський Сергій Сергійович, Гресс Олександр Володимирович, Учитель Лев Михайлович, Пікус Марк Іссерович, Огурцов Анатолій Павлович
МПК: B22D 11/08, B22D 41/14
Мітки: розливання, ківш, проміжний, сталі
Текст:
...уздовж нього, вогнетривкий блок виконаний у циліндро-конічному вигляді з внутрішньою коаксиальною конічною порожниною, при цьому висота зовнішньої циліндричної частини вогнетривкого блока визначається по залежності: Hц = Hб rб r ст (фіг.). Проміжний ківш 1 містить стопор 2, стакандозатор 3, вогнетривкий плаваючий блок 4 циліндро-конічного вигляду загальною висотою Нб із висотою Н ц зовнішньої циліндричної частини, що відповідає...
Проміжний ковш двострумкової машини безперервного лиття заготівок
Номер патенту: 24045
Опубліковано: 31.08.1998
Автори: Корнієнко Олександр Іванович, Рибалов Георгій Васильович, Ніколаєв Геннадій Андрійович, Шалімов Олександр Георгійович, Поживанов Михайло Олександрович, Юшко Ігор Олегович, Сахно Валерій Олександрович, Троцан Анатолій Іванович, Лєнський Валерій Георгійович, Носоченко Олег Васильович
МПК: B22D 11/10
Мітки: проміжний, заготівок, машини, лиття, безперервного, ковш, двострумкової
Формула / Реферат:
1. Промежуточный ковш двухручьевой машины непрерывного литья заготовок, со* держащий футерованный кожух с соплами для подачи газа, отбойную часть, приемную и разливочные секции с выпускными стаканами, удаленными от боковой стенки на расстоянии а, при этом секции разделены между собой перегородками с выполненными в них сквозными каналами, отличающийся тем, что перегородки выполнены Г-образной формы с соотношением длины большего и меньшего...
Спосіб безперервного лиття порожнистої біметалевої заготівки та пристрій для його здійснення

Номер патенту: 9954
Опубліковано: 30.09.1996
Автори: Іванченко Олександр Денисович, Мельникова Вікторія Валер'янівна, Блескун Валерій Пилипович, Гольдін Валерій Зінов'євич, Зеленський Віктор Михайлович
МПК: B22D 11/00
Мітки: здійснення, безперервного, біметалевої, спосіб, пристрій, заготівки, порожнистої, лиття
Формула / Реферат:
(57) 1. Способ непрерывного литья полой биметаллической заготовки, включающий формирование внешнего слоя заготовки, подачу на его внутреннюю поверхность другого расплава, формирование внутреннего слоя заготовки и ее вытягивание, отл-ичающийся тем, что формирование внутреннего слоя заготовки осуществляют с увеличением давления в направлении вытягивания заготовки.2. Способ по п. 1, отличающийся тем, что в процессе вытягивания заготовке...
Спосіб безперервного лиття тонких металевих виробів та пристрій для його здійснення
Номер патенту: 27956
Опубліковано: 16.10.2000
Автори: Делассус П'єр, БАРБЕ Жак, Вендевіль Люк
МПК: B22D 11/06
Мітки: лиття, здійснення, спосіб, пристрій, виробів, металевих, безперервного, тонких
Текст:
...изобретением и применения этого устройства, данного в качестве примера В описании даются ссылки на рисунки, среди которых фиг 1, на которой представлен частичный схематический вид в разрезе литейной установки в соответствии с предлагаемым изобретением, фиг 2, на которой схематически представлен фронтальный вид стенки перекрытия литейного пространства установки в соответствии с предлагаемым изобретением и ее опоры На схеме,...
Попередній патент: Поршневе кільце
Наступний патент: Спосіб одержання кондитерського драже з ядром соняшника
Випадковий патент: Спосіб одержання поверхнево-активних речовин