Спосіб підготовки до транспортування відпрацьованих автомобільних шин
Номер патенту: 75794
Опубліковано: 15.05.2006
Автори: Хохлов Леонід Тимофійович, Малий Віктор Семенович, Кураченков Валерій Олексійович, Іванов Валерій Анатолійович
Формула / Реферат
Спосіб підготовки до транспортування відпрацьованих автомобільних шин, кожна з яких складається з двох боковин з опуклим і угнутим боками та з замкненої у кільце протекторної частини з протекторним і затилковим боками, який включає розділення шин на окремі фрагменти, який відрізняється тим, що кожну шину розділяють на боковини і замкнену у кільце протекторну частину, після чого боковини укладають у стопи, частково суміщаючи опуклі боки з угнутими, а замкнуті у кільця протекторні частини розрізають впоперек, розгортають у смуги і укладають у пакети, при цьому у кожному пакеті щонайменше дві смуги укладають однойменними боками назустріч один одному, після чого кінці смуг фіксують, а пакети укладають у середину стоп.
Текст
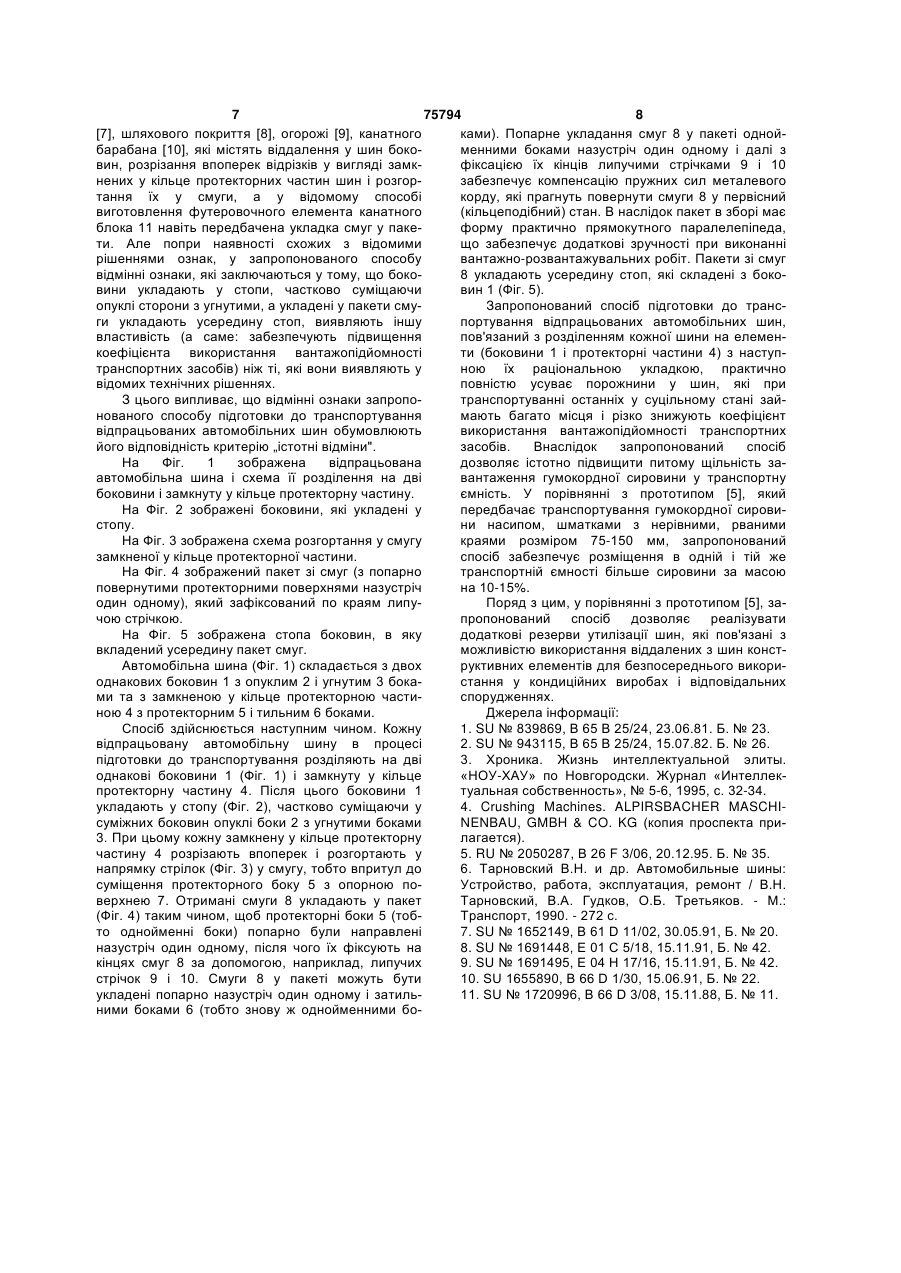
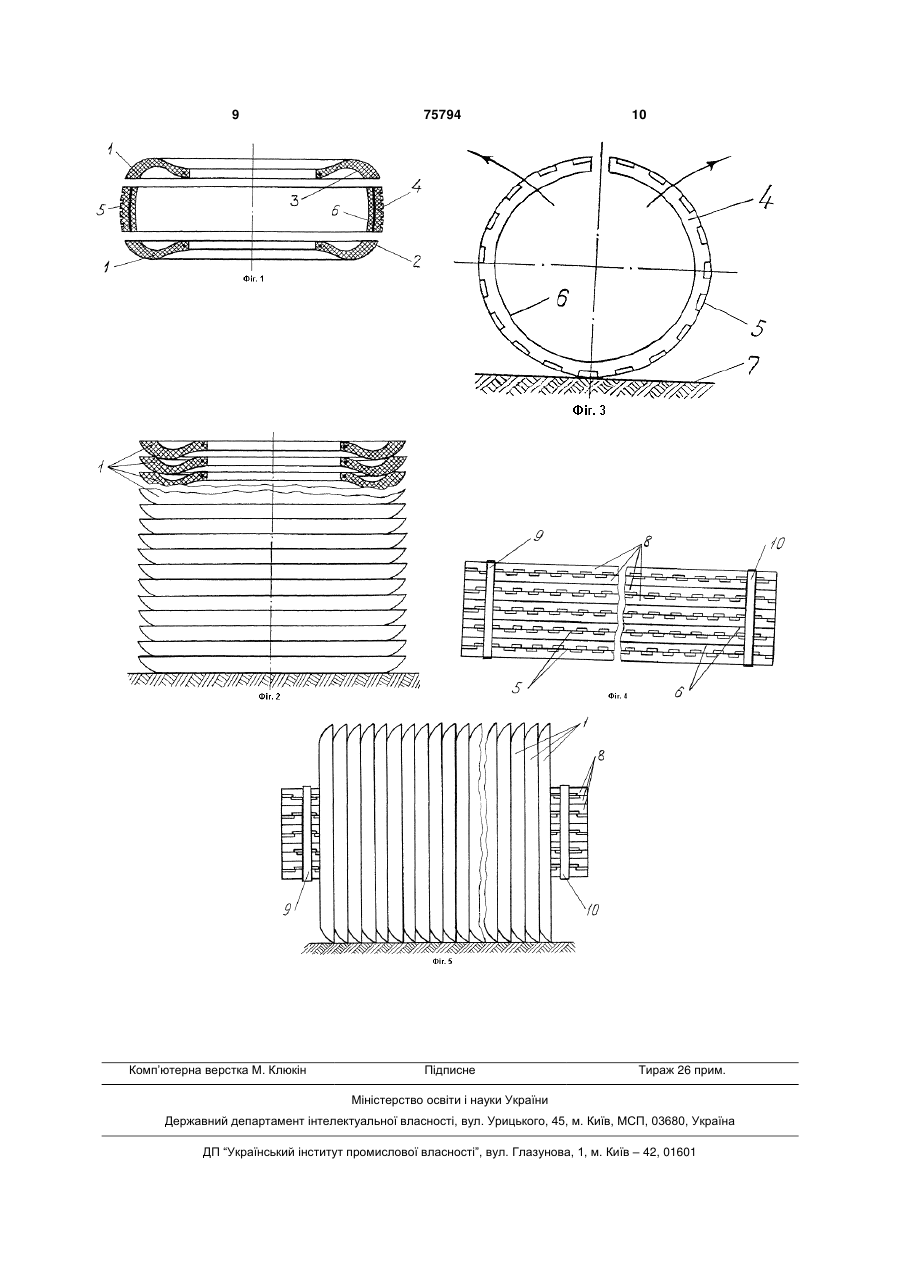
Спосіб підготовки до транспортування відпрацьованих автомобільних шин, кожна з яких складається з двох боковин з опуклим і угнутим боками та з замкненої у кільце протекторної частини з протекторним і затилковим боками, який включає розділення шин на окремі фрагменти, який відрізняється тим, що кожну шину розділяють на боковини і замкнену у кільце протекторну частину, після чого боковини укладають у стопи, частково суміщаючи опуклі боки з угнутими, а замкнуті у кільця протекторні частини розрізають впоперек, розгортають у смуги і укладають у пакети, при цьому у кожному пакеті щонайменше дві смуги укладають однойменними боками назустріч один одному, після чого кінці смуг фіксують, а пакети укладають у середину стоп. Винахід стосується вантажнорозвантажувальних робіт та робіт на складах, які виконуються на стадії підготовки до транспортування відпрацьованих автомобільних шин. Відпрацьовані шини від місць їх накопичення до місць їх остаточної переробки транспортують на значні відстані різноманітними видами транспорту. Загально відомий спосіб транспортування відпрацьованих суцільних шин у розрізненому стані має істотну ваду, яка полягає у тому, що коефіцієнт використання вантажопідйомності транспортних засобів у цьому випадку виявляється дуже малим, а це веде до економічних збитків. Таке положення обумовлено властивостями конструкції шин, зокрема, наявністю у кожній з них великої порожнини, внаслідок чого у транспортній ємності вони займають великий об'єм при порівняно малий масі. Відомі способи підготовки до транспортування шин, а саме - засоби пакування шин [1, 2], які передбачають попереднє формування їх у пакети, стискання останніх по вісі і фіксацію. Але застосування цих способів виправдане тільки при транспортуванні нових шин, оскільки ці способи не дозволяють істотно підвищити коефіцієнт використання вантажопідйомності транспортних засобів: за рахунок стискання по вісі шин та їх ущільненні в пакеті габаритні розміри шин зменшуються лише на 3-5% у порівнянні з їх укладанням у розрізненому стані. Найбільш привабливими способами підготовки для транспортування відпрацьованих шин, які забезпечують значне підвищення коефіцієнту використання вантажопідйомності транспортних засобів, є способи, які передбачають попереднє розділення шин на окремі фрагменти з наступним їх транспортуванням або у вигляді насипного вантажу (при дрібних фрагментах), або у вигляді раціонально укладеного вантажу (при великих фрагментах). Відомий спосіб розділення шин на фрагменти за допомогою вибуху [3]. Руйнування шин вибухом здійснюється у спеціальній камері, при цьому технологічна лінія в цілому включає ряд машин, а в якості кінцевого продукту ця лінія видає дрібну гумову крошку (разом з металевим кордом). Вада цього способу полягає у тому, що для його (19) UA (11) 75794 (13) C2 (21) 20040806386 (22) 02.08.2004 (24) 15.05.2006 (46) 15.05.2006, Бюл. № 5, 2006 р. (72) Іванов Валерій Анатолійович, Малий Віктор Семенович, Хохлов Леонід Тимофійович, Кураченков Валерій Олексійович (73) Іванов Валерій Анатолійович, Малий Віктор Семенович, Хохлов Леонід Тимофійович, Кураченков Валерій Олексійович (56) RU 2050287 20.12.1995 SU 839869 23.06.1979 SU 943115 15.07.1982 SU1691448 15.11.1991 RU 2211145 27.08.2003 RU 2106963 20.03.1998 SU 943115 15.07.1982 SU 1293074 28.02.1987 RU 2008240 28.02.1994 3 75794 4 реалізації необхідні дуже великі первісні капітальні прототипу [5]. Чим більше кут нахилу твірної витрати [3], а обладнання, яке використовується, є зрізаного конусу 5 до його вісі (Фіг. 1, Фіг. 3) [5], громіздким, масивним і може бути використане тим більше січення перерізу дротинок корду і тим тільки у стаціонарному варіанті. Відси постає, що, складніше с технологічної точки зору виконувати з одного боку, через громіздкість і масивність такий розріз. Але ще більша вада такого розрізу нераціонально переміщувати таке обладнання до полягає в тому, що після віддалення бортів, бокомісць накопичення відпрацьованих шин (великі вини 2 (ріс. 1.6 [6]) лишаються за одне ціле з проавтотранспортні підприємства, звалища шин, тотектором шини, що не дозволяє реалізувати що). З іншої сторони, через високу вартість обладдодаткові резерви утилізації шин, які пов'язані з нання з економічної точки зору нераціонально можливістю використання віддалених з шин констзбільшувати кількість таких технологічних ліній. руктивних елементів для безпосереднього викориВсе це, у свою чергу, викликає необхідність досстання у кондиційних виробах та у різноманітних тавки відпрацьованих шин у різноманітних трансспорудах. портних засобах у розрізненому стані на великі По-друге, в процесі електроімпульсного діяння відстані від вказаних технологічних ліній, що не є шина розривається на фрагменти частинками меекономічним через низький коефіцієнт викориталевого корду, які розлітаються при вибуху, в стання вантажопідйомності транспортних засобів. результаті чого утворюються шматки гуми з Відомий спосіб розділення шин на фрагменти розмірами 75-150 мм і більше з рваними за допомогою руйнуючих машин [4], на яких шини, нерівними краями, що при завантаженні у трансв тому числі і армовані металевим кордом, розрипортну ємність насипом сприяє утворенню множиваються на шматки розміром 35-45 мм. Вада цього ни порожнин між шматками. Це, у свою чергу, різко способу полягає у великій енергоємності процесу знижає коефіцієнт використання розриву суцільних шин на фрагменти (особливо вантажопідйомності транспортних засобів у армованих металевим кордом). Потужність порівнянні з транспортуванням суцільного двигунів цих установок в залежності від матеріалу. типорозміру коливається від 22 кВт до 44 кВт [4], в По-третє, хоча тривалість руйнуючого той же час, як потужність двигунів установок для імпульсу струму при електроімпульсному розділення шин на фрагменти, наприклад розділенні шин на фрагменти [5] складає всього різанням, не перевищує 3-5 кВт. До того ж, насипдекілька десятків мікросекунд, все ж таки через на маса гумокордної сировини з таких шматків у високу щільність струму, який пропускається через порівнянні з суцільним матеріалом невелика. Чеметалевий корд (більше 10000 А/мм2), гума, яка рез счіпляємість обірваних кінців кордного дроту, прилягає до металевого корду неминуче підгорає, які стирчать, у суміжних шматків при засипці сирощо різко знижує при наступній переробці сировини вини у транспортну ємність утворюється множина якість гумової крошки-регенерата. А це обумовлює порожнин, що різко знижує коефіцієнт використанвикористання останньої для виготовлення тільки ня вантажопідйомності транспортних засобів. дешевих невідповідальних виробів, що зменшує Найбільш близьким до передбачувального виефективність утилізації відпрацьованих шин у находу за технічною сутністю і досягаємим рецілому. зультатом є спосіб деструктурування шин [5], кожПо-четверте, спосіб-прототип [5] може бути на з яких складається з двох боковин з опуклим і використаний для розділення на фрагменти угнутим боками та з замкненою у кільце автомобільних шин тільки з металевим кордом. І протекторної частини з протекторним і затильним хоча шини з металевим кордом на сучасному етапі боками, який включає розділення шин на окремі отримали переважне розповсюдження, все ж фрагменти. Відповідно до способу-прототипу [5] кількість шин з тканинним кордом від загальної при розділенні на фрагменти у шин спочатку під кількості шин коливається на рівні 15-25 %, а це кутом 15-30° до поздовжньої вісі вирізають борта, звужує галузі можливого використання способуа боковини, які лишилися (разом з заодно ціле з прототипу [5]. ними замкнутими у кільце армованими металевим В основу винаходу поставлена задача ствокордом протекторними частинами), розділяють на рення способу підготовки до транспортування фрагменти за допомогою деструктора у вигляді відпрацьованих автомобільних шин, в якому, завелектричного імпульсного розрядника, який дяки тому, що в процесі реалізації запропонованозабезпечує вибухання металевого корду. го способу шини розділяють на боковини і замкнуті Використання прототипу [5] у якості способу в кільце протекторні частини, після чого боковини підготовки до транспортування відпрацьованих укладають в стопи, частково суміщаючи опуклі автомобільних шин (особливо вантажного автосторони з угнутими, а замкнуті у кільця протекторні транспорту) обумовлює проявлення ряду істотних частини розрізають впоперек, розгортають у смуги вад. і укладають у пакети, при цьому у кожному пакеті, По-перше, при відрізанні бортів у прототипу [5] щонайменше, дві смуги укладають однойменними має місце розрізання тонким шліфувальним крусторонами назустріч один одному, після чого кінці гом високовуглецевого кордного дроту не у персмуг фіксують, а пакети вкладають усередину пендикулярному напрямку до твірній стоп, забезпечується, по-перше, збільшення циліндричного дроту, а під кутом до нього. Це стає коефіцієнта використання вантажопідйомності очевидним, якщо співставити конструкцію шини, транспортних засобів, отож, і підвищення особливо положення дротинок корду 3 в районі економічності транспортування відпрацьованих борта 9 шини (ріс. 1.6 на с. 16, [6]) з кутом нахилу автомобільних шин до місць їх переробки, поконусів 5, які проводять струм, на Фіг. 1 і Фіг. 3 у друге, забезпечується додаткова можливість 5 75794 6 утилізації відпрацьованих автомобільних шин, яка транспортній ємності елементів з суцільного пов'язана з можливістю використання віддалених з матеріалу, що дозволяє у порівнянні з прототипом шин конструктивних елементів для безпосереднь[5] розмістити у одній і тій же транспортної ємності ого використання у кондиційних виробах і на 10-15% сировини більше. У порівнянні ж з бавідповідальних спорудженнях. зовим варіантом (транспортування суцільних Поставлена задача розв'язується тим, що нерозділених відпрацьованих шин у розрізненому кожну шину розділяють на боковини і замкнену у стані, як це повсюдно має місце) запропонований кільце протекторну частину, після чого боковини спосіб дозволяє розмістити в одній і тій же укладають у стопи, частково суміщаючи опуклі транспортній ємності більше сировини у 2,8-3,0 боки з угнутими, а замкнуті у кільця протекторні рази. частини розрізають впоперек, розгортають у смуги По-друге, запропонований спосіб у порівнянні і укладають у пакети, при цьому у кожному пакеті, з прототипом [5] дозволяє реалізувати додаткові щонайменше, дві смуги укладають однойменними резерви утилізації шин, які пов'язані з можливістю боками назустріч одне одному, після чого кінці використання віддалених з шин конструктивних смуг фіксують, а пакети укладають усередину елементів для безпосереднього використання у стоп. кондиційних виробах і в різноманітних спорудженНаведені вище ознаки, які характеризують занях. Наприклад, віддалена з шини протекторна пропонований спосіб підготовки до транспортучастина, завдяки тому, що при розділенні шин за вання відпрацьованих автомобільних шин істотні, запропонованим способом віддаляють боковини (а оскільки кожний з них впливає на відповідний не борта, як за способом- прототипом [5]), в технічний результат, який у сукупності з іншими наслідок чого розрізи виконують, по-перше, в технічними результатами, забезпечує розв'язання місцях спряження радіусної поверхні з практично поставленої задачі. пласкою поверхнею протекторної частини, і, поТак, відповідно запропонованому способу друге, напрямок розрізів паралельний вісі шин, підготовка до транспортування відпрацьованих може бути використана у якості елемента автомобільних шин включає розділення останніх конструкції при споруджені шляхових огорож на боковини і замкнуті у кільця протекторні частибар'єрного типу, складів, ангарів, пішохідних ни, після чого боковини укладають у стопи, частдоріжок, підвісних пішохідних мостів, тощо. ково суміщаючи опуклі сторони з угнутими, а При цьому високі споживчі якості елемента замкнуті у кільце протекторні частини розрізають конструкції з протекторної частини шини досягавпоперек, розгортають у смуги і укладають у пакеються, з одного боку, саме завдяки вище вказаним ти, при цьому у кожному пакеті, щонайменше, дві розрізам, які забезпечують отримання пласких і смуги укладають однойменними сторонами паралельних торців у елемента конструкції. Слід назустріч одне одному, після чого кінці смуг підкреслити, що у запропонованому способі, на фіксують, а пакети вкладають усередину стоп, відміну від прототипу [5], вищевказані розрізи визабезпечує у порівнянні з прототипом [5] проявконують у перпендикулярному напрямку до твірної лення якісно нових ефектів. По-перше, запропоноциліндричного кордного дроту, що зменшує ваний спосіб у порівнянні з прототипом [5] січення розрізу, в наслідок чого підвищується забезпечує збільшення коефіцієнта використання технологічність розділення шин. вантажопідйомності транспортних засобів, що тягЗ іншого боку, в процесі підготовки не за собою підвищення економічності транспорвідпрацьованих шин до транспортування з однотування відпрацьованих шин. Це досягається завчасним отриманням з них елементів конструкції дяки тому, що кожну шину попередньо розділяють гумокордна матриця останніх не зазнає ні яких на граничну кількість елементів (на дві боковини і фізико-хімічних змін, що забезпечує високу якість замкнуту у кільце протекторну частину шин). Як елементів конструкції, і дозволяє використовувати наслідок, по-перше, у суцільних відпрацьованих їх для дуже відповідальних споруджень, наприкшин викриваються обумовлені їх конструкцією лад, огорож бар'єрного типу небезпечних дільниць порожнини, по-друге, укладка у стопи віддалених з шляхів. Це в цілому підвищує ефективність шин боковин, відповідно винаходу, при пряженні утилізації відпрацьованих автомобільних шин. У опуклих сторін з угнутими приводить до часткового прототипу [5] гума, яка прилягає до металевого суміщення цих порожнин, а порожнина, яка корду, при електроімпульсному вибуханні останохоплюється протекторною частиною шини, нього неминуче підгорає, що різко знижує при взагалі ліквідується; укладка усередину стоп наступній переробці сировини якість гумової крошпакетів з розгорнутих у смуги протекторних частин ки-регенерата. А це в цілому знижує ефективність шин зводить до мінімуму незаповнені гумокордною утилізації автомобільних шин. сировиною порожнини і проміжки. Таким чином, у порівнянні з прототипом [5] заНа відміну від цього спосіб-прототип [5] явлений спосіб підготовки до транспортування передбачає транспортування гумокордної сировивідпрацьованих автомобільних шин, який ни (отриманої з шин) шматками розміром 75-150 характеризується новою сукупністю операцій, які мм з рваними краями насипом. А це при виконуються, забезпечує у заявленого способу завантаженні у транспортну ємність насипного проявлення якісно нових позитивних ефектів. вантажу такого типу обумовлює утворення між Звідси випливає, що заявлений спосіб підготовки шматками множини дрібних проміжків і порожнин, до транспортування відпрацьованих які від загального об'єму транспортної ємності моавтомобільних шин відповідає критерію „новина". жуть складати до 30-40%. Запропонований спосіб Відомі способи виготовлення з відпрацьованих передбачає більш щільне розміщення у шин елементів конструкції, наприклад, вагонетки 7 75794 8 [7], шляхового покриття [8], огорожі [9], канатного ками). Попарне укладання смуг 8 у пакеті однойбарабана [10], які містять віддалення у шин бокоменними боками назустріч один одному і далі з вин, розрізання впоперек відрізків у вигляді замкфіксацією їх кінців липучими стрічками 9 і 10 нених у кільце протекторних частин шин і розгорзабезпечує компенсацію пружних сил металевого тання їх у смуги, а у відомому способі корду, які прагнуть повернути смуги 8 у первісний виготовлення футеровочного елемента канатного (кільцеподібний) стан. В наслідок пакет в зборі має блока 11 навіть передбачена укладка смуг у пакеформу практично прямокутного паралелепіпеда, ти. Але попри наявності схожих з відомими що забезпечує додаткові зручності при виконанні рішеннями ознак, у запропонованого способу вантажно-розвантажувальних робіт. Пакети зі смуг відмінні ознаки, які заключаються у тому, що боко8 укладають усередину стоп, які складені з боковини укладають у стопи, частково суміщаючи вин 1 (Фіг. 5). опуклі сторони з угнутими, а укладені у пакети смуЗапропонований спосіб підготовки до трансги укладають усередину стоп, виявляють іншу портування відпрацьованих автомобільних шин, властивість (а саме: забезпечують підвищення пов'язаний з розділенням кожної шини на елеменкоефіцієнта використання вантажопідйомності ти (боковини 1 і протекторні частини 4) з наступтранспортних засобів) ніж ті, які вони виявляють у ною їх раціональною укладкою, практично відомих технічних рішеннях. повністю усуває порожнини у шин, які при З цього випливає, що відмінні ознаки запропотранспортуванні останніх у суцільному стані зайнованого способу підготовки до транспортування мають багато місця і різко знижують коефіцієнт відпрацьованих автомобільних шин обумовлюють використання вантажопідйомності транспортних його відповідність критерію „істотні відміни". засобів. Внаслідок запропонований спосіб На Фіг. 1 зображена відпрацьована дозволяє істотно підвищити питому щільність заавтомобільна шина і схема її розділення на дві вантаження гумокордної сировини у транспортну боковини і замкнуту у кільце протекторну частину. ємність. У порівнянні з прототипом [5], який На Фіг. 2 зображені боковини, які укладені у передбачає транспортування гумокордної сировистопу. ни насипом, шматками з нерівними, рваними На Фіг. 3 зображена схема розгортання у смугу краями розміром 75-150 мм, запропонований замкненої у кільце протекторної частини. спосіб забезпечує розміщення в одній і тій же На Фіг. 4 зображений пакет зі смуг (з попарно транспортній ємності більше сировини за масою повернутими протекторними поверхнями назустріч на 10-15%. один одному), який зафіксований по краям липуПоряд з цим, у порівнянні з прототипом [5], зачою стрічкою. пропонований спосіб дозволяє реалізувати На Фіг. 5 зображена стопа боковин, в яку додаткові резерви утилізації шин, які пов'язані з вкладений усередину пакет смуг. можливістю використання віддалених з шин констАвтомобільна шина (Фіг. 1) складається з двох руктивних елементів для безпосереднього викориоднакових боковин 1 з опуклим 2 і угнутим 3 бокастання у кондиційних виробах і відповідальних ми та з замкненою у кільце протекторною частиспорудженнях. ною 4 з протекторним 5 і тильним 6 боками. Джерела інформації: Спосіб здійснюється наступним чином. Кожну 1. SU № 839869, В 65 В 25/24, 23.06.81. Б. № 23. відпрацьовану автомобільну шину в процесі 2. SU № 943115, В 65 В 25/24, 15.07.82. Б. № 26. підготовки до транспортування розділяють на дві 3. Хроника. Жизнь интеллектуальной элиты. однакові боковини 1 (Фіг. 1) і замкнуту у кільце «НОУ-ХАУ» по Новгородски. Журнал «Интеллекпротекторну частину 4. Після цього боковини 1 туальная собственность», № 5-6, 1995, с. 32-34. укладають у стопу (Фіг. 2), частково суміщаючи у 4. Crushing Machines. ALPIRSBACHER MASCHIсуміжних боковин опуклі боки 2 з угнутими боками NENBAU, GMBH & CO. KG (копия проспекта при3. При цьому кожну замкнену у кільце протекторну лагается). частину 4 розрізають впоперек і розгортають у 5. RU № 2050287, В 26 F 3/06, 20.12.95. Б. № 35. напрямку стрілок (Фіг. 3) у смугу, тобто впритул до 6. Тарновский В.Н. и др. Автомобильные шины: суміщення протекторного боку 5 з опорною поУстройство, работа, эксплуатация, ремонт / В.Н. верхнею 7. Отримані смуги 8 укладають у пакет Тарновский, В.А. Гудков, О.Б. Третьяков. - М.: (Фіг. 4) таким чином, щоб протекторні боки 5 (тобТранспорт, 1990. - 272 с. то однойменні боки) попарно були направлені 7. SU № 1652149, В 61 D 11/02, 30.05.91, Б. № 20. назустріч один одному, після чого їх фіксують на 8. SU № 1691448, Е 01 С 5/18, 15.11.91, Б. № 42. кінцях смуг 8 за допомогою, наприклад, липучих 9. SU № 1691495, Е 04 Н 17/16, 15.11.91, Б. № 42. стрічок 9 і 10. Смуги 8 у пакеті можуть бути 10. SU 1655890, В 66 D 1/30, 15.06.91, Б. № 22. укладені попарно назустріч один одному і затиль11. SU № 1720996, В 66 D 3/08, 15.11.88, Б. № 11. ними боками 6 (тобто знову ж однойменними бо 9 Комп’ютерна верстка М. Клюкін 75794 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of preparation for the transportation of worn car tires
Автори англійськоюIvanov Valerii Anatoliiovych, Malyi Viktor Semenovych, Khokhlov Leonid Tymofiiovych
Назва патенту російськоюСпособ подготовки к транспортировке отработанных автомобильных шин
Автори російськоюИванов Валерий Анатолиевич, Малый Виктор Семенович, Хохлов Леонид Тимофеевич
МПК / Мітки
МПК: B65B 25/00
Мітки: спосіб, шин, автомобільних, підготовки, відпрацьованих, транспортування
Код посилання
<a href="https://ua.patents.su/5-75794-sposib-pidgotovki-do-transportuvannya-vidpracovanikh-avtomobilnikh-shin.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки до транспортування відпрацьованих автомобільних шин</a>
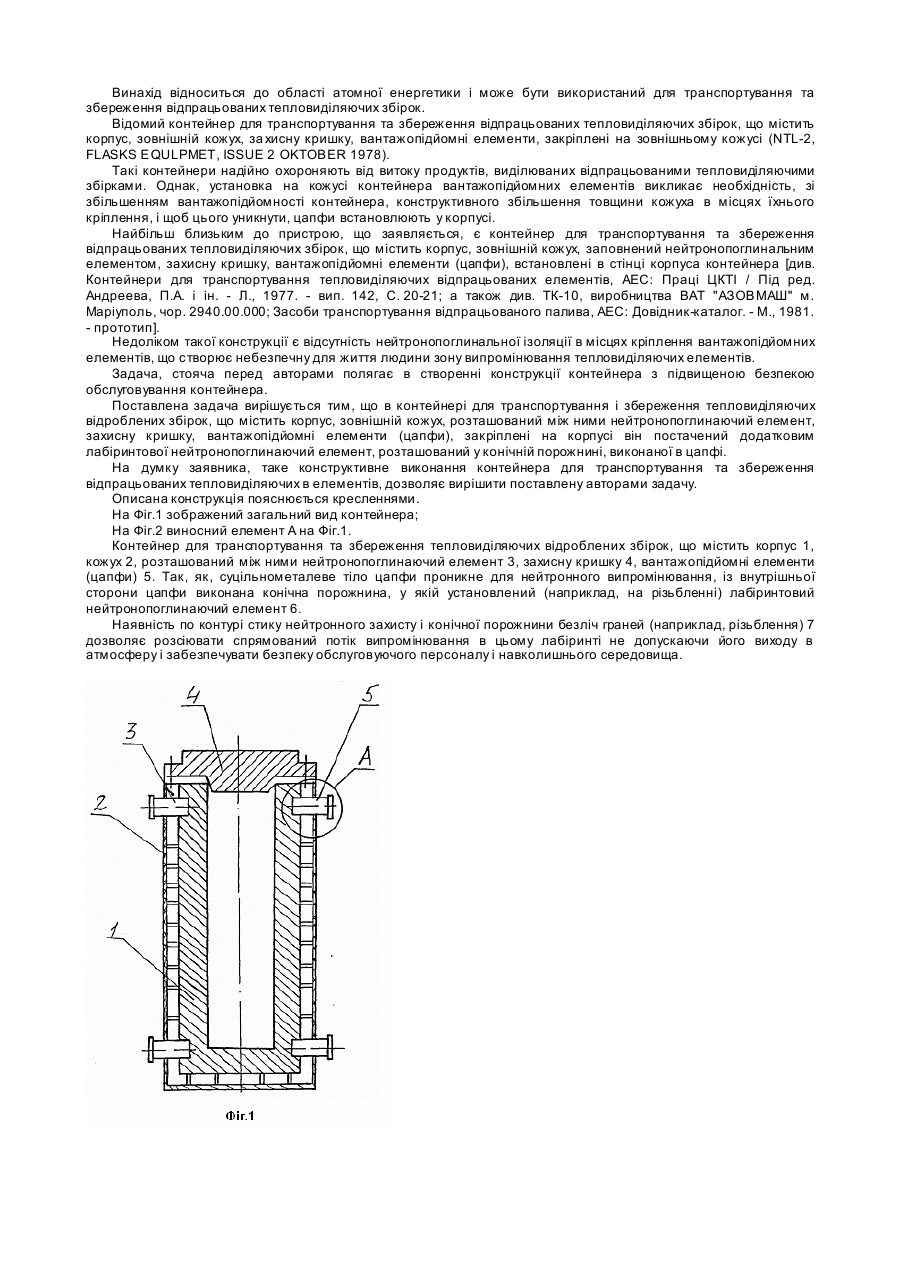
Контейнер для транспортування та збереження відпрацьованих тепловиділяючих збірок
Номер патенту: 65790
Опубліковано: 15.04.2004
Автори: Ірха Віктор Миколайович, Кохан Анатолій Омел'янович, Зайка Володимир Якович
МПК: G21F 5/00
Мітки: транспортування, збереження, контейнер, відпрацьованих, тепловиділяючих, збірок
Формула / Реферат:
1. Контейнер для транспортування та збереження відпрацьованих тепловиділяючих збірок, що містить корпус, зовнішній кожух, розташований між ними нейтронопоглинальний елемент, захисну кришку, цапфи, закріплені на корпусі, який відрізняється тим, що він оснащений додатковим лабіринтовим нейтронопоглинальним елементом, розташованим в конічній порожнині, виконаній в цапфі.2. Контейнер за п. 1, який відрізняється тим, що поверхні сполучення...
Спосіб каталітичного очищення автомобільних відпрацьованих газів під час холодного пуску двигуна
Номер патенту: 27233
Опубліковано: 15.08.2000
Автори: Енглер Бернд, Остгате Клаус, Локс Егберт, Лінднер Дітер
МПК: B01D 53/86, B01D 53/94, B01D 53/04, F01N 3/08
Мітки: відпрацьованих, очищення, спосіб, двигуна, каталітичного, автомобільних, пуску, газів, холодного
Текст:
...КАТАЛІТИЧНОГО ОЧИЩЕННЯ АВТОМОБІЛЬНИХ ВІДПРАЦЬОВАНИХ ГАЗІВ ПІД ЧАС ХОЛОДНОГО ПУСКУ ДВИГУНА (21)93002235 (22)06.08.1993 (24) 15.08.2000 (31) Р 42 26 394.8 (32) 10.08.1992 (33) DE (46) 15.08.2000, Бюл. №3, 2000 р (72) Лінднер Дітер (DE), Локс Егберт (DE), Енглер Бернд (DE), Остгате Клаус (DE) (73) ДЕГУССА АКЦІЕНГЕЗЕЛЬШАФТ (DE) (56) Патент США № 5051244, МПК B01D 53/36, 1991 г. (57) 1. Способ каталитической очистки автомобильных отработанных...
Спосіб підготовки природного газу до транспортування

Номер патенту: 5019
Опубліковано: 15.02.2005
Автори: Дячук Володимир Володимирович, Паюк Віталій Олександрович, Політанський Юрій Володимирович, Паюк Наталія Іванівна
МПК: F25J 3/02
Мітки: транспортування, газу, підготовки, спосіб, природного
Формула / Реферат:
1. Спосіб підготовки природного газу до транспортування, що включає його багатоступеневу сепарацію під тиском з отриманням газового конденсату, рекуперативний теплообмін й обробку абсорбентом, який відрізняється тим, що як абсорбент використовують стабілізований газовий конденсат, що отриманий у вичерпній секції дебутанізатора, при цьому абсорбент вводять в потік природного газу перед кожним сепаратором основних ступенів сепарації.2....
Спосіб збирання , підготовки, транспортування на стартову позицію і запуску ракети
Номер патенту: 29516
Опубліковано: 15.11.2000
Автори: Ліен Бьйорн Р., Сьорхьоуг Ларс Мартін, Крістенсен Пер Херберт, Йоханнессен Ейнар
Мітки: ракети, позицію, підготовки, транспортування, стартову, спосіб, збирання, запуску
Текст:
...для запуску з моря ракети з супутником або бойовим космічним апаратом в якості корисного вантажу. При цьому два судна вирівнюються стінка до стінки та зв'язуються за допомогою ферм, жорстко поєднуючих судна та утримуючих їх на визначеній відстані один від одного, завдяки чому утворюється стартовий комплекс ракети. Поворотна опора на фермі, що поєднує центральні секції суден, використовується для підйому ракети у вертикальне положення та...
Установка для підготовки газу до транспортування методом низькотемпературної сепарації
Номер патенту: 60640
Опубліковано: 15.10.2003
Автори: Воробьов Юрій Михайлович, Моісеєв Сергій Вікторович, Богданов Валерій Олександрович
МПК: F25J 3/08
Мітки: низькотемпературної, газу, сепарації, підготовки, методом, установка, транспортування
Формула / Реферат:
Установка для підготовки газу до транспортування методом низькотемпературної сепарації, що містить сепаратори першого і другого ступеня, теплообмінники, дроселі, сепаратор вологого конденсату, ежектор і установку стабілізації конденсату, яка відрізняється тим, що установка стабілізації конденсату виконана у вигляді двох випарників, один із яких трубопроводами з'єднаний через дроселі із сепаратором другого ступеня і сепаратором вологого...
Попередній патент: Спосіб одержання світловипромінювального матеріалу на основі кремнію
Наступний патент: Спосіб та пристрій вторинного охолодження заготовки при безперервному розливанні сталі
Випадковий патент: Механізм переміщення