Спосіб термодифузійного цинкування
Номер патенту: 75728
Опубліковано: 15.05.2006
Автори: Купрій Сергій Васильович, Черкаська Марина Володимирівна, Корецький Георгій Михайлович, Гурман Володимир Григорович


Формула / Реферат
Спосіб термодифузійного цинкування, який складається з того, що в обертовий контейнер завантажують сталеві вироби і насичувальну суміш, яка включає цинковий порошок і інертний матеріал, потім закривають контейнер, нагрівають і витримують, який відрізняється тим, що у насичувальну суміш додатково вводять хлористий амоній, нагрівають до температури 420-480 °С і витримують при цій температурі і швидкості обертання контейнера 2-6 об/хв в умовах атмосферного тиску протягом 40-80 хвилин, а цинковий порошок дисперсністю 50-200 мкм завантажують з розрахунку 0,075-0,1 кг на кожні 10 мкм необхідної товщини покриття 1м2 поверхні, яка цинкується, при наступному співвідношенні компонентів насичувальної суміші, мас. %:
цинковий порошок
3,5-10
хлористий амоній
0,4-0,6
інертний матеріал
решта.
Текст
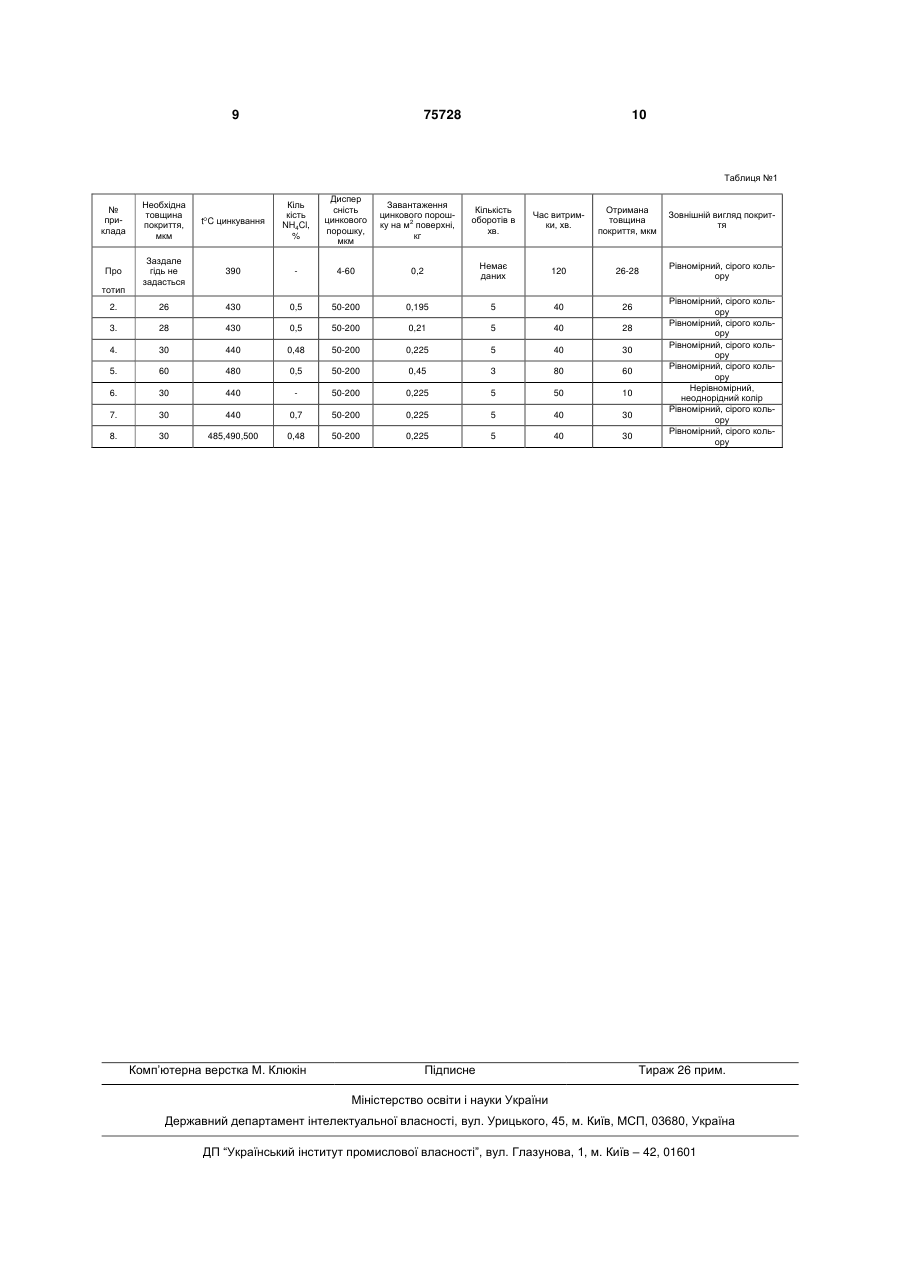
Спосіб термодифузійного цинкування, який складається з того, що в обертовий контейнер завантажують сталеві вироби і насичувальну су 3 75728 4 виробів, площа покриття яких коливається від термодифузійного цинкування за рахунок забезпедесятків до сотень квадратних метрів. чення якісного покриття заданої товщини для веЧерез це, як і в попередньому аналогові, часликого класу виробів у широкому діапазоні товщитина цинку може залишитися невикористаною в ни шару покриття, за умови повного використання насичуючій суміші чи, навпаки - цинку може не цинку на технологічний цикл. вистачити для необхідної товщини покриття всієї Поставлена задача вирішується тим, що в площі покриття виробів, тому що загальна маса способі термодифузійного цинкування, який цинку залежить від обсягу шихти, величина якого складається з того, що в обертовий контейнер постійна для конкретного патрона. завантажують сталеві вироби і насичуючу суміш, Відомий спосіб термодифузійного цинкування яка включає цинковий порошок і інертний відповідно до [патенту RU №2147046 С1, МПК 7 матеріал, потім закривають контейнер, нагрівають С23 С10/36 від 27.03.2000р.], що полягає в тому, і витримують, відповідно до винаходу, у насичуючу що в герметичний обертовий реактор завантажусуміш додатково вводять хлористий амоній, ють сталеві деталі і насичуючу суміш, яка нагрівають до температури 4200-4800C і витримускладається з інертного матеріалу і цинкового поють при цій температурі і швидкості обертання контейнера 2–6 об/хв в умовах атмосферного тисрошку, нагрівають і витримують при t 0 390°– ку протягом 40-80 хвилин, а цинковий порошок 430°С в інертній атмосфері. При цьому, порошок дисперсністю 50-200 мкм завантажують з розрацинку беруть високодисперсний, фракції 4-60 мкм, хунку 0,075-0,1 кг на кожні 10 мкм необхідної тов2 у кількості 0,10-0,20 кг на 1м поверхні сталевих щини покриття 1 м2 поверхні, яка цинкується, при деталей, які цинкуються. Інертний носій завантанаступному співвідношенні компонентів жують у реактор від 40 до 100 мас % до ваги насичуючої суміші, мас %: виробів. цинковий порошок -3,5-10; Відомий спосіб намагається вирішити задачу хлористий амоній -0,4-0,6; безвідхідного використання порошку цинку на решта - інертний матеріал. основі урахування взаємозв'язку параметрів витСуть способу, що заявляється, полягає в тім, рат порошку цинку і площі покриття поверхні що всі параметри технологічного циклу виробів. Однак очевидно, що 0,10–0,20 кг цинку, оптимізовані з урахуванням їх впливу на кінцевий при рівномірному нанесенні його на поверхню в результат - одержання якісного покриття заданої, 1м2 вистачить тільки на шар товщиною 15-28мкм, практично будь-якої товщини, визначеної стандарза умови абсолютно повного використання цинку том або вимогою споживача при повному на покриття. На практиці, хоча б невелика частина використанні необхідного для досягнення резульцинку залишається в шихті, тому товщина покриттату цинку. тя буде менше. Для забезпечення більш повного Введений у насичуючу суміш хлористий використання цинку в термодифузійному процесі амоній при нагріванні створює аміачне середовиберуть високодисперсний порошок цинку, фракції ще в контейнері: 4-60мкм. Однак, в умовах t 390°-430°С, тобто темNH4Cl NH3 HCl ператур близьких до температури початку плавАміачне середовище є каталізатором процесу лення цинку (420°С) спостерігається часткове опцинкування й інтенсифікує процес. При цьому не лавлення окремих скупчень мікродисперсних потрібно підвищеного тиску в контейнері - процес часточок порошку і їхнє налипання на поверхню йде при нормальному атмосферному тиску. оброблюваних виробів, що знижує якість покриття. Температура 420-480°С забезпечує повне Тим часом, відповідно до діючих стандартів, розплавлювання цинкового порошку, наприклад ТУУ-14-8-28-2000 від 28.03.2000р. трурозподіленого в масі інертного матеріалу. Суміш би, оцинковані дифузійним методом, поставлянагрівають до температури плавлення і вище, ються двох класів по товщині покриття: потім витримують при перемішуванні, що 1-ий клас – труби, що мають залізоцинковий забезпечується швидкістю обертання контейнера шар покриття загальною товщиною не менш 60 2–6 об/хв. При цьому відбувається транспортуванмкм; ня насичуючої суміші до всіх доступних поверхонь 2-ий клас – труби, що мають залізоцинковий виробів. шар покриття загальною товщиною не менш 30 Вміст у суміші цинкового порошку з розрахунку мкм. 0,07 5-0,1кг на кожні 10мкм необхідної товщини Такий шар покриття відомий спосіб забезпечипокриття 1м2 поверхні, яка цинкується, зв'язує три ти не зможе. параметри - вміст цинкового порошку в суміші, Існує цілий ряд кріпильних виробів, що мають площу покриття і товщину покриття. Нижня гранидрібне різьблення, яке вимагає покриття менш 15 ця близька до ідеальних умов процесу, тобто повмкм. У цьому випадку в процесі дифузійного цинного використання цинку на покриття площі в 1м2 кування частина цинку залишиться невикористашаром 10мкм: ною, тобто спосіб не буде безвідхідним. Таким чином, до основних недоліків відомого M Zn p.h.S 7,14г / см3. 0,001см.10000см2 71,4м 0,0714кг , способу термодифузійного цинкування варто де MZn - маса цинку, віднести недостатні функціональні можливості, що р - щільність цинку, забезпечують покриття негарантованої якості h - товщина покриття, тільки для вузького класу виробів, для яких досS – площа поверхні, що покривається. татня товщина шару покриття в межах 15 - 28 мкм. За умовою того, що цинковий порошок крім Задачею цього винаходу є розширення цинку містить і інші включення, на практиці в функціональних можливостей способу 5 75728 6 залежності від змісту чистого цинку в порошку ви(D=630мм, довжина 6,1 м) завантажили насичуючу користовують для розрахунку вищевказаний суміш і вироби - труби ДУ-15, 6м довжиною в діапазон 0,075–0,1 кг. кількості 342 шт. Вміст у суміші цинкового порошку більш, ніж Площа поверхні для покриття складає: 0,1 кг на кожні 10 мкм шару недоцільно, тому що 0,754м2 342=258м2. це веде до непродуктивної витрати дорогого цинНеобхідна товщина покриття 30мкм згідно ТУУ ку. 14-8-28-2000. Вміст у суміші інертного матеріалу 89,4-96,1% Кількість цинкового порошку взяли з розрахунмас дозволяє забезпечити транспортування часку: точок цинку до всіх доступних поверхонь виробів, 0,085.258.3 66кг фракції 50-200 мкм. при цьому витримується співвідношення загальноТаким чином, склад суміші наступний: го вмісту цинку в суміші 3,5-10 % мас, тому що - цинковий порошок - 66кг (7%); обсяг усієї маси суміші мало підпадає змінам и - NH4Cl -4,5кг (0,48%); коливається у межах 42–47% обсягу контейнера в - Інертний матеріал -872,5кг (92,58%). залежності від обсягу виробів, що завантажуютьПісля цього контейнер, який забезпечений ся. газовідвідною трубою для нормалізації тиску Дисперсність цинку 50-200 мкм при всередині контейнеру, щільно закупорили й температурі вищій за температуру плавлення цинпомістили до печі. Далі контейнер, що обертається ку дозволяє одержати гомогенну суміш розплавв печі зі швидкістю 5 об/хв. , нагріли до t0=4400C та леного цинку і інертного матеріалу для якісного витримали при цій температурі 40 хвилин. Після рівномірного покриття. цього контейнер охолодили, зсипали суміш та виЧас витримки 40-80 хвилин вибирають в тягнули оцинковані труби, після чого провели залежності від товщини шару покриття, який вимір товщини покриття. В результаті необхідно одержати. Заявлений час витримки, за технологічного циклу однорідне покриття склало умови активації процесу , достатній для отримання задану товщину - 30мкм. якісного покриття. При цьому, в порівнянні з проУ таблиці №1 наведені інші приклади, які тотипом, за рахунок суттєвого зменшення часу підтверджують конкретну реалізацію способу з витримки продуктивність процесу підвищується. заявленою сукупністю суттєвих ознак. Таким чином, функціонально зв'язані всі параПриклад №2 демонструє отримання заданої метри технологічного циклу процесу, які складатовщини покриття в 26мкм при завантаженні цинють сукупність ознак способу, що заявляється. кового порошку в кількості 0,195кг на 1м2 поверхні Приведена сукупність ознак технічного сталевих виробів за 40 хвилин витримки при 0 рішення способу термодифузійного цинкування, температурі 430 C. Дисперсність порошку 50що заявляється, дозволяє вирішувати поставлену 200мкм при обертанні контейнера з швидкістю задачу: розширення функціональних можливостей 5об/хв за умови аміачного середовища забезпеспособу за рахунок забезпечення якісного покритчили якісне рівномірне покриття. Для порівняння, у тя заданої товщини для великого класу виробів у прототипі за 120 хвилин одержують покриття товширокому діапазоні товщини шару покриття від щиною, яка коливається 26-28мкм. декількох мікронів до десятків мікронів за умови Приклади №4,5 демонструють функціональні повного використання цинку на технологічний можливості технічного рішення, що заявляється, цикл. одержання якісного покриття товщиною 30 і При цьому слід відзначити додатковий ефект 60мкм. Для порівняння, технічне рішення, згідно підвищення продуктивності способу в порівнянні з прототипу, покриття такої товщини забезпечити не прототипом. в змозі. Унаслідок розширеного пошуку по патентній і Приклади №6,7 демонструють вплив науково-технічній літературі по відповідним рубрикаталізатора на процес термодифузійного цинкуках МПК і УДК, сукупність суттєвих ознак, що вання. У прикладі №6 хлористий амоній відсутній цілком або частково збігалася б з технічним в результаті отримали менший шар покриття, ніж рішенням, що заявляється, і дозволяла б заданий. У прикладі №7 хлористого амонію вклювирішувати поставлену задачу, не виявлена в чили до суміші більше, ніж у заявленому діапазоні. жодному технічному рішенні. Результат не відрізняється від прикладу, де вміст Отже, технічне рішення, що заявляється, хлористого амонію в суміші відповідає заявленому відповідає критерію „новизна". діапазону. Тобто, збільшення вмісту хлористого З відомого рівня техніки сукупність суттєвих амонію недоцільне. ознак технічного рішення, що заявляється, з Приклад №8 демонструє недоцільність провеочевидністю не випливає. дення процесу при температурах, вищих за заявОтже, технічне рішення, що заявляється, лену. При підвищенні температури витримки до відповідає критерію „винахідницький рівень". 485, 490, 500°С результат процесу не змінюється, Технічне рішення, що заявляється, випробутобто отримали, як і при заявлених температурах вано в промислових умовах. 420–480°С, задану товщину покриття високої Отже, технічне рішення, що заявляється, якості. відповідає критерію „промислова придатність". Таким чином, технічне рішення способу терЦе підтверджується прикладом конкретної модифузійного цинкування, що заявляється, зареалізації способу. безпечує оптимізацію всіх параметрів процесу, Приклад № 1 завдяки чому в результаті одержують очікувану У контейнер робочого обсягу 3,84м3 7 75728 товщину і високу якість покриття при відсутності непродуктивних витрат. 8 9 75728 10 Таблиця №1 № приклада Необхідна товщина покриття, мкм Про П Заздале гідь не задасться тотип t C цинкування Кіль кість NH4Cl, % Диспер сність цинкового порошку, мкм Завантаження цинкового порошку на м2 поверхні, кг Кількість оборотів в хв. Час витримки, хв. Отримана товщина покриття, мкм Зовнішній вигляд покриття 390 4-60 0,2 Немає даних 120 26-28 Рівномірний, сірого кольору 2. 26 430 0,5 50-200 0,195 5 40 26 3. 28 430 0,5 50-200 0,21 5 40 28 4. 30 440 0,48 50-200 0,225 5 40 30 5. 60 480 0,5 50-200 0,45 3 80 60 6. 30 440 50-200 0,225 5 50 10 7. 30 440 0,7 50-200 0,225 5 40 30 8. 30 485,490,500 0,48 50-200 0,225 5 40 30 Комп’ютерна верстка М. Клюкін Підписне Рівномірний, сірого кольору Рівномірний, сірого кольору Рівномірний, сірого кольору Рівномірний, сірого кольору Нерівномірний, неоднорідний колір Рівномірний, сірого кольору Рівномірний, сірого кольору Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for thermodiffusion zinc plating
Автори англійськоюHurman Volodymyr Hryhorovych
Назва патенту російськоюСпособ термодиффузонного цинкования
Автори російськоюГурман Владимир Григорьевич
МПК / Мітки
МПК: C23C 10/36
Мітки: термодифузійного, цинкування, спосіб
Код посилання
<a href="https://ua.patents.su/5-75728-sposib-termodifuzijjnogo-cinkuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб термодифузійного цинкування</a>
Спосіб збагачування цинком розплаву для цинкування сталевих виробів
Номер патенту: 30641
Опубліковано: 15.12.2000
Автори: Сергєєв Віктор Володимирович, Куцін Володимир Семенович, Гончар Володимир Павлович, Агапов Володимир Миколайович, Мітніков Ілля Юхимович, Макієвський Юрій Ізотович
МПК: C23C 2/06
Мітки: виробів, цинкування, збагачування, розплаву, спосіб, сталевих, цинком
Формула / Реферат:
Спосіб збагачення цинком розплаву для цинкування сталевих виробів, що включає збір вигарків з дзеркала розплаву, їх здрібнення, виділення з вигарків, покритих їх залишками, часток цинку та наступне уведення цих часток у розплав, який відрізняється тим, що покриті залишками вигарків частки цинку перед уведенням у розплав розміщують у перфорованому контейнері, у якому їх промивають, флюсують та сушать, а потім здійснюють уведення у розплав...
Сплав та спосіб гарячого цинкування сталі
Номер патенту: 56235
Опубліковано: 15.05.2003
Автор: Жіль Майкл
МПК: C23C 2/06, C22C 18/00
Мітки: спосіб, сталі, сплав, цинкування, гарячого
Формула / Реферат:
1. Ванна гарячого цинкування, яка включає цинковий сплав, який містить Sn та Ві, яка відрізняється тим, що вміст Sn разом з Ві становить від 1% мас. до 5% мас., вміст щонайменше одного з таких металів: Ni, Сr і Мn, становить від 0,025% мас. до 0,200% мас., решта - цинк та неминучі домішки.2. Ванна за п. 1, до складу якої входить від 0,025% мас. до 0,100% мас. Сr.3. Ванна за п. 1, до складу якої входить від 0,025% мас. до 0,200%...
Склад розплаву для гарячого цинкування сталевих виробів
Номер патенту: 58926
Опубліковано: 15.08.2003
Автори: Уманська Ірина Анатоліївна, Алімов Валерій Іванович, Шевелев Олександр Іванович
МПК: C23C 2/06
Мітки: розплаву, склад, виробів, цинкування, сталевих, гарячого
Формула / Реферат:
Склад розплаву для гарячого цинкування сталевих виробів, що містить первинний цинк, який відрізняється тим, що він додатково містить вторинний цинк і борний ангідрид при наступному співвідношенні компонентів, мас. %: вторинний цинк 35-55 борний ангідрид 0,001-0,1 первинний цинк решта.
Установка термодифузійного поверхневого легування металовиробів
Номер патенту: 57319
Опубліковано: 16.06.2003
Автори: Можаєв Павло Ігорович, Михайлін Вадим Миколайович
МПК: C23C 10/02
Мітки: термодифузійного, металовиробів, легування, установка, поверхневого
Формула / Реферат:
Установка термодифузійного поверхневого легування металовиробів, яка містить поворотну електропіч з ретортою, що обертається, основною і допоміжною камерами, яка відрізняється тим, що камери поділені між собою розділювальним блоком-сепаратором, встановленим з можливістю переміщення вздовж реторти, що обертається.
Ванна (варіанти) та спосіб гарячого цинкування
Номер патенту: 48215
Опубліковано: 15.08.2002
Автори: Соколовскі Рішар Брюно, Жіль Майкл
МПК: C23C 2/06, C22C 18/00
Мітки: спосіб, гарячого, цинкування, варіанти, ванна
Формула / Реферат:
1. Ванна для гарячого цинкування з легованим цинком, яка відрізняється тим, що до її складу входять 3-15 мас. % олова, свинець у концентрації до насичення, до 0,06 мас. % щонайменше одного металу з групи, до якої входять алюміній, кальцій та магній, і решта - цинк будь-якої якості, від переплавленого цинкового скрапу до цинку марки SHG (спеціальний, високого рівня чистоти).2. Ванна для гарячого цинкування з легованим цинком, яка...
Попередній патент: Пероральна дозована форма уповільненого вивільнення пропіверину
Наступний патент: Спосіб знищення гострокінцевого накату на гребені колеса вагона залізничного транспорту та пристрій для його здійснення
Випадковий патент: Спосіб виділення й визначення вірусного навантаження в зразку панкреатину